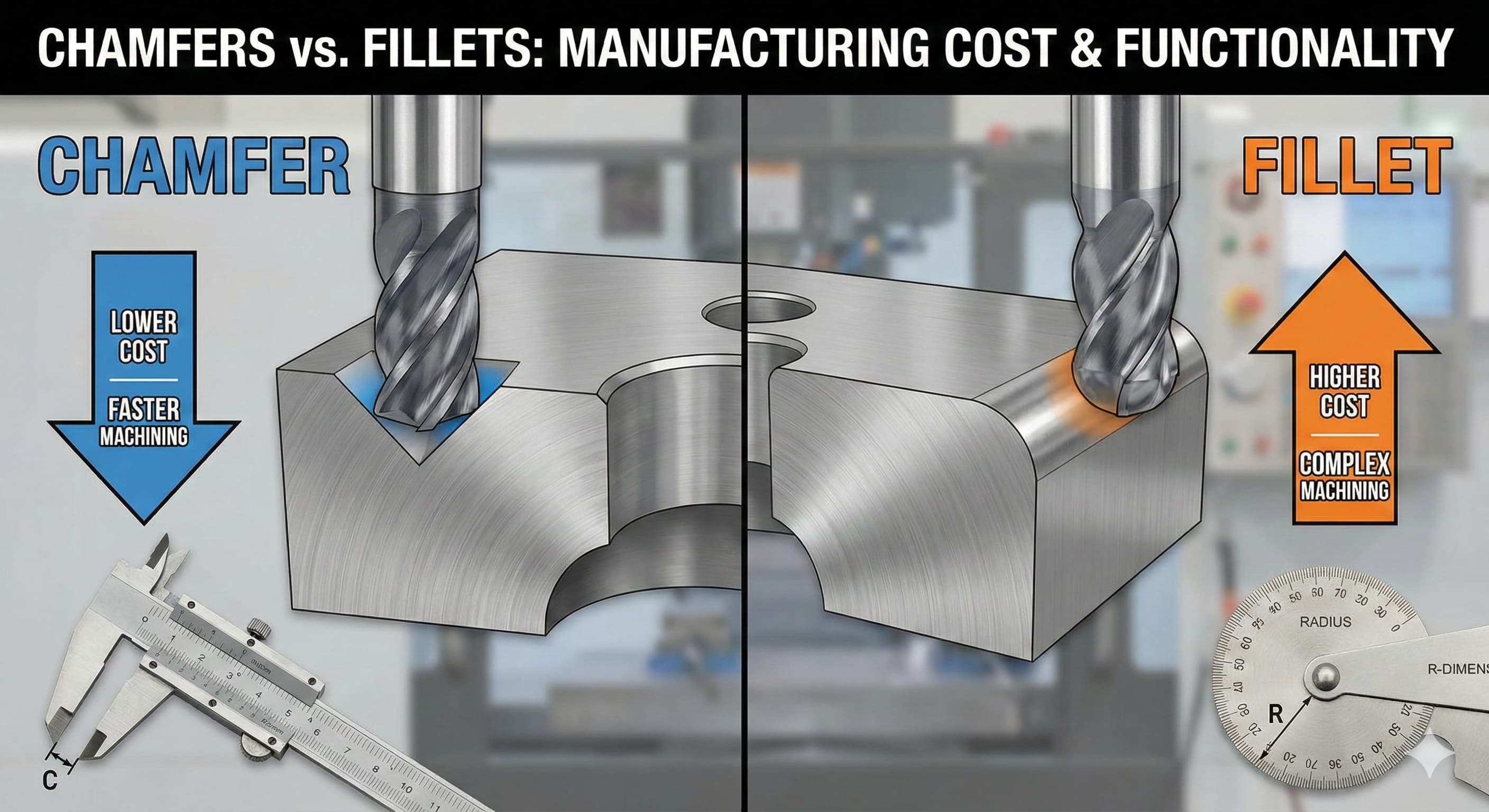
Sražení hran vs. zaoblení: Která metoda úpravy hran je levnější na obrábění?
Výrobní inženýři čelí kritickému rozhodnutí o nákladech u každého obráběného dílu: mají být úpravy hran sražením nebo zaoblením? Tento zdánlivě drobný detail může ovlivnit výrobní náklady o 15–40 % v závislosti na geometrii dílu, výběru materiálu a objemu výroby. Volba ovlivňuje nejen dobu obrábění, ale také opotřebení nástrojů, kvalitu povrchové úpravy a navazující montážní procesy.
Většina inženýrů se standardně rozhoduje pro sražení hran kvůli jejich zdánlivé jednoduchosti, ale tento předpoklad často vede k neoptimálním nákladovým výsledkům. Realita zahrnuje složité interakce mezi geometrií řezného nástroje, otáčkami vřetena, rychlostí úběru materiálu a efektivitou dráhy nástroje, které vyžadují hlubší analýzu.
- Sražení hran obvykle zkracuje dobu obrábění o 25–35 % ve srovnání se zaoblením u standardních CNC operací
- Poloměry zaoblení pod 0,5 mm vyžadují specializované nástroje, které zvyšují náklady o 0,15–0,45 EUR na lineární metr
- Tvrdost materiálu nad 45 HRC výrazně upřednostňuje geometrii sražené hrany pro optimalizaci životnosti nástroje
- Objemy výroby nad 500 kusů často ospravedlňují investice do nástrojů pro zaoblení i přes vyšší náklady na nastavení
Porozumění základům úpravy hran
Úpravy hran slouží mnoha inženýrským funkcím nad rámec estetiky. Ostré hrany vytvářejí koncentrace napětí, které mohou iniciovat únavové trhliny, zejména v aplikacích s cyklickým zatížením. Představují také bezpečnostní rizika při manipulaci a montáži. Z výrobního hlediska řízené úpravy hran eliminují mikroskopické otřepy a ostré výčnělky, které nevyhnutelně vznikají při obráběcích operacích.
Sražení hran představuje nejjednodušší geometrické řešení – přímý úhlový řez, který odstraňuje ostrou hranu. Standardní úhly sražení se pohybují od 30° do 60°, přičemž 45° je nejběžnější kvůli dostupnosti nástrojů a snadné kontrole. Rozměry sražení obvykle následují zápis „C0,5“, což označuje sražení 0,5 mm při 45°, i když jiné úhly vyžadují specifické označení, jako například „0,5 x 30°“.
Zaoblení vytváří hladký poloměrový přechod mezi povrchy, čímž zcela eliminuje úhlový průsečík. Běžné poloměry zaoblení se pohybují od R0,2 mm pro jemné prvky až po R5,0 mm nebo větší pro konstrukční aplikace. Na rozdíl od sražení hran poskytuje zaoblení lepší rozložení napětí a odolnost proti únavě, díky čemuž je preferováno pro vysoce zatížené komponenty.
Výrobní důsledky se mezi těmito přístupy výrazně liší. Sražení hran lze často vytvořit pomocí standardních fréz nebo nástrojů pro sražení hran v jednom průchodu, zatímco zaoblení vyžaduje kulové frézy nebo poloměrové nástroje s pečlivě naprogramovanými drahami nástroje pro zachování konzistentní povrchové úpravy.
Analýza procesu obrábění
Obrábění sražením hran využívá přímočarou mechaniku řezání. Standardní nástroje pro sražení hran mají jednobodové řezné hrany broušené do přesných úhlů, což umožňuje řezy po celé šířce v jednom průchodu. Tento přístup minimalizuje dobu vřetena a snižuje složitost programování. Záběr nástroje zůstává konzistentní po celou dobu řezu, což umožňuje předvídatelné řezné síly a vynikající povrchovou úpravu.
Pro sražení hran do 2,0 mm na materiálech, jako je hliník 6061-T6, zahrnují typické parametry řezání:
| Parametr | Rozsah hodnot | Poznámky k optimalizaci |
|---|---|---|
| Otáčky vřetena | 8 000-15 000 ot/min | Vyšší otáčky pro menší sražení hran |
| Rychlost posuvu | 1 500-4 000 mm/min | Upravte podle tvrdosti materiálu |
| Hloubka řezu | Jeden průchod po celé šířce | Eliminuje vícenásobné průchody |
| Životnost nástroje | 15-25 lineárních metrů | Karbidové nástroje v hliníku |
Obrábění zaoblení představuje větší složitost kvůli požadavkům na zakřivenou geometrii. Kulové frézy musí sledovat přesné 3D dráhy nástroje, aby se zachovaly konzistentní rozměry poloměru. Kvalita povrchové úpravy silně závisí na vzdálenosti kroku – menší rozestupy zlepšují povrchovou úpravu, ale exponenciálně zvyšují dobu obrábění.
Mezi kritické aspekty obrábění zaoblení patří průhyb nástroje, který se stává problematickým u nástrojů s malým poloměrem. Kulová fréza 2,0 mm vyčnívající 15 mm z vřetena se může prohnout o 0,02–0,05 mm při normálním řezném zatížení, což přímo ovlivňuje přesnost poloměru. To vyžaduje kratší, tužší nástroje nebo snížené parametry řezání.
Naše přesné CNC obráběcí služby využívají specializované přípravky a zkrácené držáky nástrojů k minimalizaci problémů s průhybem při zachování optimálních parametrů řezání pro operace sražením hran i zaoblením.
Analýza nákladových faktorů
Náklady na pořízení nástrojů ukazují okamžité rozdíly mezi operacemi sražením hran a zaoblením. Standardní nástroje pro sražení hran se pohybují od 45 do 85 EUR za nástroj pro kvalitní karbidové varianty, přičemž každý nástroj je schopen zpracovat 15–25 lineárních metrů v hliníku nebo 8–12 metrů v oceli. Specializované nástroje pro zaoblení stojí 65–150 EUR za nástroj v závislosti na velikosti poloměru a specifikacích povlaku.
Dopad na skladové zásoby nástrojů tyto náklady navyšuje. Nástroje pro sražení hran pokrývají široké rozměrové rozsahy – jeden nástroj pro sražení hran 45° může vytvořit jakoukoli velikost sražení omezenou pouze průměrem nástroje. Operace zaoblení vyžadují vyhrazené nástroje pro každou velikost poloměru, což násobí požadavky na skladové zásoby. Typická dílna udržuje 3–4 nástroje pro sražení hran oproti 12–18 poloměrovým nástrojům pro ekvivalentní pokrytí schopností.
Rozdíly v době obrábění se ukazují jako ještě významnější než náklady na nástroje ve velkoobjemové výrobě. Sražení hran obvykle vyžaduje 0,8–1,2 minuty na lineární metr úpravy hrany, zatímco zaoblení vyžaduje 2,5–4,5 minuty na lineární metr kvůli složitým požadavkům na dráhu nástroje a pomalejším posuvům vyžadovaným geometrií kulové frézy.
| Provoz | Doba nastavení | Doba cyklu/metr | Cena nástroje | Životnost nástroje |
|---|---|---|---|---|
| Sražení hrany (Standardní) | 8-12 minut | 0,8-1,2 minut | €45-85 | 15-25 metrů |
| Sražení hrany (Komplexní) | 12-18 minut | 1,2-1,8 minut | €65-120 | 12-18 metrů |
| Zaoblení R0.5-2.0 | 15-25 minut | 2,5-3,5 minut | €85-140 | 8-15 metrů |
| Zaoblení R2.0-5.0 | 12-20 minut | 1,8-2,8 minut | €95-150 | 12-22 metrů |
Sekundární operace také ovlivňují celkové nákladové rovnice. Sražené hrany často vyžadují lehké odjehlování k odstranění drobných stop po nástroji, což zvyšuje náklady na ruční dokončování o 0,08–0,15 EUR na lineární metr. Dobře provedené operace zaoblení obvykle nevyžadují žádné sekundární dokončování, i když dosažení této úrovně kvality vyžaduje přesné nastavení stroje a optimální parametry řezání.
Specifické aspekty materiálu
Vlastnosti materiálu dramaticky ovlivňují nákladovou rovnici mezi sražením hran a zaoblením. V hliníkových slitinách, jako je 6061-T6, fungují obě operace dobře se standardními nástroji a parametry. Vynikající obrobitelnost materiálu a charakteristiky odvodu třísek podporují agresivní řezání v obou geometriích.
Nerezové oceli, jako je 316L, představují odlišné výzvy. Tendence materiálu ke zpevňování za studena upřednostňuje geometrii sražené hrany, kde konzistentní záběr řezu zabraňuje tvorbě zpevněných vrstev, které mohou poškodit následné řezy. Operace zaoblení v nerezové oceli vyžadují pečlivou pozornost vztahům mezi řeznou rychlostí a posuvem, aby se udržela správná tvorba třísek a zabránilo se zpevňování za studena v zakřivených přechodových zónách.
Vysokopevnostní oceli nad 40 HRC výrazně upřednostňují operace sražením hran. Lineární dráha řezu umožňuje konzistentní záběr nástroje a předvídatelné vzory opotřebení. Řezání zaoblení v kalených materiálech často způsobuje vibrace v důsledku proměnlivých řezných sil po celé zakřivené dráze nástroje, což vede ke špatné povrchové úpravě a zrychlenému opotřebení nástroje.
U náročných materiálů může výběr přístupu ovlivnit náklady o 200–300 %. V Inconelu 718 by operace sražením hran mohly stát 2,50–3,20 EUR na lineární metr, zatímco ekvivalentní operace zaoblení by mohly dosáhnout 7,50–9,80 EUR na lineární metr kvůli specializovaným požadavkům na nástroje a dramaticky sníženým parametrům řezání.
Při práci s exotickými materiály nebo kritickými aplikacemi se specializované strategie obrábění stávají nezbytnými pro udržení kvality i nákladové efektivnosti.
Pro vysoce přesné výsledky si nechte doručit svou vlastní cenovou nabídku do 24 hodin od Microns Hub.
Návrh pro optimalizaci výroby
Chytrá konstrukční rozhodnutí mohou zcela eliminovat dilema nákladů na sražení hran versus zaoblení. Strategické umístění prvků, rozměrová standardizace a geometrická rozhodnutí s ohledem na výrobu snižují výrobní náklady bez ohledu na výběr úpravy hrany.
Standardizace na běžné velikosti sražení hran, jako jsou C0,5, C1,0 a C1,5, umožňuje maximální využití nástrojů napříč více projekty. Podobně standardizace zaoblení kolem R0,5, R1,0, R2,0 a R3,0 snižuje skladové zásoby nástrojů a složitost nastavení. Díly navržené kolem těchto standardních rozměrů těží z optimalizovaných parametrů řezání a zavedených údajů o životnosti nástroje.
Přístupnost prvků významně ovlivňuje efektivitu obrábění. Sražení hran na vnějších hranách vyžaduje minimální vůli nástroje a lze je často obrábět standardními nástroji. Vnitřní zaoblení vyžaduje zvážení přístupu nástroje, požadavků na vůli a potenciální interference s upínacími přípravky.
Interakce mezi úpravami hran a sousedními prvky vytváří další nákladové aspekty. Sražení hran obvykle končí čistě v protínajících se prvcích, zatímco zaoblení může vyžadovat složitou geometrii prolínání, která zvyšuje dobu programování a složitost obrábění. Tyto průsečíky by měly být pečlivě zváženy během fáze návrhu, aby se předešlo nákladným překvapením během výroby.
Specifikace tolerance také ovlivňují nákladové vztahy. Sražení hran lze obvykle udržet na ±0,1 mm bez zvláštního zvážení, zatímco tolerance poloměru zaoblení pod ±0,05 mm mohou vyžadovat specializované měřicí zařízení a přísnější řízení procesu, což zvyšuje náklady na kontrolu o 0,25–0,45 EUR na prvek.
Ekonomika objemové výroby
Objem výroby zásadně mění nákladovou rovnici mezi operacemi sražením hran a zaoblením. Nízkoobjemové prototypování a zakázková práce silně upřednostňují sražení hran kvůli snížené složitosti nastavení a požadavkům na nástroje. Časová investice do programování zaoblení a nastavení specializovaných nástrojů nemůže být amortizována na dostatečném počtu dílů, aby se ospravedlnila dodatečná složitost.
Při středních objemech (50–500 dílů) se rozhodovací bod posouvá na základě faktorů specifických pro daný díl. Složité geometrie s více požadavky na poloměr mohou ospravedlnit investice do vyhrazených nástrojů, zatímco jednoduché díly s minimálními požadavky na úpravu hrany nadále upřednostňují přístupy sražením hran.
Velkoobjemová výroba nad 1 000 dílů otevírá další možnosti optimalizace. Vyhrazené přípravky, specializované nástroje a optimalizované programy mohou snížit náklady na zaoblení na díl pod alternativy sražením hran ve specifických aplikacích. Klíčem je komplexní analýza všech nákladových faktorů, včetně sekundárních operací, požadavků na kvalitu a aspektů montáže.
Automatizované výrobní systémy vykazují zvláštní afinitu k operacím sražením hran kvůli jejich předvídatelným řezným silám a zjednodušeným požadavkům na dráhu nástroje. Scénáře bezobslužné výroby těží ze snížené složitosti a zlepšené spolehlivosti procesů sražením hran.
| Rozsah objemu | Cena sražení hrany/díl | Cena zaoblení/díl | Doporučený postup |
|---|---|---|---|
| 1-25 dílů | €0,85-1,20 | €1,85-3,20 | Preferováno sražení hrany |
| 25-100 dílů | €0,65-0,95 | €1,25-2,10 | Sražení hrany je obvykle lepší |
| 100-500 dílů | €0,45-0,75 | €0,85-1,45 | Záleží na složitosti |
| 500-2000 dílů | €0,35-0,55 | €0,55-0,95 | Zaoblení konkurenceschopné |
| 2000+ dílů | €0,25-0,45 | €0,35-0,65 | Vyžadována úplná analýza |
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost a personalizovaný přístup k službám znamená, že každý projekt obdrží pozornost věnovanou detailům, kterou si zaslouží, ať už optimalizujete pro operace sražením hran nebo zaoblením.
Aspekty kvality a kontroly
Požadavky na kontrolu kvality významně ovlivňují skutečné náklady na operace sražením hran versus zaoblení. Kontrola sražení hran využívá přímočaré techniky měření – základní posuvná měřítka, výškoměry nebo optické komparátory mohou rychle a přesně ověřit rozměry. Standardní označení sražení hran, jako je „C1,0“, poskytují jasná a jednoznačná kritéria kontroly, která minimalizují spory o kvalitu a přepracování.
Kontrola zaoblení vyžaduje sofistikovanější přístupy. Poloměrové měrky poskytují základní ověření pro větší zaoblení, ale přesné měření vyžaduje souřadnicové měřicí stroje (CMM) nebo specializované optické zařízení. Zakřivená geometrie ztěžuje stanovení jasných měřicích základen, což může vést k rozdílům v interpretaci mezi standardy kvality dodavatele a zákazníka.
Požadavky na povrchovou úpravu se také liší mezi oběma přístupy. Sražení hran obvykle dosahuje Ra 1,6–3,2 μm přímo z obráběcích operací, což je vhodné pro většinu aplikací bez sekundárního dokončování. Zaoblení vyžaduje pečlivější pozornost parametrům řezání a strategiím dráhy nástroje k dosažení ekvivalentní kvality povrchu, zejména v přechodových zónách, kde se záběr nástroje neustále mění.
U aplikací vyžadujících vynikající povrchovou úpravu (Ra 0,8 μm nebo lepší) může zaoblení ve skutečnosti poskytnout nákladové výhody. Hladký zakřivený přechod eliminuje úhlový průsečík, který může shromažďovat nečistoty nebo vytvářet potíže s čištěním v potravinářských nebo farmaceutických aplikacích.
Požadavky na dokumentaci a sledovatelnost upřednostňují operace sražením hran kvůli jejich přímočarým postupům měření a záznamu. Certifikáty kvality mohou s jistotou jasně uvést „C1,0 ±0,1“, zatímco dokumentace zaoblení může vyžadovat složitější geometrické rozměrování a tolerování (GD&T) k adekvátnímu definování kritérií přijatelnosti.
Doporučení specifická pro danou aplikaci
Konstrukční aplikace vyžadující maximální odolnost proti únavě jasně upřednostňují geometrii zaoblení i přes vyšší výrobní náklady. Hladký přechod napětí poskytovaný správně navrženým zaoblením může prodloužit životnost komponent o 200–400 % ve srovnání s ekvivalentními konstrukcemi se sraženými hranami. V leteckém, automobilovém nebo lékařském průmyslu, kde jsou následky selhání závažné, se dodatečná výrobní investice ukazuje jako oprávněná.
Naopak spotřební produkty, kryty a obecné průmyslové komponenty často fungují adekvátně se sraženými hranami při výrazně snížených výrobních nákladech. Klíčem je sladění výběru úpravy hrany se skutečnými požadavky na výkon, spíše než výchozí nastavení na jeden z přístupů bez analýzy.
Estetické aspekty mohou potlačit čistou optimalizaci nákladů u viditelných komponent. Zaoblení obecně poskytuje rafinovanější a dokončenější vzhled, který spotřebitelé spojují s vyšší kvalitou. Tato vnímaná hodnota může ospravedlnit dodatečné výrobní náklady v aplikacích orientovaných na spotřebitele.
Požadavky na montáž a manipulaci také ovlivňují optimální výběr. Sražení hran poskytuje konzistentní a předvídatelnou geometrii, která zjednodušuje automatizované montážní procesy a snižuje riziko interference nebo vázání během spojování dílů. Zaoblení, i když hladší, může vytvářet nejednoznačné kontaktní podmínky, které komplikují automatizované montážní systémy.
Vztah mezi úpravami hran a dalšími výrobními procesy, jako jsou operace vrtání, by měl být zvážen během optimalizace návrhu, aby byla zajištěna celková efektivita výroby.
Náš komplexní přístup prostřednictvím našich výrobních služeb zajišťuje, že výběr úpravy hrany je v souladu s vašimi specifickými požadavky na aplikaci a zároveň optimalizuje celkové výrobní náklady.
Budoucí technologické trendy
Nové výrobní technologie přetvářejí nákladovou dynamiku mezi operacemi sražením hran a zaoblením. Pokročilý CAM software s automatizovanou optimalizací dráhy nástroje snižuje složitost programování tradičně spojenou s operacemi zaoblení. Algoritmy strojového učení nyní mohou optimalizovat parametry řezání v reálném čase, čímž se snižuje mezera v odbornosti mezi obráběním sražením hran a zaoblením.
Vysokorychlostní obráběcí centra s vylepšenou dynamikou vřetena a řízením vibrací činí operace zaoblení s malým poloměrem ekonomicky životaschopnějšími. Výrobci nástrojů vyvíjejí specializované povlaky a geometrie, které prodlužují životnost nástroje v obtížných aplikacích zaoblení, čímž postupně uzavírají nákladovou mezeru s operacemi sražením hran.
Hybridní výrobní přístupy kombinující aditivní a subtraktivní procesy mohou nakonec zcela eliminovat rozhodování mezi sražením hran a zaoblením. Díly by mohly být vytištěny s integrovanou geometrií zaoblení a dokončeny obráběním pro kritické povrchy, čímž by se zachytily výhody obou přístupů.
Implementace Průmyslu 4.0 s monitorováním v reálném čase a prediktivními možnostmi údržby upřednostňuje složitější operace, jako je zaoblení, tím, že poskytuje řízení procesu nezbytné pro konzistentní a opakovatelné výsledky. Chytré nástroje s vestavěnými senzory mohou neustále optimalizovat parametry řezání, čímž se snižuje mezera ve znalostech procesu, která tradičně upřednostňovala jednodušší operace sražením hran.
Často kladené otázky
Jaký je typický rozdíl v nákladech mezi operacemi sražením hran a zaoblením?
Sražení hran obvykle stojí o 40–60 % méně než ekvivalentní zaoblení u standardních obráběcích operací. U hliníkových dílů stojí sražení hran v průměru 0,45–0,75 EUR na lineární metr, zatímco zaoblení se pohybuje od 0,85 do 1,45 EUR na lineární metr, včetně nástrojů, nastavení a doby obrábění. Přesný rozdíl závisí na materiálu, složitosti geometrie a objemu výroby.
Lze sražení hran a zaoblení používat zaměnitelně z funkčního hlediska?
Ne vždy. I když obojí eliminuje ostré hrany, zaoblení poskytuje lepší rozložení napětí a odolnost proti únavě díky hladkým poloměrovým přechodům. Sražení hran je adekvátní pro obecné odjehlování a bezpečnostní požadavky, ale nemůže se rovnat výkonu zaoblení v aplikacích s vysokým namáháním. Konstrukční komponenty pod cyklickým zatížením obvykle vyžadují geometrii zaoblení bez ohledu na nákladové důsledky.
Při jakých velikostech poloměru se operace zaoblení stávají nákladově konkurenceschopnými s sražením hran?
Větší poloměry zaoblení (R2,0 mm a více) se blíží nákladové efektivnosti sražení hran díky agresivnějším parametrům řezání a zlepšené životnosti nástroje. Malé poloměry pod R0,8 mm vyžadují specializované nástroje a konzervativní parametry řezání, které výrazně zvyšují náklady. Bod křížení obvykle nastává kolem R1,5–2,0 mm v závislosti na materiálu a objemu výroby.
Jak vlastnosti materiálu ovlivňují nákladovou rovnici sražení hran versus zaoblení?
Tvrdé materiály nad 45 HRC silně upřednostňují operace sražením hran kvůli konzistentnímu záběru nástroje a předvídatelným vzorům opotřebení. Měkké, gumové materiály, jako je čistý hliník, mohou ve skutečnosti upřednostňovat operace zaoblení, protože kontinuální řezání zabraňuje tvorbě nárůstku na břitu. Nerezové oceli a slitiny zpevňující se za studena se obecně obrábějí ekonomičtěji s geometrií sražením hran kvůli jejich citlivosti na přerušované řezy.
Jaké konstrukční prvky mohou minimalizovat náklady na obrábění úpravy hran bez ohledu na volbu geometrie?
Standardizace na běžné velikosti (C0,5, C1,0, R0,5, R1,0) maximalizuje využití nástrojů a snižuje dobu nastavení. Zajištění adekvátního přístupu a vůle nástroje eliminuje potřebu specializovaných přípravků nebo prodloužených nástrojů. Vyhýbání se složitým průsečíkům a prolínání snižuje složitost programování a dobu obrábění pro operace sražením hran i zaoblením.
Jak objem výroby ovlivňuje optimální výběr úpravy hrany?
Nízké objemy pod 100 dílů silně upřednostňují sražení hran kvůli sníženým nákladům na nastavení a nástroje. Střední objemy 100–1000 dílů vytvářejí rozhodovací bod, kde složitost dílu a požadavky na výkon určují optimální výběr. Vysoké objemy nad 1000 dílů mohou ospravedlnit investice do nástrojů pro zaoblení, když funkční požadavky vyžadují geometrii poloměru, což potenciálně dosahuje nákladů na díl konkurenceschopných s operacemi sražením hran.
Jaké rozdíly v kontrole a kontrole kvality existují mezi sražením hran a zaoblením?
Sražení hran používá jednoduché měřicí nástroje, jako jsou posuvná měřítka a výškoměry, s jasnými rozměrovými označeními. Zaoblení vyžaduje sofistikovanější měřicí zařízení, jako jsou poloměrové měrky nebo systémy CMM pro přesné ověření. Tento rozdíl zvyšuje náklady na kontrolu o 0,15–0,35 EUR na prvek pro geometrii zaoblení, což je zvláště důležité ve vysoce přesných nebo certifikovaných aplikacích vyžadujících úplné rozměrové zprávy.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece