Obrábění drážkování: Odvalování vs. drátové EDM pro přesné ozubení
Výběr optimálního výrobního procesu pro obrábění drážkování má přímý dopad na přesnost ozubení, výrobní náklady a termíny dodání. Volba mezi odvalováním a drátovým EDM zásadně ovlivňuje rozměrovou přesnost, kvalitu povrchové úpravy a celkovou efektivitu výroby vašeho komponentu.
Oba procesy hrají odlišnou roli ve výrobě přesných ozubených kol, přesto se jejich aplikace, schopnosti a nákladové struktury výrazně liší. Pochopení těchto rozdílů umožňuje informované rozhodování pro vaše specifické projektové požadavky.
Klíčové poznatky
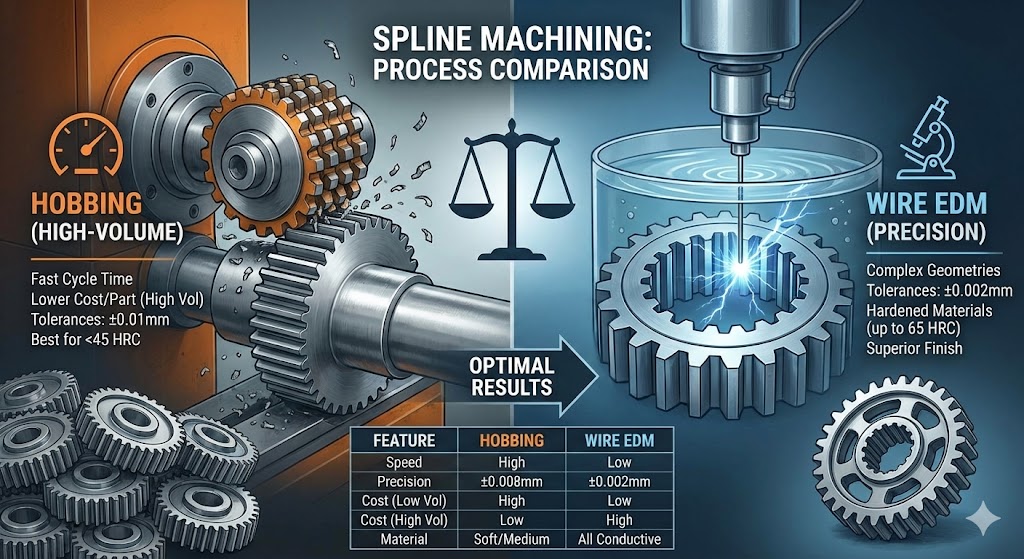
- Odvalování vyniká ve velkoobjemové výrobě s kratšími časy cyklů a nižšími náklady na kus pro standardní profily drážkování
- Drátové EDM poskytuje vynikající přesnost (tolerance ±0,002 mm) a zvládá složité geometrie, kterých odvalování nemůže dosáhnout
- Tvrdost materiálu nad 45 HRC obvykle vyžaduje drátové EDM, zatímco měkčí materiály těží z efektivity odvalování
- Křížení nákladů nastává přibližně u 500-1000 dílů v závislosti na složitosti a materiálových specifikacích
Pochopení základů obrábění drážkování
Obrábění drážkování vytváří přesné profily zubů, které přenášejí točivý moment mezi rotujícími hřídeli. Tyto komponenty vyžadují výjimečnou přesnost v geometrii zubů, rozteči a povrchové úpravě, aby bylo zajištěno správné záběru a rozložení zatížení.
Výrobní proces musí udržovat přísné tolerance napříč několika rozměry: tloušťka zubu, průměr kořene, vnější průměr a přesnost rozteče. Odchylky v jakémkoli parametru přímo ovlivňují výkon ozubení, úroveň hluku a životnost.
Moderní aplikace drážkování zahrnují automobilové převodovky, letecké a kosmické pohony a průmyslové stroje, kde požadavky na přesnost často přesahují ±0,01 mm u kritických rozměrů. Splnění těchto specifikací vyžaduje pečlivý výběr procesu na základě vlastností materiálu, objemu výroby a geometrické složitosti.
Analýza procesu odvalování
Odvalování představuje kontinuální generativní proces, kde šroubovitý řezný nástroj postupně odebírá materiál a vytváří zuby drážkování. Odvalovací fréza se otáčí synchronizovaně s obrobkem a vytváří přesné profily zubů prostřednictvím koordinovaných posuvných pohybů.
Tento proces vyniká ve výrobě evolventních profilů drážkování s konzistentní geometrií zubů po celé šířce čela. Kontinuální řezání generuje hladké povrchové úpravy obvykle v rozmezí Ra 1,6 až Ra 3,2 μm, v závislosti na parametrech řezání a stavu nástroje.
Rychlost úběru materiálu při odvalování výrazně převyšuje rychlost úběru materiálu při drátovém EDM, přičemž typické řezné rychlosti dosahují 200-400 m/min pro ocelové komponenty. Tato výhoda v produktivitě se stává klíčovou pro velkoobjemovou výrobu, kde čas cyklu přímo ovlivňuje výrobní náklady.
Odvalování umožňuje různé typy drážkování včetně evolventních, rovných a vroubkovaných profilů. Proces však vyžaduje specializované nástroje pro každou specifikaci drážkování, přičemž náklady na odvalovací frézy se pohybují od 2 500 EUR do 15 000 EUR v závislosti na velikosti modulu a třídě přesnosti.
Mezi omezení procesu patří omezená schopnost obrábět vnitřní drážkování s malými průměry, problémy s kalenými materiály nad 45 HRC a geometrická omezení daná přístupností nástroje. Tyto faktory je třeba zvážit během fází návrhu a plánování procesu.
Charakteristiky procesu drátového EDM
Drátové elektrické výbojové obrábění využívá řízené elektrické jiskry k erozi materiálu podél naprogramované dráhy. Kontinuálně se pohybující drátová elektroda, typicky o průměru 0,15-0,25 mm, vytváří přesné řezy elektricky vodivými materiály bez ohledu na tvrdost.
Proces dosahuje výjimečné rozměrové přesnosti s tolerancemi dosahujícími ±0,002 mm u kritických rozměrů. Tato úroveň přesnosti se ukazuje jako zásadní pro letecké a kosmické aplikace a vysoce výkonné systémy ozubení, kde standardní výrobní procesy nemohou splnit požadavky.
Drátové EDM zvládá složité geometrie drážkování včetně přerušovaných profilů, asymetrických tvarů zubů a integrovaných prvků, které nelze obrábět konvenčními metodami. Flexibilita procesu se rozšiřuje na kalené materiály až do 65 HRC bez kompromisů v přesnosti nebo povrchové úpravě.
Kvalita povrchové úpravy při drátovém EDM se pohybuje od Ra 0,8 do Ra 2,5 μm v závislosti na parametrech řezání a dokončovacích průchodech. Více řezných průchodů umožňuje optimalizaci mezi řeznou rychlostí a kvalitou povrchu, přičemž hrubé řezy odstraňují objem materiálu a dokončovací průchody dosahují konečných rozměrů.
Proces probíhá prostřednictvím našich služeb přesného CNC obrábění s pokročilými možnostmi drátového EDM, což umožňuje složité geometrie a úzké tolerance, kterých tradiční obrábění nemůže dosáhnout.
Řezné rychlosti při drátovém EDM se výrazně liší v závislosti na tloušťce materiálu a požadované povrchové úpravě. Typické rychlosti se pohybují od 20-200 mm²/min, což je podstatně pomalejší než odvalování, ale kompenzováno vynikající přesností a geometrickou flexibilitou.
Srovnání přesnosti a tolerance
Rozměrová přesnost představuje kritický rozdíl mezi procesy odvalování a drátového EDM. Pochopení dosažitelných tolerancí vede k vhodnému výběru procesu pro specifické aplikace.
| Parametr tolerance | Odhrotování | Drátové EDM | Dopad aplikace |
|---|---|---|---|
| Přesnost rozteče | ±0,008 mm | ±0,002 mm | Kritické pro hladké záběru |
| Tloušťka zubu | ±0,01 mm | ±0,003 mm | Ovlivňuje kontrolu vůle |
| Poloměr kořene | ±0,02 mm | ±0,005 mm | Ovlivňuje koncentraci napětí |
| Povrchová úprava (Ra) | 1,6-3,2 μm | 0,8-2,5 μm | Ovlivňuje odolnost proti opotřebení |
| Soustřednost | ±0,01 mm | ±0,005 mm | Kritické pro vyvážení |
Tyto možnosti tolerance přímo ovlivňují výkon komponentů v náročných aplikacích. Letecké a kosmické převodovky obvykle vyžadují přesnost drátového EDM, zatímco automobilové aplikace často akceptují tolerance odvalování s vhodnými konstrukčními rezervami.
Opakovatelnost mezi díly představuje další klíčový faktor. Odvalování udržuje konzistentní výsledky v rozmezí ±0,005 mm napříč výrobními sériemi při správné údržbě. Drátové EDM dosahuje vynikající opakovatelnosti při ±0,002 mm, což je zásadní pro zaměnitelné komponenty.
Teplotní vlivy během obrábění mohou ovlivnit konečné rozměry. Odvalování generuje značné teplo vyžadující pečlivé řízení chlazení, aby se zabránilo tepelné deformaci. Drátové EDM pracuje při nižších teplotách, čímž se minimalizují tepelné vlivy na rozměrovou přesnost.
Kompatibilita a omezení materiálu
Vlastnosti materiálu významně ovlivňují výběr procesu pro obrábění drážkování. Každá metoda vykazuje specifické výhody a omezení na základě charakteristik materiálu.
Odvalování funguje optimálně na materiálech s tvrdostí pod 45 HRC. Mezi běžné aplikace patří ocel AISI 4140 (28-35 HRC), cementační ocel AISI 8620 a různé hliníkové slitiny. Proces má problémy s kalenými ocelmi nad 50 HRC kvůli nadměrnému opotřebení nástroje a špatné povrchové úpravě.
Drátové EDM umožňuje obrábění jakéhokoli elektricky vodivého materiálu bez ohledu na tvrdost. Tato schopnost umožňuje obrábění nástrojových ocelí při 60+ HRC, Inconel 718, titanových slitin a kalených ložiskových ocelí. Omezení procesu zahrnuje nevodivé materiály, jako je keramika a určité plasty.
| Typ materiálu | Vhodnost pro odvalovací frézování | Vhodnost pro drátové EDM | Preferovaný proces |
|---|---|---|---|
| Měkká ocel (<35 HRC) | Výborná | Dobrá | Odvalovací frézování (nákladová výhoda) |
| Středně tvrdá ocel (35-45 HRC) | Dobrá | Výborná | Závislé na objemu |
| Tvrdá ocel (>50 HRC) | Špatná | Výborná | Nutné drátové EDM |
| Hliníkové slitiny | Výborná | Dobrá | Odvalovací frézování (produktivita) |
| Titanové slitiny | Omezená | Výborná | Preferováno drátové EDM |
| Inconel/Superslitiny | Velmi omezená | Výborná | Pouze drátové EDM |
Tloušťka materiálu také ovlivňuje výběr procesu. Odvalování efektivně zvládá různé šířky čela, zatímco řezná rychlost drátového EDM se snižuje se zvýšenou tloušťkou. Díly přesahující tloušťku 100 mm mohou upřednostňovat odvalování z důvodů produktivity.
Vzory zbytkového napětí se mezi procesy liší. Odvalování zavádí tlaková napětí, která jsou prospěšná pro odolnost proti únavě, zatímco drátové EDM vytváří minimální zbytkové napětí, ale může vyžadovat ošetření pro uvolnění napětí pro kritické aplikace.
Analýza nákladů a ekonomické úvahy
Pochopení kompletní nákladové struktury umožňuje přesný výběr procesu na základě ekonomiky projektu spíše než počátečních dojmů.
Odvalování vyžaduje významné počáteční investice do nástrojů, přičemž odvalovací frézy stojí 2 500–15 000 EUR v závislosti na specifikacích. Tyto nástroje však vyprodukují tisíce dílů před výměnou, což dramaticky snižuje náklady na nástroje na kus ve velkoobjemové výrobě.
Drátové EDM eliminuje náklady na zakázkové nástroje, ale pracuje s vyššími hodinovými sazbami kvůli pomalejším řezným rychlostem a nákladům na spotřební drát. Typické sazby drátového EDM se pohybují od 45 do 85 EUR za hodinu včetně spotřeby drátu a režijních nákladů stroje.
Pro vysoce přesné výsledky získáte podrobnou cenovou nabídku do 24 hodin od Microns Hub.
| Nákladový faktor | Odhrotování | Drátové EDM | Vliv objemu |
|---|---|---|---|
| Náklady na nastavení | 800–2 000 EUR | 200–500 EUR | Při nízkém objemu upřednostňuje EDM |
| Náklady na nástroje | 2 500–15 000 EUR | 0 EUR (pouze spotřební materiál) | Amortizace během výroby |
| Hodinová sazba | 35–55 EUR | 45–85 EUR | Konstantní napříč objemy |
| Doba cyklu (na díl) | 15–45 minut | 2–8 hodin | Výhoda odhrotování se zvětšuje |
| Sekundární operace | Odjehlování, kontrola | Minimální dokončování | Zvyšuje náklady na odhrotování |
Ekonomický bod zlomu obvykle nastává mezi 500-1000 díly pro standardní geometrie drážkování. Složité profily nebo úzké tolerance mohou posunout tuto rovnováhu směrem k drátovému EDM i při vyšších objemech.
Náklady související s kvalitou musí být zahrnuty do ekonomické analýzy. Odvalování může vyžadovat další opatření pro kontrolu kvality a potenciální přepracování, zatímco vynikající přesnost drátového EDM často tyto obavy eliminuje.
Úvahy o dodací lhůtě ovlivňují celkové náklady projektu. Odvalování vyžaduje nákup odvalovací frézy s dodacími lhůtami 8-12 týdnů, zatímco drátové EDM může začít okamžitě se standardními drátovými elektrodami.
Povrchová úprava a charakteristiky kvality
Kvalita povrchové úpravy přímo ovlivňuje výkon ozubení, ovlivňuje tření, odolnost proti opotřebení a generování hluku během provozu.
Odvalování vytváří charakteristické stopy posuvu zarovnané se směrem řezání, čímž vytváří povrchové textury, které mohou vyžadovat další dokončovací operace pro kritické aplikace. Drsnost povrchu se obvykle pohybuje od Ra 1,6 do Ra 3,2 μm v závislosti na parametrech řezání a stavu nástroje.
Drátové EDM generuje výrazné povrchové vzory z eroze elektrickým výbojem, čímž vytváří mikroskopické krátery, které mohou účinně zachycovat maziva. Povrchová úprava se pohybuje od Ra 0,8 do Ra 2,5 μm s řádnou optimalizací parametrů.
Vztah mezi povrchovou úpravou a parametry řezání umožňuje optimalizaci pro specifické požadavky. Při odvalování pomalejší řezné rychlosti a jemnější posuvy zlepšují kvalitu povrchu, ale snižují produktivitu. Drátové EDM dosahuje vynikajících povrchů prostřednictvím více řezných průchodů, přičemž hrubé řezy jsou následovány dokončovacími průchody.
Integrita povrchu se rozšiřuje nad rámec drsnosti a zahrnuje metalurgické změny z výrobního procesu. Odvalování vytváří povrchy zpevněné tvářením, které jsou prospěšné pro odolnost proti opotřebení, zatímco drátové EDM vytváří tenké přetavené vrstvy, které mohou vyžadovat odstranění v kritických aplikacích.
Požadavky na odjehlování se mezi procesy výrazně liší. Odvalování obvykle vytváří otřepy na hranách zubů vyžadující sekundární operace, zatímco drátové EDM vytváří minimální otřepy díky mechanismu tepelného řezání.
Konstrukční úvahy a geometrická omezení
Geometrie komponentu významně ovlivňuje výběr výrobního procesu, přičemž každá metoda vykazuje specifické schopnosti a omezení.
Odvalování vyniká u standardních evolventních profilů drážkování, ale čelí omezením u složitých nebo nestandardních geometrií. Proces vyžaduje přímé řezné dráhy bez geometrických interferencí, což omezuje flexibilitu návrhu pro integrované prvky.
Vnitřní drážkování představuje zvláštní výzvy pro odvalování, zejména u malých průměrů, kde se přístupnost nástroje stává problematickou. Minimální vnitřní průměr obvykle přesahuje 25 mm pro praktické operace odvalování, ačkoli specializované nástroje mohou tuto schopnost rozšířit.
Drátové EDM zvládá prakticky jakýkoli 2D profil, který lze naprogramovat, včetně asymetrických zubů, proměnlivé rozteče a integrovaných drážek nebo štěrbin. Tato geometrická flexibilita umožňuje složité návrhy, které jsou nemožné konvenčními metodami obrábění.
Schopnost obrábět složité geometrie s podřezáními představuje významnou výhodu drátového EDM, zejména pro letecké a kosmické aplikace vyžadující snížení hmotnosti odstraněním materiálu v nekritických oblastech.
Možnosti kužele se mezi procesy liší. Odvalování vytváří zuby s rovnoběžnými stranami, zatímco drátové EDM může vytvářet kuželové profily pro specializované aplikace, jako jsou kuželové spojky nebo nastavitelné spojky.
Omezení tloušťky dílu ovlivňují výběr procesu. Odvalování efektivně zvládá různé šířky čela, zatímco řezná rychlost drátového EDM se snižuje s tloušťkou, což je činí méně ekonomickým pro díly přesahující tloušťku 150 mm.
Úvahy o objemu výroby
Objem výroby představuje primární faktor určující ekonomickou životaschopnost pro každý výrobní proces.
Nízkoobjemová výroba (1-100 dílů) obvykle upřednostňuje drátové EDM kvůli eliminaci nákladů na nástroje a flexibilitě nastavení. Schopnost rychle upravovat programy umožňuje změny návrhu běžné v prototypových a nízkoobjemových aplikacích.
Středněobjemová výroba (100-1000 dílů) vyžaduje pečlivou ekonomickou analýzu zvažující celkové náklady projektu včetně amortizace nástrojů, časů cyklů a požadavků na kvalitu. Bod zlomu se liší v závislosti na složitosti dílu a požadavcích na toleranci.
Velkoobjemová výroba (1000+ dílů) obecně upřednostňuje odvalování, pokud to geometrická omezení dovolují. Vynikající produktivita a nižší náklady na kus kompenzují počáteční investice do nástrojů napříč velkými výrobními sériemi.
Optimalizace velikosti dávky ovlivňuje oba procesy odlišně. Odvalování těží z nepřetržitých výrobních sérií minimalizujících dopad doby nastavení, zatímco drátové EDM umožňuje efektivně smíšené dávky díky rychlým změnám programu.
Flexibilita plánování výroby představuje další úvahu. Drátové EDM umožňuje rychlou reakci na naléhavé požadavky bez zpoždění nástrojů, zatímco odvalování může vyžadovat předběžné plánování pro nákup a nastavení nástrojů.
Požadavky na kontrolu kvality a inspekci
Postupy rozměrového ověření a kontroly kvality se mezi procesy odvalování a drátového EDM výrazně liší.
Odvalování vyžaduje komplexní inspekci kvůli potenciálním vlivům opotřebení nástroje na rozměrovou přesnost. Mezi kritické parametry patří přesnost rozteče, tloušťka zubu a tvar profilu, obvykle měřené pomocí systémů pro kontrolu ozubení s rozlišením ±0,001 mm.
Vynikající řízení procesu drátového EDM často snižuje požadavky na inspekci, ačkoli ověření zůstává zásadní pro kritické rozměry. Stabilita procesu umožňuje statistickou kontrolu procesu s menšími velikostmi vzorků ve srovnání s odvalováním.
Požadavky na inspekční zařízení se mezi procesy liší. Odvalování může vyžadovat specializované systémy pro měření ozubení, zatímco díly drátového EDM často využívají standardní souřadnicové měřicí stroje pro rozměrové ověření.
Studie způsobilosti procesu demonstrují odlišné charakteristiky pro každou metodu. Odvalování vykazuje hodnoty Cpk 1,33-1,67 pro standardní tolerance, zatímco drátové EDM dosahuje hodnot Cpk přesahujících 2,0 pro srovnatelné rozměry.
Požadavky na sledovatelnost v leteckých a lékařských aplikacích upřednostňují digitální řízení procesu drátového EDM a možnosti automatizované dokumentace ve srovnání s manuálními postupy nastavení odvalování.
Pokročilé aplikace a budoucí trendy
Nové aplikace neustále posouvají hranice přesnosti a složitosti obrábění drážkování.
Mikro-drážkování pro přesné přístroje vyžaduje možnosti drátového EDM kvůli omezením měřítka při odvalování. Komponenty s moduly zubů pod 0,5 mm obvykle přesahují možnosti výroby nástrojů pro odvalování.
Hybridní výrobní přístupy kombinují oba procesy pro optimální výsledky. Hrubé odvalování následované dokončováním drátovým EDM umožňuje vysokou produktivitu s vynikající přesností, ačkoli to zvyšuje složitost a náklady.
Integrace aditivní výroby vytváří příležitosti pro složité vnitřní geometrie drážkování, které jsou nemožné tradičními metodami. Drátové EDM umožňuje dokončování 3D tištěných komponentů na přesné tolerance.
Implementace Průmyslu 4.0 ovlivňují oba procesy prostřednictvím vylepšených systémů monitorování a řízení. Algoritmy prediktivní údržby optimalizují životnost nástroje při odvalování, zatímco monitorování procesu v reálném čase zvyšuje konzistenci drátového EDM.
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost a personalizovaný přístup k službám znamenají, že každý projekt obdrží specializovanou pozornost potřebnou pro optimální výsledky, ať už prostřednictvím procesů odvalování nebo drátového EDM.
Environmentální úvahy stále více ovlivňují výběr procesu. Snížená produkce odpadu drátového EDM a eliminace řezných kapalin oslovují výrobce, kteří si uvědomují životní prostředí, zatímco vyšší produktivita odvalování snižuje celkovou spotřebu energie na díl.
Pokyny pro výběr procesu
Systematická hodnotící kritéria umožňují optimální výběr procesu na základě specifických požadavků projektu.
Mezi primární faktory výběru patří objem výroby, požadavky na toleranci, vlastnosti materiálu a geometrická složitost. Tyto parametry interagují a určují nejekonomičtější výrobní přístup.
Rozhodovací matice pomáhají kvantifikovat kritéria výběru vážením faktorů podle priorit projektu. Projekty citlivé na náklady zdůrazňují ekonomické faktory, zatímco kritické aplikace upřednostňují přesnost a spolehlivost.
Vývoj prototypu často začíná drátovým EDM pro ověření návrhu před přechodem na odvalování pro objemy výroby. Tento přístup ověřuje návrhy při zachování ekonomické životaschopnosti pro plnohodnotnou výrobu.
Hodnocení rizik zvažuje faktory, jako je dostupnost nástrojů, způsobilost procesu a termíny dodání. Drátové EDM nabízí nižší technické riziko pro složité geometrie, zatímco odvalování poskytuje zavedená řešení pro standardní aplikace.
Budoucí změny návrhu ovlivňují rozhodnutí o výběru procesu. Drátové EDM umožňuje úpravy snadněji, zatímco odvalování vyžaduje nové nástroje pro významné geometrické změny.
Integrace s našimi výrobními službami zajišťuje optimální výběr procesu na základě komplexního posouzení schopností a ekonomické analýzy přizpůsobené vašim specifickým požadavkům.
Často kladené otázky
Jakých úrovní tolerance lze dosáhnout odvalováním versus drátovým EDM?
Odvalování obvykle dosahuje tolerancí ±0,008 mm až ±0,01 mm u kritických rozměrů, jako je rozteč a tloušťka zubu. Drátové EDM poskytuje vynikající přesnost s tolerancemi dosahujícími ±0,002 mm až ±0,003 mm u stejných parametrů. Volba závisí na požadavcích na přesnost vaší aplikace a na tom, zda vylepšená přesnost ospravedlňuje dodatečné náklady.
Který proces je nákladově efektivnější pro střední objemy výroby?
Pro objemy výroby mezi 100-1000 díly závisí nákladová efektivita na složitosti dílu a požadavcích na toleranci. Jednoduché profily drážkování často upřednostňují odvalování kvůli kratším časům cyklů, zatímco složité geometrie nebo úzké tolerance mohou ospravedlnit náklady na drátové EDM. Bod zlomu obvykle nastává kolem 500 dílů pro standardní geometrie.
Mohou oba procesy zpracovávat komponenty z kalené oceli?
Drátové EDM vyniká u kalených ocelí až do 65 HRC bez kompromisů v přesnosti nebo nutnosti specializovaných nástrojů. Odvalování se stává náročným nad 45 HRC kvůli nadměrnému opotřebení nástroje a špatné povrchové úpravě. Pro kalené komponenty představuje drátové EDM preferovanou volbu bez ohledu na objem výroby.
Jaké jsou typické dodací lhůty pro každý proces?
Drátové EDM může začít okamžitě pomocí standardních drátových elektrod, přičemž dodací lhůty jsou určeny především dobou obrábění a pozicí ve frontě. Odvalování vyžaduje nákup zakázkových nástrojů s dodacími lhůtami 8-12 týdnů pro specializované odvalovací frézy, ačkoli standardní nástroje mohou být k dispozici dříve. Zvažte dodací lhůty nástrojů při plánování výrobních plánů.
Jak požadavky na povrchovou úpravu ovlivňují výběr procesu?
Drátové EDM produkuje vynikající povrchové úpravy v rozmezí od Ra 0,8 do Ra 2,5 μm s minimálními sekundárními operacemi. Odvalování dosahuje Ra 1,6 až Ra 3,2 μm, ale může vyžadovat další dokončování pro kritické aplikace. Aplikace vyžadující výjimečnou kvalitu povrchu obvykle upřednostňují drátové EDM navzdory vyšším nákladům.
Jaká geometrická omezení existují pro každý proces?
Odvalování vyžaduje přímé řezné dráhy a má problémy s vnitřním drážkováním pod průměrem 25 mm. Drátové EDM zvládá prakticky jakýkoli 2D profil včetně složitých geometrií, podřezání a úzkých vnitřních prvků. Vyberte drátové EDM pro nestandardní profily nebo geometrická omezení, která přesahují možnosti odvalování.
Existují materiálová omezení pro některý z procesů?
Odvalování funguje optimálně na materiálech pod 45 HRC včetně běžných ocelí a hliníkových slitin. Drátové EDM umožňuje obrábění jakéhokoli elektricky vodivého materiálu bez ohledu na tvrdost, včetně exotických slitin a kalených ocelí. Nevodivé materiály, jako je keramika, vyžadují alternativní výrobní metody.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece