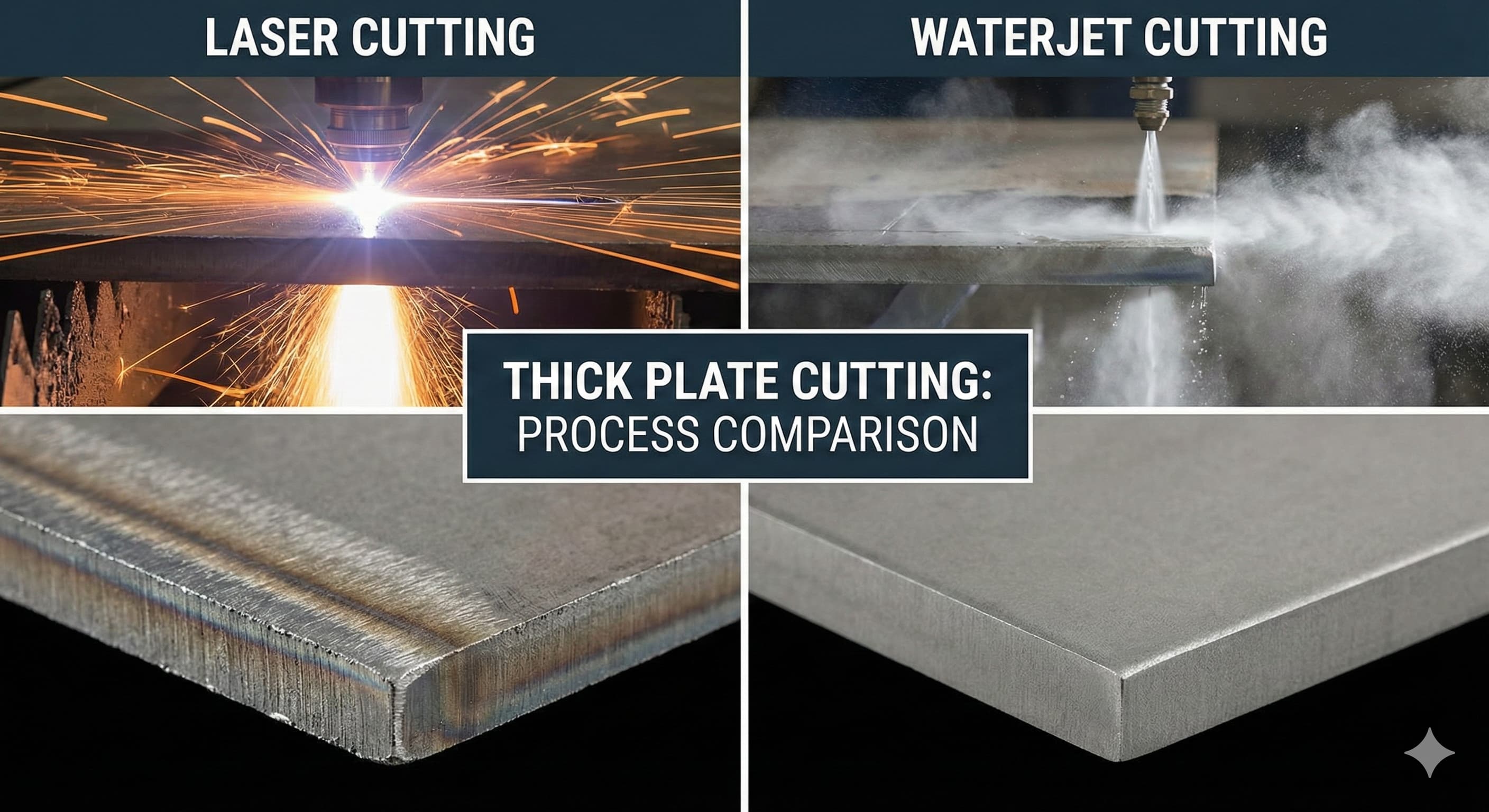
Laserové řezání vs. vodní paprsek: Výběr správné metody pro silné plechy
Při řezání silných plechů o tloušťce nad 25 mm zásadně ovlivňuje volba mezi laserovým řezáním a technologií vodního paprsku úspěch projektu, efektivitu nákladů a konečnou kvalitu dílu. Toto rozhodnutí ovlivňuje vše od metalurgických vlastností po rozměrovou přesnost a ekonomiku výroby.
Klíčové poznatky:
- Vodní paprsek vyniká u plechů o tloušťce nad 100 mm s vynikající kvalitou hran a bez tepelně ovlivněných zón
- Laserové řezání dominuje rychlostí a nákladovou efektivitou u plechů o tloušťce 25-50 mm z uhlíkových ocelí
- Typ materiálu určuje výběr metody: reflexní materiály upřednostňují vodní paprsek, uhlíkové oceli laser
- Celkové náklady na projekt zahrnují odpad materiálu, sekundární operace a dobu nastavení nad rámec hodinových sazeb
Porozumění základům řezání silných plechů
Řezání silných plechů představuje jedinečné výzvy, které zesilují rozdíly mezi laserovou technologií a technologií vodního paprsku. S rostoucí tloušťkou materiálu nad 25 mm se faktory jako přívod tepla, rychlost řezání, kolmost hrany a napětí materiálu stávají kritickými aspekty, které mohou projekt buď úspěšně dokončit, nebo zničit.
Laserové řezání využívá fokusovaný paprsek koherentního světla, typicky z vláknových nebo CO2 zdrojů, kombinovaný s pomocnými plyny k tavení a odfukování materiálu. Pro silné plechy jsou standardem vláknové lasery s výkonem od 6 kW do 30 kW, přičemž vyšší výkony umožňují vyšší rychlosti řezání a zlepšené možnosti řezání silných profilů. Proces generuje značný přívod tepla, čímž vytváří tepelně ovlivněnou zónu (HAZ), která se rozprostírá 0,1-0,5 mm od řezné hrany v závislosti na materiálu a tloušťce.
Řezání vodním paprskem využívá ultra vysoký tlak vody (typicky 60 000-90 000 PSI) smíchané s abrazivními částicemi granátu k erozi materiálu mechanickým působením. Tento proces řezání za studena negeneruje žádnou HAZ a dokáže řezat prakticky jakýkoli materiál bez ohledu na tvrdost nebo tepelné vlastnosti. Proces probíhá mnohem pomaleji než laser, ale poskytuje vynikající kvalitu hran a rozměrovou přesnost pro silné profily.
Možnosti a omezení tloušťky materiálu
Pochopení praktických limitů tloušťky pro každou technologii pomáhá stanovit předběžná kritéria pro výběr procesu před podrobnou analýzou.
| Typ materiálu | Laserové maximum (mm) | Vodní paprsek maximum (mm) | Optimální rozsah laseru | Optimální rozsah vodního paprsku |
|---|---|---|---|---|
| Uhlíková ocel | 40-50 | 200+ | 6-25 | 25-150 |
| Nerezová ocel 316L | 30-40 | 200+ | 6-20 | 20-100 |
| Hliník 6061-T6 | 25-30 | 150+ | 3-15 | 15-80 |
| Nástrojová ocel H13 | 15-20 | 200+ | Nedoporučeno | 10-100 |
| Inconel 718 | 8-12 | 100+ | Nedoporučeno | 5-50 |
Tyto rozsahy tloušťky představují praktické limity, kde lze udržet přijatelnou kvalitu řezu a rozumné výrobní rychlosti. Překročení optimálních rozsahů obvykle vede ke špatné kvalitě hran, nadměrnému zkosení nebo neekonomickým rychlostem řezání.
Kvalita hran a metalurgické aspekty
Rozdíly v kvalitě hran mezi laserem a vodním paprskem se stávají výraznými u aplikací se silnými plechy, což přímo ovlivňuje funkčnost dílu a požadavky na sekundární operace.
Laserové řezání silných plechů vytváří charakteristickou povrchovou úpravu hrany s odlišnými zónami. Horní část obvykle vykazuje hladký, mírně rýhovaný povrch od tavení a odfukování plynem. S rostoucí tloušťkou může spodní část vykazovat zvýšené rýhování, mírné zkosení a potenciální přilnavost strusky. HAZ se rozprostírá 0,2-0,8 mm v závislosti na materiálu a tloušťce, což může ovlivnit mechanické vlastnosti v kritických aplikacích.
Řezání vodním paprskem poskytuje konzistentní kvalitu hran po celé tloušťce materiálu s minimálním zkosením (typicky 0,003-0,005 mm na mm tloušťky). Hrana vykazuje jemnou, rovnoměrnou texturu od abrazivního řezání bez metalurgických změn. Díky tomu je vodní paprsek ideální pro aplikace vyžadující přesné podmínky hran pro bezpečnou manipulaci nebo následné svařovací operace.
Pro vysoce přesné výsledky, Získejte svou vlastní cenovou nabídku do 24 hodin od Microns Hub.
Hodnoty drsnosti povrchu se mezi procesy výrazně liší. Laserové řezání typicky produkuje hodnoty Ra 6,3-12,5 μm na silných plechech, zatímco vodní paprsek dosahuje konzistentně 1,6-6,3 μm. Tento rozdíl často eliminuje požadavky na sekundární obrábění pro díly řezané vodním paprskem.
Rychlost řezání a ekonomika výroby
Analýza rychlosti výroby musí zohledňovat dobu nastavení, dobu propalování a skutečnou rychlost řezání, aby se určily skutečné možnosti propustnosti.
| Tloušťka (mm) | Materiál | Rychlost laseru (mm/min) | Rychlost vodního paprsku (mm/min) | Doba propálení laserem (sec) | Doba propálení vodním paprskem (sec) |
|---|---|---|---|---|---|
| 25 | Uhlíková ocel | 800-1200 | 200-300 | 2-4 | 10-15 |
| 40 | Uhlíková ocel | 300-500 | 150-200 | 5-8 | 15-25 |
| 50 | Nerezová ocel 316L | 200-300 | 120-180 | 8-12 | 20-30 |
| 75 | Hliník 6061 | Nepraktické | 100-150 | N/A | 25-40 |
| 100 | Uhlíková ocel | Nepraktické | 80-120 | N/A | 40-60 |
Doba propalování se stává stále významnější pro silné plechy, což ovlivňuje zejména malé díly s více propalováními. Laserové propalování se s tloušťkou rychle zhoršuje, zatímco doba propalování vodním paprskem se zvyšuje lineárněji, ale začíná z vyšší základní hodnoty.
Specifické aspekty materiálu
Různé materiály vykazují různé reakce na laserové řezání a řezání vodním paprskem, což ovlivňuje výběr procesu nad rámec jednoduchých úvah o tloušťce.
Výkon uhlíkové oceli: Uhlíkové oceli reagují vynikajícím způsobem na laserové řezání až do tloušťky 40-50 mm díky exotermické reakci mezi železem a kyslíkem jako pomocným plynem. Tato reakce poskytuje dodatečnou energii pro řezání, což umožňuje vyšší rychlosti a čistší řezy. Řezání uhlíkové oceli vodním paprskem produkuje vynikající kvalitu hran, ale při výrazně nižších rychlostech pro tenčí profily.
Výzvy nerezové oceli: Nerezové oceli představují potíže pro laserové řezání kvůli vysoké odrazivosti a tepelné vodivosti. K zabránění oxidaci je obvykle nutný dusík jako pomocný plyn, což zvyšuje provozní náklady. Řezání vodním paprskem tyto obavy eliminuje a zároveň poskytuje vynikající výsledky u všech tříd nerezové oceli.
Komplikace s hliníkem: Vysoká odrazivost a tepelná vodivost hliníku činí laserové řezání náročným, zejména u silných profilů. Vodní paprsek vyniká při řezání hliníku a poskytuje čisté hrany bez tavení a opětovného tuhnutí, které by mohlo ohrozit povrchovou úpravu v kritických aplikacích.
Exotické slitiny: Materiály jako Inconel, Hastelloy a nástrojové oceli jsou vhodnější pro řezání vodním paprskem kvůli jejich vysoké pevnosti při vysokých teplotách a vlastnostem zpevňování za studena, které komplikují laserové zpracování.
Tolerance a rozměrová přesnost
Dosažitelné tolerance se mezi procesy výrazně liší a jsou ovlivněny tloušťkou materiálu, geometrií dílu a stavem stroje.
Tolerance laserového řezání pro silné plechy se typicky pohybují od ±0,1-0,3 mm v závislosti na tloušťce a materiálu. Tepelná deformace se stává významným faktorem s rostoucí tloušťkou, což může ovlivnit rozměrovou přesnost u velkých dílů. Šířka řezu (typicky 0,2-0,4 mm) zůstává relativně konzistentní, ale u silných profilů se může vyvinout mírné zkosení.
Řezání vodním paprskem konzistentně dosahuje tolerance ±0,05-0,1 mm v celém rozsahu tloušťky s minimálním zkosením. Úzká šířka řezu (0,8-1,2 mm) a proces řezání za studena eliminují obavy z tepelné deformace. Delší doby řezání však mohou umožnit mírný posun stroje u velmi dlouhých řezů.
Analýza nákladů a ekonomické faktory
Skutečné srovnání nákladů vyžaduje analýzu nad rámec jednoduchých hodinových provozních sazeb, zahrnující dobu nastavení, využití materiálu, sekundární operace a aspekty kvality.
| Nákladový faktor | Řezání laserem | Řezání vodním paprskem | Vliv na celkové náklady |
|---|---|---|---|
| Hodinová provozní sazba | €45-85 | €55-95 | Střední |
| Doba nastavení | 15-30 minut | 20-40 minut | Vysoká pro malé série |
| Využití materiálu | 85-92% | 88-95% | Vysoká pro drahé materiály |
| Sekundární operace | Často vyžadováno | Zřídka vyžadováno | Vysoká |
| Náklady na spotřební materiál | €2-8 za hodinu | €15-25 za hodinu | Střední |
Náklady na spotřební materiál se mezi procesy výrazně liší. Laserové řezání spotřebovává pomocné plyny (kyslík, dusík nebo vzduch) a občasné výměny trysek. Řezání vodním paprskem vyžaduje abrazivní granát (0,30-0,50 EUR za kg), vysokotlaká těsnění a periodickou výměnu safírové trysky.
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost a personalizovaný přístup k službám znamenají, že každý projekt obdrží pozornost věnovanou detailům, kterou si zaslouží, s přístupem k laserovým i vodním paprskům pod jednou střechou.
Rozhodovací matice pro výběr procesu
Systematický výběr procesu vyžaduje vyhodnocení více faktorů vážených podle priorit projektu. Mezi kritické rozhodovací faktory patří typ a tloušťka materiálu, požadovaná kvalita hran, rozměrové tolerance, objem výroby a rozpočtová omezení.
Zvolte laserové řezání, když: tloušťka materiálu je u většiny materiálů pod 25 mm, rychlost výroby je kritická, materiál je uhlíková ocel, je vyžadováno těsné vnoření pro efektivitu materiálu nebo rozpočtová omezení upřednostňují nižší hodinové sazby navzdory potenciálním sekundárním operacím.
Zvolte řezání vodním paprskem, když: tloušťka materiálu překračuje optimální rozsahy laseru, je vyžadována vynikající kvalita hran, není přijatelná žádná HAZ, materiály zahrnují hliník, nerezovou ocel nebo exotické slitiny, těsné tolerance jsou kritické v celé tloušťce nebo aplikace zahrnuje elektrické komponenty vyžadující čisté hrany.
Integrace s výrobním workflow
Obě metody řezání se odlišně integrují s navazujícími výrobními procesy, což ovlivňuje celkovou efektivitu výroby a kvalitu dílů.
Díly řezané laserem často vyžadují odjehlování, dokončování hran nebo operace pro uvolnění napětí, zejména u silných profilů. HAZ může vyžadovat tepelné zpracování k obnovení mechanických vlastností v kritických aplikacích. Vyšší rychlosti řezání však mohou umožnit strategie výroby just-in-time pro mnoho aplikací.
Díly řezané vodním paprskem obvykle postupují přímo k následným operacím, jako je tváření, svařování nebo montáž, bez mezizpracování. Tento zjednodušený workflow často vyrovnává nižší rychlosti řezání prostřednictvím snížené manipulace a sekundárních operací. Integrace s přesnými CNC obráběcími službami je bezproblémová díky vynikající kvalitě hran a rozměrové přesnosti.
Oba procesy doplňují celou škálu našich výrobních služeb včetně tváření, svařování a dokončovacích operací. Klíčem je výběr metody řezání, která optimalizuje celý výrobní workflow, spíše než aby se zaměřovala pouze na výkon řezání.
Požadavky na kontrolu kvality a inspekci
Postupy kontroly kvality se liší mezi laserovým řezáním a řezáním vodním paprskem kvůli odlišným vlastnostem každého procesu a jejich typickým aplikacím.
Laserem řezané díly vyžadují kontrolu konzistence kvality hran, přilnavosti strusky, rozměrové přesnosti včetně potenciální tepelné deformace, rozsahu a vlastností HAZ a odchylek povrchové úpravy mezi horním a dolním řezným povrchem. Silnější profily mohou vykazovat zkosení, které vyžaduje měření a porovnání se specifikacemi.
Díly řezané vodním paprskem vyžadují vyhodnocení rozměrové přesnosti a zkosení, konzistence povrchové úpravy, kolmosti hran a potenciální delaminace u vrstvených materiálů. Konzistentní řezání obvykle vede k předvídatelnějším výsledkům kvality v průběhu výrobních sérií.
Oba procesy těží ze statistického monitorování procesu klíčových parametrů, jako je rychlost řezání, stav spotřebního materiálu a kalibrace stroje, aby se udržely konzistentní výsledky v průběhu výrobních sérií.
Environmentální a bezpečnostní aspekty
Environmentální dopad a bezpečnostní požadavky se výrazně liší mezi laserovým řezáním a operacemi řezání vodním paprskem, což ovlivňuje požadavky na zařízení a provozní postupy.
Laserové řezání generuje výpary a částice, které vyžadují odsávací a filtrační systémy. Spotřeba pomocného plynu, zejména dusíku pro řezání nerezové oceli, představuje trvalý environmentální aspekt. Hladiny hluku jsou obecně mírné, ale bezpečnostní protokoly pro lasery vyžadují přísné dodržování, aby se předešlo poranění očí.
Řezání vodním paprskem produkuje minimální množství kontaminantů ve vzduchu, ale generuje značné množství abrazivní suspenze, která vyžaduje řádnou likvidaci. Systémy úpravy a recyklace vody jsou nezbytné pro dodržování environmentálních předpisů. Hladiny hluku jsou vyšší než u laserového řezání, což vyžaduje ochranu sluchu pro operátory.
Oba procesy spotřebovávají značné množství elektrické energie, přičemž laserové systémy typicky odebírají 20-100 kW a systémy vodního paprsku vyžadují 50-200 kW v závislosti na velikosti a konfiguraci. Úvahy o energetické účinnosti upřednostňují laserové řezání pro většinu aplikací v rámci jeho rozsahu možností.
Často kladené otázky
Jaká je maximální tloušťka, kterou každý proces dokáže spolehlivě řezat?
Laserové řezání spolehlivě zvládne uhlíkovou ocel do 40-50 mm a nerezovou ocel do 30-40 mm s dobrou kvalitou hran. Řezání vodním paprskem dokáže zpracovat prakticky jakýkoli materiál do tloušťky 200+ mm s konzistentní kvalitou, omezenou primárně hloubkou hrdla stroje spíše než schopností řezání.
Jak se srovnává rychlost řezání mezi laserem a vodním paprskem u silných plechů?
Laserové řezání je výrazně rychlejší pro materiály v rámci jeho schopnosti tloušťky, často 3-5krát rychlejší než vodní paprsek. Jak se však tloušťka blíží limitům laseru, výhoda rychlosti se zmenšuje, zatímco kvalita hran se zhoršuje. Vodní paprsek udržuje konzistentní rychlosti řezání bez ohledu na tloušťku.
Který proces poskytuje lepší rozměrovou přesnost u silných plechů?
Řezání vodním paprskem konzistentně poskytuje vynikající rozměrovou přesnost (±0,05-0,1 mm) s minimálním zkosením v celé tloušťce materiálu. Přesnost laserového řezání se s tloušťkou zhoršuje v důsledku tepelných efektů a potenciálního vývoje zkosení, typicky dosahuje ±0,1-0,3 mm u silných profilů.
Jaké jsou typické rozdíly v nákladech mezi laserovým řezáním a řezáním vodním paprskem?
Laserové řezání obecně nabízí nižší hodinové sazby (45-85 EUR vs 55-95 EUR pro vodní paprsek), ale může vyžadovat sekundární operace. Vodní paprsek má vyšší náklady na spotřební materiál (15-25 EUR/hod vs 2-8 EUR/hod), ale zřídka potřebuje další zpracování. Celkové náklady na projekt závisí na specifických požadavcích a složitosti dílu.
Jak vlastnosti materiálu ovlivňují výběr procesu?
Uhlíkové oceli upřednostňují laserové řezání kvůli výhodám exotermické reakce, zatímco reflexní materiály (hliník, měď) a slitiny pro vysoké teploty (Inconel, nástrojové oceli) fungují lépe s vodním paprskem. Nerezové oceli mohou používat oba procesy, přičemž laser nabízí rychlost a vodní paprsek poskytuje vynikající kvalitu hran.
Jaké sekundární operace jsou typicky vyžadovány pro každý proces?
Díly řezané laserem často vyžadují odjehlování, odstraňování strusky a potenciálně tepelné zpracování k řešení účinků HAZ. Díly řezané vodním paprskem obvykle potřebují minimální sekundární operace nad rámec standardního čištění a postupují přímo k následným výrobním krokům, jako je svařování nebo tváření.
Který proces je lepší pro díly vyžadující následné svařování?
Řezání vodním paprskem je obecně preferováno pro díly vyžadující svařování kvůli absenci HAZ a vynikající kvalitě hran. Čistá hrana bez oxidů produkovaná vodním paprskem eliminuje potenciální zdroje kontaminace svaru a zkracuje dobu přípravy před svařováním.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece