Hluboké tažení vs. rotační tváření: Výroba válcových kovových tvarů
Výroba válcových kovových komponentů představuje pro konstruktéry dva hlavní procesy tváření: hluboké tažení a rotační tváření kovů. Každý proces nabízí odlišné výhody z hlediska využití materiálu, nákladů na nástroje, objemu výroby a dosažitelných tolerancí. Pochopení zásadních rozdílů mezi těmito procesy je klíčové pro optimalizaci výsledků výroby a nákladové efektivnosti.
Klíčové poznatky
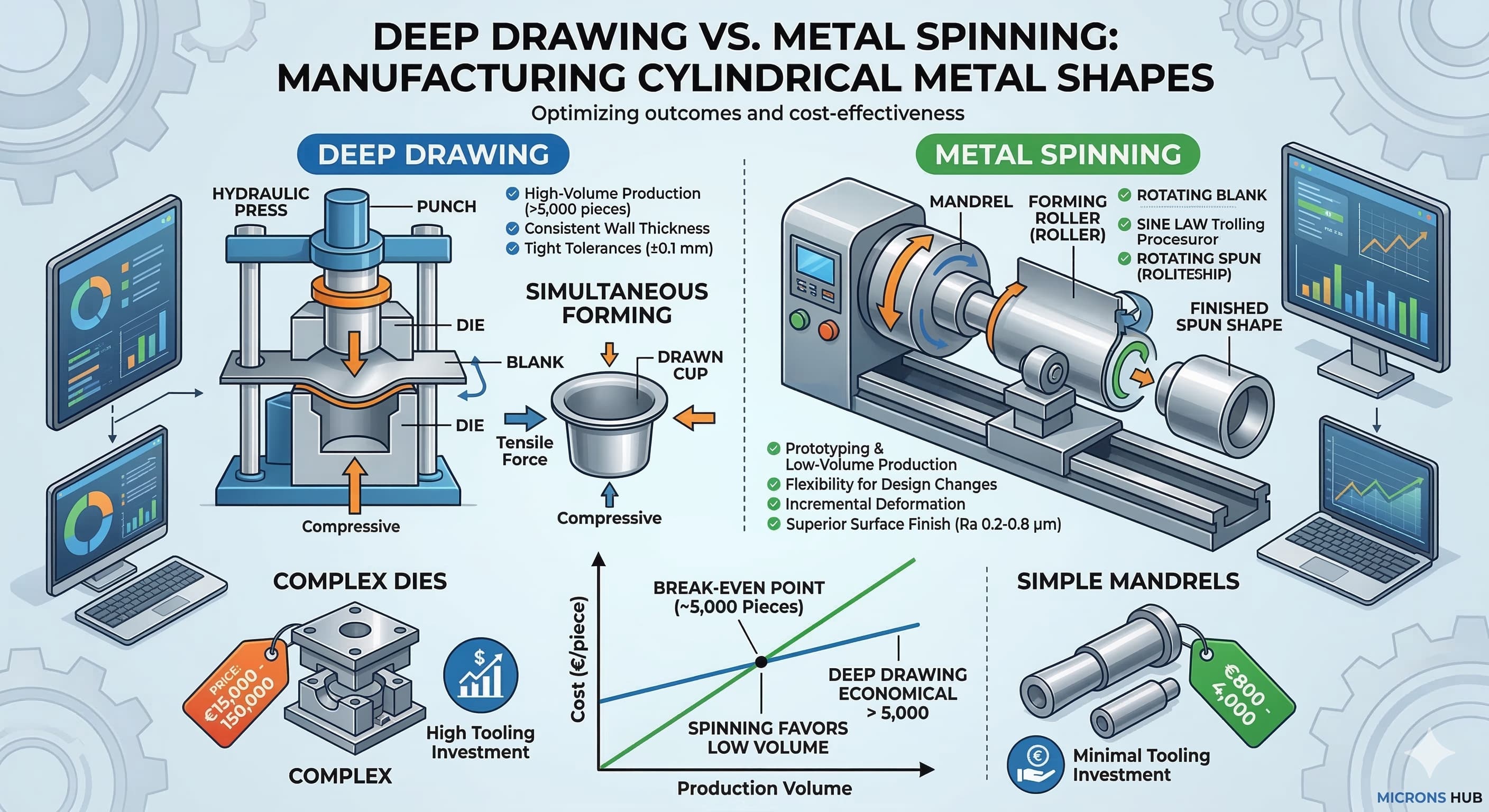
- Hluboké tažení vyniká ve velkoobjemové výrobě s konzistentní tloušťkou stěny a úzkými tolerancemi (±0,1 mm)
- Rotační tváření kovů nabízí vynikající flexibilitu pro prototypování a malosériovou výrobu s minimálními investicemi do nástrojů
- Výběr materiálu významně ovlivňuje životaschopnost procesu, přičemž hluboké tažení vyžaduje vyšší poměry tažnosti
- Analýza nákladů ukazuje, že hluboké tažení se stává ekonomickým při objemech přesahujících 5 000 kusů ročně
Základy procesu hlubokého tažení
Hluboké tažení transformuje ploché plechové polotovary na válcové nebo krabicové komponenty kombinací tahových a tlakových sil. Proces využívá systém razníku a matrice, kde razník tlačí polotovar skrz dutinu matrice, čímž vytváří bezešvý dutý tvar s hloubkou větší než polovina průměru.
Kritickým parametrem při hlubokém tažení je poměr tažení (DR), vypočítaný jako průměr polotovaru dělený průměrem razníku. U většiny materiálů lze jedinou operací tažení dosáhnout poměrů mezi 1,8:1 a 2,2:1. Pokud jsou vyžadovány vyšší poměry, je nutných více stupňů tažení, přičemž každý následující stupeň snižuje průměr přibližně o 20-30 %.
Tok materiálu během hlubokého tažení se řídí specifickými vzory. Vnější oblasti polotovaru zažívají obvodovou kompresi, zatímco materiál boční stěny je vystaven tahovému napětí. Tento stav dvojího napětí vyžaduje materiály s vynikající tažností a jednotnou strukturou zrna. Oceli jako DC04 (EN 10130) a hliníková slitina 3003-H14 vykazují optimální výkon díky svým vysokým hodnotám r (poměr deformace) 1,8-2,2.
Návrh nástrojů hraje klíčovou roli při dosahování konzistentních výsledků. Poloměr matrice se typicky pohybuje od 6 do 10 násobku tloušťky materiálu, zatímco poloměr razníku se udržuje na 4 až 8 násobku tloušťky. Tyto poměry zabraňují trhání materiálu během tváření a zároveň minimalizují efekty zpětného odpružení.
Mechanika procesu rotačního tváření kovů
Rotační tváření kovů, známé také jako spin forming, tvaruje válcové komponenty rotací kovového polotovaru vysokou rychlostí a současným působením lokalizovaného tlaku pomocí tvářecích nástrojů. Polotovar je upnut proti trnu, který definuje vnitřní geometrii, a materiál je postupně tvářen přes tento trn pomocí válečků nebo specializovaných rotačních nástrojů.
Proces funguje na zásadně odlišných principech než hluboké tažení. Místo simultánního tváření vytváří rotační tváření požadovaný tvar postupnou deformací. Materiál proudí radiálně dovnitř a axiálně podél povrchu trnu, přičemž tloušťka stěny se mění podle sinového zákona: t₁ = t₀ × sin α, kde t₁ je konečná tloušťka, t₀ je počáteční tloušťka a α je úhel od osy otáčení.
Rotační trny vyžadují přesné obrábění, ale představují výrazně nižší náklady na nástroje ve srovnání s matricemi pro hluboké tažení. Typický ocelový trn pro rotační tváření stojí 800-1 500 EUR, zatímco ekvivalentní nástroje pro hluboké tažení se pohybují od 15 000 do 50 000 EUR v závislosti na složitosti a požadavcích na výrobu.
Proces umožňuje použití širší škály materiálů, včetně slitin zpevňujících se tvářením za studena, které mohou být pro hluboké tažení problematické. Nerezová ocel 316L, titan Ti-6Al-4V a Inconel 625 lze úspěšně rotačně tvářet díky postupné povaze deformace, která zabraňuje nadměrné koncentraci napětí.
Výběr materiálu a kompatibilita
Výběr materiálu představuje kritický bod rozhodování mezi hlubokým tažením a rotačním tvářením. Každá metoda tváření klade odlišné požadavky na vlastnosti materiálu, což ovlivňuje jak proveditelnost procesu, tak i konečnou kvalitu komponent.
| Vlastnosti materiálu | Požadavky na hluboké tažení | Požadavky na rotační tváření | Typické hodnoty |
|---|---|---|---|
| Tažnost (%) | ≥25% | ≥15% | DC04: 38-42% |
| r-hodnota (Poměr deformace) | ≥1.4 | ≥0.8 | Al 3003: 0.6-0.8 |
| n-hodnota (Zpevnění deformací) | 0.20-0.25 | 0.15-0.30 | 304 SS: 0.45 |
| Mez kluzu (MPa) | 140-300 | 200-600 | Ti-6Al-4V: 880 |
Hluboké tažení vyžaduje materiály s vysokými poměry plastické deformace (hodnoty r), aby se zabránilo tvorbě "uší" a zajistil se rovnoměrný tok materiálu. Hodnota r představuje poměr deformace šířky k deformaci tloušťky během tahové zkoušky. Materiály s hodnotami r pod 1,0 mají tendenci se během operací tažení nadměrně ztenčovat, což vede k potenciálnímu selhání.
Procesy rotačního tváření umožňují použití materiálů s nižšími indexy tvářitelnosti, protože deformace probíhá postupně, nikoli současně po celém polotovaru. Tato charakteristika činí rotační tváření zvláště vhodným pro vysokopevnostní slitiny a exotické materiály, kde by hluboké tažení překročilo limity tváření materiálu.
Velikost zrna významně ovlivňuje oba procesy, ale s různými důsledky. Materiály s jemným zrnem (velikost zrna ASTM 7-9) poskytují lepší povrchovou úpravu v aplikacích hlubokého tažení, zatímco rotační tváření může tolerovat hrubší struktury zrna bez ohrožení rozměrové přesnosti.
Návrh nástrojů a analýza investic
Zásadní rozdíl v požadavcích na nástroje mezi hlubokým tažením a rotačním tvářením přímo ovlivňuje ekonomiku projektu a dodací lhůty. Hluboké tažení vyžaduje přesně obráběné progresivní matrice vyrobené z nástrojových ocelí, jako je D2 nebo A2, s hodnotami tvrdosti v rozmezí 58-62 HRC.
Konstrukce progresivní matrice zahrnuje více stanic pro složité geometrie, přičemž každá stanice vyžaduje přesné vyrovnání a kontrolu vůle. Typické vůle matrice se pohybují od 1,1 do 1,3 násobku tloušťky materiálu pro ocel a od 1,2 do 1,4 násobku pro hliníkové slitiny. Tyto úzké tolerance vyžadují vysoce přesnou výrobu, což zvyšuje náklady na nástroje.
Rotační trny nabízejí dramaticky snížené investice do nástrojů. Typický trn lze vyrobit z hliníku 7075-T6 pro prototypové aplikace nebo z oceli 4140 pro výrobní série. Trn vyžaduje pouze konečnou vnitřní geometrii, čímž se eliminuje složitý profil dutiny potřebný pro matrice pro hluboké tažení.
| Komponenta nástroje | Náklady na hluboké tažení (€) | Náklady na rotační tváření (€) | Doba realizace (týdny) |
|---|---|---|---|
| Jednoduchý válcový (Ø100mm) | 15,000 - 25,000 | 800 - 1,500 | 6-8 vs 2-3 |
| Komplexní stupňovitý profil | 35,000 - 60,000 | 2,000 - 4,000 | 10-12 vs 3-4 |
| Vícestupňové progresivní | 75,000 - 150,000 | N/A (Jednostupňové) | 12-16 vs N/A |
| Údržba nástrojů (roční) | 5-10% z počátečních nákladů | 2-3% z počátečních nákladů | Probíhající |
Úvahy o životnosti nástroje dále odlišují tyto procesy. Matrice pro hluboké tažení obvykle vydrží 500 000 až 2 000 000 cyklů v závislosti na materiálu a složitosti, zatímco rotační trny mohou při správné údržbě překročit 10 000 cyklů. Rotační nástroje (válečky a tvářecí nástroje) však vyžadují periodickou výměnu každých 5 000 až 15 000 cyklů.
Pro vysoce přesné výsledky, odešlete svůj projekt a získejte cenovou nabídku do 24 hodin od Microns Hub.
Rozměrová přesnost a kvalita povrchu
Dosažení přesné rozměrové kontroly vyžaduje pochopení toho, jak každý proces ovlivňuje konečnou geometrii komponent. Hluboké tažení typicky poskytuje vynikající soustřednost a rovnoměrnost tloušťky stěny díky simultánnímu tváření po celém polotovaru.
Variace tloušťky stěny u hluboce tažených komponent obvykle zůstává v rozmezí ±10-15 % původní tloušťky polotovaru, přičemž nejtenčí části se vyskytují v poloměru nosu razníku. Tento předvídatelný vzor ztenčování umožňuje konstruktérům kompenzovat jej výběrem tloušťky polotovaru a plánováním redukce tažení.
Rotační tváření produkuje komponenty s tloušťkou stěny podle vztahu sinového zákona, což vede k záměrné variaci tloušťky, kterou je třeba zohlednit ve výpočtech návrhu. Rotační tváření však nabízí vynikající kontrolu nad lokální geometrií, což umožňuje vytvářet prvky, jako jsou příruby, drážky a složité křivky, které by vyžadovaly více operací hlubokého tažení.
Kvalita povrchové úpravy se mezi procesy výrazně liší. Hluboce tažené komponenty vykazují jednotné povrchové charakteristiky odpovídající původnímu stavu polotovaru, typicky Ra 0,8-1,6 μm pro substráty z oceli válcované za studena. Rotační tváření může dosáhnout vynikající povrchové úpravy (Ra 0,2-0,8 μm) díky lešticímu účinku tvářecích nástrojů, což je zvláště výhodné pro aplikace vyžadující minimální následné zpracování.
Rozměrové tolerance dosažitelné každým procesem odrážejí základní mechanismy tváření. Hluboké tažení běžně dosahuje ±0,1 mm na průměru a ±0,15 mm na výšce pro komponenty do průměru 200 mm. Tolerance rotačního tváření závisí na přesnosti trnu a řízení procesu, obvykle dosahují ±0,2 mm na průměru a ±0,25 mm na výšce pro komponenty podobné velikosti.
Optimalizace objemu výroby
Ekonomická analýza odhaluje odlišné body zvratu, kde se každý proces stává výhodným. Vysoké investice do nástrojů pro hluboké tažení vyžadují značné objemy výroby, aby se ospravedlnily počáteční výdaje, zatímco nižší náklady na nastavení rotačního tváření upřednostňují menší série a vývoj prototypů.
Výpočet nákladů na kus zahrnuje efektivitu využití materiálu, která silně upřednostňuje hluboké tažení pro jednoduché geometrie. Hluboce tažené válce typicky dosahují 85-92% využití materiálu, zatímco rotační tváření se pohybuje od 95-98% díky minimálnímu vzniku odpadu. Výhoda efektivity materiálu u rotačního tváření se však snižuje, pokud vezmeme v úvahu potenciál pro silnější výchozí polotovary potřebné k dosažení požadované konečné tloušťky v kritických oblastech.
| Objem výroby | Hluboké tažení (€/kus) | Rotační tváření (€/kus) | Doporučený proces |
|---|---|---|---|
| 1-100 kusů | 45.00 - 65.00 | 12.00 - 18.00 | Rotační tváření |
| 500-1,000 kusů | 18.00 - 25.00 | 10.00 - 15.00 | Rotační tváření |
| 5,000-10,000 kusů | 4.50 - 6.50 | 8.00 - 12.00 | Hluboké tažení |
| 50,000+ kusů | 2.20 - 3.80 | 7.50 - 11.00 | Hluboké tažení |
Analýza doby cyklu odhaluje nadřazenost hlubokého tažení ve velkoobjemových scénářích. Typická operace hlubokého tažení se dokončí za 3-8 sekund v závislosti na složitosti, zatímco operace rotačního tváření vyžadují 2-15 minut na komponent. Tento dramatický rozdíl v rychlosti výroby činí hluboké tažení jasnou volbou pro velkoobjemové aplikace navzdory počáteční investici do nástrojů.
Sekundární operace významně ovlivňují celkové výrobní náklady. Hluboce tažené komponenty často vyžadují ořezávání, děrování nebo další operace tváření, které přidávají 0,50-2,00 EUR na kus. Operace rotačního tváření typicky poskytují komponenty téměř finálního tvaru, které vyžadují minimální sekundární zpracování, což nabízí nákladové výhody u složitých geometrií.
Kontrola kvality a inspekční metody
Protokoly zajištění kvality pro oba procesy musí řešit jedinečné charakteristiky a potenciální režimy selhání každé metody tváření. Kontrola kvality hlubokého tažení se zaměřuje na prevenci běžných vad, jako je tvorba "uší", vrásnění, trhání a nadměrné ztenčování, prostřednictvím optimalizace parametrů procesu a statistické kontroly procesu.
Kritické body měření pro hluboce tažené komponenty zahrnují distribuci tloušťky stěny pomocí ultrazvukového měření, rozměrovou přesnost pomocí souřadnicových měřicích strojů (CMM) a posouzení kvality povrchu. Inline monitorovací systémy mohou detekovat variace síly razníku, které indikují potenciální opotřebení nástroje nebo změny vlastností materiálu.
Kontrola kvality rotačního tváření zdůrazňuje přesnost trnu, stav tvářecího nástroje a konzistenci rychlosti otáčení. Postupná povaha rotačního tváření umožňuje úpravy během procesu, což poskytuje příležitosti k opravě rozměrových odchylek během tváření, spíše než k sešrotování hotových komponent.
Implementace statistické kontroly procesu se mezi procesy liší. Hluboké tažení těží z hodnot Cpk přesahujících 1,33 pro kritické rozměry, čehož lze dosáhnout prostřednictvím přísné kontroly polohování polotovaru, konzistence mazání a tonáže lisu. Operace rotačního tváření vyžadují monitorování stability rychlosti otáčení (±2 %), konzistence rychlosti posuvu (±5 %) a rovnoměrnosti tvářecího tlaku.
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost a personalizovaný přístup k službám znamenají, že každý projekt obdrží pozornost věnovanou detailům, kterou si zaslouží, s komplexní dokumentací kvality a sledovatelností.
Integrace s výrobními systémy
Moderní výrobní prostředí vyžadují bezproblémovou integraci procesů tváření s operacemi před a po proudu. Linky hlubokého tažení typicky zahrnují automatizované podávání polotovarů, transferové systémy a integrované přesné CNC obráběcí služby pro sekundární operace.
Vysokorychlostní povaha operací hlubokého tažení vyžaduje sofistikované automatizační systémy schopné udržovat doby cyklu a zároveň zajišťovat konzistentní kvalitu dílů. Progresivní matricové systémy mohou integrovat více operací tváření, děrování a ořezávání v rámci jednoho zdvihu lisu, čímž se maximalizuje efektivita a minimalizují náklady na manipulaci.
Operace rotačního tváření, i když obecně vyžadují více manuálního zásahu, nabízejí flexibilitu při přizpůsobování se změnám návrhu a variacím produktu. CNC rotační soustruhy poskytují automatizované řízení tvářecích sekvencí a zároveň zachovávají inherentní přizpůsobivost procesu různým geometriím komponent.
Integrace s našimi výrobními službami umožňuje komplexní řízení projektu od počátečního návrhu až po finální kontrolu. Tento integrovaný přístup zajišťuje optimální výběr procesu na základě specifických požadavků projektu, spíše než omezení možností na jediné výrobní metody.
Úvahy o dodavatelském řetězci také ovlivňují výběr procesu. Závislost hlubokého tažení na specializovaných nástrojích vytváří závislost na výrobcích nástrojů a matric, což může prodloužit dodací lhůty pro nové projekty. Operace rotačního tváření mohou často využívat stávající zásoby trnů nebo rychle vyrobit nové trny pomocí standardních obráběcích schopností.
Pokročilé aplikace a případové studie
Letecké aplikace demonstrují kritický význam výběru procesu v náročných prostředích. Hluboké tažení vyniká při výrobě komponent palivových nádrží, kde je prvořadá konzistentní tloušťka stěny a konstrukce těsná proti úniku. Proces poskytuje rozměrovou opakovatelnost požadovanou pro automatizované montážní operace a zároveň zachovává strukturální integritu nezbytnou pro aplikace tlakových nádob.
Rotační tváření nachází uplatnění v letectví pro složité kuželové sekce, příďové kužely a přechodové potrubí, kde schopnost tvářet složené křivky a měnit tloušťku stěny poskytuje výhody návrhu. Kompatibilita procesu se slitinami titanu a Inconelu je činí zvláště cennými pro vysokoteplotní aplikace, kde vlastnosti materiálu překračují limity tváření konvenčního hlubokého tažení.
Automobilové aplikace ukazují rozhodování řízené objemem. Hluboké tažení dominuje velkoobjemové výrobě komponent, jako jsou olejové vany, palivové nádrže a konstrukční prvky, kde se amortizované náklady na nástroje stávají zanedbatelnými napříč miliony komponent. Integrace procesu s automobilovými montážními linkami poskytuje rychlost a konzistenci požadovanou pro výrobu just-in-time.
Výroba lékařských zařízení představuje jedinečné výzvy, kde se sbíhají biokompatibilita, povrchová úprava a rozměrová přesnost. Operace rotačního tváření vynikají při výrobě chirurgických nástrojů a komponent implantovatelných zařízení, kde vynikající povrchová úprava a kompatibilita materiálu s exotickými slitinami poskytují klinické výhody.
Elektronický průmysl využívá oba procesy v závislosti na požadavcích na objem. Hluboké tažení slouží velkoobjemovým aplikacím, jako jsou chladiče a komponenty elektromagnetického stínění, zatímco rotační tváření řeší specializované požadavky, jako jsou aplikace EMI stínění, kde složité geometrie a vynikající povrchová úprava ovlivňují výkon.
Budoucí technologické trendy
Nové technologie nadále rozšiřují možnosti obou procesů tváření. Servo-řízené lisy pro hluboké tažení poskytují programovatelné pohybové profily, což umožňuje optimalizaci toku materiálu a snížení efektů zpětného odpružení. Tyto pokročilé systémy dosahují tvářecích sil s přesností dříve nedosažitelnou u konvenčních mechanických lisů.
Techniky tváření za tepla rozšiřují škálu materiálů vhodných pro operace hlubokého tažení. Hliníkové slitiny, které tradičně vyžadovaly více stupňů tažení, lze nyní tvářet v jediné operaci prostřednictvím řízeného ohřevu polotovarů a matric. Tento pokrok snižuje složitost nástrojů a zároveň zlepšuje efektivitu využití materiálu.
CNC rotační tváření se nadále vyvíjí prostřednictvím vylepšeného monitorování procesu a adaptivních řídicích systémů. Měření tvářecích sil a rozměrů komponent v reálném čase umožňuje automatické nastavení parametrů procesu, což snižuje požadavky na dovednosti operátora a zároveň zlepšuje rozměrovou konzistenci.
Aditivní výroba ovlivňuje oba procesy prostřednictvím rychlých aplikací nástrojů. 3D tištěné trny a tvářecí nástroje umožňují nákladově efektivní vývoj prototypů a malosériovou výrobu, čímž překlenují mezeru mezi tradičními investicemi do nástrojů a požadavky projektu.
Pokrok simulačního softwaru poskytuje stále přesnější predikci toku materiálu, rozložení napětí a potenciálních režimů selhání. Analýza konečných prvků (FEA) umožňuje optimalizaci procesu před výrobou nástrojů, což zkracuje dobu vývoje a zlepšuje úspěšnost prvního kusu.
Často kladené otázky
Jaká je minimální tloušťka stěny dosažitelná hlubokým tažením versus rotačním tvářením?
Hluboké tažení typicky udržuje tloušťku stěny v rozmezí 85-90 % původní tloušťky polotovaru, s minimální praktickou tloušťkou kolem 0,3 mm pro ocel a 0,5 mm pro hliník. Rotační tváření může dosáhnout tenčích stěn v lokalizovaných oblastech, potenciálně dosahujících tloušťky 0,2 mm, ale to se liší podle vztahu sinového zákona a geometrie trnu.
Jak se porovnávají náklady na materiál mezi těmito dvěma procesy?
Náklady na materiál upřednostňují hluboké tažení díky lepšímu využití materiálu (85-92 %) ve srovnání s vyšším využitím rotačního tváření (95-98 %), ale požadavku na silnější výchozí polotovary. Hluboké tažení typicky používá o 15-25 % méně suroviny pro jednoduché válcové tvary, i když tato výhoda se snižuje u složitých geometrií vyžadujících více operací.
Jaké kvality povrchové úpravy lze dosáhnout každým procesem?
Hluboké tažení zachovává původní povrchovou úpravu polotovaru, typicky Ra 0,8-1,6 μm pro substráty z oceli válcované za studena. Rotační tváření může dosáhnout vynikající povrchové úpravy Ra 0,2-0,8 μm díky lešticímu účinku tvářecích nástrojů, což je činí vhodnějším pro aplikace vyžadující minimální následné zpracování nebo dekorativní povrchové úpravy.
Který proces nabízí lepší kontrolu rozměrové tolerance?
Hluboké tažení běžně dosahuje tolerancí ±0,1 mm na průměru a ±0,15 mm na výšce pro komponenty do průměru 200 mm. Rotační tváření typicky dosahuje ±0,2 mm na průměru a ±0,25 mm na výšce, i když je možné dosáhnout vynikající kontroly lokální geometrie prostřednictvím kvalifikované obsluhy a správného nástroje.
Jak ovlivňuje objem výroby ekonomiku procesu?
Hluboké tažení se stává ekonomicky výhodným při objemech přesahujících 5 000 kusů ročně kvůli vysokým nákladům na nástroje (15 000-60 000 EUR), ale nízkým nákladům na kus (2,20-6,50 EUR). Rotační tváření upřednostňuje malosériovou výrobu s minimálními investicemi do nástrojů (800-4 000 EUR), ale vyššími náklady na kus (8,00-18,00 EUR) při vysokých objemech.
Jaké jsou typické dodací lhůty pro nástroje a první kusy?
Nástroje pro hluboké tažení vyžadují 6-16 týdnů v závislosti na složitosti, přičemž jednoduché válcové matrice trvají 6-8 týdnů a progresivní vícestupňové nástroje se prodlužují na 16 týdnů. Rotační trny typicky vyžadují 2-4 týdny, což umožňuje rychlejší zahájení projektu a cykly iterace návrhu.
Který proces lépe vyhovuje změnám návrhu během výroby?
Rotační tváření nabízí vynikající flexibilitu pro úpravy návrhu, často vyžadující pouze úpravy trnu nebo výrobu nového trnu za cenu 800-4 000 EUR. Změny návrhu hlubokého tažení typicky vyžadují úpravy matrice nebo kompletní výměnu matrice, což představuje významné časové a nákladové investice ve výši 5 000-25 000 EUR v závislosti na rozsahu požadovaných změn.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece