Hliník A380 vs. A356: Výběr správné slitiny pro pevnost a tekutost
Hliník A380 a A356 představují dvě z nejrozšířenějších slitin pro tlakové lití v evropské výrobě, nicméně výběr mezi nimi vyžaduje pochopení kritických kompromisů mezi charakteristikami pevnosti a vlastnostmi tekutosti. Toto rozhodnutí ovlivňuje vše od výkonu dílu po výrobní náklady, takže je pro inženýry nezbytné pochopit jemné rozdíly mezi těmito slitinami.
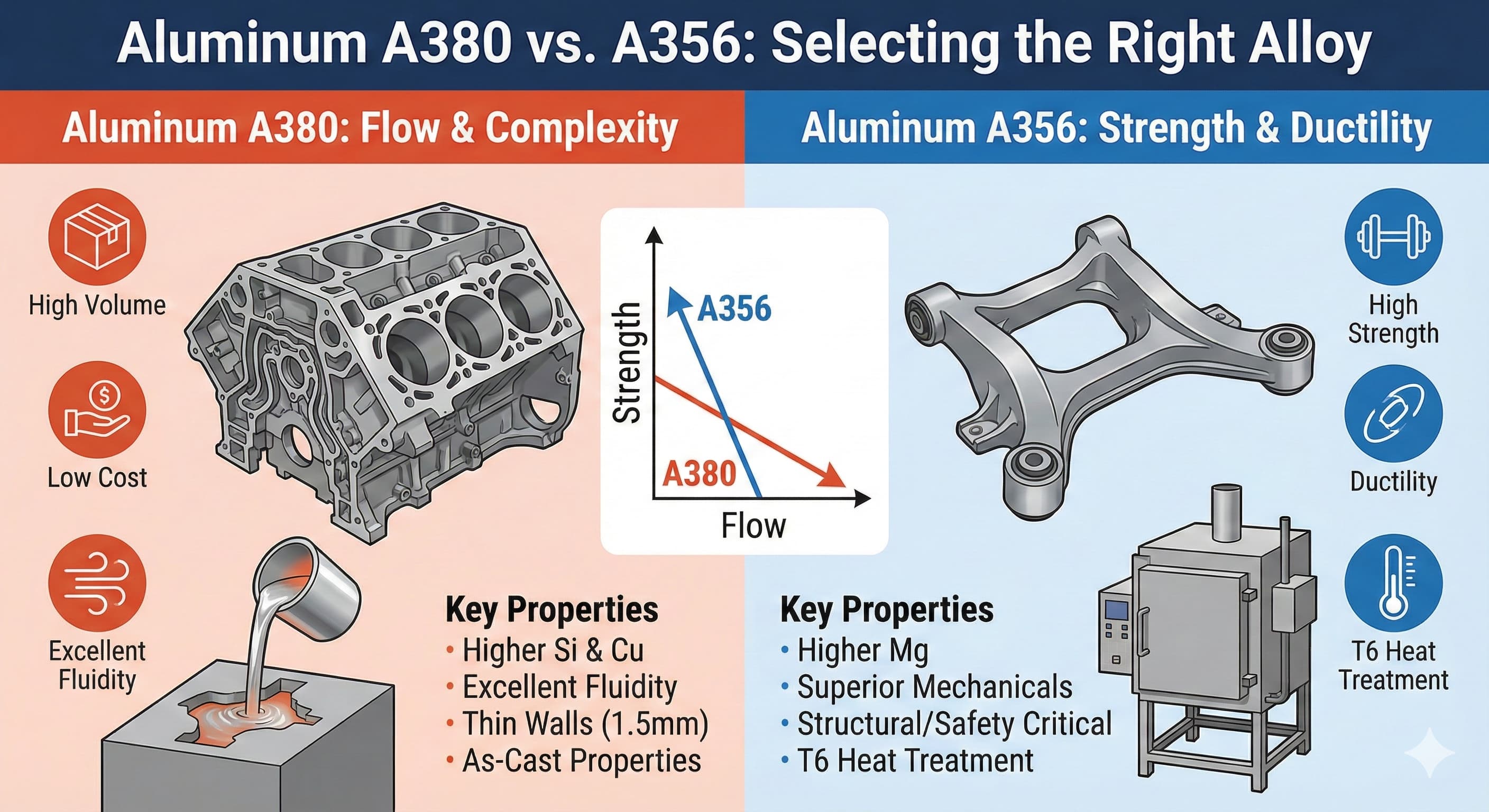
Obě slitiny hrají odlišné role v hliníkovém lití, přičemž A380 dominuje ve velkoobjemových aplikacích vyžadujících vynikající tekutost, zatímco A356 vyniká tam, kde vynikající mechanické vlastnosti ospravedlňují její vyšší materiálové a zpracovatelské náklady.
Klíčové poznatky
- A380 nabízí vynikající vlastnosti tekutosti a nižší náklady, takže je ideální pro tenkostěnné a složité geometrie
- A356 poskytuje výrazně vyšší pevnost a tažnost, vhodná pro konstrukční a bezpečnostně kritické aplikace
- Výběr procesu lití (tlakové lití vs. lití do písku) silně ovlivňuje výkon slitiny a nákladové úvahy
- Možnosti tepelného zpracování po lití se mezi slitinami dramaticky liší, což ovlivňuje konečné mechanické vlastnosti
Chemické složení a základní vlastnosti
Rozdíly v chemickém složení mezi A380 a A356 určují jejich odlišné výkonnostní charakteristiky. A380 obsahuje vyšší obsah křemíku (7,5-9,5 %) ve srovnání s A356 (6,5-7,5 %), spolu s výrazně větším množstvím mědi (3,0-4,0 % vs. maximálně 0,25 %). Toto složení dává A380 vynikající tekutost během lití, ale omezuje její mechanické vlastnosti.
A356 naopak obsahuje hořčík (0,25-0,45 %) jako svůj primární zpevňující prvek při zachování nižšího obsahu mědi. Toto složení umožňuje reakce na tepelné zpracování, kterých A380 nemůže dosáhnout, což vede k vynikající pevnosti v tahu a mez kluzu.
| Prvek | A380 (hmot. %) | A356 (hmot. %) | Vliv na vlastnosti |
|---|---|---|---|
| Křemík (Si) | 7.5-9.5 | 6.5-7.5 | Vyšší Si zlepšuje tekutost, snižuje smrštění |
| Měď (Cu) | 3.0-4.0 | 0.25 max | Cu zvyšuje pevnost, ale snižuje tažnost |
| Hořčík (Mg) | 0.10 max | 0.25-0.45 | Mg umožňuje vytvrzování srážením |
| Železo (Fe) | 1.3 max | 0.20 max | Vyšší obsah Fe snižuje tažnost |
| Zinek (Zn) | 3.0 max | 0.10 max | Zn ovlivňuje odolnost proti korozi |
Obsah křemíku přímo ovlivňuje charakteristiky lití, přičemž vyšší obsah křemíku v A380 poskytuje výjimečné vlastnosti tekutosti a snížené smrštění během tuhnutí. Nicméně, stejné složení vytváří křehké intermetalické fáze, které omezují tažnost a odolnost proti nárazu.
Porovnání mechanických vlastností
Rozdíly v mechanických vlastnostech mezi těmito slitinami jsou značné a určují výběr aplikace. A380 v litém stavu typicky dosahuje pevnosti v tahu 320-330 MPa s mezí kluzu kolem 160 MPa. A356, zejména v tepelně zpracovaném stavu T6, může dosáhnout pevnosti v tahu přesahující 280 MPa s mezí kluzu 205 MPa, přičemž nabízí výrazně vyšší hodnoty prodloužení.
| Vlastnost | A380 (odlitek) | A356 (T6) | A356 (odlitek) |
|---|---|---|---|
| Pevnost v tahu (MPa) | 320-330 | 280-310 | 220-260 |
| Mez kluzu (MPa) | 160 | 205-240 | 140-180 |
| Tažnost (%) | 2.5-3.5 | 8-12 | 3-5 |
| Tvrdost (HB) | 80-85 | 70-90 | 60-70 |
| Mez únavy (MPa) | 110-130 | 140-160 | 100-120 |
Rozdíl v prodloužení je obzvláště významný pro aplikace, které jsou vystaveny dynamickému zatížení nebo nárazovým podmínkám. Prodloužení 8-12 % u A356 ve stavu T6 oproti 2,5-3,5 % u A380 představuje rozdíl mezi duktilním režimem porušení a charakteristikami křehkého lomu.
Únava vykazuje podobné trendy, přičemž A356-T6 nabízí vynikající únavovou pevnost díky své jemné mikrostruktuře a absenci intermetalických látek bohatých na měď, které působí jako místa iniciace trhlin.
Vlastnosti tekutosti a výkon při lití
Vlastnosti tekutosti představují jednu z hlavních výhod A380 oproti A356. Vyšší obsah křemíku a přídavek mědi vytvářejí delší rozsah tuhnutí, což poskytuje vynikající schopnosti plnění formy ve složitých geometriích. To se promítá do úspěšného lití tenkých stěn (až do 1,5 mm v optimálních podmínkách) a složitých prvků, které by byly s A356 náročné.
Vynikající tekutost A380 umožňuje správnou implementaci úkosů ve složitých formách při zachování rozměrové přesnosti. Charakteristiky lití slitiny podporují vysokorychlostní výrobní cykly typické v automobilovém průmyslu a spotřební elektronice.
A356, i když nabízí adekvátní vlastnosti tekutosti, vyžaduje větší pozornost návrhu vtokové soustavy, dimenzování vtoků a regulaci teploty. Sklon slitiny k trhlinám za tepla v tenkých průřezech vyžaduje konzervativní návrh tloušťky stěny (obvykle minimálně 2,5 mm pro spolehlivou výrobu).
| Parametr lití | A380 | A356 | Inženýrské důsledky |
|---|---|---|---|
| Minimální tloušťka stěny | 1.5 mm | 2.5 mm | A380 umožňuje lehčí a složitější konstrukce |
| Rozsah tuhnutí | 90-120°C | 60-90°C | Širší rozsah zlepšuje plnění formy |
| Sklon k trhlinám za tepla | Nízký | Střední | A380 je tolerantnější v návrhu |
| Schopnost plnění formy | Výborná | Dobrá | Složité geometrie upřednostňují A380 |
| Citlivost na pórovitost | Nízká | Střední | A380 je tolerantnější k procesním odchylkám |
Schopnosti délky toku se výrazně liší, přičemž A380 dosahuje délek toku 200+ krát tloušťky stěny v optimalizovaných podmínkách, zatímco A356 typicky dosahuje 150-180 krát tloušťky stěny. Tento rozdíl se stává kritickým u velkých, složitých odlitků, kde kov musí urazit značné vzdálenosti tenkými průřezy.
Reakce na tepelné zpracování a mikrostrukturní aspekty
Reakce na tepelné zpracování představuje zásadní rozlišovací znak mezi těmito slitinami. A380 nabízí omezené možnosti tepelného zpracování, typicky zůstává v litém stavu nebo podstupuje ošetření pro uvolnění pnutí. Vysoký obsah mědi zabraňuje účinnému rozpouštěcímu žíhání v důsledku počínajícího tavení fází bohatých na měď.
A356 výborně reaguje na tepelné zpracování T6 (rozpouštěcí žíhání při 540 °C, kalení a stárnutí při 150-160 °C po dobu 2-8 hodin). Tento proces rozpouští hořčík a křemík do tuhého roztoku a poté během stárnutí vylučuje zpevňující fáze, což dramaticky zlepšuje mechanické vlastnosti.
Pro vysoce přesné výsledky, vyžádejte si bezplatnou cenovou nabídku a získejte ceny do 24 hodin od Microns Hub.
Mikrostrukturní rozdíly přesahují reakci na tepelné zpracování. Struktura A380 v litém stavu obsahuje hrubé částice křemíku a intermetalické látky měď-hliník, které poskytují pevnost, ale omezují tažnost. Mikrostruktura A356, zejména po ošetření T6, se vyznačuje jemnými, rovnoměrně rozloženými precipitáty, které zvyšují pevnost i houževnatost.
| Tepelné zpracování | Odezva A380 | Odezva A356 | Změna vlastností |
|---|---|---|---|
| Odlitek | Standardní stav | Základní vlastnosti | - |
| T4 (rozpouštění + přirozené stárnutí) | Nelze použít | Mírné zlepšení | +15% pevnost |
| T6 (rozpouštění + umělé stárnutí) | Nelze použít | Maximální pevnost | +25-35% pevnost |
| Odstranění pnutí | Rozměrová stabilita | Rozměrová stabilita | Minimální změna vlastností |
Analýza nákladů a ekonomické aspekty
Rozdíly v nákladech mezi A380 a A356 přesahují ceny surovin a zahrnují zpracování, nástroje a následné zpracování. A380 typicky stojí 2 200–2 400 EUR za metrickou tunu, zatímco A356 se pohybuje od 2 600–2 900 EUR za metrickou tunu, což představuje 15–20% prémii za vysoce výkonnou slitinu.
Náklady na zpracování upřednostňují A380 díky jeho vynikajícím charakteristikám lití. Vyšší výrobní rychlosti, snížené zmetkovitosti a zjednodušené požadavky na nástroje často vyrovnávají malou výhodu v nákladech na materiál, kterou by A356 mohl mít na některých trzích. Vynikající vlastnosti tekutosti A380 umožňují tenčí stěny a složitější geometrie, což potenciálně snižuje celkovou hmotnost dílu a spotřebu materiálu.
Nicméně, požadavky A356 na tepelné zpracování přidávají kroky zpracování a náklady na energii. Tepelné zpracování T6 typicky přidává 150–250 EUR za metrickou tunu v nákladech na zpracování, v závislosti na účinnosti pece a místních cenách energie. To je třeba zvážit oproti dosaženým výhodám výkonu.
| Nákladová složka | A380 | A356 | Rozdíl |
|---|---|---|---|
| Surovina (€/tuna) | 2,200-2,400 | 2,600-2,900 | +15-20% |
| Tepelné zpracování (€/tuna) | 0-50 | 150-250 | +300-400% |
| Náklady na obrábění | Vyšší (tvrdší materiál) | Nižší (tažnější) | -10-15% |
| Zmetkovitost (%) | 3-5 | 5-8 | +40-60% |
| Rychlost výroby | Vyšší | Nižší | -15-25% |
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost a personalizovaný přístup ke službám znamená, že každý projekt obdrží pozornost věnovanou detailům, kterou si zaslouží, což je obzvláště důležité při vyvažování požadavků na náklady a výkon.
Kritéria výběru specifická pro aplikaci
Požadavky aplikace nakonec určují výběr slitiny, přičemž každý materiál vyniká ve specifických případech použití. A380 dominuje v automobilových aplikacích vyžadujících složité geometrie, jako jsou skříně převodovek, držáky motorů a skříně elektronických řídicích jednotek. Vynikající vlastnosti tekutosti slitiny umožňují integraci montážních výstupků, chladicích žeber a složitých vnitřních průchodů v jediném odlitku.
A356 nachází preferenci v konstrukčních aplikacích, kde mají mechanické vlastnosti přednost před složitostí lití. Automobilové komponenty zavěšení, letecké armatury a vysoce výkonné sportovní zboží využívají vynikající poměr pevnosti k hmotnosti a únavovou odolnost A356.
Elektronické aplikace představují zajímavé kompromisy. Vynikající tepelná vodivost A380 (96 W/m·K vs. 151 W/m·K pro A356) ji činí atraktivní pro chladiče a elektronické skříně, kde je kritické řízení teploty. Nicméně, nižší elektrická vodivost A356 může být preferována v aplikacích vyžadujících elektromagnetické stínění.
Integrace se službami vstřikování plastů často ovlivňuje výběr materiálu pro hybridní komponenty, kde hliníkové odlitky rozhraní s polymerovými vložkami nebo operacemi přelisování.
Kompatibilita výrobního procesu
Tlakové lití představuje primární výrobní proces pro obě slitiny, ale jejich kompatibilita s jinými procesy se výrazně liší. A380 vyniká v operacích vysokotlakého tlakového lití (HPDC), kde jeho vynikající vlastnosti tekutosti umožňují rychlé časy cyklů a konzistentní kvalitu dílů. Odolnost slitiny proti pájení (přilepení k povrchům formy) prodlužuje životnost nástroje a snižuje požadavky na údržbu.
A356 vykazuje širší kompatibilitu procesů, dobře si vede při lití do písku, lití do trvalých forem a procesech tváření v polotuhém stavu. Tato univerzálnost činí A356 atraktivní pro maloobjemové aplikace nebo prototypování, kde nelze ospravedlnit náklady na nástroje pro tlakové lití.
Obrábění po lití se mezi slitinami výrazně liší. Vyšší tvrdost a obsah mědi v A380 vytvářejí náročnější podmínky obrábění, vyžadující karbidové nástroje a pečlivé odvádění třísek. A356, zejména ve stavu T6, se obrábí snadněji s konvenčními nástroji a vytváří lepší povrchové úpravy.
| Proces | Vhodnost A380 | Vhodnost A356 | Klíčové aspekty |
|---|---|---|---|
| Vysokotlaké lití | Výborná | Dobrá | Výhoda tekutosti A380 je kritická |
| Nízkotlaké lití | Dobrá | Výborná | Mechanické vlastnosti A356 jsou upřednostňovány |
| Lití do písku | Uspokojivá | Výborná | A356 je standard pro lití do písku |
| Lití do kokil | Dobrá | Výborná | Obě slitiny jsou vhodné |
| CNC obrábění | Náročné | Dobrá | A356 je lépe obrobitelná |
Kompatibilita povrchové úpravy se také liší. A380 se anodizuje poměrně dobře, ale může vykazovat mírné barevné odchylky v důsledku obsahu mědi. A356 poskytuje vynikající odezvu na anodizaci s rovnoměrným vývojem barvy. Práškové lakování a lakování fungují podobně na obou slitinách po správné přípravě povrchu.
Kontrola kvality a aspekty testování
Požadavky na kontrolu kvality se liší mezi aplikacemi A380 a A356, což je dáno jejich typickými případy použití a očekáváními výkonu. Díly A380 často podléhají rozměrové kontrole a základnímu mechanickému testování s důrazem na integritu odlitku a kvalitu povrchu. Nedestruktivní testování typicky zahrnuje vizuální kontrolu a ověření rozměrů.
Komponenty A356, zejména ty v konstrukčních aplikacích, vyžadují komplexnější testovací protokoly. Zkoušky tahem, ověření tvrdosti a validace tepelného zpracování se stávají standardními požadavky. Proces tepelného zpracování T6 vyžaduje monitorování teploty a metalurgické ověření, aby se zajistilo správné vytvrzení precipitací.
Implementace statistické regulace procesu (SPC) se mezi slitinami liší. Konzistentní vlastnosti tekutosti A380 umožňují těsnou rozměrovou kontrolu se standardním monitorováním procesu. Požadavky A356 na tepelné zpracování zavádějí další proměnné vyžadující monitorování řídicího diagramu teploty rozpouštění, rychlosti kalení a parametrů stárnutí.
Integrace s našimi výrobními službami zahrnuje komplexní dokumentaci kvality splňující požadavky ISO 9001, s materiálovými certifikacemi a ověřením mechanických vlastností jako standardní výstupy.
Environmentální faktory a faktory udržitelnosti
Environmentální aspekty stále více ovlivňují rozhodování o výběru materiálu. A380 i A356 nabízejí vynikající recyklovatelnost s inherentními výhodami udržitelnosti hliníku. Nicméně, jejich energetické stopy se liší v důsledku požadavků na zpracování.
Jednodušší cesta zpracování A380 (minimální tepelné zpracování) vede k nižší spotřebě energie na kilogram vyrobeného produktu. Tepelné zpracování T6 A356 přidává značné energetické požadavky, zejména během rozpouštěcího žíhání při 540 °C. Tato energetická penalizace musí být vyvážena oproti dosaženým výhodám výkonu.
Kompatibilita recyklovaného obsahu se mezi slitinami liší. Vyšší tolerance A380 pro stopové prvky ji činí kompatibilnější s recyklovanými proudy hliníku, zatímco přísnější požadavky na složení A356 mohou vyžadovat použití primárního hliníku pro kritické aplikace.
Budoucí trendy a směry vývoje
Vývoj slitin se neustále vyvíjí, aby splňoval měnící se požadavky průmyslu. Modifikované kompozice A380 se sníženým obsahem mědi se zaměřují na zlepšení tažnosti při zachování vynikajících charakteristik lití. Tyto vývoje se zaměřují na iniciativy snižování hmotnosti automobilů vyžadující zlepšenou odolnost proti nárazu.
Vývoj A356 se zaměřuje na vylepšené reakce na tepelné zpracování a zlepšenou tepelnou stabilitu. Pokročilé postupy stárnutí a modifikované kompozice se snaží rozšířit již tak působivé výhody mechanických vlastností slitiny.
Kompatibilita s aditivní výrobou představuje nový aspekt. I když ani jedna slitina v současné době nenachází široké uplatnění v hliníkovém 3D tisku, výzkum pokračuje ve variantách práškové metalurgie, které by mohly rozšířit jejich aplikační rozsahy.
Často kladené otázky
Která slitina poskytuje lepší odolnost proti korozi, A380 nebo A356?
A356 obecně nabízí vynikající odolnost proti korozi díky svému nižšímu obsahu mědi. Měď v A380 může vytvářet galvanické články, které urychlují korozi v mořském nebo průmyslovém prostředí. Nicméně, obě slitiny těží z ochranných povlaků v agresivních prostředích.
Lze A380 tepelně zpracovat, aby se dosáhlo vlastností podobných A356?
Ne, A380 nelze účinně tepelně zpracovat kvůli jeho vysokému obsahu mědi, který způsobuje počínající tavení během rozpouštěcího žíhání. Slitina se typicky používá v litém stavu nebo pouze s ošetřením pro uvolnění pnutí.
Jakou minimální tloušťku stěny bych měl navrhnout pro každou slitinu?
A380 může spolehlivě dosáhnout tloušťky stěny až 1,5 mm v optimálních podmínkách lití, zatímco A356 typicky vyžaduje minimální stěny 2,5 mm, aby se zabránilo trhlinám za tepla a zajistily se konzistentní mechanické vlastnosti.
Jak se porovnávají náklady na obrábění mezi A380 a A356?
A356 se obecně obrábí snadněji a nákladově efektivněji než A380. Vyšší obsah mědi a tvrdost A380 vyžadují karbidové nástroje a vedou k vyššímu opotřebení nástrojů, což typicky zvyšuje náklady na obrábění o 10-15 %.
Která slitina je lepší pro tenkostěnné elektronické skříně?
A380 je typicky preferován pro tenkostěnné elektronické skříně díky svým vynikajícím vlastnostem tekutosti umožňujícím složité geometrie a tenké stěny. Jeho dobrá tepelná vodivost také pomáhá s odvodem tepla v elektronických aplikacích.
Jaké jsou typické dodací lhůty pro díly z každé slitiny?
Dodací lhůty jsou obecně podobné pro obě slitiny v aplikacích tlakového lití. Nicméně, díly A356 vyžadující tepelné zpracování T6 mohou přidat 1-3 dny k době zpracování v závislosti na velikosti šarže a plánování pece.
Jak se porovnávají míry recyklace mezi A380 a A356?
Obě slitiny jsou vysoce recyklovatelné, ale vyšší tolerance A380 pro stopové prvky ji činí o něco kompatibilnější se smíšenými proudy hliníkového šrotu. Přísnější požadavky na složení A356 mohou vyžadovat pečlivější segregaci šrotu pro kritické aplikace.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece