Děrování vs. laserové řezání: Kdy se vyplatí investovat do nástrojů
Osoby s rozhodovací pravomocí ve výrobě stojí před zásadní volbou při plánování výroby plechů: děrování nebo laserové řezání. Toto rozhodnutí ovlivňuje vše od počátečních investic do nástrojů až po dlouhodobé výrobní náklady, konzistenci kvality a provozní flexibilitu. Složitost se zvyšuje, když se vezmou v úvahu rozdíly v tloušťce materiálu, geometrické požadavky a objemy výroby, které se mohou během životnosti produktu dramaticky měnit.
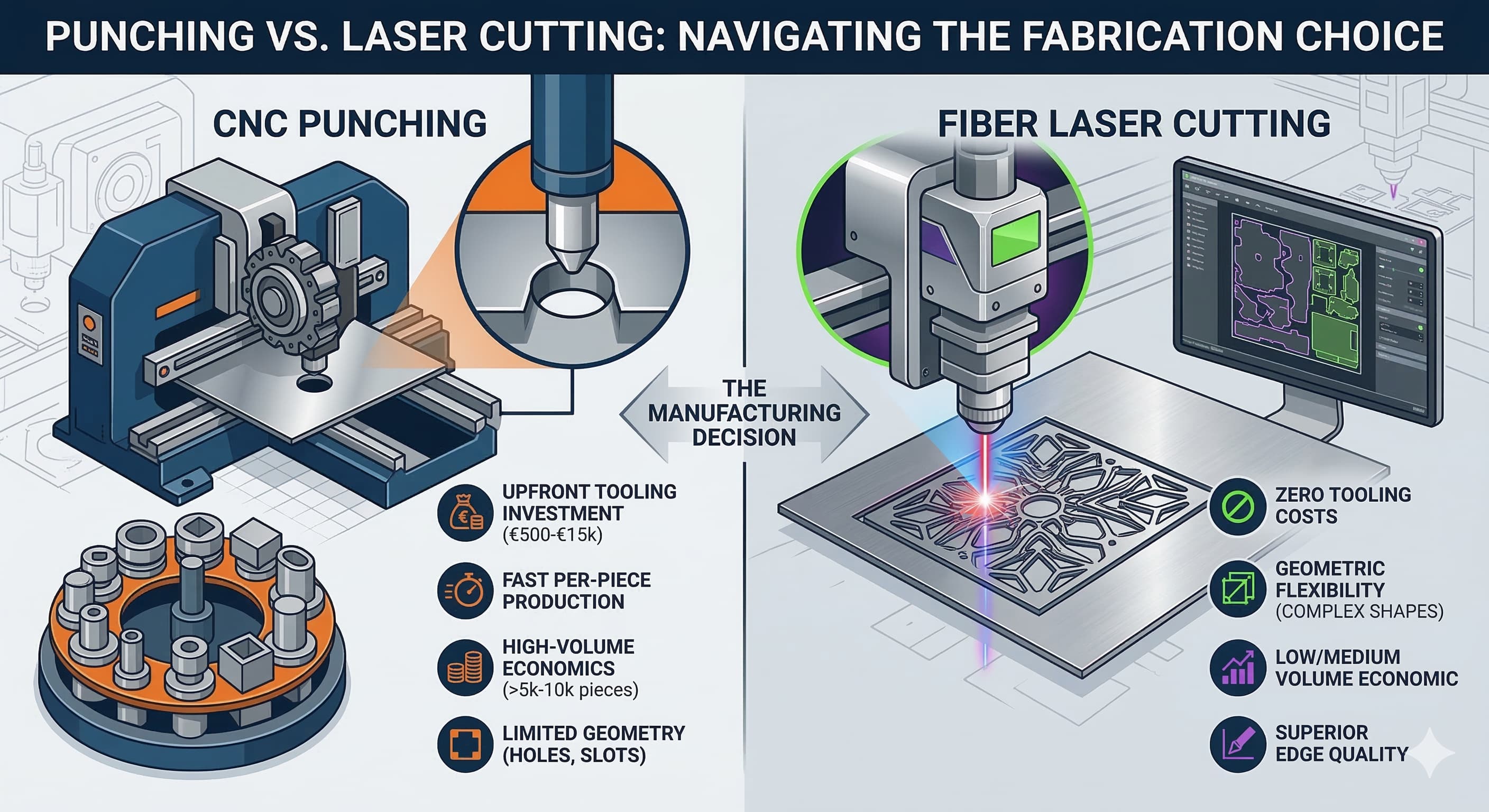
Klíčové poznatky:
- Děrování vyžaduje počáteční investici do nástrojů (500–15 000 EUR za nástroj), ale přináší vynikající ekonomiku při objemech přesahujících 5 000–10 000 kusů
- Laserové řezání nabízí nulové náklady na nástroje a geometrickou flexibilitu, ale má vyšší náklady na kus v rozmezí 0,50–5,00 EUR v závislosti na materiálu a složitosti
- Existují hranice tloušťky materiálu: děrování vyniká do tloušťky oceli 6 mm, zatímco laserové řezání efektivně zpracovává materiály do 25 mm
- Požadavky na kvalitu určují výběr procesu – děrování poskytuje poziční přesnost ±0,05 mm, zatímco laserové řezání dosahuje ±0,1 mm s vynikající kvalitou hran
Základy procesu děrování
Děrování funguje na principu smykové síly aplikované přesnými nástroji, čímž vytváří čisté řezy řízenou deformací materiálu. Tento proces vyžaduje zakázkové matrice a děrovníky vyrobené podle přesných specifikací, obvykle obráběné z nástrojových ocelí, jako je D2 nebo A2 s tvrdostí 58–62 HRC. Moderní CNC revolverové lisy dosahují přesnosti polohování ±0,025 mm a mohou zpracovávat materiály do tloušťky 6,35 mm v oceli a 4 mm v nerezových ocelích, jako je 316L.
Očekávaná životnost nástroje se výrazně liší v závislosti na vlastnostech materiálu a geometrii děrovníku. Standardní kulaté děrovníky zpracovávající měkkou ocel dosahují 100 000–500 000 úderů před nutností údržby, zatímco složité tvary nebo tvrdé materiály, jako je Inconel 625, snižují životnost nástroje na 10 000–50 000 cyklů. Náklady na údržbu nástrojů obvykle představují 15–25 % celkových provozních nákladů na děrování.
Proces děrování vyniká ve vytváření přesných otvorů, drážek a zářezů s konzistentní rozměrovou přesností. Pro aplikace vyžadující úzké tolerance polohování otvorů poskytuje děrování lepší výsledky ve srovnání s metodami tepelného řezání. Omezení procesu se však projeví u složitých geometrií vyžadujících souvislé obrysy nebo složité vnitřní výřezy.
Analýza technologie laserového řezání
Technologie laserového řezání vláknem dominuje moderní výrobě plechů díky vynikající kvalitě paprsku a energetické účinnosti. Současné systémy pracují s výkony od 1 kW do 15 kW, přičemž systémy s výkonem 4 kW–6 kW představují ideální řešení pro všeobecné výrobní práce. Faktory kvality paprsku (M²) pod 1,1 umožňují řezné rychlosti 15–25 metrů za minutu v 2mm měkké oceli při zachování standardů kvality hran podle normy ISO 9013 třídy kvality 2.
Řezná kapacita se liší podle typu materiálu a výkonu laseru. Vláknový laserový systém s výkonem 6 kW zpracovává měkkou ocel do tloušťky 25 mm, nerezovou ocel do 20 mm a slitiny hliníku do 12 mm. Kvalita řezu se výrazně zhoršuje za těmito prahovými hodnotami, což vyžaduje sekundární operace nebo alternativní procesy. Spotřeba plynu představuje hlavní nákladový faktor – řezání nerezové oceli dusíkem spotřebuje 10–15 metrů krychlových za hodinu při ceně 0,80–1,20 EUR za metr krychlový.
Charakteristiky kvality hran se podstatně liší od děrování. Laserové řezání vytváří tepelně ovlivněné zóny (HAZ) obvykle široké 0,1–0,3 mm, v závislosti na tloušťce materiálu a parametrech řezání. Tento tepelný vliv může ovlivnit vlastnosti materiálu v kritických aplikacích, zejména u pružinové oceli nebo kalených materiálů, kde metalurgické změny ovlivňují výkon.
Komplexní rámec analýzy nákladů
Celkové hodnocení nákladů vyžaduje analýzu více nákladových složek nad rámec jednoduchých výpočtů nákladů na kus. Děrování zahrnuje významné počáteční investice do nástrojů, ale přináší úspory z rozsahu při vyšších objemech. Standardní kulaté děrovníky stojí 500–1 500 EUR za kus, zatímco složité tvářecí nástroje se pohybují od 3 000 do 15 000 EUR v závislosti na geometrii a požadavcích na přesnost.
| Nákladová složka | Děrování | Řezání laserem | Bod zvratu (Break-even Volume) |
|---|---|---|---|
| Investice do nástrojů | €500-€15,000 | €0 | Liší se podle složitosti |
| Doba nastavení | 15-45 minut | 5-15 minut | N/A |
| Rychlost zpracování (2mm ocel) | 800-1,200 úderů/hodinu | 15-25 m/min řezání | Závisí na geometrii |
| Využití materiálu | 85-95% | 75-90% | Závisí na objemu |
| Sekundární operace | Minimální | Nutné odjehlování | Závisí na kvalitě |
Náklady na práci významně ovlivňují ekonomiku procesu. Děrovací operace obvykle vyžadují kvalifikovaný personál pro nastavení, ale po naprogramování mohou běžet bez obsluhy. Laserové řezání vyžaduje neustálou pozornost obsluhy pro manipulaci s materiálem a sledování kvality. Evropské mzdové sazby 35–55 EUR za hodinu činí úvahy o automatizaci kritickými pro oba procesy.
Vzorce spotřeby energie se podstatně liší. Děrovací systémy spotřebovávají 15–25 kW během provozu, ale pouze během skutečných tvářecích cyklů. Laserové systémy udržují základní spotřebu energie 30–50 kW nepřetržitě, přičemž špičková spotřeba dosahuje 60–80 kW během řezných operací. Při evropských průmyslových cenách elektřiny 0,12–0,18 EUR za kWh se náklady na energii stávají významnými faktory ve velkoobjemové výrobě.
Kompatibilita a omezení materiálu
Výběr materiálu ovlivňuje proveditelnost procesu více než jakýkoli jiný faktor. Děrování vyniká u tvárných materiálů, které se předvídatelně deformují pod smykovými silami. Uhlíkové oceli od třídy S235 do S355 se čistě děrují do tloušťky 6 mm. Nerezové oceli třídy 304 a 316L se efektivně zpracovávají do 4 mm, i když vlastnosti zpevnění za studena vyžadují pečlivý návrh nástroje a protokoly údržby.
Slitiny hliníku představují pro děrovací operace jedinečné výzvy. Měkké třídy, jako jsou 1100 a 3003, mají tendenci se zadírat na povrchu děrovníku, což vyžaduje specializované povlaky nebo materiály nástrojů. Tvrdší slitiny, jako je 6061-T6, se děrují předvídatelněji, ale generují vyšší míru opotřebení nástrojů. Adhezivní vlastnosti hliníku často vyžadují častější čištění nástrojů a údržbu.
| Kvalita materiálu | Maximální tloušťka děrování | Maximální tloušťka laseru | Preferovaný proces |
|---|---|---|---|
| Měkká ocel S235 | 6.0mm | 25mm | Děrování < 3mm |
| Nerezová ocel 304 | 4.0mm | 20mm | Laser pro složité řezy |
| Hliník 6061-T6 | 3.0mm | 12mm | Preferován laser |
| Ocel COR-TEN | 5.0mm | 20mm | Závisí na procesu |
| Inconel 625 | 2.0mm | 8mm | Pouze laser |
Laserové řezání vykazuje vynikající univerzálnost materiálu, zpracovává vše od tenkých fólií po silné plechy napříč různými slitinovými systémy. Reflexní materiály, jako je měď a mosaz, které byly historicky náročné pro CO2 lasery, se efektivně řežou moderní technologií vláknových laserů. Náklady na materiál se však zvyšují s laserovým zpracováním kvůli širším šířkám řezu a potenciálu pro zkreslení související s teplem, což vyžaduje další přídavky materiálu.
Normy kvality a tolerance
Požadavky na rozměrovou přesnost často určují výběr procesu více než úvahy o nákladech. Děrování poskytuje výjimečnou poziční přesnost pro vzory otvorů a opakující se prvky. Moderní CNC revolverové lisy udržují přesnost otvoru k otvoru v rozmezí ±0,025 mm napříč rozměry plechu až do 1500 mm × 3000 mm. Tato úroveň přesnosti vyhovuje aplikacím vyžadujícím úzké montážní tolerance nebo více komponent vyžadujících zaměnitelnost.
Charakteristiky kvality hran se mezi procesy zásadně liší. Děrované hrany vykazují charakteristickou smykovou zónu, obvykle 30–50 % tloušťky materiálu, následovanou lomovou zónou s hrubší texturou. U 2mm měkké oceli se smyková zóna rozprostírá přibližně 0,6–1,0 mm a poskytuje hladké nosné povrchy vhodné pro aplikace hřídelí nebo přesné sestavy.
Laserové řezání vytváří odlišné charakteristiky hran řízené tepelnými efekty a výběrem pomocného plynu. Řezání měkké oceli s pomocí kyslíku vytváří mírné oxidační vrstvy, které je třeba zvážit při svařování nebo lakování. Řezání dusíkem eliminuje oxidaci, ale zvyšuje provozní náklady o 0,15–0,25 EUR za lineární metr řezu. Drsnost povrchu se obvykle pohybuje od Ra 12,5–25 μm v závislosti na rychlosti řezání a tloušťce materiálu.
Pro vysoce přesné výsledky si vyžádejte cenovou nabídku do 24 hodin od Microns Hub.
Úvahy o geometrické složitosti
Složitost tvaru představuje snad nejdůležitější faktor při výběru procesu. Děrování vyniká při vytváření vzorů jednoduchých geometrických tvarů – otvorů, drážek, zářezů a základních tvářecích operací. Složité vnitřní výřezy nebo složité vnější obrysy vyžadují více nastavení nástrojů nebo se ukáží jako nemožné v rámci omezení procesu děrování.
Minimální velikosti prvků ukládají různá omezení. Děrování může vytvářet otvory tak malé, jako je tloušťka materiálu, s praktickými minimy 1,0 mm v průměru v 2mm oceli. Blízko sebe umístěné prvky však vyžadují zvážení pevnosti pásu mezi řezy. Průmyslové standardy doporučují minimální rozměry pásu 1,5× tloušťky materiálu, aby se zabránilo deformaci během tváření.
Laserové řezání nabízí prakticky neomezenou geometrickou svobodu v rámci omezení tloušťky materiálu. Vnitřní rohy dosahují poloměrů až 0,1 mm, zatímco vnější prvky mohou zahrnovat složité křivky a složité detaily nemožné s děrováním. Tato flexibilita se ukazuje jako neocenitelná pro vývoj prototypů nebo produkty vyžadující estetické úvahy vedle funkčních požadavků.
Pokročilé výrobní aplikace často strategicky kombinují oba procesy. Služby výroby plechů často používají děrování pro opakující se vzory otvorů a laserové řezání pro složité obvodové profily. Tento hybridní přístup optimalizuje jak nákladovou efektivitu, tak geometrické možnosti.
Ekonomika objemu výroby
Analýza bodu zvratu vyžaduje pečlivé vyhodnocení celkových výrobních nákladů v průběhu očekávané životnosti produktu. Nízkoobjemová výroba trvale upřednostňuje laserové řezání kvůli nulovým nákladům na nástroje a minimálním požadavkům na nastavení. U množství pod 1 000 kusů stojí laserové zpracování obvykle o 30–50 % méně než děrování, když jsou investice do nástrojů amortizovány.
Střední objemy výroby mezi 1 000–10 000 kusy představují nejsložitější rozhodovací matici. Náklady na nástroje musí být kompenzovány sníženými náklady na zpracování na kus a zlepšeným využitím materiálu. Jednoduché geometrie se standardními nástroji dosahují bodů zvratu kolem 2 000–3 000 kusů, zatímco složité tvary vyžadující zakázkové nástroje nemusí dosáhnout nákladové parity až do 8 000–10 000 kusů.
Velkoobjemová výroba silně upřednostňuje ekonomiku děrování. Jakmile jsou náklady na nástroje amortizovány, náklady na kus mohou klesnout na 0,05–0,15 EUR ve srovnání s náklady na laserové řezání 0,50–2,00 EUR za kus. Tyto dramatické rozdíly pohánějí investice do nástrojů pro jakýkoli produkt, u kterého se očekává roční objem přesahující 15 000–20 000 kusů.
| Objem výroby | Doporučený proces | Cena za kus | Investice do nastavení |
|---|---|---|---|
| < 500 kusů | Řezání laserem | €0.80-€3.50 | €0 |
| 500-2,000 kusů | Závisí na procesu | €0.60-€2.50 | €0-€5,000 |
| 2,000-10,000 kusů | Děrování (jednoduché) | €0.25-€1.20 | €1,000-€8,000 |
| > 10,000 kusů | Děrování | €0.08-€0.35 | €2,000-€15,000 |
Využití materiálu a optimalizace odpadu
Efektivita vkládání významně ovlivňuje náklady na materiál, zejména u drahých slitin nebo velkoobjemové výroby. Děrovací operace dosahují míry využití materiálu 85–95 % prostřednictvím optimalizovaných algoritmů vkládání a konzistentních šířek řezu. Předvídatelná povaha děrovacích nástrojů umožňuje přesné plánování materiálu a minimální tvorbu odpadu.
Využití laserového řezání se značně liší v závislosti na geometrii dílu a složitosti vkládání. Jednoduché obdélníkové díly dosahují 90–95% využití, zatímco složité tvary s četnými vnitřními výřezy mohou dosáhnout pouze 65–75% účinnosti. Úvahy o šířce řezu – obvykle 0,1–0,3 mm pro vláknové lasery – musí být zahrnuty do výpočtů vkládání a mohou významně ovlivnit náklady na materiál u přesných komponent.
Manipulace se zbytkovým materiálem se mezi procesy liší. Děrování generuje čisté geometrické zbytky vhodné pro sekundární aplikace nebo inventář pro menší komponenty. Laserové řezání produkuje nepravidelné tvary často nevhodné pro opětovné použití, i když pokročilý software pro vkládání může identifikovat příležitosti pro využití zbytků v následných výrobních sériích.
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technické znalosti a pokročilá optimalizace vkládání přinášejí míru využití materiálu trvale o 5–8 % vyšší než průmyslové průměry, což se přímo promítá do úspor nákladů pro vaše projekty.
Integrace procesů a optimalizace pracovního postupu
Integrace výrobního pracovního postupu ovlivňuje celkovou efektivitu výroby nad rámec individuálních procesních schopností. Děrovací operace se hladce integrují s dalšími tvářecími procesy, jako je ohýbání, tažení a montážní operace. Konzistentní kvalita hran a rozměrová přesnost usnadňují následné procesy bez dalších přípravných kroků.
Laserové řezání často vyžaduje sekundární operace pro přípravu hran nebo uvolnění napětí. Tepelně ovlivněné zóny mohou vyžadovat obrábění nebo broušení pro kritické aplikace. Požadavky na odjehlování přidávají 0,05–0,15 EUR za lineární metr řezu, v závislosti na tloušťce materiálu a specifikacích kvality hran.
Protokoly kontroly kvality se mezi procesy podstatně liší. Děrovací operace těží ze statistické kontroly procesu, která sleduje opotřebení nástroje a rozměrový posun. Jakmile je děrovací nástroj zaveden, poskytuje konzistentní výsledky vyžadující pouze pravidelné ověřování. Laserové řezání vyžaduje neustálé sledování kvality řezu, tlaku pomocného plynu a tepelných efektů, které se mohou v průběhu výrobních sérií měnit.
Moderní výroba stále více zdůrazňuje flexibilitu a rychlou reakci na změny na trhu. Naše výrobní služby zahrnují jak děrovací, tak laserové řezací schopnosti, což umožňuje optimální výběr procesu na základě aktuálních výrobních požadavků spíše než pevných omezení zařízení.
Vývoj technologie a budoucí úvahy
Nové technologie nadále přetvářejí krajinu děrování versus laserového řezání. Pokročilé děrovací nástroje zahrnující servo-elektrické pohony poskytují zlepšenou přesnost a sníženou hlučnost ve srovnání s tradičními hydraulickými systémy. Možnosti více nástrojů umožňují složité tvářecí operace, které dříve vyžadovaly samostatné procesy.
Pokrok v laserové technologii se zaměřuje na škálování výkonu a zlepšení kvality paprsku. Vláknové lasery nové generace s výkonem blížícím se 20 kW rozšíří možnosti řezání silných profilů při zachování vynikající kvality hran. Adaptivní řezací technologie automaticky upravují parametry na základě zpětné vazby o kvalitě v reálném čase, čímž snižují požadavky na dovednosti operátora a zlepšují konzistenci.
Integrace automatizace ovlivňuje oba procesy odlišně. Děrovací operace snadno pojmou automatizované systémy nakládání a vykládání, přičemž některé instalace dosahují bezobslužné výroby pro vhodné geometrie dílů. Automatizace laserového řezání čelí větším výzvám kvůli proměnlivým dobám zpracování a požadavkům na sledování kvality, i když pokroky v umělé inteligenci tato omezení řeší.
Úvahy o udržitelnosti stále více ovlivňují výběr procesu. Děrování generuje minimální odpad a nevyžaduje žádné spotřební plyny, což je v souladu s environmentálními cíli. Spotřeba energie při laserovém řezání a spotřeba pomocného plynu vytvářejí větší environmentální stopu, i když zlepšení účinnosti tyto obavy částečně kompenzují.
Často kladené otázky
Jaké je minimální objednané množství, aby se investice do děrovacích nástrojů vyplatila?
Množství bodu zvratu závisí na složitosti dílu a nákladech na nástroje, ale obecně se pohybuje od 2 000 do 5 000 kusů pro standardní geometrie. Složité tvary vyžadující zakázkové nástroje mohou potřebovat 8 000–12 000 kusů, aby se investice ospravedlnila. Zvažte celkový objem životnosti napříč variantami produktu, které mohou sdílet společné nástroje, abyste zlepšili ekonomiku.
Může laserové řezání dosáhnout přesnosti děrování pro vzory otvorů?
Laserové řezání dosahuje poziční přesnosti ±0,1 mm, zatímco děrování poskytuje ±0,025 mm pro rozteč otvorů. Pro aplikace vyžadující přesné uložení ložisek nebo úzké montážní tolerance poskytuje děrování vynikající přesnost. Přesnost laserového řezání však může být dostatečná pro mnoho aplikací a zároveň nabízí větší geometrickou flexibilitu.
Jak ovlivňuje tloušťka materiálu rozhodování mezi děrováním a laserovým řezáním?
Děrování se stává stále obtížnějším nad tloušťku oceli 6 mm kvůli požadavkům na sílu a opotřebení nástroje. Laserové řezání efektivně zpracovává materiály do 25 mm s odpovídajícími úrovněmi výkonu. Pro silné profily nad 8 mm poskytuje laserové řezání obvykle lepší kvalitu hran a geometrické možnosti než alternativy děrování.
Jaké sekundární operace jsou obvykle vyžadovány pro každý proces?
Děrování zřídka vyžaduje sekundární operace nad rámec lehkého odjehlování pro kosmetické aplikace. Laserové řezání často vyžaduje odjehlování, zejména u silných profilů, a může vyžadovat uvolnění napětí pro přesné aplikace. Tepelně ovlivněné zóny občas vyžadují odstranění obráběním nebo broušením.
Jak se porovnávají doby nastavení mezi děrováním a laserovým řezáním pro krátké série?
Nastavení laserového řezání obvykle vyžaduje 5–15 minut pro programování a polohování materiálu. Nastavení děrování zahrnuje výběr nástroje, instalaci a ověření programu, obvykle trvá 15–45 minut v závislosti na složitosti. U množství pod 100 kusů často výhody nastavení laserového řezání převáží rozdíly v nákladech na kus.
Mohou oba procesy efektivně zpracovávat stejný rozsah materiálů?
Laserové řezání vykazuje vynikající univerzálnost materiálu, zpracovává vše od tenkých fólií po exotické slitiny, jako je Inconel a titan. Děrování funguje nejlépe s tvárnými materiály až do středních úrovní pevnosti. Tvrdé nebo křehké materiály, které by poškodily děrovací nástroje, se efektivně řežou laserovou technologií.
Jaké normy kvality platí pro stav hrany a rozměrovou přesnost?
Děrované hrany splňují rozměrové normy ISO 2768 a vykazují charakteristické smykové zóny. Laserem řezané hrany se řídí klasifikacemi kvality ISO 9013, přičemž třída 2–3 je typická pro většinu aplikací. Oba procesy mohou dosáhnout požadavků na přesnost, pokud jsou správně specifikovány a řízeny, i když děrování nabízí vynikající rozměrovou konzistenci pro opakující se prvky.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece