Bodové svařování vs. nýtování: Srovnání pevnosti pro montáž
Pevnost spoje určuje spolehlivost sestavy v kritických aplikacích od karoserií automobilů po konstrukční prvky letectví. Bodové svařování i nýtování vytvářejí trvalé mechanické spoje, avšak jejich pevnostní charakteristiky, způsoby selhání a vhodnost použití se výrazně liší v závislosti na vlastnostech materiálu, podmínkách zatížení a výrobních omezeních.
Klíčové poznatky
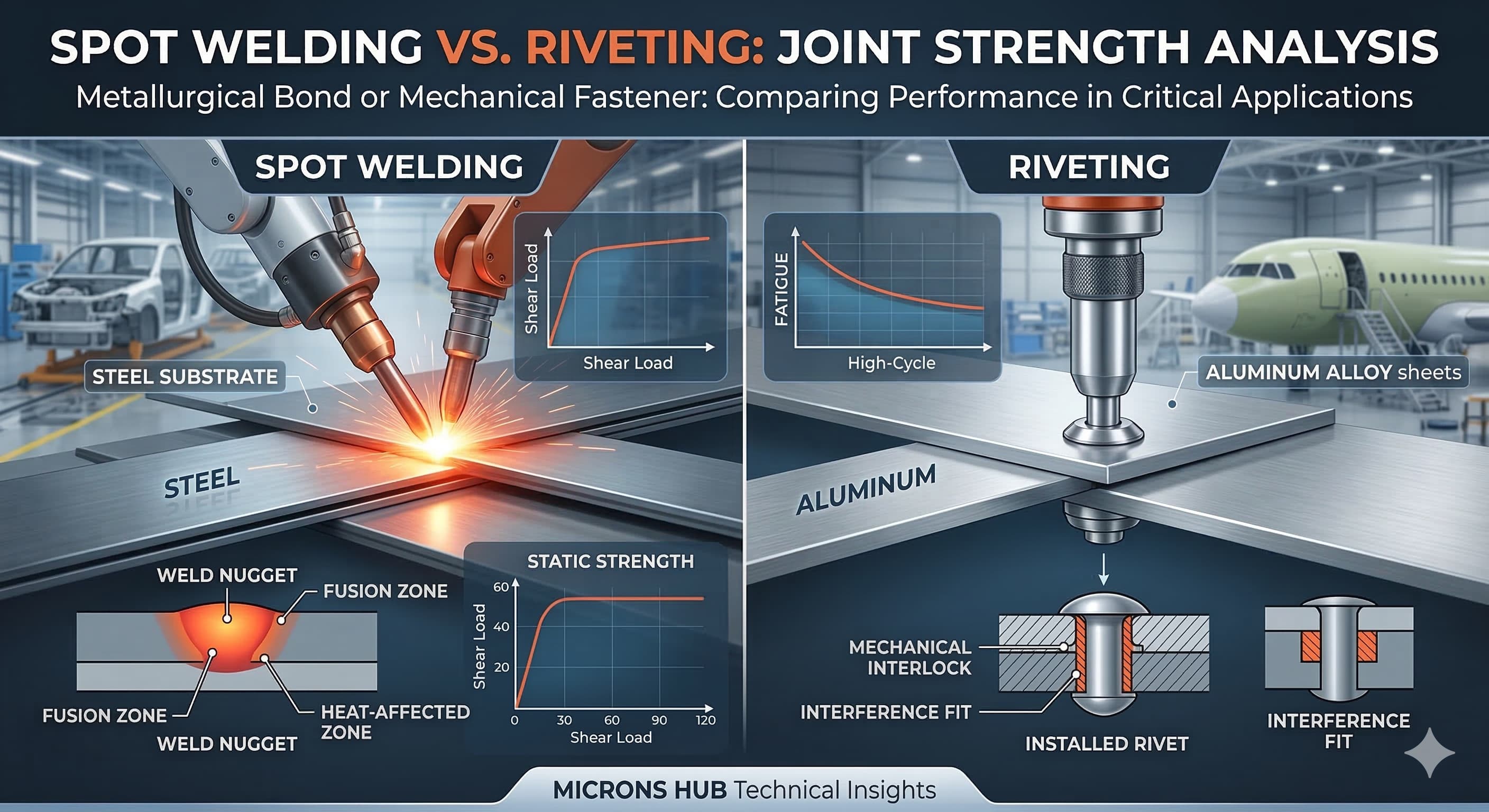
- Bodové svary obvykle dosahují 80-95 % pevnosti základního materiálu ve smykovém zatížení, zatímco nýty dosahují 60-75 % v závislosti na kvalitě instalace
- Poměr tloušťky materiálu nad 3:1 upřednostňuje nýtování před bodovým svařováním pro zajištění konzistentní integrity spoje
- Únavová životnost se dramaticky liší: bodové svary vynikají v aplikacích s nízkým počtem cyklů, zatímco nýty lépe zvládají zatížení s vysokým počtem cyklů
- Analýza nákladů musí zahrnovat investice do zařízení, dobu cyklu a požadavky na kontrolu kvality nad rámec jednoduchých výpočtů na spoj
Základní mechanismy pevnosti
Bodové svařování vytváří metalurgické vazby prostřednictvím lokalizovaného tavení, čímž vznikají hrudky s pevnostními vlastnostmi přímo souvisejícími se složením základního materiálu. Průměr svarové hrudky se obvykle pohybuje od 4√t do 6√t milimetrů, kde t představuje tloušťku plechu v mm. Tento vztah zajišťuje adekvátní rozložení zatížení přes rozhraní spoje.
Nýtované spoje se spoléhají na mechanické upevnění prostřednictvím deformace otvoru a přesahu. Dřík nýtu přenáší zatížení prostřednictvím ložiskového kontaktu s stěnami otvoru, zatímco vytvořené hlavy zajišťují upínací sílu. Kritické parametry zahrnují poměr průměru otvoru k průměru nýtu (obvykle 1,02-1,06 pro přesahy) a vzdálenosti od okraje (minimálně 2,0násobek průměru nýtu pro adekvátní pevnost v ložisku).
Mechanismus přenosu zatížení se mezi procesy zásadně liší. Bodové svary rozkládají napětí po celém průřezu hrudky, čímž vytvářejí relativně homogenní pole napětí. Nýty koncentrují napětí na ložiskových plochách a generují složité rozložení napětí, včetně ložiskových, smykových a tahových složek současně.
Pevnostní vlastnosti specifické pro materiál
Aplikace s ocelí prokazují výhody bodového svařování v homogenních sestavách. Nízkouhlíkové oceli (AISI 1008-1010) dosahují pevnosti hrudky 380-420 MPa při správně provedených svarech, ve srovnání s 270-310 MPa pro ekvivalentní základní materiály. Vysokopevnostní oceli (HSLA 350/450) si zachovávají 85-90 % vlastností základního materiálu v zóně hrudky při použití vhodných parametrů svařování.
Sestavy z hliníkových slitin představují odlišné úvahy. Bodové svary z Al 6061-T6 obvykle dosahují meze pevnosti 140-160 MPa, což představuje 65-75 % vlastností základního materiálu v důsledku změkčení tepelně ovlivněné zóny. Nýtované hliníkové spoje s použitím nýtů 2117-T4 dosahují ve smyku 180-220 MPa, což často překračuje výkon bodového svařování v aplikacích s tenkým materiálem.
| Systém materiálu | Pevnost bodového svaru (MPa) | Pevnost nýtového spoje (MPa) | Účinnost pevnosti (%) |
|---|---|---|---|
| Nízkouhlíková ocel (1,2 mm) | 420 | 310 | Svar: 95 %, Nýt: 70 % |
| HSLA 350 (1,5 mm) | 380 | 340 | Svar: 85 %, Nýt: 75 % |
| Al 6061-T6 (1,0 mm) | 155 | 200 | Svar: 70 %, Nýt: 85 % |
| Nerezová ocel 304 (0,8 mm) | 290 | 280 | Svar: 75 %, Nýt: 72 % |
Kombinace různých materiálů upřednostňují nýtování kvůli galvanické kompatibilitě a eliminaci tvorby intermetalických sloučenin. Ocelovo-hliníkové sestavy vyžadují izolační bariéry v nýtovaných spojích, ale zůstávají neproveditelné pro bodové svařování bez specializovaných technik, jako je svařování bodovým třením.
Analýza podmínek zatížení
Smykové zatížení představuje primární konstrukční případ pro oba typy spojů. Bodové svary vykazují lineárně elastické chování až do náhlého selhání při mezním zatížení, obvykle bez viditelného varování deformace. Špičkové smykové pevnosti se pohybují od 3-12 kN na bod v závislosti na kombinaci materiálu a tloušťky. Způsoby selhání zahrnují vytržení hrudky (žádoucí), selhání rozhraní (vada svařování) nebo trhání tepelně ovlivněné zóny (nadměrný tepelný příkon).
Nýtované spoje vykazují předvídatelnější progresi selhání prostřednictvím deformace ložiska před konečným selháním. Smykové pevnosti se obvykle pohybují od 2-8 kN na nýt, s možností postupného přerozdělení zatížení ve vzorcích s více nýty. Tato charakteristika poskytuje inherentní bezpečnostní faktory ve strukturálních aplikacích, kde je prospěšné postupné varování před selháním.
Odlupovací zatížení vážně ohrožuje oba typy spojů, ale ovlivňuje je odlišně. Bodové svary koncentrují napětí na okrajích hrudky, čímž vytvářejí faktory zesílení napětí 3-5krát nominální zatížení. Konstrukční směrnice omezují odlupovací napětí na 10-15 % smykové kapacity. Nýtované spoje zvládají odlupovací zatížení prostřednictvím kontaktní plochy hlavy, obvykle udrží 25-35 % smykové pevnosti v kombinovaných scénářích zatížení.
Pro vysoce přesné výsledky si vyžádejte vlastní cenovou nabídku do 24 hodin od Microns Hub.
Charakteristiky únavové životnosti
Únavové chování představuje kritický rozdíl mezi metodami spojování. Bodové svary fungují dobře v aplikacích s nízkým počtem cyklů a vysokým napětím s únavovou životností 10³-10⁵ cyklů při 50-70 % statické pevnosti. Hladký přechod napětí přes hranice hrudky minimalizuje místa iniciace trhlin při správném provedení.
Nýtované spoje vynikají v aplikacích s vysokým počtem cyklů, udrží 10⁶-10⁷ cyklů při 30-45 % statické pevnosti. Mechanický spoj umožňuje mikropohyb, který uvolňuje špičková napětí, zatímco zpevnění za studena během instalace zlepšuje odolnost proti únavě. Nicméně, třecí koroze na rozhraních může snížit výkon v korozivním prostředí.
Faktory koncentrace napětí významně ovlivňují únavovou životnost. Bodové svary dosahují faktorů 1,5-2,5 v dobře provedených spojích, zatímco nýtované sestavy se pohybují od 2,0-4,0 v závislosti na kvalitě přípravy otvoru a postupech instalace. Ostré ohyby a geometrické přechody v blízkosti spojů dále zvyšují koncentrace napětí a musí být zohledněny v únavové analýze.
Úvahy o tloušťce a geometrii
Poměr tloušťky materiálu kriticky ovlivňuje výběr spoje. Bodové svařování funguje optimálně s poměrem tloušťky pod 3:1, přičemž se udržuje konzistentní tvorba hrudky a rozložení tepla. Nad tímto poměrem preferenční ohřev tenčích částí vytváří neúplné tavení nebo podmínky propálení.
Nýtování efektivně pojme poměry tloušťky až 5:1 pomocí výběru délky úchopu a řízených procesů tváření. Standardní délky nýtů sledují geometrické progrese (6, 8, 10, 12, 16, 20, 25, 32 mm), aby vyhovovaly různým požadavkům sestavy.
Požadavky na přístup se podstatně liší. Bodové svařování vyžaduje přístup elektrody z obou stran ve většině aplikací, což vyžaduje 40-60 mm volného prostoru pro standardní vybavení. Existují jednostranné techniky, ale snižují pevnost o 20-30 % ve srovnání s konvenčními přístupy.
Nýtování nabízí možnosti jednostranné instalace pomocí trhacích nýtů, ačkoli plné nýty poskytují vynikající pevnost, když jsou přístupné obě strany. Pevnosti trhacích nýtů obvykle dosahují 70-80 % výkonu ekvivalentních plných nýtů kvůli odtržení trnu a snížené ložiskové ploše.
| Kombinace tloušťky | Vhodnost bodového svařování | Vhodnost nýtování | Porovnání pevnosti |
|---|---|---|---|
| 1,0 mm + 1,0 mm | Výborná | Dobrá | Svar o 15 % pevnější |
| 1,5 mm + 1,5 mm | Výborná | Výborná | Srovnatelné |
| 0,8 mm + 2,5 mm | Špatná | Dobrá | Nýt o 25 % pevnější |
| 2,0 mm + 6,0 mm | Nedoporučeno | Výborná | Pouze možnost nýtování |
Při objednávání od Microns Hub těžíte z přímých vztahů s výrobci, které zajišťují vynikající kontrolu kvality a konkurenceschopné ceny ve srovnání s platformami tržiště. Naše technická odbornost v procesech svařování i nýtování znamená, že každý spoj obdrží pozornost věnovanou detailům, která je vyžadována pro optimální výkon ve vaší konkrétní aplikaci.
Metody kontroly kvality a inspekce
Nedestruktivní testovací přístupy se mezi metodami spojování výrazně liší. Inspekce bodových svarů se spoléhá na ultrazvukové testování, vizuální kontrolu vzorů vtisků a periodické destruktivní testování podle norem AWS D8.1. Ověření průměru hrudky vyžaduje specializované vybavení s požadavky na přesnost ±0,1 mm.
Inspekce nýtovaných spojů využívá vizuální kontrolu (95 % posouzení kvality), ověření měřidlem otvoru a měření výšky zarovnání/vyčnívání. Standardní inspekční nástroje zahrnují kalibry "projde/neprojde", hloubkové mikrometry a přístroje pro profil povrchu. Kritéria odmítnutí se obvykle zaměřují na vady instalace: neúplné vytvoření hlavy, nakloněné nýty nebo nadměrná deformace otvoru.
Možnosti monitorování procesu se podstatně liší. Moderní systémy bodového svařování poskytují zpětnou vazbu v reálném čase o proudu, napětí a odporu, což umožňuje statistickou kontrolu procesu. Adaptivní řídicí systémy automaticky upravují parametry na základě naměřených podmínek, čímž udržují konzistentní kvalitu v průběhu výrobních sérií.
Nýtovací operace se spoléhají primárně na kontrolu točivého momentu (pneumatické instalace) nebo monitorování posunutí (hydraulické systémy). Procesní okna jsou širší než u bodového svařování, obvykle ±15 % pro přijatelné instalace versus ±5 % pro parametry svařování.
Rámec analýzy nákladů
Požadavky na investice do vybavení stanovují primární rozdíly v nákladech. Systémy bodového svařování se pohybují od 25 000 do 200 000 EUR v závislosti na jmenovitém výkonu, sofistikovanosti řízení a úrovni automatizace. Náklady na údržbu zahrnují výměnu elektrod (50-150 EUR za sadu), periodickou kalibraci a údržbu elektrického systému.
Náklady na nýtovací zařízení se pohybují od 3 000 do 50 000 EUR pro pneumatické systémy až po 15 000 až 150 000 EUR pro automatizované instalace. Náklady na spotřební materiál jsou přímočaré: ceny nýtů se pohybují od 0,05 do 0,30 EUR za kus v závislosti na materiálu, velikosti a požadavcích specifikace.
Analýza doby cyklu odhaluje výhody specifické pro proces. Bodové svařování dosahuje doby cyklu 0,5-2,0 sekundy s minimálními požadavky na dovednosti operátora. Automatizované systémy dosahují 600-1200 bodů za hodinu s konzistentní kvalitou. Doba nastavení je minimální, jakmile jsou elektrody správně umístěny.
Doba nýtovacího cyklu se pohybuje od 3-8 sekund na spoj, včetně polohování a instalace. Manuální operace dosahují 200-400 spojů za hodinu, zatímco automatizované systémy dosahují 800-1500 spojů za hodinu. Požadavky na nastavení zahrnují přípravu otvoru, vkládání nýtů a vyrovnání nástrojů.
| Nákladový faktor | Bodové svařování | Nýtování | Komentáře |
|---|---|---|---|
| Vybavení (€) | 25 000–200 000 | 3 000–150 000 | Svařování vyžaduje vyšší počáteční investici |
| Na spoj (€) | 0,02–0,08 | 0,05–0,35 | Zahrnuje spotřební materiál a práci |
| Doba nastavení (min) | 5–15 | 10–30 | Nýtování vyžaduje přípravu otvorů |
| Údržba (€/měsíc) | 200–800 | 50–300 | Svařovací elektrody se opotřebovávají rychleji |
Doporučení specifická pro aplikaci
Sestavy karoserií automobilů převážně využívají bodové svařování pro ocelové konstrukce, dosahují 3000-5000 bodů na vozidlo s dobou cyklu podporující vysoké výrobní rychlosti. Hliníkové prostorové rámy stále více využívají služby vstřikování plastů pro složité geometrie při zachování nýtovaných spojů pro strukturální spoje vyžadující spojování různých materiálů.
Letecké aplikace upřednostňují nýtování pro primární strukturu kvůli únavové životnosti, kontrolovatelnosti a možnostem oprav. Komerční letadla používají 2-3 miliony nýtů na drak letadla s požadavky na pevnost splňující konečné faktory zatížení FAR 25.303. Bodové svařování nachází uplatnění v sekundárních strukturách a vnitřních komponentech, kde úspora hmotnosti ospravedlňuje výběr procesu.
Výroba spotřebičů strategicky využívá oba procesy. Bodové svařování dominuje sestavám ocelových skříní s typickým rozestupem 25-40 mm mezi body. Nýtování slouží specializovaným aplikacím vyžadujícím montáž po lakování nebo servis v terénu. Naše komplexní výrobní služby podporují jak tradiční konstrukci spotřebičů, tak i vznikající lehké konstrukce.
Námořní aplikace vyžadují pečlivý výběr materiálu kvůli korozivnímu prostředí. Nýty z nerezové oceli (316L) poskytují vynikající odolnost proti korozi ve srovnání se svařovanými spoji, kde tepelně ovlivněné zóny vytvářejí galvanické články. Správná konstrukce spoje zahrnuje drenážní opatření a kompatibilní výběr materiálu podle norem ABYC.
Rozhodovací matice pro výběr procesu
Kompatibilita materiálu slouží jako primární kritérium výběru. Homogenní sestavy upřednostňují bodové svařování pro pevnost a hospodárnost. Kombinace různých materiálů vyžadují nýtování, pokud nejsou specializované svařovací procesy ekonomicky opodstatněné.
Objem výroby významně ovlivňuje ekonomiku procesu. Aplikace s vysokým objemem (>10 000 kusů ročně) ospravedlňují investice do automatizace bodového svařování. Aplikace s nízkým objemem nebo prototypy těží z nižších nákladů na nastavení a flexibility vybavení nýtování.
Požadavky na kvalitu ovlivňují výběr procesu prostřednictvím možností inspekce a předvídatelnosti způsobu selhání. Kritické aplikace vyžadující 100% inspekci upřednostňují nýtování kvůli možnostem vizuálního posouzení. Statistické metody vzorkování vyhovují bodovému svařování v kontrolovaném výrobním prostředí.
Omezení přístupnosti často určují proveditelné procesy. Požadavky na jednostranný přístup eliminují konvenční možnosti bodového svařování. Složité geometrie s omezeným prostorem mohou vyžadovat specializované nýtovací nástroje nebo alternativní metody upevnění.
Pokročilé techniky a hybridní přístupy
Výstupkové svařování rozšiřuje možnosti bodového svařování na silnější materiály a složité geometrie. Reliéfní výstupky koncentrují proudovou hustotu, což umožňuje efektivní spojování materiálů až do tloušťky 6 mm. Požadavky na řízení procesu se zvyšují v důsledku dynamiky kolapsu výstupků, ale pevnost spoje se blíží konvenčnímu výkonu bodového svaru.
Samoprůrazné nýty eliminují předem děrované otvory a zároveň vytvářejí mechanické zámky prostřednictvím řízeného průniku. Tato technologie vyhovuje vícevrstvým sestavám a potahovaným materiálům, kde je příprava otvorů problematická. Instalační síly se pohybují od 25-60 kN v závislosti na kombinaci materiálů a specifikacích nýtů.
Nýty tvářené za studena používají procesy orbitálního tváření k vytvoření konzistentní geometrie hlavy s minimálními instalačními silami. Tento přístup snižuje hladinu hluku a opotřebení zařízení při zachování pevnosti spoje ekvivalentní konvenčním metodám instalace.
Hybridní přístupy kombinují obě techniky v rámci jediné sestavy. Strukturální spoje používají nýtování pro primární cesty zatížení, zatímco bodové svařování zajišťuje připevnění panelů a těsnicí funkce. Tato strategie optimalizuje každý proces pro jeho pevnostní charakteristiky a zároveň minimalizuje celkovou složitost výroby.
Často kladené otázky
Co určuje minimální rozestup mezi bodovými svary nebo nýty?
Minimální rozestup závisí na tloušťce materiálu a geometrii spoje. Bodové svary vyžadují 10-20násobek tloušťky materiálu rozestupu od středu ke středu, aby se zabránilo zkratování proudu přes sousední hrudky. Nýty potřebují minimálně 3násobek rozestupu průměru, aby se udržela adekvátní pevnost v ložisku, obvykle 15-25 mm pro běžné velikosti.
Jak ovlivňují systémy povlakování pevnost spoje v obou procesech?
Galvanizované povlaky snižují pevnost bodového svaru o 10-15 % v důsledku odpařování zinku a kontaminace elektrod, ale poskytují dlouhodobou ochranu proti korozi. Lakované povrchy vyžadují odstranění před bodovým svařováním, ale nepředstavují žádné snížení pevnosti pro nýtované spoje při správné přípravě.
Lze bodové svary a nýty kombinovat ve stejné sestavě?
Ano, hybridní přístupy jsou běžné v automobilovém a leteckém průmyslu. Strukturální spoje používají nýty pro primární cesty zatížení, zatímco bodové svary zajišťují připevnění panelů a těsnění. Konstrukce vyžaduje pečlivou analýzu cesty zatížení, aby se zabránilo koncentracím napětí na přechodech spojů.
Jaké bezpečnostní faktory by měly být použity při výpočtech pevnosti spoje?
Statické aplikace obvykle používají bezpečnostní faktory 2,5-4,0 pro bodové svary a 3,0-5,0 pro nýty. Dynamické zatížení vyžaduje únavovou analýzu s příslušnými faktory rozptylu. Kritické aplikace mohou vyžadovat zkoušku odolnosti při 1,5násobku konstrukčního zatížení podle platných konstrukčních norem.
Jak se pevnost spoje časem zhoršuje v provozu?
Bodové svary si udržují pevnost neomezeně dlouho v suchém prostředí, ale mohou zaznamenat korozní praskání v agresivních podmínkách. Nýtované spoje se mohou uvolnit v důsledku vibrací nebo tepelného cyklování, což vyžaduje periodickou kontrolu a dotažení tam, kde je to přístupné.
Jaké normy kvality platí pro každou metodu spojování?
Bodové svařování se řídí normou AWS D8.1 pro automobilové aplikace a AWS D8.9 pro konstrukční ocel. Nýtovací normy zahrnují ASTM F467 pro specifikace spojovacích prvků a různé průmyslové normy (AISC, ASCE) pro konstrukční požadavky. Vojenské specifikace (MIL-DTL) upravují letecké aplikace.
Jak ovlivňují podmínky prostředí výběr procesu?
Provoz při vysokých teplotách (>150 °C) upřednostňuje nýtování kvůli potenciálnímu uvolnění napětí v tepelně ovlivněných zónách bodového svaru. Korozivní prostředí vyžaduje pečlivý výběr materiálu, přičemž nýtování nabízí vynikající dlouhodobý výkon, pokud jsou specifikovány kompatibilní spojovací prvky. Kryogenní aplikace těží z nýtovaných spojů díky kompatibilitě tepelné roztažnosti.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece