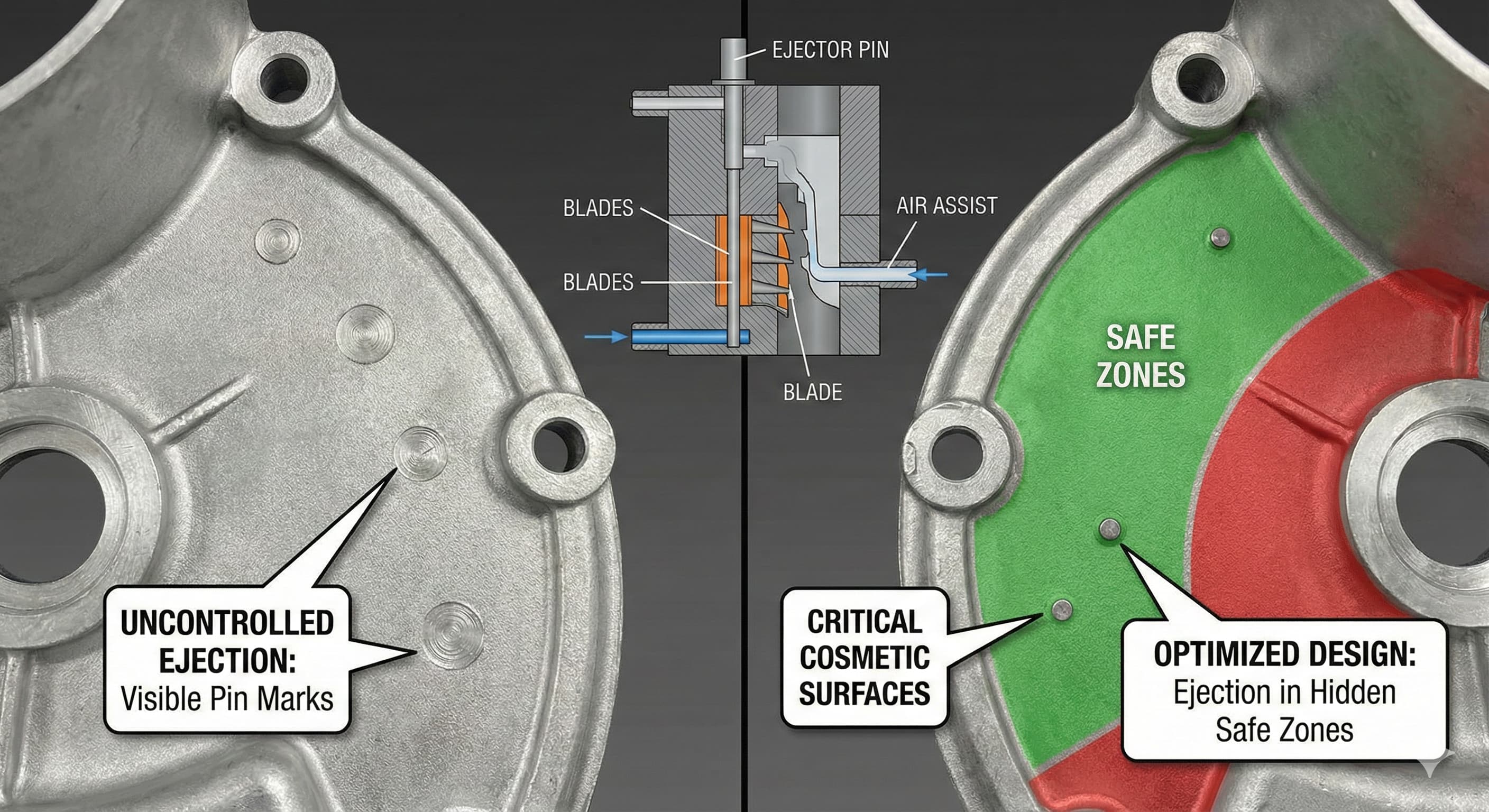
Utstötarmärken: Designa "säkra zoner" på kosmetiska gjutytor
Utstötarmärken är en av de mest ihållande kvalitetsutmaningarna inom tillverkning av gjutna delar, särskilt när komponenter har synliga kosmetiska ytor. Dessa till synes mindre ytdefekter kan förvandla en i övrigt perfekt gjutning till en kassering, vilket driver upp kostnaderna och förlänger leveranstiderna. Den strategiska placeringen av utstötarstift kräver ett systematiskt tillvägagångssätt som balanserar tillverkningseffektivitet med estetiska krav.
Förståelsen för hur utstötarmärken bildas börjar med att inse den grundläggande fysiken som är involverad. Under utstötningen skapar lokaliserade spänningskoncentrationer permanenta deformationszoner som varierar från 0,2 mm till 2,0 mm i diameter, beroende på stiftgeometri och materialegenskaper. Dessa märken framträder som cirkulära fördjupningar, upphöjda områden eller texturvariationer som blir särskilt uttalade på polerade eller anodiserade ytor.
Viktiga slutsatser
- Utstötarmärken bildar permanenta ytdefekter med en diameter på 0,2-2,0 mm genom lokaliserad spänningskoncentration under utstötning av delen
- Strategisk placering av "säkra zoner" kräver analys av delgeometri, släppningsvinklar och kosmetiska ytkrav tidigt i designfasen
- Stiftdiameter, utstötningskraft och materialhårdhet påverkar direkt märkets svårighetsgrad och synlighet på färdiga ytor
- Avancerade tekniker inklusive bladutstötning, strippplattor och luftassisterade system kan minimera eller eliminera synlig märkning
Förståelse för hur utstötarmärken bildas
Bildandet av utstötarmärken sker genom en komplex interaktion av mekaniska krafter, materialegenskaper och termiska förhållanden. När utstötarstiften kommer i kontakt med den gjutna delen skapar de lokaliserade spänningsfält som överskrider materialets elastiska gräns, vilket resulterar i permanent plastisk deformation.
Materialhårdheten spelar en avgörande roll för märkets svårighetsgrad. Aluminiumlegeringar som A380 (typisk hårdhet 80-100 HB) uppvisar olika märkningskarakteristika jämfört med A356-T6 (hårdhet 70-95 HB). Mjukare material uppvisar i allmänhet mer uttalad märkning, medan hårdare legeringar kan visa mindre synlig deformation men kan uppleva ytsprickor under överdrivna utstötningskrafter.
Temperatureffekter förvärrar märkningsproblemet. Delar som stöts ut vid temperaturer över 200 °C uppvisar ökad märkningskänslighet på grund av minskad sträckgräns. Omvänt visar delar som tillåts svalna under 150 °C före utstötning betydligt minskat märkningsdjup, även om denna kylperiod påverkar cykeltiden och produktiviteten.
| Materialkvalitet | Hårdhet (HB) | Typiskt märkningsdjup (mm) | Rekommenderad stiftdiameter (mm) |
|---|---|---|---|
| A380 (Gjuten) | 80-100 | 0.15-0.30 | 6-10 |
| A356-T6 | 70-95 | 0.10-0.25 | 8-12 |
| A413 | 85-105 | 0.12-0.28 | 6-10 |
| Zinklegering #3 | 95-115 | 0.08-0.20 | 5-8 |
Stiftgeometrin påverkar avsevärt märkningsmönstren. Standardcylindriska stift med 0,5-1,0 mm radiekanter skapar cirkulära intryck, medan stift med större radiekanter (2-3 mm) fördelar krafterna över större ytor, vilket minskar märkets svårighetsgrad. Stift med större radie kräver dock ökade utstötningskrafter och kan orsaka deldeformation i tunnväggiga sektioner.
Designprinciper för säkra zoner
Effektiv design av säkra zoner börjar med omfattande ytanalys under den inledande designfasen. Kosmetiska ytor kräver klassificering i tre kategorier: Klass A (synlig och kritisk), Klass B (synlig men icke-kritisk) och Klass C (dold eller icke-synlig). Detta klassificeringssystem styr strategin för placering av utstötarstift och acceptabla märkningstoleranser.
Optimering av släppningsvinkeln påverkar direkt tillgängligheten av säkra zoner. Ytor med tillräckliga släppningsvinklar (vanligtvis 1-3 grader för aluminiumgjutning) ger naturlig utstötningshjälp, vilket minskar de erforderliga stiftkrafterna och utökar potentiella säkra zonplaceringar. Otillräckliga släppningsvinklar tvingar designers att placera stift på kosmetiska ytor eller riskera delskador under utstötning.
Geometrisk analys avslöjar optimala säkra zonegenskaper. Plana ytor vinkelräta mot utstötningsriktningen ger idealiska möjligheter till stiftplacering, eftersom krafterna fördelas jämnt utan att skapa spänningskoncentrationer. Krökta ytor kräver noggrann analys av lokal geometri, där konkava områden i allmänhet föredras framför konvexa ytor för stiftplacering.
När du arbetar med sandgjutningsapplikationer för stora komponenter, blir planeringen av säkra zoner ännu mer kritisk på grund av de större ytorna och den ökade synligheten av defekter.
Dimensionering av utstötarstift och kraftberäkningar
Korrekt dimensionering av utstötarstift kräver beräkning av den minsta stiftdiametern som behövs för att förhindra bucklig samtidigt som kontakttrycket på delytorna minimeras. Den kritiska bucklingsbelastningen för utstötarstift följer Eulers formel, modifierad för tillverkningsförhållanden:
P_kritisk = (π² × E × I) / (K × L²)
Där E representerar stiftmaterialets elasticitetsmodul (vanligtvis 200 GPa för verktygsstål), I är lika med yttröghetsmomentet, K är den effektiva längdfaktorn (2,0 för fast-fri-förhållanden) och L representerar den ostödda stiftlängden.
Kontakttrycksberäkningar bestämmer märkningspotentialen. Tryck P = F/A, där F representerar utstötningskraften och A är lika med stiftens kontaktyta. Att hålla kontakttrycket under 50 MPa för aluminiumlegeringar förhindrar i allmänhet synlig märkning på kosmetiska ytor.
| Stiftdiameter (mm) | Maximalt ostött längd (mm) | Kontakttryck vid 500N (MPa) | Rekommenderad applikation |
|---|---|---|---|
| 4 | 80 | 39.8 | Lätt användning, kosmetiska ytor |
| 6 | 120 | 17.7 | Standardapplikationer |
| 8 | 160 | 9.9 | Tung användning, minimal märkning |
| 10 | 200 | 6.4 | Stora delar, distribuerade laster |
Strategier för kraftfördelning inkluderar att använda flera mindre stift snarare än färre stora stift. Detta tillvägagångssätt sprider utstötningsbelastningarna över bredare områden samtidigt som de individuella stiftkrafterna hålls inom acceptabla gränser. Till exempel ger fyra 6 mm stift motsvarande kontaktyta som ett 12 mm stift samtidigt som de erbjuder större placeringsflexibilitet.
Avancerade utstötningstekniker
Bladutstötningssystem erbjuder överlägsna lösningar för delar med omfattande kosmetiska ytor. Dessa system använder tunna, platta utstötar element (vanligtvis 1-2 mm tjocka) som kommer i kontakt med delar längs linjära kanter snarare än cirkulära punkter. Bladutstötare fördelar krafterna över större ytor, vilket minskar kontakttrycket med 60-80 % jämfört med konventionella stift.
Strippplattans utstötning ger den ultimata lösningen för att eliminera utstötarmärken på kosmetiska ytor. Strippplattan kommer i kontakt med hela delens omkrets samtidigt, vilket skapar enhetliga utstötningskrafter utan lokaliserade spänningskoncentrationer. Detta system kräver dock exakt bearbetning och ökar komplexiteten i formdesignen.
Luftassisterad utstötning kombinerar mekaniska stift med trycksatt luftinjektion. Lufttryck (vanligtvis 0,3-0,8 MPa) kompletterar mekaniska utstötningskrafter, vilket möjliggör mindre stift eller reducerade stiftkrafter. Denna teknik visar sig vara särskilt effektiv för tunnväggiga gjutgods där konventionell utstötning kan orsaka deformation.
För högprecisionsresultat,Skicka in ditt projekt för en 24-timmars offert från Microns Hub.
Sekventiell utstötningstiming optimerar kraftapplikationen under hela utstötningscykeln. Inledande kontakt med låg kraft etablerar delstabilitet, följt av progressiva kraftökningar när delen separeras från formytorna. Detta tillvägagångssätt minskar maximala kontakttryck samtidigt som tillförlitlig utstötningsprestanda bibehålls.
Ytbehandlingsöverväganden
Ytbehandlingar efter gjutning påverkar avsevärt synligheten och acceptansen av utstötarmärken. Anodiseringsprocesser, särskilt typ II svavelsyraanodisering, tenderar att framhäva ytjämnheter inklusive utstötarstiftsmärken. Det anodiska oxidskiktet bildas annorlunda över deformerade områden, vilket skapar synliga färgvariationer även när dimensionsskillnaderna förblir minimala.
Pulverlackeringsapplikationer ger utmärkt döljande av utstötarmärken på grund av beläggningens förmåga att fylla mindre ytfördjupningar. Filmtjocklekar på 60-120 mikrometer maskerar effektivt stiftmärken upp till 0,2 mm djup samtidigt som de ger ett hållbart ytskydd.
Mekaniska ytbehandlingar som kulpening eller trumling kan minska synligheten av utstötarmärken genom kontrollerad ytexturering. Dessa processer skapar enhetlig ytråhet som kamouflerar lokaliserade deformationsmönster. Dimensionsförändringar från materialborttagning måste dock beaktas i deldesignen.
| Ytbehandling | Minskning av märkningssynlighet (%) | Typisk kostnadspåverkan (€/del) | Bearbetningstid (timmar) |
|---|---|---|---|
| Gjuten | 0 | 0 | 0 |
| Kulpening | 70-85 | 2-5 | 0.5-1.0 |
| Pulverlackering | 85-95 | 5-12 | 2-4 |
| Anodisering Typ II | -20 till +10 | 8-15 | 3-6 |
| Kemisk etsning | 60-80 | 3-8 | 1-2 |
Kemisk etsning ger ett annat tillvägagångssätt för märkesminimering. Kontrollerad syraetsning tar bort 0,05-0,15 mm ytmaterial, vilket effektivt eliminerar grunda stiftmärken samtidigt som det skapar enhetlig ytstruktur. Denna process kräver exakt maskering för att skydda kritiska dimensioner och gängade funktioner.
Optimering av formdesign
Optimering av formdesign börjar med omfattande utstötningsanalys under den inledande designfasen. Moderna CAD-system möjliggör finita elementanalys av utstötningsspänningar, vilket gör att designers kan förutsäga stiftmärkesplatser och svårighetsgrad innan formkonstruktionen börjar.
Algoritmer för placering av utstötarstift beaktar flera faktorer samtidigt: delgeometri, släppningsvinklar, ytklassificering, strukturell integritet och tillverkningsbegränsningar. Optimeringsprogramvara rankar potentiella stiftplatser baserat på viktade kriterier, vilket säkerställer att kosmetiska ytor får lämpligt skydd.
Vid integrering med precisions-CNC-bearbetningstjänster för sekundära operationer måste utstötarstiftsplatser beakta efterföljande bearbetningskrav och fixturbehov.
Progressiva utstötningssystem sekvenserar stiftaktivering för att minimera toppkrafter. Inledande stift ingriper icke-kosmetiska ytor, vilket ger delstabilitet innan kosmetiska ytstift aktiveras. Detta tillvägagångssätt minskar märkningskrafterna samtidigt som utstötningstillförlitligheten bibehålls.
Värmehantering inom formsystem påverkar utstötningskraven. Optimerade kylkanaler upprätthåller enhetliga formtemperaturer, vilket minskar delvidhäftning och utstötningskrafter. Temperaturdifferenser över 30 °C mellan formsektioner kan fördubbla de erforderliga utstötningskrafterna.
Kvalitetskontroll och inspektion
Kvalitetskontrollprotokoll för utstötarmärken kräver standardiserade inspektionsprocedurer och godkännandekriterier. Visuella inspektionsstandarder klassificerar vanligtvis märken efter diameter, djup och plats i förhållande till kosmetiska ytor.
Dimensionsmätning av stiftmärken använder kontakt- och kontaktlösa metoder. Stylusprofilometri ger exakta djupmätningar med 0,01 mm upplösning, medan optiska skanningssystem fångar komplett märkesgeometri inklusive diameter och kantkarakteristika.
Statistisk processkontroll spårar trender för utstötarmärken över produktionskörningar. Kontrollscheman övervakar märkesdjup, frekvens och platsmönster, vilket möjliggör tidig upptäckt av formslitage eller processparameterdrift.
| Inspektionsmetod | Upplösning (mm) | Inspektionstid (sekunder) | Utrustningskostnad (€) |
|---|---|---|---|
| Visuell inspektion | 0.1 | 30-60 | 100-500 |
| Stylusprofilometri | 0.001 | 120-300 | 15,000-50,000 |
| Optisk skanning | 0.005 | 60-180 | 25,000-100,000 |
| Koordinatmätmaskin | 0.001 | 180-600 | 80,000-300,000 |
Utveckling av godkännandekriterier kräver samarbete mellan design-, tillverknings- och kvalitetsteam. Kriterierna måste balansera kosmetiska krav med tillverkningsmässig genomförbarhet, med hänsyn till faktorer som delkostnad, produktionsvolym och slutanvändningsapplikation.
Kostnadseffektanalys
Begränsning av utstötarmärken har betydande kostnadskonsekvenser över flera tillverkningsfaser. Designändringar för att eliminera kosmetisk ytutstötning kan öka formkomplexiteten med 15-30 %, vilket direkt påverkar verktygskostnaderna.
Alternativa utstötningssystem som strippplattor eller bladutstötare lägger vanligtvis till 5 000-25 000 € till formkostnaderna beroende på delkomplexitet och formstorlek. Dessa investeringar visar sig dock ofta vara ekonomiska för högvolymsproduktion där delkasseringskostnaderna överstiger verktygspremierna.
Sekundära operationer för att ta bort eller maskera utstötarmärken varierar från 1-15 € per del beroende på behandlingstyp och delstorlek. Manuella poleringsoperationer för märkesborttagning kan kosta 8-20 € per del samtidigt som de lägger till 30-90 minuter till bearbetningstiden.
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplattformar. Vår tekniska expertis inom placering av utstötarstift och optimering av formdesign innebär att varje gjutprojekt får den uppmärksamhet på detaljer som krävs för kosmetiska ytkrav.
Skrot- och omarbetningskostnader från kasserade delar på grund av utstötarmärken varierar vanligtvis från 50-500 € per del beroende på materialkostnader, bearbetningskomplexitet och leveransbrådska. Dessa kostnader överstiger ofta investeringar i optimering av utstötningssystem inom de första tusentals producerade delarna.
Integration med tillverkningstjänster
Framgångsrik hantering av utstötarmärken kräver integration över flera tillverkningsprocesser. När komponenter kräver operationer efter gjutning genom våra tillverkningstjänster, måste utstötarstiftsplatser samordnas med fixtur- och bearbetningskrav.
Sekundära bearbetningsoperationer kan eliminera utstötarmärken genom strategisk materialborttagning. Detta tillvägagångssätt kräver dock noggrann samordning mellan gjutnings- och bearbetningsteam för att säkerställa tillräckliga lagerutrymmen och dimensionskontroll.
Monteringsöverväganden påverkar utstötarstiftsplaceringen när märken uppstår på ytor som gränsar till andra komponenter. Packningstätningsytor, lagermonteringsområden och gängade funktioner kräver särskild uppmärksamhet för att förhindra funktionella problem från utstötarmärkning.
Värmebehandlingsprocesser, särskilt T6-härdning för strukturella aluminiumdelar, kan påverka synligheten av utstötarmärken genom mikrostrukturella förändringar och spänningsavlastningsmönster.
Vanliga frågor
Vad gör att utstötarmärken ser mörkare ut efter anodisering?
Utstötarmärken ser mörkare ut efter anodisering eftersom den lokaliserade plastiska deformationen skapar olika kristallstrukturer i aluminiumet. Dessa deformerade områden har förändrad ytenergi och porositet, vilket gör att det anodiska oxidskiktet bildas med olika tjocklek och densitet. Resultatet är synlig färgvariation även när dimensionsskillnaderna är minimala.
Hur beräknar jag den minsta utstötarstiftdiametern för att förhindra bucklig?
Använd Eulers bucklingformel: P_kritisk = (π² × E × I) / (K × L²). För verktygsstålstift (E = 200 GPa), beräkna yttröghetsmomentet I = πd⁴/64, använd K = 2,0 för fast-fri-förhållanden och L som ostödd längd. Se till att din erforderliga utstötningskraft ligger under 70 % av den beräknade kritiska belastningen för säkerhetsmarginal.
Kan utstötarmärken elimineras helt från synliga ytor?
Ja, genom korrekta designtekniker inklusive strippplattans utstötning, bladutstötare eller strategisk stiftplacering i icke-synliga områden. Strippplattor eliminerar punktkontakt helt, medan bladutstötare fördelar krafterna linjärt. Alternativa tillvägagångssätt inkluderar luftassisterad utstötning eller att designa delningslinjer för att placera alla stift på dolda ytor.
Vad är det maximala acceptabla utstötarstiftsmärkesdjupet för kosmetiska ytor?
För kosmetiska ytor i klass A bör märken inte överstiga 0,05 mm djup med diametrar under 2,0 mm. Ytor i klass B kan acceptera märken upp till 0,15 mm djup. Dessa gränser gäller för delar med naturlig aluminiumfinish; pulverlackerade delar kan acceptera djupare märken (upp till 0,20 mm) på grund av beläggningens utfyllnadseffekter.
Hur påverkar deltemperaturen under utstötning stiftmärkets svårighetsgrad?
Högre utstötningstemperaturer ökar märkets svårighetsgrad på grund av minskad materialsträckgräns. Delar som stöts ut över 200 °C visar 40-60 % djupare märken än de som kyls till 150 °C. Kyltiden påverkar dock cykeleffektiviteten. Optimal utstötningstemperatur balanserar märkets svårighetsgrad mot produktivitetskrav, vanligtvis 160-180 °C för aluminiumgjutning.
Vilket utstötarstiftsmaterial ger den bästa ytfinishen på aluminiumgjutgods?
Härdade verktygsstålstift (58-62 HRC) med polerade ytor ger optimala resultat. H13 verktygsstål erbjuder utmärkt slitstyrka och termisk stabilitet. Stiftytor ska poleras till Ra 0,2 μm eller bättre och behandlas med TiN-beläggning för förlängd livslängd. Undvik mjukare stiftmaterial som kan kärva eller deformeras under drift.
Hur eftermonterar jag befintliga formar för att minska utstötarmärkning?
Eftermonteringsalternativ inkluderar att öka stiftdiametern (om utrymme tillåter), lägga till fler stift för att fördela belastningar, konvertera till bladutstötare i kritiska områden eller implementera luftassisterade system. Varje tillvägagångssätt kräver noggrann analys av befintlig formgeometri och strukturella begränsningar. Komplett strippplattekonvertering kräver vanligtvis omfattande formmodifiering och kanske inte är kostnadseffektivt för befintliga verktyg.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece