Uppnå ±0.005mm: En designers guide till bearbetning med snäva toleranser
Att uppnå ±0.005mm toleranser representerar skärningspunkten mellan ingenjörsmässig precision och tillverkningsexcellens – där även mikroskopiska avvikelser kan innebära skillnaden mellan funktionell framgång och kostsamma misslyckanden. På Microns Hub har vi förfinat dessa processer genom tusentals högprecisionskomponenter inom flyg-, medicin- och fordonsapplikationer.
Viktiga slutsatser
- Temperaturkontroll inom ±1°C är avgörande för att upprätthålla ±0.005mm toleranser under bearbetningsoperationer
- Materialval påverkar direkt uppnåeligheten – Al 6061-T6 erbjuder överlägsen dimensionsstabilitet jämfört med lättbearbetade alternativ
- Verktygsdeflektion blir den primära begränsande faktorn vid toleranser snävare än ±0.01mm, vilket kräver specialiserade fixturstrategier
- Mätprotokoll efter processen måste ta hänsyn till termiska expansionskoefficienter och mätosäkerhetsbudgetar
Förstå fysiken bakom bearbetning med snäva toleranser
Att uppnå ±0.005mm toleranser kräver en grundläggande förståelse för de fysiska krafterna som är i spel under materialborttagning. Termiska expansionskoefficienter blir kritiska – aluminium expanderar 23.6 × 10⁻⁶ m/m°C, vilket innebär att en 10°C temperaturvariation i en 100mm del skapar en 0.0236mm dimensionsförändring, nästan fem gånger vår måltolerans.
Verktygsdeflektion följer grundläggande balkteori, där deflektion är lika med kraft gånger längd i kubik, dividerat med tre gånger elasticitetsmodulen och tröghetsmomentet (δ = FL³/3EI). För en 25mm hårdmetallfräs under 200N skärkraft når deflektionen cirka 0.003mm – redan 60% av vår toleransbudget innan andra felkällor beaktas.
Spindelns termiska tillväxt representerar en annan kritisk faktor. Moderna spindlar kan växa 0.01-0.02mm under den första timmen av drift när lagertemperaturerna stabiliseras. Denna tillväxthastighet kräver termiska förkonditioneringsprotokoll och temperaturkompenserade positioneringssystem för konsekventa resultat.
Materialval för applikationer med snäva toleranser
Materialegenskaper påverkar direkt bearbetbarhet och dimensionsstabilitet vid snäva toleranser. De viktigaste egenskaperna inkluderar värmeledningsförmåga, termisk expansionskoefficient, elasticitetsmodul och mikrostrukturell homogenitet.
| Materialkvalitet | Värmeutvidgning (10⁻⁶/°C) | Värmeledningsförmåga (W/m·K) | Dimensionsstabilitet | Kostnadsfaktor |
|---|---|---|---|---|
| Al 6061-T6 | 23.6 | 167 | Utmärkt | 1.0x |
| Al 7075-T6 | 23.2 | 130 | Mycket bra | 1.8x |
| Stål 4140 | 11.2 | 42.6 | Bra | 1.2x |
| Rostfritt 316L | 16.0 | 16.3 | Acceptabel | 2.1x |
| Titan Ti-6Al-4V | 8.6 | 6.7 | Utmärkt | 8.5x |
Aluminium 6061-T6 framstår som det optimala valet för de flesta applikationer med snäva toleranser, och kombinerar utmärkt värmeledningsförmåga för värmeavledning med konsekvent mikrostruktur för dimensionsstabilitet. T6-härdningen ger enhetlig hårdhetsfördelning, vilket eliminerar interna spänningsvariationer som kan orsaka distorsion efter bearbetning.
För ståltillämpningar erbjuder 4140 överlägsen dimensionsstabilitet på grund av dess lägre termiska expansionskoefficient. Emellertid kräver kallbearbetningsegenskaper noggrann uppmärksamhet på skärparametrar för att förhindra ytlagermodifikationer som påverkar slutliga dimensioner.
Maskinverktygskrav och kapacitet
Att uppnå ±0.005mm toleranser kräver maskinverktyg med specifika prestandaegenskaper. Positioneringsnoggrannhet, repeterbarhet, termisk stabilitet och dynamisk styvhet bidrar alla till den slutliga toleransförmågan.
Moderna CNC-bearbetningscentra måste uppvisa en positioneringsnoggrannhet bättre än ±0.0025mm och repeterbarhet inom ±0.001mm för att konsekvent uppnå ±0.005mm detaljtoleranser. Detta lämnar tillräcklig marginal för verktygsslitage, termiska effekter och processvariation.
Dynamisk styvhet blir kritisk under materialborttagning. Maskinkonstruktionen måste motstå deflektion under skärkrafter samtidigt som den bibehåller exakt verktygsbaneföljning. Loopstyvhet – den kombinerade styvheten hos spindel, verktygshållare, skärverktyg och arbetsstyckesuppsättning – måste typiskt överstiga 200 N/μm för arbete med snäva toleranser.
Termiska kompensationssystem övervakar och korrigerar aktivt för termisk tillväxt i maskinkonstruktioner. Linjära encoders ger realtidspositionsåterkoppling, medan temperatursensorer i hela maskinen möjliggör prediktiv termisk modellering för dimensionskompensation.
Val av skärverktyg och geometri
Verktygsval för bearbetning med snäva toleranser prioriterar styvhet, slitstyrka och termisk stabilitet framför maximala materialborttagningshastigheter. Hårdmetallverktyg med optimerade geometrier minimerar skärkrafter samtidigt som de ger förlängd verktygslivslängdskonsistens.
Fräsdiameter påverkar direkt deflektionen – fördubbling av diametern ökar styvheten med 16 gånger (fjärde potensförhållande). Större verktyg kräver dock högre spindeleffekt och kanske inte passar de geometriska begränsningarna för detaljens funktioner.
| Verktygsdiameter (mm) | Längd-till-diameter-förhållande | Maximalt DOC (mm) | Typisk nedböjning (μm) |
|---|---|---|---|
| 6.0 | 3:1 | 0.5 | 2.1 |
| 10.0 | 3:1 | 1.0 | 0.8 |
| 16.0 | 3:1 | 2.0 | 0.2 |
| 20.0 | 3:1 | 3.0 | 0.1 |
Skärverktygsbeläggningar spelar en avgörande roll för dimensionskonsistens. TiAlN-beläggningar ger utmärkt slitstyrka och termisk stabilitet upp till 800°C, vilket bibehåller skarpa skäreggar längre för konsekvent ytfinish och dimensionsnoggrannhet.
Fixtur- och arbetsstyckesstrategier
Arbetsstyckessystem för bearbetning med snäva toleranser måste ge styvt stöd samtidigt som de minimerar inducerade spänningar som kan orsaka detaljdistortion. Fixturdesignfilosofin skiftar från maximal klämkraft till optimerad spänningsfördelning.
Hydrauliska arbetsstyckessystem erbjuder exakta, repeterbara klämkrafter med utmärkt styvhet. Typiska klämtryck på 50-70 bar ger tillräcklig hållkraft utan att överbegränsa tunnväggiga sektioner som kan böjas under överdriven kraft.
Sexpunktslokalisering enligt 3-2-1-principen säkerställer kinematisk begränsning utan att överdefiniera arbetsstyckets position. Primära referensytor kräver en minsta kontaktyta på 20mm² för stabilitet, medan sekundära och tertiära referenser behöver progressiv minskning av kontaktpunkter för att förhindra överbegränsning.
För högprecisionsresultat, Få din anpassade offert levererad inom 24 timmar från Microns Hub.
Anpassade mjuka backar bearbetade på plats ger optimalt detaljstöd samtidigt som de rymmer komplexa geometrier. Backarna är grovbearbetade, monterade på fixturen och sedan finbearbetade till slutliga dimensioner med samma uppsättning som kommer att bearbeta produktionsdelarna.
Miljökontroller och termisk hantering
Temperaturkontroll representerar den mest kritiska miljöfaktorn för bearbetning med snäva toleranser. En kontrollerad miljö upprätthåller konsekventa dimensioner genom hela bearbetningsprocessen och efterföljande mätoperationer.
Verkstads golvtemperaturkontroll inom ±1°C möjliggör förutsägbart termiskt expansionsbeteende. För kritiska applikationer ger temperaturkontroll inom ±0.5°C ytterligare marginal för dimensionsstabilitet. Detta kräver industriella HVAC-system med zonspecifik temperaturkontroll och kontinuerlig övervakning.
Skärvätsketemperaturhantering förhindrar termisk chock och upprätthåller konsekvent verktygsprestanda. Vätsketemperaturer som hålls inom ±2°C från omgivningen förhindrar termiska gradienter som kan inducera detaljdistortion. Högvolyms-, lågtryckskylmedelsleverans (200-400 L/min) ger effektiv värmeavledning utan överdrivna skärkrafter.
Maskinförkonditionering innebär att spindlar och matningsenheter körs genom representativa rörelsecykler före produktionsbearbetning. Detta stabiliserar lagertemperaturer och termiska tillväxtmönster, vilket eliminerar den dimensionsdrift som är vanlig vid kallstartsförhållanden.
Processparameteroptimering
Skärparametrar för bearbetning med snäva toleranser prioriterar dimensionsnoggrannhet och ytintegritet framför maximal produktivitet. Konservativa parametrar säkerställer konsekvent verktygsprestanda under hela förlängda verktygslivscykler.
Ythastigheter körs vanligtvis 20-30% under maximala rekommendationer för material/verktygskombinationen. För Al 6061-T6 med obelagda hårdmetallverktyg varierar optimala ythastigheter från 150-200 m/min jämfört med maximal kapacitet nära 300 m/min.
Matningshastigheter balanserar kraven på ytfinish med generering av skärkraft. Optimala matningar bibehåller kontinuerlig spånbildning samtidigt som verktygsdeflektionen minimeras. För ±0.005mm toleranser varierar matningarna vanligtvis från 0.05-0.15 mm/tand beroende på verktygsdiameter och detaljgeometri.
| Material | Skärhastighet (m/min) | Matningshastighet (mm/tand) | Axiellt DOC (mm) | Radiellt DOC (mm) |
|---|---|---|---|---|
| Al 6061-T6 | 150-200 | 0.08-0.12 | 3-5 | 0.2-0.5 |
| Stål 4140 | 80-120 | 0.05-0.10 | 2-4 | 0.1-0.3 |
| Rostfritt 316L | 60-100 | 0.05-0.08 | 1-3 | 0.1-0.2 |
| Titan Ti-6Al-4V | 40-80 | 0.03-0.06 | 1-2 | 0.05-0.15 |
Medfräsning ger överlägsen ytfinish och dimensionsnoggrannhet för arbete med snäva toleranser. Skäraktionen drar arbetsstycket in i fixturen istället för att lyfta det, vilket bibehåller konsekvent positionering under hela bearbetningscykeln.
Kvalitetskontroll och mätprotokoll
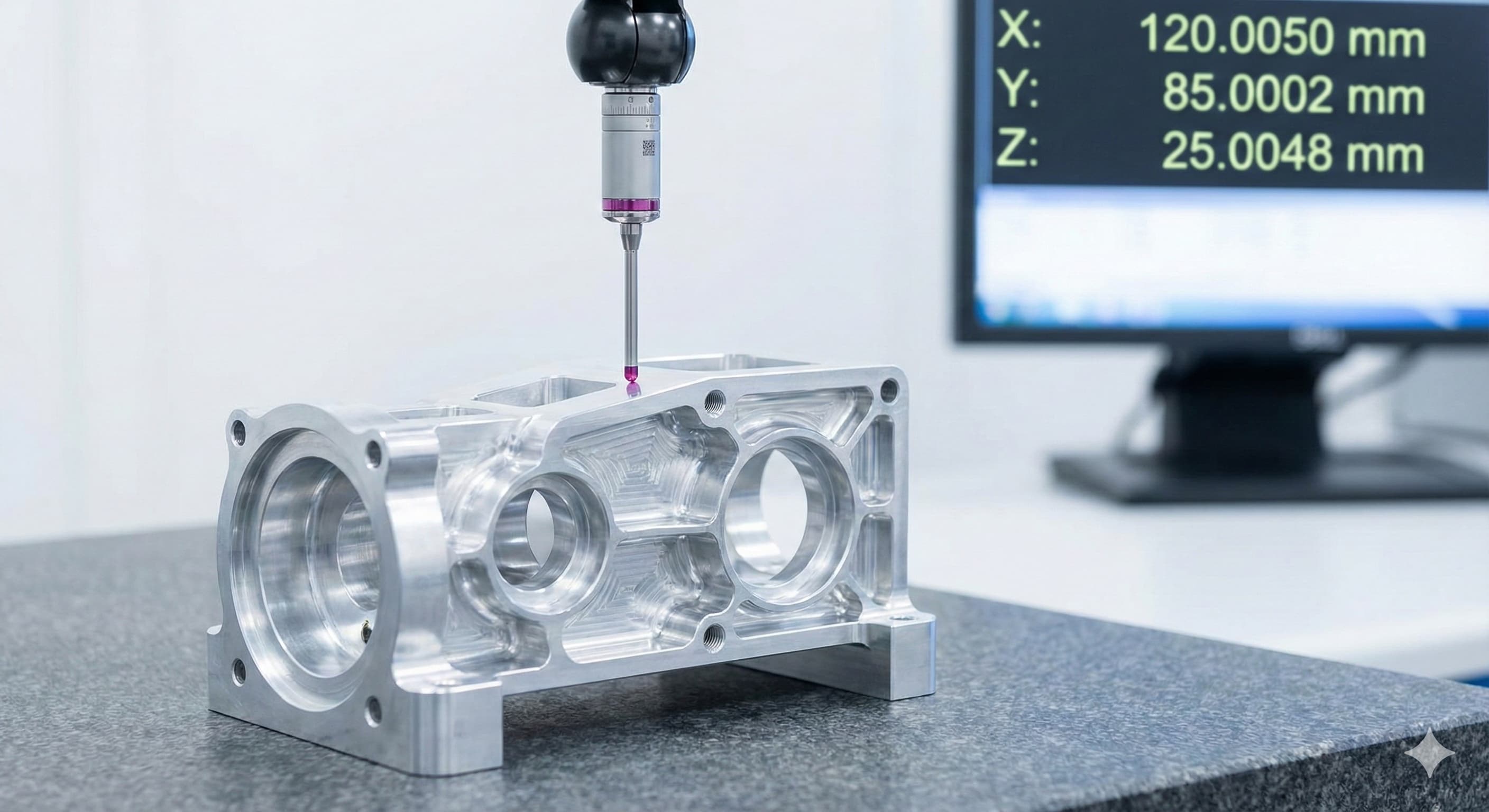
Mätstrategier för ±0.005mm toleranser kräver instrument med noggrannhet minst 10 gånger bättre än den tolerans som verifieras. Detta kräver koordinatmätmaskiner (CMM) med volymetrisk noggrannhet bättre än ±0.0005mm över mätvolymen.
Termisk blötläggning säkerställer mätnoggrannhet genom att låta delar stabiliseras vid mät rumstemperatur. Standardpraxis kräver minst 4 timmars blötläggningstider för aluminiumdelar, med 8 timmars blötläggning för stålkomponenter på grund av lägre värmeledningsförmåga.
Mätosäkerhetsbudgetar redovisar alla felkällor inklusive instrumentkalibrering, miljöeffekter, detaljuppsättning och operatörsteknik. Den kombinerade mätosäkerheten bör inte överstiga 20% av den tolerans som verifieras – maximalt ±0.001mm osäkerhet för ±0.005mm toleranser.
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplattformar. Vår tekniska expertis och personliga serviceansats innebär att varje projekt får den uppmärksamhet på detaljer det förtjänar, med omfattande dokumentation som stöder varje dimensionsverifiering.
Avancerade tekniker för extrem precision
Trådgnistning (Electrical Discharge Machining) ger dimensionskapacitet utöver konventionell bearbetning för specifika geometrier. Trådgnistning uppnår rutinmässigt ±0.002mm toleranser på komplexa konturer samtidigt som utmärkta ytfinishegenskaper bibehålls.
Fleraxlig bearbetning möjliggör fullständig detaljfabrikation i enstaka uppsättningar, vilket eliminerar staplingstoleranser från flera operationer. Femaxliga bearbetningscentra med roterande axelnoggrannhet bättre än ±2 bågsekunder möjliggör komplexa geometrier samtidigt som snäva toleranser bibehålls genomgående.
Mätsystem i process övervakar dimensioner under bearbetningsoperationer, vilket möjliggör realtidskompensation för verktygsslitage och termiska effekter. Lasermätsystem och beröringsprober ger återkoppling för adaptiva kontrollalgoritmer som bibehåller dimensioner inom specifikation.
För applikationer som kräver både precisionsbearbetning och volymproduktion, inkluderar våra omfattande tillverkningstjänster specialiserade kapaciteter för arbete med snäva toleranser tillsammans med högvolymproduktionsmetoder.
Kostnadsöverväganden och ekonomisk optimering
Bearbetning med snäva toleranser innebär betydande kostnadspremier jämfört med standardtoleransarbete. Att förstå dessa kostnadsdrivare möjliggör välgrundade designbeslut som balanserar prestandakrav med ekonomiska begränsningar.
Installationskostnaderna ökar dramatiskt för arbete med snäva toleranser på grund av specialiserade fixturer, längre installationstider och omfattande krav på första artikelinspektion. Installationskostnaderna representerar vanligtvis 40-60% av den totala jobbkostnaden för små kvantiteter, jämfört med 15-25% för standardtoleransarbete.
Bearbetningscykeltiderna ökar på grund av konservativa skärparametrar, ytterligare efterbehandlingspass och potentiella inspektioner mitt i cykeln. Förvänta dig 2-3x längre cykeltider jämfört med standardtoleransbearbetning för liknande geometrier.
| Toleransområde | Multiplikator för inställningstid | Multiplikator för cykeltid | Total kostnadspåverkan |
|---|---|---|---|
| ±0.1mm (Standard) | 1.0x | 1.0x | Baslinje |
| ±0.02mm | 1.5x | 1.8x | 2.2x |
| ±0.01mm | 2.2x | 2.8x | 3.8x |
| ±0.005mm | 3.5x | 4.2x | 6.5x |
Kvalitetskontrollkostnaderna eskalerar avsevärt på grund av specialiserad mätutrustning, förlängda inspektionstider och omfattande dokumentationskrav. Enbart CMM-inspektionskostnader kan representera 15-25% av den totala tillverkningskostnaden för delar med snäva toleranser.
Designriktlinjer för tillverkbarhet
Designoptimering för tillverkbarhet med snäva toleranser kräver förståelse för samspelet mellan geometriska krav och tillverkningsbegränsningar. Korrekta designbeslut som fattas tidigt i utvecklingsprocessen kan dramatiskt minska tillverkningskostnaderna samtidigt som kvalitetsresultaten förbättras.
Funktionstillgänglighet påverkar både toleransuppnåelighet och kostnad. Interna funktioner som kräver långa verktyg med liten diameter står inför betydande deflektionsutmaningar. Om möjligt, designa funktioner som är tillgängliga med korta, styva verktyg eller överväg flersidig bearbetning.
Hörnradiespecifikationer bör återspegla verktygskapacitet snarare än rent funktionella krav. Invändiga hörn mindre än 0.5mm radie kräver specialiserade mikroverktyg med begränsad styvhet. Standardfräshörnradier på 0.1-0.2mm ger bra kompromiss mellan funktionalitet och tillverkbarhet.
Vår expertis inom CAD-verifiering och tillverkningsanalys hjälper till att identifiera potentiella problem innan produktionen börjar, vilket sparar tid och minskar kostnaderna samtidigt som din designavsikt realiseras korrekt i de slutliga komponenterna.
Integration med andra tillverkningsprocesser
Bearbetning med snäva toleranser representerar ofta ett steg i en tillverkningssekvens med flera processer. Att förstå hur bearbetning integreras med andra processer säkerställer optimala övergripande resultat och förhindrar problem nedströms.
Värmebehandlingsoperationer kan införa dimensionsförändringar som måste beaktas i bearbetningssekvensen. Distorsioner efter värmebehandling varierar vanligtvis från 0.01-0.05mm beroende på detaljgeometri och material, vilket kräver efterbearbetningsoperationer efter termisk bearbetning.
Ytbehandlingar som anodisering lägger till 0.005-0.015mm tjocklek till aluminiumdelar, vilket kräver kompensation i dimensioner före behandling. Hårdanodisering kan lägga till upp till 0.025mm per yta, vilket avsevärt påverkar funktioner med snäva toleranser.
För applikationer som kräver plastkomponenter med metallinsatser kan våra formsprutningstjänster rymma precisionsbearbetade metallinsatser med bibehållna toleranser genom övergjutningsprocessen, vilket skapar hybridkomponenter som utnyttjar styrkorna hos båda materialen.
Vanliga frågor
Vilken maskinverktygsnoggrannhet krävs för att konsekvent uppnå ±0.005mm detaljtoleranser?
Maskinverktyg bör uppvisa en positioneringsnoggrannhet bättre än ±0.0025mm och repeterbarhet inom ±0.001mm. Detta ger tillräcklig marginal för processvariation, verktygsslitage och termiska effekter samtidigt som måltoleransen bibehålls.
Hur påverkar materialval förmågan att uppnå snäva toleranser?
Materialets termiska expansionskoefficient och mikrostrukturella homogenitet är kritiska faktorer. Al 6061-T6 erbjuder utmärkt dimensionsstabilitet på grund av enhetlig härdning och god värmeledningsförmåga, medan lättbearbetade kvaliteter kan ha mindre konsekventa egenskaper som påverkar slutliga dimensioner.
Vilka miljökontroller är nödvändiga för ±0.005mm toleransbearbetning?
Temperaturkontroll inom ±1°C är väsentlig, med ±0.5°C föredragen för kritiska applikationer. Fuktighetskontroll mellan 45-55% RH förhindrar kondensproblem, och vibrationsisolering kan krävas i anläggningar nära tunga maskiner eller transporter.
Hur påverkar verktygsdeflektionsfel kapaciteten för snäva toleranser?
Verktygsdeflektion följer förhållandet L³/D⁴, där deflektionen ökar med längdens kub och minskar med diameterns fjärde potens. En 25mm lång, 6mm diameter hårdmetallfräs kan böjas 0.003mm under typiska skärkrafter, vilket förbrukar 60% av ±0.005mm toleransbudgeten.
Vilken mätosäkerhet är acceptabel för att verifiera ±0.005mm toleranser?
Mätosäkerheten bör inte överstiga 20% av den tolerans som verifieras, vilket kräver maximalt ±0.001mm osäkerhet för ±0.005mm toleranser. Detta kräver CMM-noggrannhet bättre än ±0.0005mm och korrekt temperaturkontroll under mätning.
Hur mycket ökar installationstiderna och cykeltiderna för arbete med snäva toleranser?
Installationstiderna ökar vanligtvis 3.5x på grund av specialiserade fixturer och omfattande installationsverifiering. Cykeltiderna ökar 4.2x på grund av konservativa skärparametrar och ytterligare efterbehandlingspass, vilket resulterar i en total kostnadspåverkan på cirka 6.5x standardtoleransarbete.
Kan trådgnistning uppnå bättre toleranser än konventionell bearbetning för komplexa geometrier?
Trådgnistning uppnår rutinmässigt ±0.002mm toleranser på komplexa konturer med utmärkt ytfinish. Det är dock begränsat till genomgående hålgeometrier och har lägre materialborttagningshastigheter, vilket gör det lämpligt för specifika applikationer där konventionell bearbetning står inför geometriska begränsningar.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece