Stansning kontra laserskärning: När det är vettigt att investera i verktyg
Beslutsfattare inom tillverkningsindustrin står inför ett kritiskt val när de planerar plåtbearbetning: stansning eller laserskärning. Detta beslut påverkar allt från initiala investeringar i verktyg till långsiktiga produktionskostnader, kvalitetskonsistens och operativ flexibilitet. Komplexiteten ökar när man beaktar variationer i materialtjocklek, geometriska krav och produktionsvolymer som kan förändras dramatiskt under produktens livscykel.
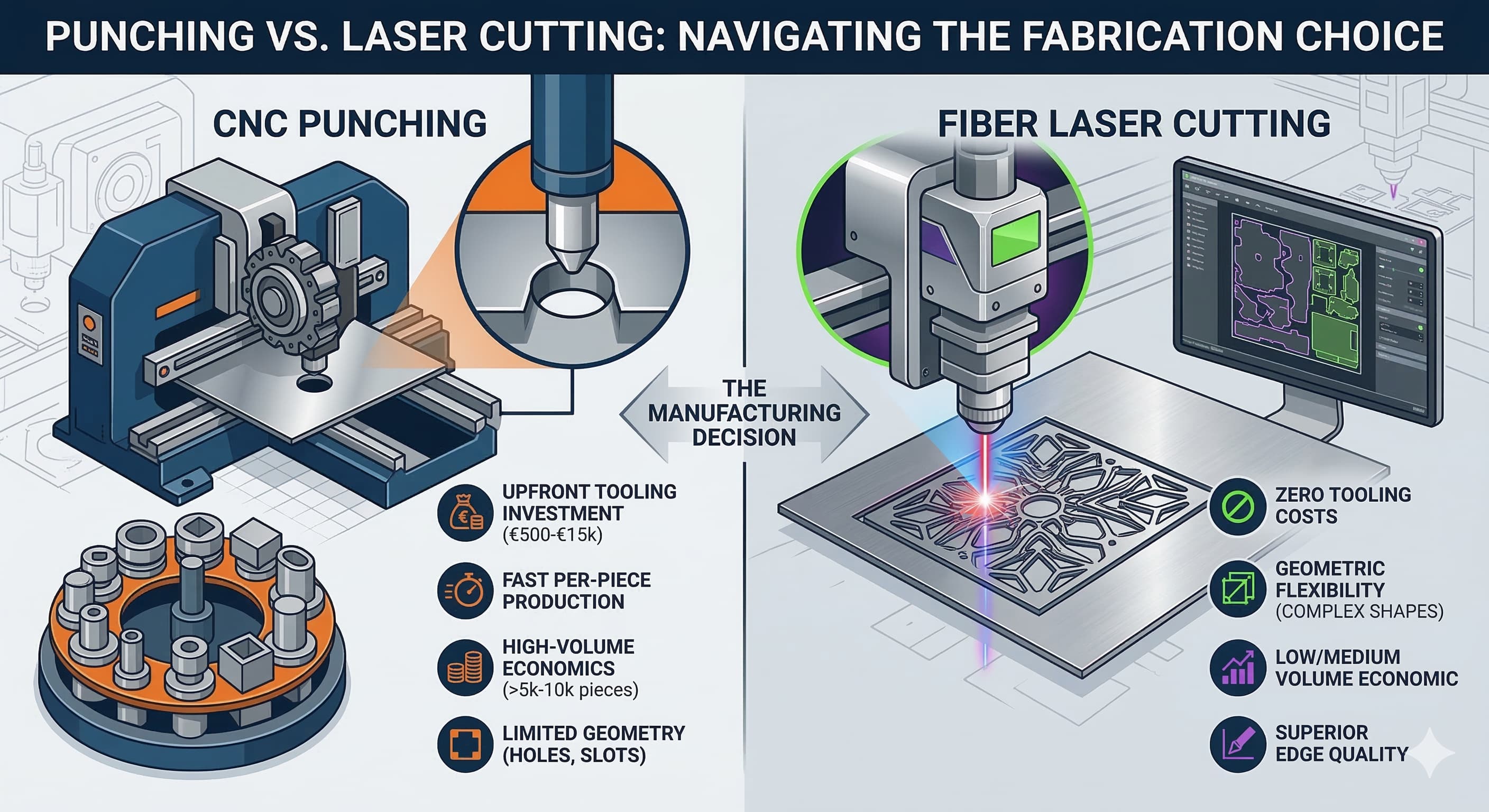
Viktiga slutsatser:
- Stansning kräver initiala investeringar i verktyg (5 000–15 000 euro per verktyg) men ger överlägsen ekonomi vid volymer över 5 000–10 000 stycken
- Laserskärning erbjuder noll verktygskostnader och geometrisk flexibilitet men medför högre kostnader per styck, från 0,50–5,00 euro beroende på material och komplexitet
- Det finns gränser för materialtjocklek: stansning är bäst upp till 6 mm stål tjocklek medan laserskärning hanterar material upp till 25 mm effektivt
- Kvalitetskraven styr processvalet – stansning ger ±0,05 mm positionsnoggrannhet medan laserskärning uppnår ±0,1 mm med överlägsen kantkvalitet
Förståelse för grunderna i stansningsprocessen
Stansning fungerar genom skjuvkraft som appliceras av precisionsverktyg, vilket skapar rena snitt genom kontrollerad materialdeformation. Processen kräver specialanpassade dynor och stansar tillverkade enligt exakta specifikationer, vanligtvis bearbetade från verktygsstål som D2 eller A2 med hårdhetsgrader på 58–62 HRC. Moderna CNC-revolverpressar uppnår en positioneringsnoggrannhet på ±0,025 mm och kan bearbeta material upp till 6,35 mm tjocklek i stål och 4 mm i rostfria stål som 316L.
Verktygets livslängd varierar avsevärt beroende på materialegenskaper och stansgeometri. Standardrunda stansar som bearbetar mjukt stål uppnår 100 000–500 000 träffar innan de kräver underhåll, medan komplexa former eller hårda material som Inconel 625 minskar verktygets livslängd till 10 000–50 000 cykler. Verktygsunderhållskostnaderna representerar vanligtvis 15–25 % av de totala driftskostnaderna för stansning.
Stansningsprocessen är utmärkt för att skapa exakta hål, spår och hack med konsekvent dimensionsnoggrannhet. För applikationer som kräver snäva toleranser för hålpositionering ger stansning överlägsna resultat jämfört med termiska skärmetoder. Processens begränsning blir dock uppenbar med komplexa geometrier som kräver kontinuerliga konturer eller intrikata interna utskärningar.
Teknisk analys av laserskärning
Fiberlaserskärningsteknik dominerar modern plåtbearbetning på grund av överlägsen strålkvalitet och energieffektivitet. Nuvarande system arbetar med effektnivåer från 1 kW till 15 kW, där 4 kW–6 kW-system representerar den optimala punkten för allmänt tillverkningsarbete. Strålkvalitetsfaktorer (M²) under 1,1 möjliggör skärhastigheter på 15–25 meter per minut i 2 mm mjukt stål samtidigt som kantkvalitetsstandarder per ISO 9013 kvalitetsgrad 2 bibehålls.
Skärkapaciteten varierar beroende på materialtyp och lasereffekt. Ett 6 kW fiberlasersystem bearbetar mjukt stål upp till 25 mm tjocklek, rostfritt stål till 20 mm och aluminiumlegeringar till 12 mm. Skärkvaliteten försämras avsevärt bortom dessa trösklar, vilket kräver sekundära operationer eller alternativa processer. Gasförbrukningen är en viktig kostnadsfaktor – kväveskärning av rostfritt stål förbrukar 10–15 kubikmeter per timme till 0,80–1,20 euro per kubikmeter.
Kantkvalitetsegenskaperna skiljer sig väsentligt från stansning. Laserskärning producerar värmepåverkade zoner (HAZ) som vanligtvis är 0,1–0,3 mm breda, beroende på materialtjocklek och skärparametrar. Detta termiska inflytande kan påverka materialegenskaperna i kritiska applikationer, särskilt i fjäderstål eller härdade material där metallurgiska förändringar påverkar prestandan.
Omfattande ramverk för kostnadsanalys
Total kostnadsutvärdering kräver analys av flera kostnadskomponenter utöver enkla beräkningar per styck. Stansning innebär betydande initiala investeringar i verktyg men ger skalfördelar vid högre volymer. Standardrunda stansar kostar 500–1 500 euro vardera, medan komplexa formningsverktyg varierar från 3 000–15 000 euro beroende på geometri och precisionskrav.
| Kostnadskomponent | Stansning | Laserskärning | Brytpunkt Volym |
|---|---|---|---|
| Verktygsinvestering | €500-€15,000 | €0 | Varierar beroende på komplexitet |
| Inställningstid | 15-45 minuter | 5-15 minuter | Ej tillgängligt |
| Bearbetningshastighet (2mm stål) | 800-1,200 slag/timme | 15-25 m/min skärning | Geometriberoende |
| Materialutnyttjande | 85-95% | 75-90% | Volymberoende |
| Sekundära Operationer | Minimal | Gradning krävs | Kvalitetsberoende |
Arbetskostnaderna påverkar processens ekonomi avsevärt. Stansningsoperationer kräver vanligtvis kvalificerad inställningspersonal men kan köras obevakad när den väl är programmerad. Laserskärning kräver kontinuerlig operatörsuppmärksamhet för materialhantering och kvalitetsövervakning. Europeiska arbetskraftskostnader på 35–55 euro per timme gör automationsöverväganden kritiska för båda processerna.
Energiförbrukningsmönstren skiljer sig väsentligt. Stansningssystem förbrukar 15–25 kW under drift men endast under faktiska formningscykler. Lasersystem upprätthåller en basförbrukning på 30–50 kW kontinuerligt, med en toppförbrukning som når 60–80 kW under skäroperationer. Med europeiska industriella elpriser på 0,12–0,18 euro per kWh blir energikostnaderna betydande faktorer i högvolymsproduktion.
Materialkompatibilitet och begränsningar
Materialvalet styr processens genomförbarhet mer än någon annan faktor. Stansning är utmärkt för duktila material som deformeras förutsägbart under skjuvkrafter. Kolstål från kvalitet S235 till S355 stansas rent upp till 6 mm tjocklek. Rostfria stål av kvalitet 304 och 316L bearbetas effektivt till 4 mm, även om arbetshärdningsegenskaperna kräver noggrann verktygsdesign och underhållsprotokoll.
Aluminiumlegeringar utgör unika utmaningar för stansningsoperationer. Mjuka kvaliteter som 1100 och 3003 tenderar att kärva på stansytorna, vilket kräver specialiserade beläggningar eller verktygsmaterial. Hårdare legeringar som 6061-T6 stansas mer förutsägbart men genererar högre verktygsslitage. Aluminiumets vidhäftande egenskaper kräver ofta mer frekvent verktygsrengöring och underhållscykler.
| Materialkvalitet | Max Stanstjocklek | Max Lasertjocklek | Föredragen Process |
|---|---|---|---|
| S235 Mjukt stål | 6.0mm | 25mm | Stansning < 3mm |
| 304 Rostfritt stål | 4.0mm | 20mm | Laser för komplexa snitt |
| 6061-T6 Aluminium | 3.0mm | 12mm | Laser föredras |
| COR-TEN Stål | 5.0mm | 20mm | Processberoende |
| Inconel 625 | 2.0mm | 8mm | Endast laser |
Laserskärning uppvisar överlägsen materialmångsidighet och bearbetar allt från tunna folier till tjocka plåtar över olika legeringssystem. Reflekterande material som koppar och mässing, som historiskt sett är utmanande för CO2-lasrar, skärs effektivt med modern fiberlaserteknik. Materialkostnaderna ökar dock med laserbearbetning på grund av bredare skärbredder och potential för värmerelaterad distorsion som kräver ytterligare materialtillskott.
Kvalitetsstandarder och toleranser
Kraven på dimensionsnoggrannhet avgör ofta processvalet mer än kostnadsöverväganden. Stansning ger exceptionell positionsnoggrannhet för hålmönster och repetitiva funktioner. Moderna CNC-revolverpressar upprätthåller en hål-till-hål-noggrannhet inom ±0,025 mm över plåtdimensioner upp till 1500 mm × 3000 mm. Denna precisionsnivå passar applikationer som kräver snäva monteringstoleranser eller flera komponenter som kräver utbytbarhet.
Kantkvalitetsegenskaperna skiljer sig fundamentalt mellan processerna. Stansade kanter uppvisar en karakteristisk skjuvzon som vanligtvis är 30–50 % av materialtjockleken, följt av en brottzon med grövre textur. För 2 mm mjukt stål sträcker sig skjuvzonen cirka 0,6–1,0 mm, vilket ger släta lagerytor som är lämpliga för axelapplikationer eller precisionsmonteringar.
Laserskärning producerar olika kantegenskaper som styrs av termiska effekter och val av hjälpgas. Syreassisterad skärning av mjukt stål skapar lätta oxidationsskikt som kräver övervägande vid svetsning eller beläggning. Kväveskärning eliminerar oxidation men ökar driftskostnaderna med 0,15–0,25 euro per linjär meter skärning. Ytjämnheten varierar vanligtvis från Ra 12,5–25 μm beroende på skärhastighet och materialtjocklek.
För högprecisionsresultat, få en offert inom 24 timmar från Microns Hub.
Överväganden om geometrisk komplexitet
Formkomplexitet representerar kanske den mest avgörande faktorn vid processval. Stansning är utmärkt för att skapa mönster av enkla geometriska former – hål, spår, hack och grundläggande formningsoperationer. Komplexa interna utskärningar eller intrikata externa konturer kräver flera verktygsinställningar eller visar sig vara omöjliga inom stansningsprocessens begränsningar.
Minsta funktionsstorlekar medför olika begränsningar. Stansning kan skapa hål så små som materialtjockleken, med praktiska minimum på 1,0 mm diameter i 2 mm stål. Tätt placerade funktioner kräver dock övervägande av banans styrka mellan snitten. Industristandarder rekommenderar minsta banmått på 1,5 × materialtjockleken för att förhindra distorsion under formning.
Laserskärning erbjuder praktiskt taget obegränsad geometrisk frihet inom materialtjockleksbegränsningar. Interna hörn uppnår radier så små som 0,1 mm, medan externa funktioner kan innehålla komplexa kurvor och intrikata detaljer som är omöjliga med stansning. Denna flexibilitet visar sig vara ovärderlig för prototyputveckling eller produkter som kräver estetiska överväganden tillsammans med funktionella krav.
Avancerade tillämpningar inom tillverkning kombinerar ofta båda processerna strategiskt. Plåtbearbetningstjänster använder ofta stansning för repetitiva hålmönster samtidigt som laserskärning används för komplexa perimeterprofiler. Detta hybridtillvägagångssätt optimerar både kostnadseffektivitet och geometrisk kapacitet.
Produktionsvolymsekonomi
Break-even-analys kräver noggrann utvärdering av totala produktionskostnader över förväntade produktlivscykler. Lågvolymsproduktion gynnar konsekvent laserskärning på grund av noll verktygskostnader och minimala inställningskrav. För kvantiteter under 1 000 stycken kostar laserbearbetning vanligtvis 30–50 % mindre än stansning när verktygsinvesteringar är avskrivna.
Medelstora produktionsvolymer mellan 1 000–10 000 stycken utgör den mest komplexa beslutsmatrisen. Verktygskostnaderna måste kompenseras av minskade bearbetningskostnader per styck och förbättrad materialanvändning. Enkla geometrier med standardverktyg når break-even-punkter runt 2 000–3 000 stycken, medan komplexa former som kräver specialanpassade verktyg kanske inte uppnår kostnadsparitet förrän 8 000–10 000 stycken.
Högvolymsproduktion gynnar starkt stansningsekonomin. När verktygskostnaderna väl är avskrivna kan kostnaderna per styck sjunka till 0,05–0,15 euro jämfört med laserskärningskostnader på 0,50–2,00 euro per styck. Dessa dramatiska skillnader driver verktygsinvesteringar för alla produkter som förväntar sig volymer som överstiger 15 000–20 000 stycken årligen.
| Produktionsvolym | Rekommenderad Process | Kostnad Per Styck | Investeringskostnad |
|---|---|---|---|
| < 500 stycken | Laserskärning | €0.80-€3.50 | €0 |
| 500-2,000 stycken | Processberoende | €0.60-€2.50 | €0-€5,000 |
| 2,000-10,000 stycken | Stansning (enkelt) | €0.25-€1.20 | €1,000-€8,000 |
| > 10,000 stycken | Stansning | €0.08-€0.35 | €2,000-€15,000 |
Materialutnyttjande och avfallsoptimering
Nästlingseffektivitet påverkar materialkostnaderna avsevärt, särskilt för dyra legeringar eller högvolymsproduktion. Stansningsoperationer uppnår materialutnyttjandegrader på 85–95 % genom optimerade nästlingsalgoritmer och konsekventa skärbredder. Den förutsägbara karaktären hos stansverktyg möjliggör exakt materialplanering och minimal avfallsgenerering.
Laserskärningsutnyttjandet varierar avsevärt beroende på detaljgeometri och nästlingskomplexitet. Enkla rektangulära detaljer uppnår 90–95 % utnyttjande, medan komplexa former med många interna utskärningar kan ge endast 65–75 % effektivitet. Skärbreddsöverväganden – vanligtvis 0,1–0,3 mm för fiberlasrar – måste införlivas i nästlingsberäkningarna och kan avsevärt påverka materialkostnaderna för precisionskomponenter.
Hanteringen av restmaterial skiljer sig mellan processerna. Stansning genererar rena geometriska rester som är lämpliga för sekundära applikationer eller lager för mindre komponenter. Laserskärning producerar oregelbundna former som ofta är olämpliga för återanvändning, även om avancerad nästlingsprogramvara kan identifiera möjligheter att använda rester i efterföljande produktionskörningar.
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplattformar. Vår tekniska expertis och avancerade nästlingsoptimering ger materialutnyttjandegrader som konsekvent är 5–8 % högre än branschgenomsnittet, vilket direkt översätts till kostnadsbesparingar för dina projekt.
Processintegration och arbetsflödesoptimering
Integrering av tillverkningsarbetsflöden påverkar den totala produktionseffektiviteten utöver individuella processkapaciteter. Stansningsoperationer integreras sömlöst med andra formningsprocesser som bockning, dragning och monteringsoperationer. Den konsekventa kantkvaliteten och dimensionsnoggrannheten underlättar nedströmsprocesser utan ytterligare förberedelsesteg.
Laserskärning kräver ofta sekundära operationer för kantförberedelse eller spänningsavlastning. Värmepåverkade zoner kan kräva bearbetning eller slipning för kritiska applikationer. Avgradningskrav lägger till 0,05–0,15 euro per linjär meter skärning, beroende på materialtjocklek och kantkvalitetsspecifikationer.
Kvalitetskontrollprotokollen skiljer sig väsentligt mellan processerna. Stansningsoperationer drar nytta av statistisk processkontrollövervakning av verktygsslitage och dimensionsdrift. När den väl är etablerad ger stansverktyget konsekventa resultat som endast kräver periodisk verifiering. Laserskärning kräver kontinuerlig övervakning av skärkvalitet, hjälpgastryck och termiska effekter som kan variera under hela produktionskörningen.
Modern tillverkning betonar i allt högre grad flexibilitet och snabb respons på marknadsförändringar. Våra tillverkningstjänster innehåller både stansnings- och laserskärningskapacitet, vilket möjliggör optimalt processval baserat på aktuella produktionskrav snarare än fasta utrustningsbegränsningar.
Teknikutveckling och framtida överväganden
Framväxande tekniker fortsätter att omforma landskapet för stansning kontra laserskärning. Avancerade stansverktyg som innehåller servoelektriska drivenheter ger förbättrad noggrannhet och minskade ljudnivåer jämfört med traditionella hydrauliska system. Flerverktygskapacitet möjliggör komplexa formningsoperationer som tidigare krävde separata processer.
Laserteknikutvecklingen fokuserar på effektskalning och förbättringar av strålkvaliteten. Nästa generations fiberlasrar som närmar sig 20 kW effekt kommer att utöka skärkapaciteten för tjocka sektioner samtidigt som utmärkt kantkvalitet bibehålls. Adaptiva skärtekniker justerar automatiskt parametrarna baserat på kvalitetsåterkoppling i realtid, vilket minskar kraven på operatörskunskaper och förbättrar konsistensen.
Automationsintegrering påverkar båda processerna olika. Stansningsoperationer rymmer lätt automatiserade lastnings- och lossningssystem, med vissa installationer som uppnår produktion utan belysning för lämpliga detaljgeometrier. Laserskärningsautomation står inför större utmaningar på grund av varierande bearbetningstider och kvalitetsövervakningskrav, även om framsteg inom artificiell intelligens tar itu med dessa begränsningar.
Hållbarhetsöverväganden påverkar i allt högre grad processvalet. Stansning genererar minimalt med avfall och kräver inga förbrukningsgaser, vilket överensstämmer med miljömålen. Laserskärningens energiförbrukning och hjälpgasanvändning skapar större miljöavtryck, även om förbättringar i effektivitet delvis kompenserar dessa problem.
Vanliga frågor
Vad är den minsta orderkvantiteten som gör stansverktygsinvesteringen värd?
Break-even-kvantiteter beror på detaljkomplexitet och verktygskostnader, men varierar vanligtvis från 2 000–5 000 stycken för standardgeometrier. Komplexa former som kräver specialanpassade verktyg kan behöva 8 000–12 000 stycken för att motivera investeringen. Tänk på den totala livstidsvolymen över produktvarianter som kan dela gemensamma verktyg för att förbättra ekonomin.
Kan laserskärning matcha stansningsnoggrannheten för hålmönster?
Laserskärning uppnår ±0,1 mm positionsnoggrannhet, medan stansning ger ±0,025 mm för hål-till-hål-avstånd. För applikationer som kräver exakta lagerpassningar eller snäva monteringstoleranser ger stansning överlägsen noggrannhet. Laserskärningsnoggrannheten kan dock vara tillräcklig för många applikationer samtidigt som den erbjuder större geometrisk flexibilitet.
Hur påverkar materialtjockleken beslutet om stansning kontra laserskärning?
Stansning blir allt svårare bortom 6 mm stål tjocklek på grund av kraftkrav och verktygsslitage. Laserskärning hanterar material upp till 25 mm effektivt med lämpliga effektnivåer. För tjocka sektioner över 8 mm ger laserskärning vanligtvis bättre kantkvalitet och geometrisk kapacitet än stansningsalternativ.
Vilka sekundära operationer krävs vanligtvis för varje process?
Stansning kräver sällan sekundära operationer utöver lätt avgradning för kosmetiska applikationer. Laserskärning behöver ofta avgradning, särskilt på tjocka sektioner, och kan kräva spänningsavlastning för precisionsapplikationer. Värmepåverkade zoner kräver ibland avlägsnande genom bearbetning eller slipning.
Hur jämförs inställningstiderna mellan stansning och laserskärning för korta körningar?
Laserskärningsinställningen kräver vanligtvis 5–15 minuter för programmering och materialpositionering. Stansningsinställningen involverar verktygsval, installation och programverifiering, vilket vanligtvis tar 15–45 minuter beroende på komplexitet. För kvantiteter under 100 stycken uppväger laserskärningsinställningsfördelarna ofta kostnadsskillnaderna per styck.
Kan båda processerna hantera samma utbud av material effektivt?
Laserskärning uppvisar överlägsen materialmångsidighet och bearbetar allt från tunna folier till exotiska legeringar som Inconel och titan. Stansning fungerar bäst med duktila material upp till måttliga hållfasthetsnivåer. Hårda eller spröda material som skulle skada stansverktyget skärs effektivt med laserteknik.
Vilka kvalitetsstandarder gäller för kanttillstånd och dimensionsnoggrannhet?
Stansade kanter överensstämmer med ISO 2768 dimensionsstandarder och uppvisar karakteristiska skjuvzoner. Laserskurna kanter följer ISO 9013 kvalitetsklassificeringar, med grad 2–3 typiskt för de flesta applikationer. Båda processerna kan uppnå precisionskrav när de är korrekt specificerade och kontrollerade, även om stansning erbjuder överlägsen dimensionskonsistens för repetitiva funktioner.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece