Punktsvetsning kontra nitning: Styrkejämförelser för montering
Förbandets styrka avgör monteringspålitligheten i kritiska applikationer, från karosseripaneler till strukturella komponenter inom flygindustrin. Både punktsvetsning och nitning skapar permanenta mekaniska förband, men deras styrkeegenskaper, felmoder och lämplighet för olika applikationer skiljer sig avsevärt beroende på materialegenskaper, belastningsförhållanden och tillverkningsbegränsningar.
Viktiga slutsatser
- Punktsvetsar uppnår vanligtvis 80-95 % av grundmaterialets styrka vid skjuvbelastning, medan nitar når 60-75 % beroende på installationskvalitet
- Materialtjockleksförhållanden över 3:1 gynnar nitning framför punktsvetsning för konsekvent förbandsintegritet
- Utmattningsprestanda varierar dramatiskt: punktsvetsar utmärker sig i applikationer med låg cykelbelastning medan nitar hanterar hög cykelbelastning bättre
- Kostnadsanalysen måste inkludera investeringar i utrustning, cykeltid och kvalitetskontrollkrav utöver enkla beräkningar per förband
Grundläggande styrkemekanismer
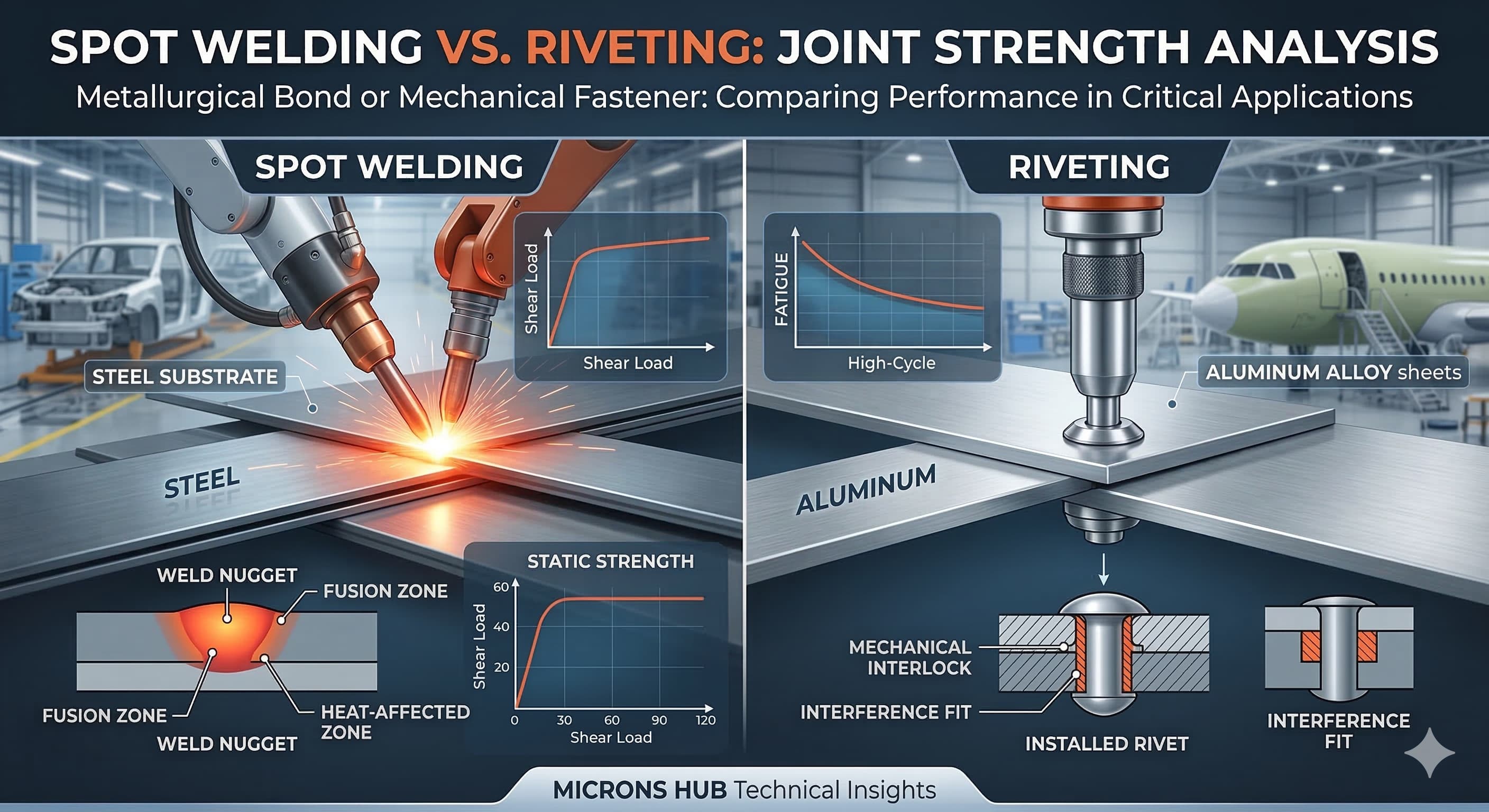
Punktsvetsning skapar metallurgiska bindningar genom lokaliserad smältning, vilket genererar "nuggets" med styrkeegenskaper som är direkt relaterade till grundmaterialets sammansättning. Svetsnuggetens diameter varierar vanligtvis från 4√t till 6√t millimeter, där t representerar plåttjockleken i mm. Detta förhållande säkerställer adekvat lastfördelning över förbandsgränssnittet.
Nitade förband förlitar sig på mekanisk fastsättning genom hålldeformation och presspassning. Nitens skaft överför laster genom bärande kontakt mot hålväggarna, medan de formade huvudena ger klämkraft. Kritiska parametrar inkluderar förhållandet mellan hålets och nitens diameter (vanligtvis 1,02-1,06 för presspassningar) och kantavstånd (minst 2,0 gånger nitens diameter för adekvat bärande styrka).
Lastöverföringsmekanismerna skiljer sig fundamentalt mellan processerna. Punktsvetsar fördelar spänningen över hela nuggetens tvärsnitt, vilket skapar relativt jämna spänningsfält. Nitar koncentrerar spänningen vid bärande ytor och genererar komplexa spänningsfördelningar inklusive bärande, skjuv- och dragkomponenter samtidigt.
Materialspecifik styrkeprestanda
Stålapplikationer visar fördelar med punktsvetsning i homogena sammansättningar. Lågkolstål (AISI 1008-1010) uppnår nuggetstyrkor på 380-420 MPa i korrekt utförda svetsar, jämfört med 270-310 MPa för motsvarande grundmaterial. Höghållfasta stål (HSLA 350/450) bibehåller 85-90 % av grundmaterialets egenskaper i nuggetzonen vid användning av lämpliga svetsparametrar.
Sammansättningar av aluminiumlegeringar presenterar andra överväganden. Punktsvetsar av Al 6061-T6 når vanligtvis 140-160 MPa brottgräns, vilket representerar 65-75 % av grundmaterialets egenskaper på grund av mjukning i den värmepåverkade zonen. Nitade aluminiumförband med 2117-T4-nitar uppnår 180-220 MPa i skjuvning, vilket ofta överstiger punktsvetsens prestanda i applikationer med tunna material.
| Materialsystem | Punktsvetsstyrka (MPa) | Nitskarvstyrka (MPa) | Styrkeeffektivitet (%) |
|---|---|---|---|
| Lågkolstål (1,2 mm) | 420 | 310 | Svets: 95 %, Nit: 70 % |
| HSLA 350 (1,5 mm) | 380 | 340 | Svets: 85 %, Nit: 75 % |
| Al 6061-T6 (1,0 mm) | 155 | 200 | Svets: 70 %, Nit: 85 % |
| Rostfritt 304 (0,8 mm) | 290 | 280 | Svets: 75 %, Nit: 72 % |
Olika materialkombinationer gynnar nitning på grund av galvanisk kompatibilitet och eliminering av intermetallisk bildning. Stål-aluminium-sammansättningar kräver isoleringsbarriärer i nitade förband men förblir ogenomförbara för punktsvetsning utan specialiserade tekniker som friktionsomrörningspunktsvetsning.
Analys av belastningsförhållanden
Skjuvbelastning representerar det primära designfallet för båda förbandstyperna. Punktsvetsar uppvisar linjärt elastiskt beteende tills plötsligt brott vid maximal belastning, vanligtvis utan synlig deformationsvarning. Maximal skjuvstyrka varierar från 3-12 kN per punkt beroende på material- och tjocklekskombinationer. Felmoder inkluderar nuggetutdragning (önskvärt), gränssnittsfel (svetsdefekt) eller sönderrivning av den värmepåverkade zonen (överdriven värmetillförsel).
Nitade förband uppvisar mer förutsägbar felprogression genom bärande deformation före slutgiltigt brott. Skjuvstyrkan varierar vanligtvis från 2-8 kN per nit, med gradvis lastomfördelning möjlig i nitmönster med flera nitar. Denna egenskap ger inneboende säkerhetsfaktorer i strukturella applikationer där progressiv felvarning är fördelaktig.
Skalbelastning komprometterar båda förbandstyperna allvarligt men påverkar dem olika. Punktsvetsar koncentrerar spänningen vid nuggetkanterna, vilket skapar spänningsintensifieringsfaktorer på 3-5 gånger nominell belastning. Designriktlinjer begränsar skalspänningar till 10-15 % av skjuvkapaciteten. Nitade förband hanterar skalbelastningar genom huvudets kontaktyta och upprätthåller vanligtvis 25-35 % av skjuvstyrkan i kombinerade belastningsscenarier.
För högprecisionsresultat, få din anpassade offert levererad inom 24 timmar från Microns Hub.
Egenskaper för utmattningsprestanda
Utmattningsbeteende representerar en kritisk skillnad mellan sammanfogningsmetoder. Punktsvetsar presterar bra i applikationer med låg cykelbelastning och hög spänning med utmattningslivslängder på 10³-10⁵ cykler vid 50-70 % av statisk styrka. Den jämna spänningsövergången över nuggetgränserna minimerar sprickinitieringsställen när de utförs korrekt.
Nitade förband utmärker sig i applikationer med hög cykelbelastning och upprätthåller 10⁶-10⁷ cykler vid 30-45 % av statisk styrka. Det mekaniska förbandet tillåter mikrorörelser som avlastar toppspänningar, medan kallbearbetning under installationen förbättrar utmattningsmotståndet. Emellertid kan friktionskorrosion vid gränssnitten minska prestandan i korrosiva miljöer.
Spänningskoncentrationsfaktorer påverkar utmattningsprestandan avsevärt. Punktsvetsar uppnår faktorer på 1,5-2,5 i väl utförda förband, medan nitade sammansättningar varierar från 2,0-4,0 beroende på hålförberedelsekvalitet och installationsprocedurer. Skarpa böjar och geometriska övergångar nära förband ökar ytterligare spänningskoncentrationerna och måste beaktas i utmattningsanalysen.
Tjockleks- och geometriöverväganden
Materialtjockleksförhållanden påverkar förbandsvalet kritiskt. Punktsvetsning presterar optimalt med tjockleksförhållanden under 3:1, vilket bibehåller konsekvent nuggetbildning och värmefördelning. Utöver detta förhållande skapar företrädesvis uppvärmning av tunnare sektioner ofullständig smältning eller genombränning.
Nitning rymmer tjockleksförhållanden upp till 5:1 effektivt, med hjälp av val av grepplängd och kontrollerade formningsprocesser. Standardnitlängder följer geometriska progressioner (6, 8, 10, 12, 16, 20, 25, 32 mm) för att rymma olika monteringskrav.
Åtkomstkraven skiljer sig väsentligt. Punktsvetsning kräver elektrodåtkomst från båda sidor i de flesta applikationer, vilket kräver 40-60 mm spelrum för standardutrustning. Enkelsidiga tekniker finns, men minskar styrkan med 20-30 % jämfört med konventionella metoder.
Nitning erbjuder enkelsidiga installationsalternativ genom blindnitar, även om solida nitar ger överlägsen styrka när båda sidor är tillgängliga. Blindnitstyrkor når vanligtvis 70-80 % av motsvarande solida nitprestanda på grund av dornbrott och minskad bärande yta.
| Tjocklekskombination | Lämplighet för punktsvetsning | Lämplighet för nitning | Styrkejämförelse |
|---|---|---|---|
| 1,0 mm + 1,0 mm | Utmärkt | Bra | Svets 15 % starkare |
| 1,5 mm + 1,5 mm | Utmärkt | Utmärkt | Jämförbar |
| 0,8 mm + 2,5 mm | Dålig | Bra | Nit 25 % starkare |
| 2,0 mm + 6,0 mm | Rekommenderas inte | Utmärkt | Endast nit som alternativ |
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplattformar. Vår tekniska expertis inom både svetsning och nitningsprocesser innebär att varje förband får den uppmärksamhet på detaljer som krävs för optimal prestanda i din specifika applikation.
Kvalitetskontroll- och inspektionsmetoder
Icke-förstörande testmetoder varierar avsevärt mellan sammanfogningsmetoder. Punktsvetsinspektion förlitar sig på ultraljudstestning, visuell undersökning av indragningsmönster och periodisk destruktiv testning enligt AWS D8.1-standarder. Nuggetdiameterverifiering kräver specialutrustning med noggrannhetskrav på ±0,1 mm.
Nitade förbandsinspektioner använder visuell undersökning (95 % av kvalitetsbedömningen), hålmätarverifiering och mätningar av infälld/utskjutande höjd. Standardinspektionsverktyg inkluderar godkänd/underkänd-mätare, djupmikrometrar och ytprofilinstrument. Avvisningskriterier fokuserar vanligtvis på installationsdefekter: ofullständig huvudbildning, lutande nitar eller överdriven hålldeformation.
Processövervakningsfunktionerna skiljer sig väsentligt. Moderna punktsvetssystem ger realtidsåterkoppling om ström, spänning och resistans, vilket möjliggör statistisk processkontroll. Adaptiva styrsystem justerar parametrarna automatiskt baserat på uppmätta förhållanden, vilket upprätthåller konsekvent kvalitet under hela produktionskörningen.
Nitningsoperationer förlitar sig främst på momentkontroll (pneumatiska installationer) eller förskjutningsövervakning (hydrauliska system). Processfönstren är bredare än punktsvetsning, vanligtvis ±15 % för acceptabla installationer jämfört med ±5 % för svetsparametrar.
Ramverk för kostnadsanalys
Investeringskraven för utrustning fastställer primära kostnadsskillnader. Punktsvetssystem varierar från 25 000-200 000 € beroende på effekt, kontrollsofistikering och automationsnivå. Underhållskostnaderna inkluderar elektrodbyte (50-150 € per set), periodisk kalibrering och underhåll av elsystemet.
Kostnaderna för nitningsutrustning varierar från 3 000-50 000 € för pneumatiska system till 15 000-150 000 € för automatiserade installationer. Förbrukningskostnaderna är enkla: nitpriserna varierar från 0,05-0,30 € per styck beroende på material, storlek och specifikationskrav.
Cykeltidsanalysen avslöjar processpecifika fördelar. Punktsvetsning uppnår 0,5-2,0 sekunders cykeltider med minimala operatörskunskaper. Automatiserade system når 600-1200 punkter per timme med konsekvent kvalitet. Inställningstiden är minimal när elektroderna är korrekt placerade.
Nitningscykeltider varierar från 3-8 sekunder per förband inklusive positionering och installation. Manuella operationer uppnår 200-400 förband per timme medan automatiserade system når 800-1500 förband per timme. Inställningskraven inkluderar hålförberedelse, nitladdning och verktygsjustering.
| Kostnadsfaktor | Punktsvetsning | Nitning | Kommentarer |
|---|---|---|---|
| Utrustning (€) | 25 000-200 000 | 3 000-150 000 | Svetsning kräver högre initial investering |
| Per fog (€) | 0,02-0,08 | 0,05-0,35 | Inkluderar förbrukningsmaterial och arbete |
| Inställningstid (min) | 5-15 | 10-30 | Nitning kräver hålförberedelse |
| Underhåll (€/månad) | 200-800 | 50-300 | Svetselektroder slits snabbare |
Applikationsspecifika rekommendationer
Karosserisammansättningar inom fordonsindustrin använder huvudsakligen punktsvetsning för stålkonstruktion, vilket uppnår 3000-5000 punkter per fordon med cykeltider som stöder höga produktionshastigheter. Aluminiumramverk använder i allt större utsträckning formsprutningstjänster för komplexa geometrier samtidigt som nitade förband bibehålls för strukturella anslutningar som kräver sammanfogning av olika material.
Flygindustriapplikationer gynnar nitning för primär struktur på grund av utmattningsprestanda, inspekterbarhet och reparationsmöjligheter. Kommersiella flygplan använder 2-3 miljoner nitar per flygskrov med styrkekrav som uppfyller FAR 25.303 ultimata lastfaktorer. Punktsvetsning finner tillämpning i sekundära strukturer och inre komponenter där viktbesparingar motiverar processvalet.
Tillverkning av hushållsapparater använder båda processerna strategiskt. Punktsvetsning dominerar skåpsammansättningar i stål med typiskt avstånd på 25-40 mm mellan punkterna. Nitning tjänar specialiserade applikationer som kräver montering efter lackering eller fältservice. Våra omfattande tillverkningstjänster stöder både traditionell konstruktion av hushållsapparater och framväxande lättviktsdesigner.
Marina applikationer kräver noggrant materialval på grund av korrosiva miljöer. Rostfria stålnitar (316L) ger överlägset korrosionsmotstånd jämfört med svetsade förband där värmepåverkade zoner skapar galvaniska celler. Korrekt förbandsdesign inkluderar dräneringsanordningar och kompatibla materialval enligt ABYC-standarder.
Beslutsmatris för processval
Materialkompatibilitet fungerar som det primära urvalskriteriet. Homogena sammansättningar gynnar punktsvetsning för styrka och kostnadseffektivitet. Olika materialkombinationer kräver nitning om inte specialiserade svetsprocesser är ekonomiskt motiverade.
Produktionsvolymen påverkar processens ekonomi avsevärt. Applikationer med hög volym (>10 000 stycken årligen) motiverar investeringar i punktsvetsautomation. Applikationer med låg volym eller prototyper drar nytta av nitningens lägre inställningskostnader och utrustningsflexibilitet.
Kvalitetskraven påverkar processvalet genom inspektionsmöjligheter och förutsägbarhet av felmoder. Kritiska applikationer som kräver 100 % inspektion gynnar nitning på grund av visuella bedömningsmöjligheter. Statistiska provtagningsmetoder passar punktsvetsning i kontrollerade tillverkningsmiljöer.
Åtkomstbegränsningar avgör ofta genomförbara processer. Enkelsidiga åtkomstkrav eliminerar konventionella punktsvetsningsalternativ. Komplexa geometrier med begränsat utrymme kan kräva specialiserade nitningsverktyg eller alternativa fästmetoder.
Avancerade tekniker och hybridmetoder
Projektionssvetsning utökar punktsvetsningsmöjligheterna till tjockare material och komplexa geometrier. Präglade projektioner koncentrerar strömtätheten, vilket möjliggör effektiv sammanfogning av material upp till 6 mm tjocklek. Processkontrollkraven ökar på grund av projektionskollapsdynamiken, men förbandsstyrkan närmar sig konventionell punktsvetsningsprestanda.
Självstansande nitar eliminerar förborrade hål samtidigt som de skapar mekaniska spärrar genom kontrollerad penetration. Denna teknik passar flerskiktskonstruktioner och belagda material där hålförberedelse är problematisk. Installationskrafterna varierar från 25-60 kN beroende på materialkombinationer och nitspecifikationer.
Flödesformande nitar använder orbitalformningsprocesser för att skapa konsekvent huvudgeometri med minimala installationskrafter. Detta tillvägagångssätt minskar ljudnivåerna och utrustningsslitaget samtidigt som förbandsstyrkan bibehålls motsvarande konventionella installationsmetoder.
Hybridmetoder kombinerar båda teknikerna inom enstaka sammansättningar. Strukturella förband använder nitning för primära lastvägar medan punktsvetsning ger panelfäste och tätningsfunktioner. Denna strategi optimerar varje process för dess styrkeegenskaper samtidigt som den minimerar den totala tillverkningskomplexiteten.
Vanliga frågor
Vad avgör det minsta avståndet mellan punktsvetsar eller nitar?
Minsta avståndet beror på materialtjocklek och förbandsgeometri. Punktsvetsar kräver 10-20 gånger materialtjockleken centrum-till-centrum-avstånd för att förhindra strömshuntning genom intilliggande nuggets. Nitar behöver minst 3 gånger diametern för att bibehålla tillräcklig bärande styrka, vanligtvis 15-25 mm för vanliga storlekar.
Hur påverkar beläggningssystem förbandsstyrkan i båda processerna?
Galvaniserade beläggningar minskar punktsvetsstyrkan med 10-15 % på grund av förångning av zink och elektrodkontaminering men ger långsiktigt korrosionsskydd. Målade ytor kräver borttagning före punktsvetsning men ger ingen styrkeminskning för nitade förband när de är ordentligt förberedda.
Kan punktsvetsar och nitar blandas i samma sammansättning?
Ja, hybridmetoder är vanliga inom fordons- och flygindustrin. Strukturella anslutningar använder nitar för primära lastvägar medan punktsvetsar ger panelfäste och tätning. Designen kräver noggrann lastvägsanalys för att förhindra spänningskoncentrationer vid förbandsövergångar.
Vilka säkerhetsfaktorer bör tillämpas på beräkningar av förbandsstyrka?
Statiska applikationer använder vanligtvis säkerhetsfaktorer på 2,5-4,0 för punktsvetsar och 3,0-5,0 för nitar. Dynamisk belastning kräver utmattningsanalys med lämpliga spridningsfaktorer. Kritiska applikationer kan kräva provbelastning vid 1,5 gånger konstruktionslaster enligt tillämpliga designkoder.
Hur försämras förbandsstyrkan över tid i drift?
Punktsvetsar bibehåller styrkan på obestämd tid i torra miljöer men kan uppleva spänningskorrosionssprickbildning under aggressiva förhållanden. Nitade förband kan lossna på grund av vibrationer eller termisk cykling, vilket kräver periodisk inspektion och efterdragning där det är tillgängligt.
Vilka kvalitetsstandarder gäller för varje sammanfogningsmetod?
Punktsvetsning följer AWS D8.1 för fordonsapplikationer och AWS D8.9 för konstruktionsstål. Nitningsstandarder inkluderar ASTM F467 för fästspecifikationer och olika branschstandarder (AISC, ASCE) för designkrav. Militära specifikationer (MIL-DTL) styr flygindustriapplikationer.
Hur påverkar miljöförhållanden processvalet?
Högtemperaturservice (>150°C) gynnar nitning på grund av potentiell spänningsavlastning i punktsvetsens värmepåverkade zoner. Korrosiva miljöer kräver noggrant materialval, med nitning som erbjuder överlägsen långsiktig prestanda när kompatibla fästelement specificeras. Kryogena applikationer drar nytta av nitade förband på grund av termisk expansionskompatibilitet.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece