PEM-fästelement: Välja rätt presspassningsmuttrar för tunt aluminium
Att fästa tunna aluminiumpaneler innebär unika utmaningar som vanliga gängade fästelement inte kan hantera effektivt. När man arbetar med materialtjocklekar under 2 mm skapar traditionella muttrar och bultar spänningskoncentrationer som äventyrar den strukturella integriteten, medan gängade hål ofta går sönder under måttliga belastningar. PEM-presspassningsmuttrar löser detta kritiska tekniska problem genom att fördela belastningen över en större yta och skapa permanenta, pålitliga gängade anslutningar i tunna plåtkonstruktioner.
Viktiga slutsatser
- Presspassningsmuttrar fördelar belastningen mer effektivt än gängade hål i aluminiumplåtar under 2 mm tjocklek
- Självlåsande fästelement eliminerar behovet av sekundära operationer och ger möjlighet till planmontering
- Materialvalet mellan rostfritt stål och aluminium PEM-muttrar påverkar galvanisk korrosionsbeständighet direkt
- Korrekt hålstorlek inom ±0,05 mm toleranser säkerställer optimalt grepp och förhindrar paneldeformation
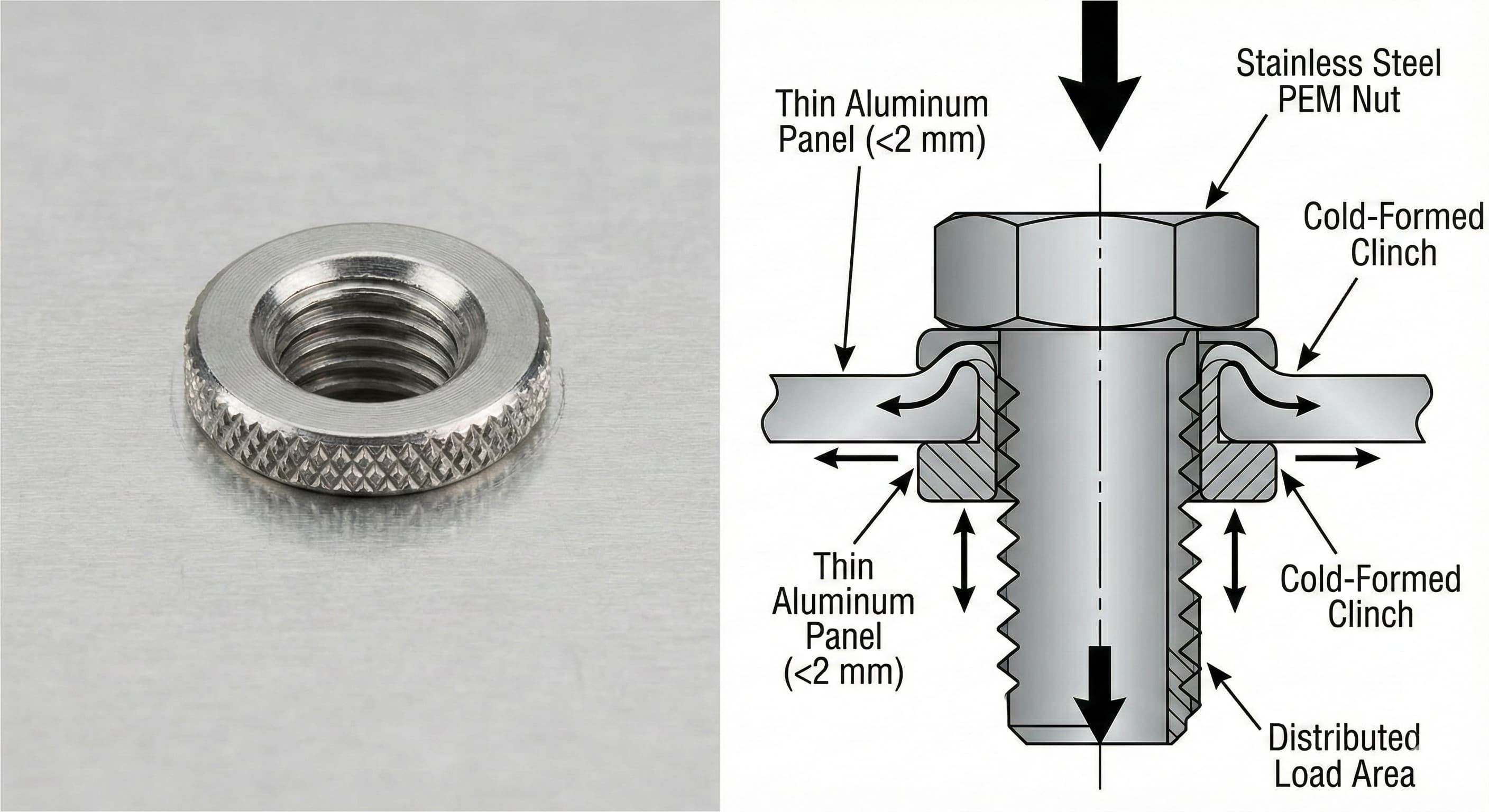
Förstå PEM-presspassningsteknik
PEM-fästelement använder en självlåsande mekanism som skapar en permanent mekanisk anslutning genom kontrollerad deformation av både fästelementet och värdmaterialet. Till skillnad från traditionella gängade anslutningar som enbart förlitar sig på gängingrepp, har presspassningsmuttrar ett räfflat eller sexkantigt skaft som tränger in i och förskjuter aluminiumsubstratet under installationen.
Den grundläggande principen involverar tre distinkta zoner av materialinteraktion. Pilotdiametern skapar initial inriktning och förhindrar sidorörelser under installationen. Klindiametern, vanligtvis 0,2-0,4 mm större än piloten, genererar den primära retentionskraften genom radiell kompression. Slutligen fördelar huvudflänsen klämkraften över en yta som är 3-4 gånger större än fästelementets diameter.
Installationen kräver en kontrollerad kraftapplikation, vanligtvis mellan 8-15 kN beroende på fästelementets storlek och materialtjocklek. Denna kraft måste appliceras vinkelrätt mot panelytan med minimal lateral avvikelse för att förhindra asymmetrisk klämning som kan minska retentionsstyrkan med upp till 40 %. Processen skapar en kallformad fog som faktiskt ökar i styrka över tiden på grund av kallbearbetning av det förskjutna aluminiumet.
Kvalitets plåtbearbetningstjänster inser att presspassningsinstallation kräver specialverktyg och exakt kraftkontroll för att uppnå konsekventa resultat över produktionskörningar.
Materialvalskriterier
Att välja lämpligt PEM-fästelementmaterial innebär att balansera mekaniska egenskaper, korrosionsbeständighet och kostnadsöverväganden som är specifika för tunna aluminiumapplikationer. De tre primära materialalternativen erbjuder var och en distinkta fördelar beroende på applikationskraven.
PEM-muttrar i rostfritt stål, vanligtvis tillverkade av 303 eller 416 kvaliteter, ger de högsta drag- och skjuvstyrkorna samtidigt som de bibehåller utmärkt korrosionsbeständighet. 303-alternativet i rostfritt stål erbjuder överlägsen bearbetbarhet och gängkvalitet, med sträckgränser som når 310 MPa. De svaga magnetiska egenskaperna och den högre termiska expansionskoefficienten jämfört med aluminium kan dock skapa utmaningar i precisionskonstruktioner.
Fästelement i kolstål med zink- eller zink-nickelplätering ger maximal styrka till lägsta kostnad. Dessa fästelement kan uppnå draghållfastheter som överstiger 450 MPa, vilket gör dem idealiska för applikationer med hög belastning. Den primära begränsningen involverar galvanisk kompatibilitet, eftersom den betydande elektrokemiska potentialskillnaden mellan stål och aluminium accelererar korrosion i fuktiga miljöer.
| Material | Draghållfasthet (MPa) | Korrosionsbeständighet | Kostnadsfaktor | Bästa användningsområden |
|---|---|---|---|---|
| 303 Rostfritt stål | 310-350 | Utmärkt | 2.1x | Marin, livsmedelsbearbetning |
| Aluminium 6061 | 276 | Bra (med aluminium) | 1.8x | Flyg, elektronik |
| Kolstål (Zn-pläterat) | 450-520 | Ganska bra | 1.0x | Inomhuskonstruktion |
| 416 Rostfritt stål | 380-420 | Mycket bra | 2.4x | Medicinska apparater |
PEM-muttrar i aluminium, tillverkade av 6061-T6 eller liknande legeringar, erbjuder optimal galvanisk kompatibilitet för aluminiumsubstrat. Även om den mekaniska styrkan förblir lägre än stålalternativ, uppväger elimineringen av korrosion mellan olika metaller ofta denna begränsning i långsiktiga applikationer. Den termiska expansionsmatchningen förhindrar också spänningsuppbyggnad under temperaturcykling.
Kritiska installationsparametrar
Framgångsrik PEM-fästelementsinstallation i tunt aluminium kräver exakt kontroll av flera sammanhängande variabler. Hålförberedelse är den mest kritiska faktorn, eftersom dimensionell noggrannhet direkt påverkar retentionsstyrkan och panelintegriteten.
Håldiametertoleranser måste ligga inom ±0,05 mm från den specificerade pilotdimensionen för att uppnå optimal klämprestanda. Överdimensionerade hål minskar radiell kompression och kan minska utdragningsstyrkan med 25-35 %. Underdimensionerade hål skapar överdrivna installationskrafter som kan spricka spröda aluminiumlegeringar eller orsaka ofullständig klämning i kallbearbetade material.
Krav på kantavstånd blir särskilt viktiga i tunna sektioner där materialförskjutningen under klämning kan närma sig panelkanten. Minsta kantavstånd bör vara 2,5 gånger fästelementets diameter, med 3,0 gånger föredraget för kritiska applikationer. Detta säkerställer tillräcklig materialvolym för korrekt klämformning utan kantutrivning.
Panelens tjocklekskompatibilitetsområden varierar beroende på fästelementets design, men de flesta standard PEM-muttrar rymmer 0,5-3,0 mm aluminiumplåtar. Tjockleksjämnheten över klämzonen påverkar retentionskonsistensen, vilket gör materialval och våra tillverkningstjänster avgörande för att upprätthålla kvalitetsstandarder.
Installationskraftskraven skalar ungefär med kvadraten på fästelementets diameter och linjärt med materialtjockleken. Ett #8-32 fästelement i 1,6 mm 6061-T6 aluminium kräver vanligtvis 12-14 kN installationskraft, medan samma fästelement i 0,8 mm material endast behöver 7-9 kN. Överdriven kraft kan orsaka paneldimpling eller genombrott, medan otillräcklig kraft resulterar i ofullständig klämning.
| Panelens tjocklek (mm) | Håltolerans (mm) | Min avstånd till kant | Installationskraft (kN) | Typiska användningsområden |
|---|---|---|---|---|
| 0.5-0.8 | +0.00/-0.05 | 3.5x diameter | 6-9 | Elektronikhöljen |
| 0.9-1.5 | +0.05/-0.00 | 3.0x diameter | 10-13 | Apparatpaneler |
| 1.6-2.4 | +0.05/-0.00 | 2.8x diameter | 12-16 | Bilkomponenter |
| 2.5-3.0 | +0.08/-0.00 | 2.5x diameter | 15-20 | Strukturmonteringar |
Lastfördelning och fogdesign
Att förstå lastöverföringsmekanismer i PEM-fästelementsfogar gör det möjligt för ingenjörer att optimera fogdesignen för specifika applikationskrav. Till skillnad från konventionella gängade anslutningar där belastningen koncentreras till de första få gängingreppen, fördelar presspassningsmuttrar krafterna genom flera kontaktzoner.
Den primära lastvägen börjar vid fästelementets huvudfläns, vilket skapar en lagerspänningsfördelning över aluminiumytan. Toppspänningar uppstår vid flänskanterna, vilket gör valet av huvuddiameter avgörande för att förhindra aluminiumutbyte under höga klämbelastningar. Finita elementanalyser visar att ökning av huvuddiametern från 2,0 till 2,5 gånger gängdiametern minskar topplagerspänningen med cirka 30 %.
Skjuvbelastningar överförs genom den klämda materialzonen, där det deformerade aluminiumet skapar ett mekaniskt lås med fästelementets skaft. Denna anslutning kan vanligtvis upprätthålla 60-80 % av fästelementets ultimata skjuvstyrka innan materialfel uppstår i aluminiumsubstratet snarare än själva fästelementet.
Utdragningsmotståndet utvecklas genom tre mekanismer: mekanisk störning vid klindiametern, friktion längs skaftytan och lagring mot den deformerade materialkragen. Det relativa bidraget från varje mekanism beror på aluminiumlegeringens egenskaper, där mjukare legeringar förlitar sig mer på mekanisk störning.
För högprecisionsresultat,Få en offert inom 24 timmar från Microns Hub.
Fogstyvhetsöverväganden blir viktiga i dynamiska lastapplikationer där utmattningsbeständigheten beror på lastfördelningens jämnhet. PEM-fogar uppvisar vanligtvis 15-25 % lägre styvhet än motsvarande gängade anslutningar på grund av eftergivenheten som introduceras av den deformerade materialzonen. Denna reducerade styvhet kan faktiskt förbättra utmattningsprestandan genom att minska spänningskoncentrationer, men kan påverka resonansfrekvenser i vibrationskänsliga applikationer.
Aluminiumlegeringskompatibilitet
Olika aluminiumlegeringar reagerar olika på presspassningsinstallation på grund av skillnader i kallbearbetningsegenskaper, duktilitet och kornstruktur. Att förstå dessa materialspecifika beteenden möjliggör korrekt val av fästelement och optimering av installationsparametrar.
6061-T6 aluminium representerar det vanligaste specificerade substratet för PEM-applikationer, vilket erbjuder en utmärkt balans mellan styrka, duktilitet och bearbetbarhet. T6-härdningen ger tillräcklig sträckgräns (276 MPa) för att motstå överdriven deformation under klämning samtidigt som den bibehåller tillräckligt med duktilitet för att förhindra sprickbildning. Kornstorleksjämnheten i 6061-legeringar säkerställer konsekvent klämbeteende över produktionspartier.
5052-H32 aluminium erbjuder överlägsen korrosionsbeständighet och utmärkta formningsegenskaper, vilket gör det lämpligt för komplexa geometrier som kräver IP65 tätningsstrategier. Kallbearbetningsbeteendet under klämning kan dock öka installationskrafterna med 20-30 % jämfört med 6061-legeringar. Detta material uppvisar också större fjädring, vilket potentiellt påverkar fästelementets retention om installationsparametrarna inte justeras korrekt.
7075-T6 aluminium ger det högsta styrkealternativet men presenterar utmaningar för PEM-installation. Den begränsade duktiliteten och den höga kallbearbetningshastigheten kan orsaka ofullständig klämning eller material sprickbildning runt fästelementet. När 7075-substrat krävs bör fästelementvalet gynna konstruktioner med reducerade klindiametrar och graderade skaftprofiler för att minimera materialförskjutningen.
| Legering | Härdning | Sträckgräns (MPa) | Förlängning (%) | PEM-kompatibilitet | Installationsanvisningar |
|---|---|---|---|---|---|
| 6061 | T6 | 276 | 12-17 | Utmärkt | Standardparametrar |
| 5052 | H32 | 193 | 12-18 | Mycket bra | Öka kraften med 20-25 % |
| 7075 | T6 | 503 | 5-11 | Ganska bra | Minska krympdiametern |
| 3003 | H14 | 145 | 8-16 | Bra | Risk för överdeformation |
| 2024 | T3 | 345 | 15-20 | Dålig | Problem med kopparinnehåll |
Kornorienteringen i förhållande till klämriktningen kan påverka fogkvaliteten, särskilt i valsade plåtmaterial där riktningsegenskaperna kan variera med 10-15 %. Optimal installation sker när fästelementets axel är inriktad vinkelrätt mot valsningsriktningen, vilket minimerar risken för delaminering eller företrädesvis rivning.
Kvalitetskontroll och testmetoder
Att etablera robusta kvalitetskontrollprocedurer för PEM-installationer säkerställer konsekvent fogprestanda och förhindrar fältfel. Flera inspektions- och testmetoder ger olika nivåer av insikt i installationskvalitet och långsiktig tillförlitlighet.
Visuell inspektion är fortfarande den första linjen i kvalitetskontrollen och fokuserar på huvudplacering, paneldeformation och kantintegritet. Korrekt installerade fästelement ska sitta i jämnhöjd med panelytan utan att skapa gropar eller upphöjda områden som överstiger 0,1 mm. Aluminiumet runt fästelementet ska visa enhetliga deformationsmönster utan sprickor, revor eller överdriven materialuppbyggnad.
Go/no-go-mätning ger en snabb produktionsgolvsmetod för att verifiera klämkvaliteten. Dessa mätare kontrollerar både fästelementets utskjutning på baksidan och huvudplaceringen på installationssidan. Typiska godkännandekriterier kräver baksidesutskjutning mellan 0,2-0,8 mm beroende på paneltjocklek och fästelementets design.
Momenttestning utvärderar det installerade fästelementets rotationsmotstånd, vilket korrelerar med klämkvaliteten. Underklämda fästelement uppvisar reducerade momentvärden, medan korrekt installerade enheter vanligtvis kräver 80-120 % av det specificerade minimimomentet för att orsaka rotation. Denna testmetod fungerar särskilt bra för produktionsprovtagning men förstör de testade fogarna.
Utskjutningstestning ger kvantitativa data om retentionsstyrkan genom att applicera axiella belastningar tills fästelementet går sönder. Testfixturer måste säkerställa enhetlig lastapplikation vinkelrätt mot panelytan för att generera meningsfull data. Godkännandekriterier kräver vanligtvis utskjutningskrafter som överstiger 75 % av publicerade värden, med hänsyn till installations- och materialvariationer.
Tvärsnittsanalys genom metallografisk beredning avslöjar den interna klämgeometrin och materialflödesmönstren. Denna destruktiva metod ger den mest omfattande bedömningen av fogkvaliteten men kräver specialutrustning och expertis. Viktiga utvärderingskriterier inkluderar klindiameterjämnhet, materialkontinuitet och frånvaro av tomrum eller sprickor i den deformerade zonen.
Kostnadsoptimeringsstrategier
Att uppnå kostnadseffektiv PEM-fästelementsimplementering kräver att man balanserar initiala fästelementkostnader mot totala monteringskostnader, inklusive arbete, verktyg och kvalitetskontroll. Flera strategier kan avsevärt påverka den totala projektekonomin utan att kompromissa med prestandan.
Volyminköpsavtal med fästelementleverantörer kan minska enhetskostnaderna med 15-30 % samtidigt som de säkerställer stabilitet i leveranskedjan. Att standardisera på ett begränsat utbud av fästelementstorlekar och material förenklar lagerhanteringen och kraven på installationsverktyg. De flesta applikationer kan tillgodoses på ett adekvat sätt med tre gängstorlekar (#8-32, #10-32 och 1/4-20) i två huvudstilar.
Installationsautomatisering blir ekonomiskt attraktivt för produktionsvolymer som överstiger 10 000 enheter årligen. Pneumatiska presssystem kan installera PEM-fästelement med en hastighet av 300-500 per timme med överlägsen konsistens jämfört med manuell installation. Den förbättrade kvalitetskontrollen minskar skrothastigheten och eliminerar behovet av individuell fästelementsinspektion i många applikationer.
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplatsplattformar. Vår tekniska expertis och personliga serviceinriktning innebär att varje projekt får den uppmärksamhet på detaljer det förtjänar, vilket ofta minskar de totala projektkostnaderna genom optimerade designrekommendationer.
Designoptimering kan eliminera fästelement helt och hållet i vissa applikationer genom integrerade fästfunktioner eller snäppfästen. Detta tillvägagångssätt kräver dock noggrann analys av lastkrav och tillverkningsmöjligheter. PEM-fästelement ger ofta den mest kostnadseffektiva lösningen när borttagbarhet eller höghållfasta anslutningar krävs.
| Produktionsvolym | Installationsmetod | Arbetskostnad (€/fästelement) | Kvalitetskontroll | Total kostnadsfaktor |
|---|---|---|---|---|
| <1 000 | Manuell press | 0.08-0.12 | 100 % visuell | 1.0x |
| 1 000-10 000 | Pneumatisk press | 0.04-0.06 | 10 % stickprov | 0.7x |
| 10 000-50 000 | Halvautomatisk | 0.02-0.03 | Statistisk process | 0.5x |
| >50 000 | Helautomatisk | 0.01-0.015 | Kontinuerlig övervakning | 0.4x |
Avancerade applikationer och särskilda överväganden
Specialiserade applikationer kräver ofta modifieringar av standard PEM-fästelementdesign eller installationsprocedurer för att uppfylla unika prestandakrav. Att förstå dessa avancerade tekniker gör det möjligt för ingenjörer att utöka tillämpbarheten av presspassningsteknik.
Tätade applikationer som kräver miljöskydd drar nytta av PEM-fästelement med integrerade O-ringspår eller tätningsbrickor. Dessa konstruktioner bibehåller fördelarna med presspassningsinstallation samtidigt som de ger IPX7 eller högre skyddsnivåer. Tätningseffektiviteten beror på korrekt spårgeometri och materialkompatibilitet mellan tätningen och aluminiumsubstratet.
Högtemperaturapplikationer över 150 °C kräver noggrant övervägande av skillnader i termisk expansion mellan fästelement och substratmaterial. PEM-muttrar i rostfritt stål i aluminiumpaneler upplever differentiell expansion som antingen kan öka eller minska retentionskrafterna beroende på temperaturcyklingsmönster. Finita element termisk analys blir nödvändig för kritiska applikationer.
Elektromagnetisk kompatibilitet (EMC) krav i elektroniska kapslingar kan gynna PEM-fästelement i aluminium för att upprätthålla ledningsförmågan över fogarna. Klämningsprocessen skapar en gastät metall-till-metall-kontakt som ger utmärkt elektrisk kontinuitet med resistansvärden som vanligtvis är under 0,001 ohm. Denna prestanda överträffar de flesta packade eller målade foggränssnitt.
Flerlagerskonstruktioner presenterar unika utmaningar när man installerar PEM-fästelement genom staplade material. Fästelementet måste klämma effektivt i det primära lagret samtidigt som man undviker skador på sekundära lager. Staplingstoleranser blir kritiska, eftersom variationer kan förhindra fullständig klämning eller orsaka genombrott i intilliggande komponenter.
Vibrationsmiljöer kräver förbättrade retentionsmetoder utöver standard presspassningsmekanismer. Gänglåsning, stakningsoperationer eller specialiserade fästelementdesign med mekaniska låsfunktioner kan vara nödvändiga för att förhindra lossning under dynamiska belastningar. Testning enligt MIL-STD-810 eller liknande standarder validerar prestanda i specifika vibrationsspektra.
Felsökning av vanliga installationsproblem
Att identifiera och lösa PEM-installationsproblem kräver systematisk analys av fellägen och deras grundorsaker. De flesta problem härrör från felaktig hålförberedelse, felaktiga installationsparametrar eller materialkompatibilitetsproblem.
Ofullständig klämning manifesteras som reducerad retentionsstyrka och synliga luckor mellan fästelementets huvud och panelytan. Detta tillstånd beror vanligtvis på otillräcklig installationskraft, överdimensionerade hål eller kallbearbetat material som motstår deformation. Lösningar inkluderar att öka installationskraften med 10-15 %, verifiera håldimensionerna och glödga kallbearbetade material när det är möjligt.
Paneldeformation runt installerade fästelement indikerar överdriven installationskraft eller otillräckligt materialstöd under klämning. Det tunna aluminiumet ger efter under koncentrerade belastningar, vilket skapar gropar eller upphöjda områden som påverkar monteringspassningen. Att minska installationskraften och förbättra stödplattans stöd löser vanligtvis detta problem utan att kompromissa med retentionsstyrkan.
Fästelementrotation under montering tyder på otillräcklig klämformning eller kontaminerade gränssnitt som minskar friktionen. Olja, skärvätskor eller oxidation kan förhindra korrekt materialingrepp under installationen. Rengöringsprocedurer med isopropanol eller alkaliska avfettningsmedel återställer korrekt klämbeteende i de flesta fall.
Kantutrivning uppstår när otillräckligt material finns för att innehålla klämkrafterna, vanligtvis på grund av otillräckliga kantavstånd eller materialfel nära installationsplatsen. Förebyggande kräver strikt efterlevnad av minimikantavståndsspecifikationer och materialinspektion för att identifiera inneslutningar eller lamineringar som kan fortplanta sig till revor.
Sprickbildning runt installerade fästelement indikerar material sprödhet eller överdrivna spänningskoncentrationer under installationen. Detta problem uppstår oftast med höghållfasta aluminiumlegeringar eller material som utsatts för tidigare kallbearbetning. Lösningar inkluderar spänningsavlastningsglödgning, fästelementdesignmodifieringar för att minska klindiametern eller byte till mer duktila substratmaterial.
Vanliga frågor
Vad är den minsta aluminiumtjockleken som är lämplig för PEM-presspassningsmuttrar?
De flesta standard PEM-muttrar kräver en minsta tjocklek på 0,5 mm för korrekt klämning i aluminiumsubstrat. Under denna tjocklek saknar materialet tillräcklig volym för att bilda ett pålitligt mekaniskt lås. Specialiserade tunna plåtfästelement kan rymma material så tunna som 0,3 mm, men dessa kräver modifierade installationsprocedurer och kan ha reducerad lastkapacitet.
Hur förhindrar jag galvanisk korrosion när jag använder PEM-fästelement i stål i aluminium?
Galvanisk korrosionsförebyggande kräver att man eliminerar fukt och elektrolytkontakt mellan olika metaller. Använd PEM-fästelement i rostfritt stål eller aluminium när det är möjligt, applicera dielektriska beläggningar eller tätningsmedel vid gränssnittet, eller säkerställ att konstruktionen fungerar i torra miljöer. Zink-nickelpläterade stålfästelement erbjuder förbättrad kompatibilitet jämfört med standard zinkplätering.
Kan PEM-fästelement tas bort och installeras om i aluminiumpaneler?
PEM-fästelement skapar permanenta installationer som inte kan tas bort på ett säkert sätt utan att skada aluminiumsubstratet. Klämningsprocessen deformerar båda materialen, vilket gör omvändning omöjlig. Applikationer som kräver borttagbarhet bör använda konventionella muttrar med stödplattor eller burmuttrar som är utformade för tunna plåttillämpningar.
Vilken installationskraft krävs för olika PEM-fästelementstorlekar i aluminium?
Installationskrafterna varierar beroende på fästelementets storlek och aluminiumtjocklek. Typiska intervall inkluderar 6-9 kN för #6-32 fästelement, 10-13 kN för #8-32, 12-16 kN för #10-32 och 18-25 kN för 1/4-20 storlekar i 1,6 mm aluminium. Rådfråga tillverkarens specifikationer för exakta värden, eftersom krafterna kan variera med 20-30 % mellan olika fästelementdesign.
Hur verifierar jag korrekt PEM-fästelementsinstallationskvalitet?
Kvalitetsverifiering kombinerar visuell inspektion, dimensionskontroll och funktionell testning. Leta efter plan huvudplacering, enhetlig materialdeformation och 0,2-0,8 mm baksidesutskjutning. Momenttestning bör kräva 80-120 % av specificerade värden för att orsaka fästelementrotation. Utskjutningstestning ger kvantitativa data om retentionsstyrkan för kritiska applikationer.
Vad händer om hålstorleken är felaktig för PEM-installation?
Överdimensionerade hål minskar retentionsstyrkan med 25-35 % och kan förhindra fullständig klämning. Underdimensionerade hål ökar installationskrafterna och kan spricka spröda material eller orsaka ofullständig fästelementplacering. Håltoleranser måste ligga inom ±0,05 mm från specificerade dimensioner för optimal prestanda.
Finns det temperaturbegränsningar för PEM-fästelement i aluminiumkonstruktioner?
Standard PEM-installationer fungerar tillförlitligt från -40 °C till +150 °C. Högre temperaturer kräver analys av differentiell termisk expansion mellan fästelement och substratmaterial. Fästelement i rostfritt stål expanderar mindre än aluminium, vilket potentiellt minskar retentionskrafterna under uppvärmningscykler. PEM-fästelement i aluminium ger bättre termisk kompatibilitet för extrema temperaturapplikationer.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece