K-Faktor Förklarat: Beräkna Böjtillägg för Precisionsplåt
Plåtfabrikanter som arbetar med toleranser snävare än ±0,25 mm står inför en grundläggande utmaning: att uppnå exakta böjdimensioner samtidigt som man tar hänsyn till materialdeformation under böjningsprocessen. K-faktorn fungerar som den matematiska bryggan mellan utvecklad plåt och slutlig böjd geometri, och avgör om delarna uppfyller kritiska monteringskrav eller blir kostsamma skrot.
Att förstå K-faktorberäkningen blir väsentligt vid design av fästen, kapslingar och strukturella komponenter där böjnoggrannheten direkt påverkar passform och funktion. Denna omfattande guide undersöker de tekniska principerna, beräkningsmetoderna och praktiska tillämpningarna som definierar precisionsplåttillverkning.
- K-faktorn representerar förhållandet mellan neutralaxelns position och materialtjockleken, vanligtvis från 0,25 till 0,50 för vanliga plåtar
- Noggranna beräkningar av böjtillägg kräver beaktande av materialegenskaper, verktygsgeometri och formningsparametrar
- Precisionsapplikationer kräver empirisk K-faktorvalidering genom testböjningar och mätverifiering
- Avancerade CAD-system integrerar K-faktordatabaser för automatiserad utveckling av plåtar
Förståelse för K-Faktorns Grunder vid Plåtbockning
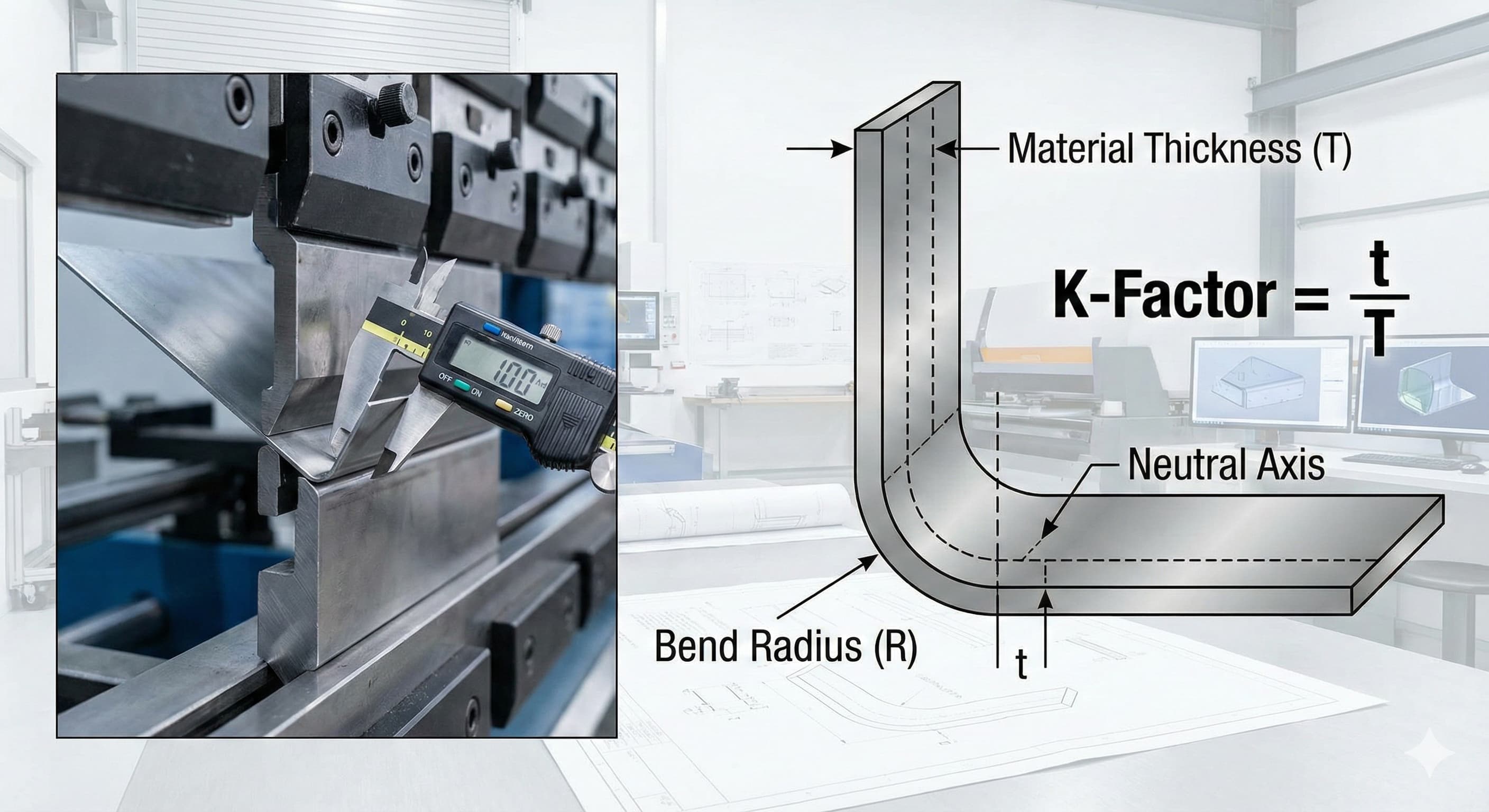
K-faktorn kvantifierar förhållandet mellan ett materials neutralaxel och dess tjocklek under bockningsprocessen. När plåt genomgår bockning sträcks den yttre ytan medan den inre ytan komprimeras, vilket skapar en neutralaxel där materiallängden förblir konstant. Denna neutralaxelns position bestämmer det böjtillägg som krävs för noggrann utveckling av plåten.
Matematiskt sett är K-faktorn lika med avståndet från den inre böjradien till neutralaxeln, dividerat med materialtjockleken. För en del med 2,0 mm tjocklek och neutralaxeln placerad 0,8 mm från den inre ytan, beräknas K-faktorn till 0,40. Detta dimensionslösa värde förblir relativt konstant för specifika material-verktygskombinationer.
Materialegenskaperna påverkar K-faktorvärdena avsevärt. Duktila material som aluminium 1100-O uppvisar högre K-faktorer (0,45-0,50) på grund av större materialflöde under formningen. Omvänt uppvisar hårdare material som rostfritt stål 304 vanligtvis lägre K-faktorer (0,30-0,40) på grund av reducerade deformationsegenskaper.
Verktygsgeometrin påverkar också K-faktorbestämningen. Mindre stansradier skapar skarpare böjar med lägre K-faktorer, medan större radier främjar gradvis formning med högre värden. Förhållandet mellan stansradie och materialtjocklek, uttryckt som R/T-förhållandet, ger preliminär vägledning för K-faktoruppskattning.
| Materialkvalitet | Typiskt K-Faktorintervall | Draghållfasthet (MPa) | Formningsegenskaper |
|---|---|---|---|
| Aluminium 1100-O | 0,45 - 0,50 | 90 - 165 | Utmärkt formbarhet, hög duktilitet |
| Aluminium 6061-T6 | 0,35 - 0,42 | 310 - 380 | God formbarhet, måttlig styrka |
| Stål 1008/1010 | 0,40 - 0,45 | 320 - 420 | God formbarhet, låg kolhalt |
| Rostfritt 304 | 0,30 - 0,40 | 515 - 620 | Måttlig formbarhet, kallhärdning |
| Rostfritt 316 | 0,32 - 0,42 | 515 - 670 | Bättre formbarhet än 304 |
Beräkningsmetoder och Formler för Böjtillägg
Böjtillägget representerar båglängden för neutralaxeln genom böjzonen, vilket ger den kritiska dimensionen för utveckling av plåten. Den grundläggande formeln innehåller böjvinkeln, inre radien, materialtjockleken och K-faktorn: BA = (π/180) × (R + K × T) × A, där BA är lika med böjtillägg, R representerar inre radien, K betecknar K-faktorn, T indikerar materialtjockleken och A specificerar böjvinkeln i grader.
För en 90-graders böj i 1,5 mm aluminium 6061-T6 med 3,0 mm inre radie och K-faktor på 0,38, ger beräkningen: BA = (π/180) × (3,0 + 0,38 × 1,5) × 90 = 9,42 + 0,90 = 10,32 mm. Detta böjtilläggsvärde bestämmer båglängden som ska inkluderas i utvecklingen av plåten.
Böjavdragsmetoden erbjuder ett alternativt tillvägagångssätt, som beräknar materiallängdsskillnaden mellan de böjda och oböjda tillstånden. Böjavdrag är lika med 2 × (yttre återgång) - böjtillägg, där yttre återgång representerar avståndet från böjlinjen till den yttre ytan. Denna metod visar sig vara särskilt användbar för CAD-system och automatiserad nestningsprogramvara.
Avancerade applikationer kan kräva korrigeringsfaktorer för böjtillägg för att ta hänsyn till återfjädring, verktygsslitage och materialvariationer. Dessa korrigeringsfaktorer, som vanligtvis varierar från 0,95 till 1,05, finjusterar teoretiska beräkningar baserat på empiriska tester och produktionserfarenhet.
Beräkningar med flera böjar kräver noggrant övervägande av böjsekvens och mellanliggande plåtlängder. Varje böj bidrar med sitt individuella tillägg samtidigt som de övergripande deldimensionerna bibehålls. Komplexa geometrier med flera böjar, returer och förskjutningar kräver systematiska beräkningsmetoder för att förhindra kumulativa fel.
Materialegenskapernas Inverkan på Val av K-Faktor
Materialets kornstruktur påverkar K-faktorbestämningen och böjningsbeteendet avsevärt. Kallvalsade material uppvisar riktningsegenskaper med olika K-faktorer parallellt och vinkelrätt mot valsningsriktningen. Aluminium 6061-T6 kan uppvisa en K-faktor på 0,38 parallellt med kornen och 0,42 vinkelrätt, vilket kräver orienteringsspecifika beräkningar för kritiska applikationer.
Arbetshärdningsegenskaperna påverkar K-faktorstabiliteten under formningsoperationer. Material med höga arbetshärdningshastigheter, såsom rostfritt stål 301, kan uppvisa K-faktorvariationer beroende på böjningsgrad och formningshastighet. Progressiv härdning minskar materialflödet, vilket effektivt sänker K-faktorerna när bockningen fortskrider.
Ytförhållanden och materialfinish påverkar böjningsbeteendet genom friktionseffekter och spänningskoncentration. Material med valsfinish ger vanligtvis konsekvent K-faktorprestanda, medan belagda eller texturerade ytor kan kräva justeringsfaktorer. Förmålad stål uppvisar ofta något högre K-faktorer på grund av beläggningens smörjande effekter.
Tjockleksvariationer inom standardtoleranser kan påverka K-faktorns noggrannhet i precisionsapplikationer. Material specificerade som 2,0 mm ±0,1 mm kan uppvisa K-faktorvariationer på ±0,02, vilket potentiellt påverkar de slutliga deldimensionerna med 0,05 mm eller mer i kritiska böjzoner.
För högprecisionsresultat, Begär en kostnadsfri offert och få prissättning inom 24 timmar från Microns Hub.
| Tjockleksintervall (mm) | Aluminium 6061-T6 K-Faktor | Stål 1008 K-Faktor | Rostfritt 304 K-Faktor |
|---|---|---|---|
| 0,5 - 1,0 | 0,33 - 0,38 | 0,35 - 0,42 | 0,27 - 0,33 |
| 1,0 - 2,0 | 0,36 - 0,41 | 0,38 - 0,44 | 0,30 - 0,37 |
| 2,0 - 3,0 | 0,38 - 0,43 | 0,40 - 0,46 | 0,32 - 0,39 |
| 3,0 - 5,0 | 0,40 - 0,45 | 0,42 - 0,48 | 0,34 - 0,41 |
Verktygseffekter och Överväganden för Kantpressar
Stansens nosradie påverkar K-faktorvärdena direkt genom sin effekt på böjbildningen. Vassa stansar med små radier koncentrerar spänningen och minskar materialflödet, vilket resulterar i lägre K-faktorer. Omvänt främjar större stansradier gradvis formning med högre K-faktorer och förbättrad ytkvalitet.
Matrisöppningens bredd påverkar materialstödet under bockningen, vilket påverkar spänningsfördelningen och neutralaxelns position. Standardpraxis rekommenderar matrisöppningar på 8 till 12 gånger materialtjockleken, med bredare öppningar som främjar högre K-faktorer. Smala matriser kan orsaka bottningseffekter som artificiellt minskar beräknade K-faktorer.
Bottning kontra luftbockningstekniker ger olika K-faktorkarakteristika. Luftbockning tillåter naturligt materialflöde med konsekventa K-faktorer över olika vinklar, medan bottning skapar kontrollerad deformation som kan kräva vinkelspecifika K-faktorjusteringar. Präglingsoperationer uppvisar vanligtvis de lägsta K-faktorerna på grund av materialkompressionseffekter.
Kantpressens tonnage och formningshastighet påverkar materialflödet under bockningsoperationer. Otillräckligt tonnage kan resultera i ofullständig formning med inkonsekventa K-faktorer, medan överdriven kraft kan orsaka materialförtunning och ändrade neutralaxelpositioner. Optimala formningshastigheter tillåter korrekt materialflöde utan att inducera spänningskoncentrationer.
Verktygsslitage påverkar bockningskonsistensen över produktionskörningar. Slitna stansar kan skapa något olika böjradier, vilket ändrar K-faktorberäkningarna. Regelbunden verktygsinspektion och utbytesscheman upprätthåller K-faktorkonsistensen för precisionsapplikationer som kräver integration av precisions-CNC-bearbetningstjänster.
Empirisk K-Faktorbestämning och Testmetoder
Teoretiska K-faktorer ger utgångspunkter för böjberäkningar, men precisionsapplikationer kräver empirisk validering genom systematisk testning. Testböjningsprocedurer involverar formning av provdelar med kända dimensioner, mätning av faktiska böjresultat och beräkning av effektiva K-faktorer från observerad geometri.
Standardtestproceduren börjar med att förbereda testremsor av produktionsmaterial, vanligtvis 150 mm långa och 25 mm breda. Markera exakta böjlinjer 50 mm från varje ände, vilket säkerställer noggranna mätreferenser. Forma 90-graders böjar med produktionsverktyg och inställningar, och bibehåll konsekventa formningsparametrar.
Mättekniker kräver precisionsinstrument som klarar 0,01 mm upplösning. Mät den inre radien med hjälp av radieverktyg eller optiska mätsystem, och verifiera böjvinklarna med precisionsvinkelmätare eller koordinatmätmaskiner. Beräkna den effektiva K-faktorn genom att arbeta baklänges från uppmätta dimensioner till teoretiska krav.
Flera testprover ger statistisk validering av K-faktorkonsistensen. Minsta provstorlekar på 5 stycken per material-verktygskombination fastställer tillförlitliga medelvärden och variationsområden. Dokumentera miljöförhållanden, materialpartinummer och verktygsidentifiering för spårbarhet.
Produktionsvalidering involverar formning av representativa delar och mätning av kritiska dimensioner mot designkrav. Delar som kräver flik- och spårkonstruktion kräver särskild uppmärksamhet på böjnoggrannheten för korrekt passning.
Avancerade K-Faktorapplikationer i CAD/CAM-System
Moderna CAD-system integrerar omfattande K-faktordatabaser för automatiserad utveckling av plåtar. Dessa databaser innehåller empiriskt validerade värden för vanliga material-verktygskombinationer, vilket minskar designtiden och förbättrar noggrannheten. Ledande programvarupaket tillåter anpassad K-faktorinmatning för specialiserade applikationer.
Parametriska designmetoder länkar K-faktorer till materialegenskaper och formningsparametrar, vilket möjliggör automatiska uppdateringar när designändringar inträffar. Funktionsbaserade modelleringssystem känner igen böjfunktioner och tillämpar lämpliga K-faktorer baserat på materialval och verktygsspecifikationer.
CAM-integration utökar K-faktorapplikationerna till tillverkningsplanering och kvalitetskontroll. CNC-kantpressprogrammering använder K-faktordata för automatisk optimering av böjsekvenser och verktygsval. Realtidsvinkelkorrigeringssystem justerar formningsparametrarna baserat på K-faktorprediktioner och mätåterkoppling.
Simuleringsprogramvara innehåller finita elementanalys med K-faktorvalidering för komplexa formningsoperationer. Dessa verktyg förutsäger materialbeteende, spänningsfördelning och slutlig geometri före fysisk prototyptillverkning. Avancerade simuleringar tar hänsyn till materialanisotropi, arbetshärdning och verktygs-delinteraktioner.
Datahanteringssystem spårar K-faktorprestanda över produktionskörningar, identifierar trender och optimeringsmöjligheter. Statistiska processkontrollapplikationer övervakar böjnoggrannheten och justerar K-faktorer för kontinuerlig förbättring. Integration med våra tillverkningstjänster säkerställer konsekvent kvalitetskontroll under hela produktionsprocessen.
Kvalitetskontroll och Mätverifiering
Precisionsplåtapplikationer kräver rigorösa kvalitetskontrollprocedurer för att verifiera K-faktorns noggrannhet och böjningsöverensstämmelse. Statistiska provtagningsplaner baserade på ISO 2859-1 ger systematiska inspektionsmetoder för produktionsvalidering. Kritiska applikationer kan kräva 100 % inspektion med automatiserade mätsystem.
Koordinatmätmaskiner (CMM) erbjuder den högsta noggrannheten för böjningsverifiering, med mätosäkerheter under ±0,005 mm. Optiska mätsystem ger snabba inspektionsmöjligheter för produktionsmiljöer, och kombinerar hastighet med tillräcklig noggrannhet för de flesta applikationer. Bärbara mätverktyg möjliggör verifiering under processen och snabb återkoppling.
Mätosäkerhetsanalys tar hänsyn till instrumentbegränsningar, delvariationer och miljöeffekter. Typ A-osäkerheter från statistisk analys av upprepade mätningar kombineras med typ B-osäkerheter från instrumentspecifikationer för att bestämma den totala mätkonfidensen. Precisionsapplikationer kräver osäkerhetsbudgetar för att säkerställa att mätkapaciteten överstiger de erforderliga toleranserna.
Processkapabilitetsstudier utvärderar K-faktorkonsistensen över utökade produktionskörningar. Cp- och Cpk-beräkningar kvantifierar processprestanda i förhållande till specifikationsgränser, och identifierar förbättringsmöjligheter. Styrdiagram övervakar nyckelparametrar och upptäcker processdrift innan kvalitetsproblem utvecklas.
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftig prissättning jämfört med marknadsplattformar. Vår tekniska expertis och personliga serviceinriktning innebär att varje projekt får den uppmärksamhet på detaljer det förtjänar, med omfattande kvalitetsdokumentation och spårbarhet under hela produktionsprocessen.
| Mätmetod | Noggrannhet (mm) | Hastighet | Bästa användningsområde |
|---|---|---|---|
| CMM | ±0,002 | Långsam | Kritiska dimensioner, kalibrering |
| Optisk skanner | ±0,010 | Snabb | Produktionsinspektion |
| Radieverktyg | ±0,025 | Snabb | Verifiering i verkstadsmiljö |
| Skjutmått | ±0,020 | Snabb | Grundläggande dimensionskontroller |
Kostnadsoptimering Genom Noggrann K-Faktorapplikation
Noggrann K-faktorbestämning minskar materialspill genom exakt utveckling av plåten. Överskattade böjtillägg skapar överdriven materialförbrukning, medan underskattade värden leder till korta delar som kräver omarbetning eller skrot. En 2 % förbättring av K-faktorns noggrannhet kan minska materialanvändningen med 1-3 % i komplexa delar med flera böjar.
Produktionseffektivitetsvinster härrör från minskad inställningstid och färre iterativa justeringar. Noggranna K-faktorer minimerar försök-och-misstag-metoder, vilket möjliggör framgång med första artikeln och snabbare produktionsupptrappning. Tidsbesparingar i prototyputveckling och produktionsinställning ger betydande kostnadsfördelar på konkurrensutsatta marknader.
Verktygsoptimering genom K-faktoranalys identifierar de mest effektiva stans- och matriskombinationerna för specifika applikationer. Standardisering på beprövade verktygsuppsättningar med validerade K-faktorer minskar lagerkraven och förbättrar konsistensen. Verktygslivslängdsförbättringar härrör från optimerade formningsparametrar och minskad överformning.
Kvalitetskostnadsreduktion genom defektförebyggande ger den största ekonomiska effekten. Skrothastigheter under 1 % blir möjliga med korrekt validerade K-faktorer, jämfört med 5-10 % hastigheter med enbart teoretiska värden. Minskade inspektionskrav och garantianspråk förbättrar lönsamheten ytterligare.
Fördelar i leveranskedjan uppstår från konsekvent delkvalitet och tillförlitliga leveransscheman. Kunder värdesätter leverantörer som uppvisar processkontroll och förutsägbara resultat. Långsiktiga partnerskap utvecklas när precisionskrav konsekvent uppfylls genom korrekt K-faktorapplikation.
Industrispecifika K-Faktorkrav
Flyg- och rymdapplikationer kräver de högsta nivåerna av K-faktorvalidering och dokumentation. AS9100-kvalitetssystem kräver full spårbarhet av formningsparametrar och empirisk validering för flygkritisk komponenter. Materialcertifieringar, verktygsregister och processparametrar måste uppvisa statistisk kontroll för regelefterlevnad.
Tillverkning av medicintekniska produkter kräver K-faktorvalidering enligt FDA:s kvalitetsregler. Biokompatibla material som titan Grade 2 och rostfritt stål 316L kräver specifik K-faktorbestämning på grund av deras unika formningsegenskaper. Processvalidering inkluderar värsta fall-analys och verifiering av designmarginal.
Fordonsapplikationer fokuserar på högvolymskonsistens och kostnadsoptimering. Statistiska processkontrollsystem övervakar K-faktorprestanda över miljontals delar, identifierar subtila trender och optimeringsmöjligheter. Leverantörskvalitetsavtal specificerar K-faktorvalideringskrav och pågående övervakningsprotokoll.
Elektronikkapslingar kräver exakta K-faktorer för EMI-skärmningseffektivitet och komponentpassning. Tunna material (0,5-1,0 mm) med snäva böjtoleranser utmanar traditionella K-faktormetoder. Särskild hänsyn till integration av PEM-fästelement kräver samordnade designmetoder.
Arkitektur- och konstruktionsapplikationer betonar vädertätning och termisk expansionsanpassning. Stor panelformning med flera böjar kräver noggrann K-faktorvalidering för att förhindra kumulativa fel. Fältmonteringsöverväganden påverkar designmetoder och toleransallokeringsstrategier.
Vanliga Frågor
Vilken K-faktor ska jag använda för 2 mm aluminium 6061-T6?
För 2 mm aluminium 6061-T6, börja med en K-faktor på 0,38-0,40 för luftbockningsoperationer. Det exakta värdet beror på din stansradie, matrisöppning och formningshastighet. Validera denna initiala uppskattning genom testböjningar med dina faktiska verktyg och produktionsparametrar för att uppnå optimal noggrannhet.
Hur påverkar stansradien K-faktorberäkningarna?
Mindre stansradier skapar skarpare böjar med lägre K-faktorer (0,25-0,35), medan större radier främjar gradvis formning med högre K-faktorer (0,40-0,50). Förhållandet följer R/T-förhållandet - radie dividerat med tjocklek. Håll stansradien minst lika med materialtjockleken för konsekventa resultat och undvik sprickbildning.
Kan jag använda samma K-faktor för olika böjvinklar?
Luftbockning bibehåller relativt konsekventa K-faktorer över olika vinklar (30-135 grader), vilket gör detta till den föredragna metoden för delar med variabel geometri. Bottnings- och präglingsoperationer kan kräva vinkelspecifika K-faktorer på grund av olika materialflödeskarakteristika. Validera alltid kritiska vinklar genom testdelar.
Varför stämmer inte mina beräknade dimensioner överens med faktiska böjda delar?
Dimensionsskillnader beror vanligtvis på att man använder teoretiska K-faktorer istället för empiriskt validerade värden, återfjädringseffekter som inte beaktas i beräkningarna eller inkonsekvent verktygsinställning. Mät dina faktiska inre radier och böjvinklar och beräkna sedan effektiva K-faktorer från verkliga delar för att förbättra noggrannheten.
Hur ofta ska jag verifiera K-faktorer i produktionen?
Verifiera K-faktorer månadsvis för högvolymsproduktion, eller efter eventuella verktygsändringar, materialpartiändringar eller utrustningsunderhåll. Kritiska applikationer kan kräva daglig verifiering genom statistisk provtagning. Upprätthåll styrdiagram för att identifiera trender och förhindra kvalitetsproblem innan de uppstår.
Vilken mätnoggrannhet krävs för K-faktorvalidering?
K-faktorvalidering kräver mätosäkerhet minst 10 gånger bättre än dina slutliga toleranskrav. För delar med ±0,1 mm böjtoleranser, använd instrument med ±0,01 mm noggrannhet eller bättre. CMM:er ger den högsta noggrannheten, medan optiska skannrar erbjuder en bra kompromiss mellan hastighet och precision för produktionsmiljöer.
Hur hanterar jag K-faktorer för anpassade legeringar eller exotiska material?
Anpassade legeringar kräver empirisk K-faktorbestämning genom systematisk testning. Börja med värden för liknande basmaterial och utför sedan böjtester över ditt typiska tjockleks- och radieområde. Dokumentera materialegenskaper inklusive draghållfasthet, förlängning och arbetshärdningsegenskaper för att förutsäga K-faktor beteende och fastställa processfönster.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece