Designa anpassade kapslingar: IP65-tätningsstrategier för plåt
Plåtkapslingar klassade enligt IP65 står inför en grundläggande teknisk utmaning: att upprätthålla miljöskydd samtidigt som man tillgodoser termisk expansion, tillverkningstoleranser och servicevänlighet i fält. Det 6 millimeter stora intrångsskyddet mot damm och lågtrycksvattenstrålar kräver precisa tätningsstrategier som tar hänsyn till materialbeteende, packningskompressionsdynamik och långsiktig tätningsintegritet under termisk cykling.
Viktiga slutsatser
- IP65 kräver fullständigt skydd mot damm och motståndskraft mot vattenstrålar från alla håll med 12,5 liter per minut
- Packningskompressionsförhållanden mellan 15-25 % säkerställer optimal tätning samtidigt som materialnedbrytning förhindras
- Materialval påverkar direkt de termiska expansionskoefficienterna, vilket påverkar långsiktig tätningsprestanda
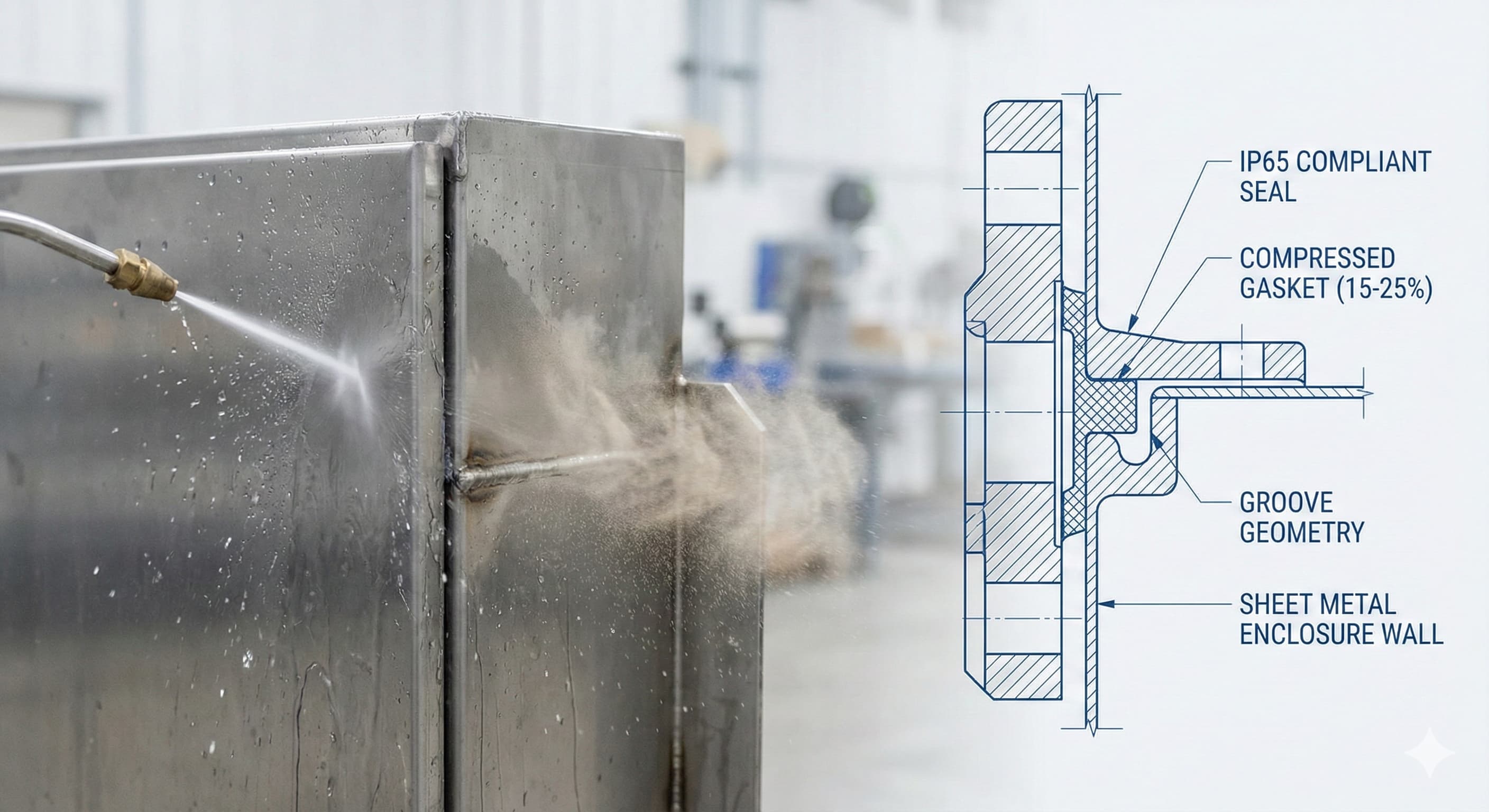
- Korrekt spårgeometri med 3:2 bredd-till-djup-förhållanden maximerar packningsretention och tätningseffektivitet
Förstå IP65-kraven för plåttillämpningar
International Electrotechnical Commissions IP65-standard kräver fullständigt skydd mot dammintrång (nivå 6) och motståndskraft mot vattenstrålar från ett 6,3 mm munstycke med 12,5 liter per minut från alla håll (nivå 5). För plåtkapslingar innebär detta att tätningsintegriteten upprätthålls över gränssnitt som upplever differentiell termisk expansion, mekanisk spänning från vibrationer och potentiell deformation under belastning.
Kritiska tryckskillnader i IP65-applikationer varierar vanligtvis från 1-5 kPa, även om industriella miljöer kan kräva motstånd upp till 10 kPa. Tätningssystemet måste klara dessa tryck samtidigt som funktionaliteten bibehålls över driftstemperaturområden från -40°C till +85°C för standardapplikationer, med specialiserade konstruktioner som sträcker sig till +125°C för högtemperaturmiljöer.
Plåttjockleken påverkar avsevärt tätningsstrategins effektivitet. Standardmåttmaterial från 1,0 mm till 3,0 mm kräver olika packningskompressionsmetoder jämfört med tyngre 5,0 mm till 8,0 mm plåtar. Tunnare material uppvisar större nedböjning under packningskompressionsbelastningar, vilket potentiellt äventyrar tätningsgeometrin över tid.
Materialval och termiska överväganden
Aluminium 5052-H32 och 6061-T6 representerar de vanligaste plåtvalen för IP65-kapslingar, var och en med distinkta termiska expansionsegenskaper som direkt påverkar tätningsprestandan. Den termiska expansionskoefficienten för aluminiumlegeringar är i genomsnitt 23,1 × 10⁻⁶/°C, vilket skapar mätbara dimensionsförändringar i stora kapslingar.
| Materialkvalitet | Värmeutvidgning (10⁻⁶/°C) | Sträckgräns (MPa) | Kostnadsfaktor | Tätningskompatibilitet |
|---|---|---|---|---|
| Al 5052-H32 | 23.8 | 193 | 1.0x | Utmärkt |
| Al 6061-T6 | 23.6 | 276 | 1.2x | Utmärkt |
| 304 Rostfritt | 17.3 | 215 | 2.8x | Mycket bra |
| 316L Rostfritt | 16.0 | 170 | 4.2x | Utmärkt |
| Kallvalsat stål | 12.0 | 350 | 0.6x | Bra (belagt) |
Rostfria stål av kvalitet 304 och 316L erbjuder lägre termiska expansionskoefficienter, vilket minskar tätningsspänningen under temperaturcykling. De ökade materialkostnaderna och formningskraven måste dock vägas mot förbättrad dimensionsstabilitet. Kallvalsat stål ger utmärkt styrka och minimal termisk expansion, men kräver skyddande beläggningar för att förhindra galvanisk korrosion när det kombineras med standardpackningsmaterial.
Ytfinishkraven för effektiv IP65-tätning specificerar vanligtvis Ra-värden mellan 0,8-3,2 μm på packningskontaktytor. Slätare finishar förbättrar den initiala tätningen men kan minska packningsgreppet, medan grövre ytor förbättrar mekanisk retention till priset av mikroskopiska läckvägar.
Packningsval och kompressionsdynamik
EPDM-packningar (etylenpropendiengummimonomer) dominerar IP65-applikationer på grund av utmärkt väderbeständighet, ozonstabilitet och kompressionssättningsmotstånd under 25 % efter 1000 timmar vid 70°C. Shore A-durometervärden mellan 60-80 ger optimal balans mellan tätningsanpassningsförmåga och strukturell integritet under kompressionsbelastningar.
Kompressionsförhållanden kräver exakt kontroll för att uppnå IP65-prestanda. Optimal kompression varierar vanligtvis från 15-25 % av det ursprungliga packningens tvärsnitt, med högre kompressionshastigheter som leder till accelererad materialnedbrytning och potentiell packningsextrudering. Lägre kompression kan tillåta läckvägar under tryckcykling eller termisk expansionsspänning.
| Packningsmaterial | Shore A Durometer | Kompressionsförhållande | Temperaturområde (°C) | Kemisk resistens |
|---|---|---|---|---|
| EPDM | 70 ± 5 | 20-25% | -40 till +120 | Utmärkt |
| Silikon | 60 ± 5 | 15-20% | -60 till +200 | Bra |
| Neopren | 65 ± 5 | 20-30% | -35 till +100 | Mycket bra |
| Fluorkarbon (FKM) | 75 ± 5 | 15-20% | -20 till +200 | Utmärkt |
| Nitril (NBR) | 70 ± 5 | 25-35% | -30 till +100 | Bra |
Packningens tvärsnittsgeometri påverkar avsevärt tätningseffektiviteten. Runda tvärsnitt ger enhetlig spänningsfördelning men kräver exakt spårgeometri. D-formade profiler erbjuder förbättrad retention i grunda spår men kan skapa spänningskoncentrationer vid det plana gränssnittet. Ihåliga packningar minskar kompressionskrafterna men offrar tryckmotståndsförmågan.
Spårdesign och tillverkningstoleranser
Spårgeometrin avgör direkt packningens retention, kompressionsenhetlighet och långsiktig tätningsintegritet. Det optimala bredd-till-djup-förhållandet på 3:2 säkerställer adekvat packningsstöd samtidigt som överkompression eller extrudering under tryck förhindras. För standard 6 mm diameter runda packningar specificerar spårdimensionerna vanligtvis 4,5 mm bredd × 3,0 mm djup med ±0,1 mm toleranskontroll.
Tillverkningstoleranser på spårdimensioner kräver noggrant övervägande av kumulativa staplingseffekter. Positionstoleranser på ±0,2 mm på spårmittlinjer säkerställer korrekt packningsinriktning över sammanfogande ytor, medan djupvariation utöver ±0,1 mm skapar ojämn kompression som äventyrar tätningsprestandan.
Hörnradier i spårdesignen måste rymma packningens flexibilitet samtidigt som den strukturella integriteten bibehålls. Minimikravet på radie är vanligtvis lika med 0,3 gånger packningens diameter för att förhindra materialspänningssprickbildning under installation och kompressionscykling. Vassa hörn skapar spänningskoncentrationspunkter som accelererar packningsfel genom sprickutbredning.
För högprecisionsresultat, skicka in ditt projekt för en 24-timmars offert från Microns Hub.
Avancerade tätningsstrategier och flerstegsskydd
Komplexa kapslingar kräver ofta flerstegs tätningsstrategier för att uppnå tillförlitligt IP65-skydd. Primära tätningar hanterar majoriteten av miljöuteslutningen, medan sekundära tätningar ger reservskydd mot primär tätningsnedbrytning eller installationsfel. Denna redundans visar sig särskilt värdefull i kritiska applikationer där konsekvenserna av tätningsfel sträcker sig bortom kostnaderna för komponentbyte.
Labyrinttätningar kompletterar packningsbaserade system genom att skapa slingrande vägar som minskar tryckskillnaden över primära tätningar. Dessa geometriska egenskaper, bearbetade eller formade till sammanfogande ytor, förbättrar avsevärt den totala systemtillförlitligheten utan att öka materialkostnaderna. Typiska labyrintkonstruktioner innehåller 2-3 riktningsändringar med 0,5-1,0 mm spelrum.
Dräneringsfunktioner integrerade i kapslingsdesignen förhindrar vattenansamling som kan överväldiga tätningssystem under långvarig exponering. Strategiskt placerade dräneringshål med 3-5 mm diameter, placerade vid geometriska lågpunkter, tillåter fuktevakuering samtidigt som IP65-integriteten bibehålls. Dessa funktioner kräver noggrann positionering för att undvika att skapa intrångsvägar under tryckförhållanden.
| Tätningsstrategi | Komplexitet | Kostnadspåverkan | Tillförlitlighetsfaktor | Underhållskrav |
|---|---|---|---|---|
| Enkel packning | Låg | 1.0x | Standard | 5-års utbyte |
| Dubbel packning | Medium | 1.8x | Hög | 7-års utbyte |
| Packning + Labyrint | Medium | 1.4x | Mycket hög | 10-års utbyte |
| Flerstegssystem | Hög | 2.5x | Utmärkt | 3-års inspektion |
| Svetsad + Packning | Hög | 2.2x | Utmärkt | Permanent |
Fästelementval och kompressionskontroll
Fästelementsspecifikationer påverkar direkt packningens kompressionsenhetlighet och långsiktig tätningsprestanda. Rostfria insexskruvar ger korrosionsbeständighet och exakt momentapplicering, med M6 × 1,0 som representerar den vanligaste storleken för standardkapslingstillämpningar. Fästelementavståndet varierar vanligtvis från 80-120 mm i mitten, med tätare avstånd krävs för tunnare plåtsubstrat.
Momentspecifikationerna måste ta hänsyn till packningsmaterialegenskaper, substrattjocklek och termiska cyklingseffekter. Standard EPDM-packningar i aluminiumkapslingar kräver vanligtvis 4-6 N⋅m vridmoment på M6-fästelement, med värden justerade baserat på packningsdurometer och kompressionskrav. Övervridning skapar spänningskoncentrationer som accelererar packningsnedbrytningen, medan otillräckligt vridmoment tillåter tätningsavslappning under termisk cykling.
Gänglåsning förhindrar att fästelement lossnar på grund av vibrationer eller termisk cykling, men valet måste ta hänsyn till servicevänliga demonteringskrav. Medelstarka anaeroba föreningar ger tillräcklig retention samtidigt som fältservice med standardverktyg tillåts. Höghållfasta föreningar kan kräva värmeapplicering för demontering, vilket komplicerar underhållsprocedurerna.
Brickvalet påverkar lastfördelningen över packningsytorna. Rostfria brickor med 12 mm ytterdiameter fördelar kompressionsbelastningarna effektivt samtidigt som substratdeformation förhindras. Fångbrickdesign minskar monteringstiden och eliminerar lösa hårdvara under fältservice.
Tillverkningsprocesser och kvalitetskontroll
Plåtformningsoperationer måste rymma packningsspårkraven under designfasen för att säkerställa tillverkningsbarhet och kostnadseffektivitet. Bromsformningsoperationer kan vanligtvis rymma spårfunktioner vinkelrätt mot böjaxlarna, medan parallella spår kan kräva sekundära bearbetningsoperationer som ökar produktionskostnaderna avsevärt.
CNC-bearbetning av packningsspår ger överlägsen dimensionskontroll jämfört med formningsoperationer, särskilt för komplexa geometrier eller snäva toleranskrav. Microns Hubs precisions-CNC-bearbetningstjänster säkerställer att spårdimensionerna uppfyller IP65-tätningskraven samtidigt som tillverkningseffektiviteten optimeras för både prototyp- och produktionskvantiteter.
Svetsoperationer nära packningsområden kräver noggrann värmehantering för att förhindra substratförvrängning som äventyrar spårgeometrin. TIG-svetsning med kontrollerad värmetillförsel bibehåller vanligtvis dimensionsstabiliteten inom acceptabla gränser, medan MIG-svetsning kan kräva bearbetning efter svetsning för att återställa spårspecifikationerna.
Kvalitetskontrollprocedurer för IP65-kapslingar måste validera både dimensionsöverensstämmelse och faktisk tätningsprestanda. Koordinatmätmaskiner verifierar spårdimensioner till ±0,05 mm noggrannhet, medan tryckförfallstestning bekräftar läckhastigheter under 1 × 10⁻⁶ mbar⋅l/s under simulerade driftsförhållanden.
| Tillverkningsprocess | Spårnoggrannhet (mm) | Produktionstakt | Startkostnad | Bästa användningsområden |
|---|---|---|---|---|
| CNC-bearbetning | ±0.03 | Medium | Hög | Komplexa geometrier |
| Kantpressning | ±0.15 | Hög | Låg | Enkla raka spår |
| Följdverktyg | ±0.08 | Mycket hög | Mycket hög | Högvolymsproduktion |
| Laserskärning + Form | ±0.10 | Medium | Medium | Medelstora volymer |
| Vattenskärning + Sekundär | ±0.05 | Låg | Medium | Tjocka material |
Test- och valideringsprotokoll
IP65-validering kräver systematiska testprotokoll som simulerar verkliga driftsförhållanden samtidigt som de tillhandahåller kvantitativa prestandadata. Standardtestprocedurer följer IEC 60529-specifikationerna och använder kalibrerade dammkammare och vattenstråleapparater för att verifiera skyddsnivåerna under kontrollerade förhållanden.
Dammintrångstestning använder talkpulver eller standardiserat testdamm som cirkuleras genom kammare vid specificerade koncentrationer och lufthastigheter. Testtiden sträcker sig vanligtvis 8 timmar med periodisk tryckcykling för att simulera termiska andningseffekter. Fullständig dammuteslutning måste påvisas utan mätbar ansamling inuti kapslingen.
Vattenstråleprovning använder 6,3 mm munstycken som levererar 12,5 liter per minut vid 30 kPa tryck från alla håll. Testtiden täcker minst 15 minuter med kapslingen orienterad för att presentera maximal utmaning för tätningssystemen. Inget vattenintrång är acceptabelt, och all upptäckt fukt utgör testfel.
Långsiktig tillförlitlighetstestning inkluderar termisk cykling mellan operativa temperaturextremer, vanligtvis 1000 cykler från -40°C till +85°C med 2 timmars uppehållstider. Packningskompressionssättningsmätningar verifierar materialstabilitet, medan läckhastighetstestning bekräftar fortsatt tätningsintegritet under hela testtiden.
Kostnadsoptimeringsstrategier
Materialvalet påverkar avsevärt de totala projektkostnaderna, med aluminiumlegeringar som erbjuder optimal balans mellan prestanda och ekonomi för de flesta applikationer. Rostfria stål av kvalitet kräver premiumpriser men ger överlägsen korrosionsbeständighet och dimensionsstabilitet som kan motivera ökade kostnader i tuffa miljöer eller förlängda livslängdskrav.
Packningsvalet ger möjligheter till kostnadsoptimering utan att kompromissa med IP65-prestandan. Standard EPDM-formuleringar ger utmärkt prestanda till konkurrenskraftiga priser, medan specialiserade föreningar som fluorkarbonmaterial kan vara onödiga om inte specifika kemiska resistenskrav finns. Anpassade packningstvärsnitt kan minska materialanvändningen jämfört med standard runda profiler samtidigt som tätningseffektiviteten bibehålls.
Val av tillverkningsprocess kräver noggrann analys av volymkrav och geometrisk komplexitet. Applikationer med låg volym drar nytta av flexibla processer som bromsformning och våra tillverkningstjänster som minimerar verktygsinvesteringar. Högvolymsproduktion motiverar progressiva verktyg trots betydande initialkostnader på grund av minskad tillverkningstid per enhet och förbättrad dimensionskonsistens.
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplatsplattformar. Vår tekniska expertis och personliga serviceinriktning innebär att varje projekt får den uppmärksamhet på detaljer som krävs för tillförlitlig IP65-prestanda i olika driftsmiljöer.
Vanliga designfallgropar och lösningar
Otillräckligt fästelementavstånd representerar en av de vanligaste orsakerna till IP65-tätningsfel i plåtkapslingar. För stort avstånd tillåter substratnedböjning mellan fästelement, vilket skapar luckor som äventyrar packningskompressionen. Standardpraxis begränsar avståndet till 100 mm för 2,0 mm plåttjocklek, med proportionell minskning för tunnare material.
Packningsspårkorsningar i hörn kräver särskild uppmärksamhet för att förhindra läckvägar som kringgår det primära tätningsgränssnittet. Gjutna hörnpackningar eliminerar skarvar som skapar potentiella felpunkter, medan skarvskarvar kräver exakta skär- och bindningsprocedurer för att upprätthålla tätningsintegriteten. Hörnradier bör rymma packningens böjningsradiekrav utan att skapa spänningskoncentrationer.
Termiska expansionsberäkningar förbiser ofta differentiell expansion mellan olikartade material i kompositkonstruktioner. Stålförstärkningsramar kombinerade med aluminiumskinn skapar spänningsmönster som kan äventyra packningskompressionsenhetligheten under temperaturexkursioner. Designlösningar inkluderar expansionsfogar eller materialval som minimerar termiska expansionsfel.
Ytfinishinkonsekvenser nära packningskontaktytorna beror ofta på otillräcklig processkontroll under tillverkningen. Svetsoperationer som skapar lokal råhet eller kontaminering kräver efterbearbetning för att återställa specificerade ytförhållanden. Kvalitetskontrollprocedurer måste verifiera ytförhållandekraven utöver dimensionsspecifikationerna.
Vanliga frågor
Vilket packningskompressionsförhållande ger optimal IP65-tätningsprestanda?
Optimala kompressionsförhållanden varierar från 15-25 % av det ursprungliga packningens tvärsnitt för de flesta EPDM-material. Detta område ger tillräckligt kontakttryck för effektiv tätning samtidigt som materialnedbrytning från överkompression förhindras. Shore A-durometervärden påverkar idealisk kompression, med mjukare material som kräver lägre kompressionsförhållanden.
Hur påverkar termiska expansionseffekter långsiktig tätningsintegritet?
Termisk expansion skapar dimensionsförändringar som belastar packningsmaterial och potentiellt äventyrar tätningsgeometrin. Aluminiumkapslingar expanderar ungefär 0,23 mm per meter per 10°C temperaturökning. Designstrategier inkluderar expansionsfogar, materialval med matchade termiska koefficienter och packningsmaterial med hög töjningsförmåga.
Vilka tillverkningstoleranser krävs för effektiv packningsspårgeometri?
Spårbreddstoleranser specificerar vanligtvis ±0,1 mm för optimal packningsretention och kompressionskontroll. Djuptoleranser bör bibehålla ±0,1 mm för att säkerställa enhetlig kompression över hela packningens omkrets. Positionstoleranser på ±0,2 mm förhindrar packningsfelinriktning som skapar läckvägar.
Kan IP65-klassificering upprätthållas med avtagbara paneler eller dörrar?
Ja, avtagbara paneler kan upprätthålla IP65-skydd med korrekt gångjärnsdesign och packningssystem. Pianogångjärn ger kontinuerligt stöd längs panelkanterna, medan korrekt utformade kompressionslås säkerställer tillräcklig packningskompression. Flera fästelement med specificerade vridmomentvärden erbjuder alternativa lösningar för paneler som ofta används.
Vilka testprocedurer verifierar IP65-överensstämmelse i anpassade kapslingar?
IP65-testning följer IEC 60529-standarderna med dammkammartestning i minst 8 timmar och vattenstråleprovning med 12,5 liter per minut från 6,3 mm munstycken. Tryckförfallstestning kompletterar standardprocedurerna genom att kvantifiera läckhastigheter under kontrollerade förhållanden. Termisk cyklingsvalidering bekräftar prestanda över operativa temperaturområden.
Hur påverkar plåttjockleken packningskompressionen och tätningsprestandan?
Tunnare plåt böjs mer under packningskompressionsbelastningar, vilket potentiellt skapar ojämn tryckfördelning som äventyrar tätningseffektiviteten. Material under 1,5 mm tjocklek kräver ofta tätare fästelementavstånd eller förstärkningsfunktioner för att upprätthålla tillräcklig styvhet. Tjockare material ger bättre dimensionsstabilitet men ökar materialkostnaderna och formningsbelastningarna.
Vilka är de mest kostnadseffektiva materialen för IP65-plåtkapslingar?
Aluminium 5052-H32 erbjuder den bästa kombinationen av kostnad, formbarhet och korrosionsbeständighet för de flesta IP65-applikationer. Kallvalsat stål ger lägre materialkostnad men kräver skyddande beläggningar och noggrant packningsmaterialval för att förhindra galvanisk korrosion. Rostfria stål av kvalitet motiverar premiumpriser endast när specifika miljöförhållanden kräver överlägsen korrosionsbeständighet.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece