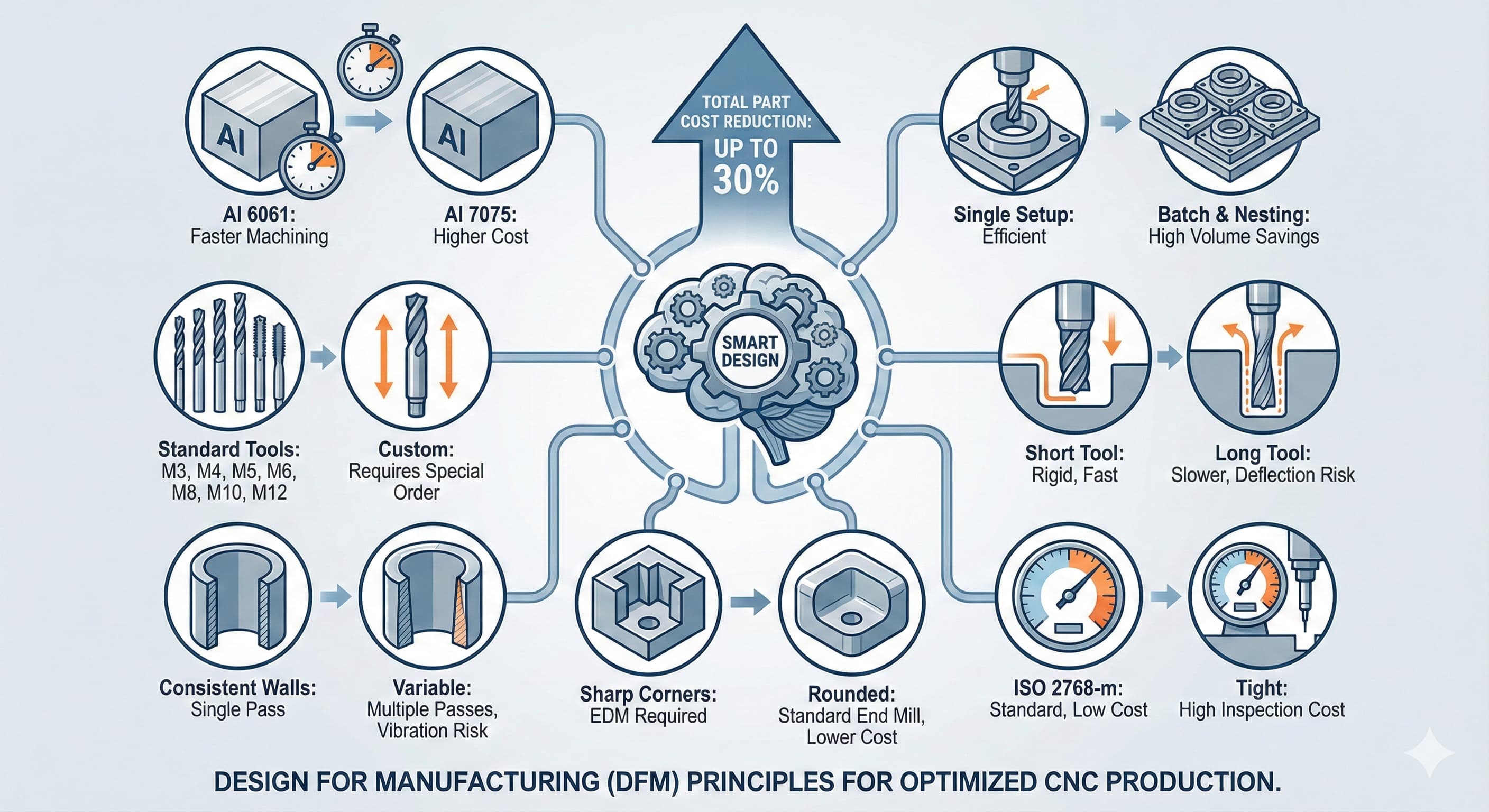
CNC-bearbetningskostnadsdrivare: 7 designjusteringar för att minska delpriset med 30 %
De flesta ingenjörer fokuserar på funktionalitet först och kostnad sedan – ett kostsamt misstag när det gäller CNC-bearbetning. Efter två decennier av optimering av tillverkningsprocesser på Microns Hub har jag identifierat återkommande designmönster som ökar delkostnaderna med 20–50 % utan att tillföra något meningsfullt värde. Lösningen är inte billigare material eller leverantörer av lägre kvalitet; det är intelligenta designmodifieringar som fungerar med CNC-kapacitet snarare än mot dem.
Viktiga slutsatser
- Standardverktygstillgänglighet minskar bearbetningstiden med 40–60 % jämfört med komplexa geometrier som kräver specialiserade skärverktyg
- Materialval utöver legeringstyp – med hänsyn till bearbetbarhetsklassificeringar och lagertillgänglighet – påverkar den totala kostnaden mer än råmaterialpriset
- Funktionskonsolidering genom design för tillverkning (DFM)-principer kan eliminera sekundära operationer helt och hållet
- Toleransspecifikationsstrategi: att tillämpa snäva toleranser endast där det är funktionellt kritiskt minskar inspektionstiden och kassationsgraden avsevärt
Förstå CNC-kostnadsstrukturen: De dolda variablerna
CNC-bearbetningskostnaderna delas in i fem primära kategorier, men de flesta ingenjörer beaktar bara två. Utöver uppenbara material- och maskintidskostnader representerar inställningskomplexitet, verktygskrav och kvalitetssäkringsprotokoll ofta 40–70 % av den totala delkostnaden för låg- till medelvolymproduktion.
Inställningstiden skalas oproportionerligt med geometrisk komplexitet. Ett enkelt rektangulärt block med standardhål bearbetas i en inställning, medan en del som kräver flera orienteringar multiplicerar både inställningstiden och fixturkostnaderna. Varje ytterligare inställning lägger till 15–45 minuters icke-skärtid, beroende på delens komplexitet och fixturkraven.
Verktygskostnaderna ökar när konstruktioner kräver specialiserade skärverktyg. Standard pinnfräsar i diametrarna 3 mm, 6 mm, 10 mm och 20 mm hanterar 85 % av bearbetningsoperationerna effektivt. Att kräva en 2,3 mm pinnfräs för ett specifikt fickdjup fördubblar verktygskostnaden och ökar ledtiden för verktygsanskaffning.
| Kostnadskomponent | Typisk procentandel | Primära drivkrafter | Designpåverkan |
|---|---|---|---|
| Råmaterial | 20-35% | Legeringstyp, lagerstorlek, tillgänglighet | Hög |
| Maskintid | 25-40% | Skärhastighet, verktygsbaneeffektivitet | Mycket hög |
| Inställning & Fixturering | 15-25% | Antal inställningar, fixturkomplexitet | Mycket hög |
| Verktyg | 8-15% | Verktygstyp, utbytesfrekvens | Hög |
| Kvalitetssäkring | 5-12% | Toleranskrav, inspektionstid | Medium |
Ingenjörer väljer vanligtvis material baserat enbart på mekaniska egenskaper och ignorerar bearbetbarhetsfaktorer som dramatiskt påverkar tillverkningskostnaden. Aluminium 6061-T6 och 7075-T6 uppfyller båda styrkekraven för många flygtillämpningar, men 6061-T6 bearbetas 40 % snabbare på grund av överlägsen spånbildning och lägre verktygsslitage.
Bearbetbarhetsklassificeringar kvantifierar skäreffektiviteten över olika legeringar. American Iron and Steel Institute (AISI) klassificerar material på en skala där AISI 1212-stål motsvarar 100 %. Aluminium 6061-T6 klassificeras 90–95 %, medan 7075-T6 klassificeras 70–75 %. Denna skillnad på 20 punkter översätts direkt till variationer i cykeltiden.
Lagertillgänglighet representerar en annan dold kostnadsdrivare. Att specificera 25,4 mm tjock plåt när standardlagret kommer i storlekarna 25 mm eller 30 mm ger materialspill och potentiella förseningar i inköp. Europeiska leverantörer lagerför vanligtvis metriska dimensioner: 10 mm, 15 mm, 20 mm, 25 mm, 30 mm, 40 mm, 50 mm tjocklekar för aluminiumplåt.
| Material | Bearbetbarhetsklassificering | Skärhastighet (m/min) | Verktygslivslängdsfaktor | Relativ kostnad/timme |
|---|---|---|---|---|
| Al 6061-T6 | 90-95 | 300-500 | 1.0 | 1.0 |
| Al 7075-T6 | 70-75 | 200-350 | 0.7 | 1.4 |
| Rostfritt 316L | 45-50 | 120-180 | 0.4 | 2.5 |
| Titan Ti-6Al-4V | 20-25 | 60-120 | 0.2 | 4.8 |
Anpassade håldiametrar tvingar fram verktygsbyten och minskar skärparametrarna. Standardborrstorlekar i metrisk progression (3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm, 12 mm) körs med optimala matningar och hastigheter, medan ett 4,3 mm hål kräver antingen borrning underdimensionerat och brotschning eller körning av en standardborr med reducerade parametrar.
Gängspecifikationer följer liknande logik. ISO-metriska gängor (M3, M4, M5, M6, M8, M10, M12) använder standardgängstorlekar och beprövade skärparametrar. Anpassade gängor kräver speciella gängtappar, längre cykeltider och högre kassationsrisk på grund av potentiell gängbrott.
Förhållandet mellan håldjup och diameter påverkar borrningseffektiviteten och verktygslivslängden avsevärt. Att bibehålla förhållanden under 3:1 för standardspiralborrar och 5:1 för specialiserade djupborrar optimerar spånevakueringen och förhindrar kallhärdning. Ett hål med 6 mm diameter bör sträcka sig maximalt 18 mm djupt med standardverktyg.
Försänkning och undersänkning ökar komplexiteten när dimensionerna inte överensstämmer med standardfästelementkrav. ISO 4762 cylinderhuvudskruvar definierar specifika försänkningsdiametrar och -djup. M6-skruvar kräver 10 mm diameter försänkningar med 6 mm djup – att avvika från dessa standarder ökar bearbetningstiden utan funktionell fördel.
Designjustering nr 3: Implementera en konsekvent väggtjockleksstrategi
Variabel väggtjocklek kräver flera skärpass med olika verktyg, medan konsekvent tjocklek möjliggör enpassoperationer med optimerade skärparametrar. Tunna väggar under 1,5 mm tjocklek i aluminium eller 2 mm i stål introducerar vibrationsutmaningar som kräver reducerade skärhastigheter och specialiserad arbetsstyckeshållning.
Fickoperationer drar stor nytta av konsekvent golvtjocklek. Programmeringsprogramvara optimerar verktygsbanor när materialborttagningen förblir enhetlig under hela skäroperationen. Fickor med variabelt djup kräver flera grovbearbetningspass och ökar cykeltiden proportionellt.
Släppvinklar eliminerar sekundära bearbetningsoperationer för delar som kräver efterbearbetningsmontering eller beläggningsprocesser. Att införliva 0,5–2,0 graders släppvinklar på vertikala väggar förenklar delexponeringen från fixturer och minskar gradbildningen under skäroperationer.
För högprecisionsresultat, ladda upp dina CAD-filer till Microns Hubs motor för omedelbar offert.
Designjustering nr 4: Minimera funktionskomplexiteten genom geometrisk optimering
Komplexa geometriska funktioner ökar programmeringstiden och beräkningskomplexiteten för verktygsbanan exponentiellt. Skarpa invändiga hörn kräver EDM-efterbehandling eller flera verktygspass med gradvis mindre pinnfräsar. Att specificera 0,5 mm radiehörn istället för skarpa hörn eliminerar sekundära operationer samtidigt som den funktionella prestandan bibehålls för de flesta applikationer.
Underskärningar och omvända släppvinklar tvingar fram ytterligare inställningar eller specialiserade verktyg. Femaxliga bearbetningsmöjligheter hanterar vissa komplexa geometrier i enstaka inställningar, men programmeringskomplexiteten och inställningstiden överstiger ofta kostnadsbesparingarna från minskad hantering. Att eliminera underskärningar genom designrevision minskar vanligtvis den totala kostnaden samtidigt som delens styrka förbättras genom bättre spänningsfördelning.
Kraven på ytfinhet styr valet av skärparametrar och slutpassstrategier. Ra 1,6 μm ytfinhet uppnås genom standardbearbetningsparametrar, medan Ra 0,8 μm kräver ytterligare efterbehandlingspass med reducerade matningshastigheter. Spegelfinisher under Ra 0,4 μm kräver sekundära poleringsoperationer som tillför betydande kostnader och ledtider.
| Funktionstyp | Standardmetod | Tidsmultiplikator | Kostnadspåverkan | DFM Alternativ |
|---|---|---|---|---|
| Skarp Inre Hörn | Flera verktygsdrag + EDM | 3.5x | +250% | 0.5mm radie hörn |
| Djup Smal Skåra | Störtfräsning + sidfräsning | 2.8x | +180% | Bredare skåra eller genomgående hål |
| Komplext Underskär | 5-axlig eller flera uppsättningar | 4.2x | +320% | Eliminera eller förenkla geometri |
| Mycket Tunn Vägg (<1mm) | Lätta skär, speciella fixturer | 2.2x | +120% | Öka till 1.5mm minimum |
Toleransspecifikation representerar den vanligaste kostnadsökande faktorn vid precisionsbearbetning. ISO 2768 allmänna toleranser hanterar de flesta funktionella krav utan specifika anrop. Medelklass (ISO 2768-m) ger ±0,1 mm för dimensioner upp till 30 mm, ±0,15 mm för 30–120 mm dimensioner och ±0,2 mm för 120–400 mm dimensioner.
Kritiska toleranser som kräver statistisk processkontroll (SPC)-övervakning ökar inspektionstiden och potentiella omarbetningskostnader. Varje dimension som kräver verifiering av koordinatmätmaskin (CMM) ökar inspektionstiden med 2–5 minuter plus dokumentationskrav. Att begränsa snäva toleranser till funktionellt kritiska funktioner minskar kvalitetssäkringskostnaderna avsevärt.
Geometrisk dimensionering och toleranssättning (GD&T)-applikation enligt ASME Y14.5-standarder kommunicerar designavsikten mer effektivt än traditionell plus/minus-toleranssättning. Komplexa GD&T-scheman som kräver specialiserad inspektionsutrustning ökar dock kostnaderna utan motsvarande funktionell fördel i många applikationer.
Positionstoleranser för hålmönster visar denna princip tydligt. En ±0,05 mm positionstolerans på en bultcirkel kräver CMM-inspektion, medan ±0,1 mm tolerans möjliggör godkänd/icke godkänd mätarverifiering till en tredjedel av inspektionskostnaden.
Designjustering nr 6: Optimera bearbetningstillgång och verktygsfrigång
Begränsningar i verktygsåtkomst tvingar fram längre verktyg med minskad styvhet, vilket ökar vibrationerna och begränsar skärparametrarna. Standardförhållanden mellan pinnfräslängd och diameter på 3:1 eller 4:1 ger optimal styvhet för de flesta applikationer. Att kräva 6:1 eller högre förhållanden minskar skärhastigheterna med 30–50 % och ökar risken för verktygsavböjning.
Frigångskrav runt bearbetade funktioner möjliggör större, mer styva verktygsval. En 20 mm pinnfräs tar bort material 4 gånger snabbare än en 10 mm pinnfräs när tillräcklig frigång finns. Fickoperationer drar särskilt nytta av generösa hörnrader som matchar tillgängliga verktygsstorlekar.
Fixturdesignintegration under deldesignfasen eliminerar störningsproblem och minskar inställningskomplexiteten. Standardavstånd mellan skruvstyckesbackar, roterbordsdimensioner och arbetsstyckeshållningsbegränsningar bör påverka designbesluten tidigt i utvecklingsprocessen snarare än att tvinga fram dyra anpassade fixturlösningar.
Programmeringstillgänglighet påverkar både den initiala programmeringstiden och effektiviteten för framtida modifieringar. Funktioner som finns i svåråtkomliga områden kräver konservativa skärparametrar och omfattande verifiering av verktygsbanan, vilket ökar både programmeringstiden och cykeltiden.
Designjustering nr 7: Batchbearbetning och funktionskonsolidering
Funktionskonsolidering minskar verktygsbyten och optimerar skärsekvenser. Att gruppera alla borrningsoperationer möjliggör enstaka verktygsinställningar med optimerade parametrar över flera hålstorlekar. Sekventiella fickoperationer med konsekventa djup effektiviserar grov- och finbearbetningspass.
Eliminering av sekundära operationer genom optimering av primära inställningar representerar en betydande möjlighet till kostnadsreduktion. Delar som kräver borrning, gängning och försänkning slutförs effektivt när hålplaceringarna rymmer åtkomst med enstaka inställningar. Komplexa delar som kräver vändningsoperationer eller flera arbetsstyckeshållningsinställningar multiplicerar hanteringstiden och introducerar noggrannhetsutmaningar för positionering.
Batchvänliga designöverväganden möjliggör effektiv produktionsskalning. Delar som är designade för enkel fixturering och konsekventa verktygskrav bearbetas effektivt i kvantiteter från prototyp till produktionsvolymer. Våra tillverkningstjänster optimerar inställningsprocedurerna för volymanpassade produktionsmetoder.
Materialutnyttjandeoptimering genom kapslingsvänliga geometrier minskar råmaterialspill och möjliggör effektiv programmering för inställningar med flera delar. Rektangulära eller cirkulära gränsprofiler kapslas mer effektivt än komplexa externa profiler som kräver individuella lagerbitar.
| Designstrategi | Tidsbesparingar | Kostnadsreduktion | Kvalitetspåverkan | Implementeringssvårighet |
|---|---|---|---|---|
| Standardverktygsstorlekar | 20-35% | 15-28% | Förbättrad | Låg |
| Konsekvent väggtjocklek | 15-25% | 12-20% | Neutral | Medel |
| Förenklade toleranser | 5-15% | 8-18% | Neutral | Låg |
| Funktionskonsolidering | 25-40% | 20-35% | Förbättrad | Hög |
| Materialoptimering | 10-20% | 15-25% | Förbättrad | Medel |
Att implementera dessa kostnadsreduceringsstrategier kräver systematisk designgranskningsintegration i befintliga utvecklingsprocesser. DFM-granskning i tidigt skede identifierar optimeringsmöjligheter före designfrysning, när modifieringar förblir relativt enkla och billiga.
CAD-modellanalys med hjälp av tillverkningssimuleringsprogramvara förutsäger bearbetningssekvenser och identifierar potentiella problem före fysisk produktion. Programvaruverktyg som CAMWorks, Mastercam eller Fusion 360 ger realistiska uppskattningar av cykeltiden och lyfter fram problematiska funktioner som kräver designuppmärksamhet.
Tvärfunktionellt samarbete mellan designingenjörer och tillverkningsingenjörer säkerställer optimal balans mellan funktionella krav och produktionseffektivitet. Regelbundna designgranskningar inklusive tillverkningsinput förhindrar kostsamma omdesigncykler och accelererar time-to-market-mål.
Dokumentationsstandarder som innehåller DFM-riktlinjer möjliggör konsekvent tillämpning över flera projekt och teammedlemmar. Standardiserade designregler, föredragna materialspecifikationer och godkända toleransscheman minskar designvariationer och möjliggör effektivare offerering och produktionsplanering.
Mäta framgången med kostnadsreduktion
Att kvantifiera kostnadsreduktionsresultat kräver etablering av baslinjer och systematisk spårning över flera kostnadskomponenter. Den totala delkostnaden inkluderar material, bearbetningstid, inställningstid, verktygsförbrukning och kvalitetssäkringskostnader – var och en reagerar olika på specifika designmodifieringar.
Mätning av cykeltidsreduktion ger den mest direkta indikatorn på tillverkningseffektivitet. Att jämföra den faktiska bearbetningstiden före och efter designoptimering kvantifierar förbättringens storlek och validerar teoretiska förutsägelser från simuleringsprogramvara.
Kvalitetsmått inklusive avkastningsgrad vid första passet och kassationsprocent indikerar förbättringar av designrobustheten utöver enkel kostnadsreduktion. Förenklade konstruktioner uppvisar vanligtvis förbättrad tillverkbarhet genom minskad variation och högre processkapabilitetsindex.
Långsiktig kostnadsspårning avslöjar effektiviteten i optimeringsstrategin över produktionsvolymer och tidsperioder. Minskningar av den initiala inställningskomplexiteten multipliceras över högre produktionskvantiteter, medan materialoptimering ger konsekventa fördelar oavsett volymnivåer.
Vanliga frågor
Vilken är den mest effektiva enskilda designändringen för att minska CNC-bearbetningskostnaderna?
Att standardisera hålstorlekar och gängspecifikationer ger vanligtvis 15–25 % kostnadsreduktion med minimal designpåverkan. Att använda standard metriska borrstorlekar (3 mm, 4 mm, 5 mm, 6 mm, 8 mm, 10 mm) och ISO-metriska gängor eliminerar speciella verktygskrav och möjliggör optimala skärparametrar under hela produktionen.
Hur påverkar toleransspecifikationer den totala delkostnaden?
Snäva toleranser under ±0,05 mm kan öka delkostnaden med 30–80 % genom ytterligare inspektionskrav och potentiell omarbetning. Att tillämpa ISO 2768 allmänna toleranser för icke-kritiska dimensioner och reservera snäva toleranser endast för funktionellt kritiska funktioner optimerar kostnadsprestandabalansen effektivt.
Vilka material erbjuder det bästa förhållandet mellan bearbetbarhet och prestanda för kostnadsoptimering?
Aluminium 6061-T6 ger utmärkt bearbetbarhet (90–95 klassificering) med goda hållfasthetsegenskaper för de flesta applikationer. För stålkomponenter erbjuder 1018- eller 12L14-kvaliteter överlägsen bearbetbarhet jämfört med rostfria legeringar samtidigt som de bibehåller tillräcklig styrka för många strukturella applikationer.
Hur påverkar funktionskomplexiteten bearbetningstiden och kostnaden?
Komplexa funktioner som kräver specialiserade verktyg eller flera inställningar kan öka delkostnaden med 200–400 %. Skarpa invändiga hörn, djupa smala spår och komplexa underskärningar påverkar särskilt kostnaderna genom utökad programmeringstid, specialiserade verktygskrav och reducerade skärparametrar.
Vilka riktlinjer för väggtjocklek minimerar bearbetningskostnaderna samtidigt som den strukturella integriteten bibehålls?
Att bibehålla en minsta väggtjocklek på 1,5 mm för aluminium och 2,0 mm för stål eliminerar vibrationsproblem och möjliggör standard skärparametrar. Konsekvent väggtjocklek genom hela delen möjliggör enpassoperationer och optimerad verktygsbaneprogrammering.
Hur påverkar inställningskraven små batchproduktionskostnader?
Varje ytterligare inställning ökar icke-skärtiden med 15–45 minuter, vilket påverkar små batchers ekonomi avsevärt. Att designa delar för bearbetning med enstaka inställningar kan minska den totala produktionstiden med 40–60 % för kvantiteter under 50 stycken, vilket gör prototyper och lågvolymproduktion mer kostnadseffektiv.
Vad är förhållandet mellan krav på ytfinhet och bearbetningskostnad?
Krav på ytfinhet under Ra 1,6 μm ökar bearbetningstiden exponentiellt. Ra 0,8 μm kräver 40–60 % ytterligare efterbehandlingstid, medan Ra 0,4 μm kräver sekundära poleringsoperationer som ökar kostnadspremien med 150–300 % jämfört med standardbearbetade finisher.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece