5-axlig kontra 3-axlig CNC-fräsning: När den extra kostnaden betalar sig
Beslutet mellan 3-axlig och 5-axlig CNC-fräsning representerar ett av de mest kritiska kapitalinvesteringsvalen inom modern tillverkning. Medan 3-axliga maskiner hanterar majoriteten av produktionskraven, låser 5-axliga system upp geometriska möjligheter som kan transformera dina tillverkningsmöjligheter – men bara när de är korrekt motiverade av specifika delkrav och produktionsvolymer.
Viktiga slutsatser:
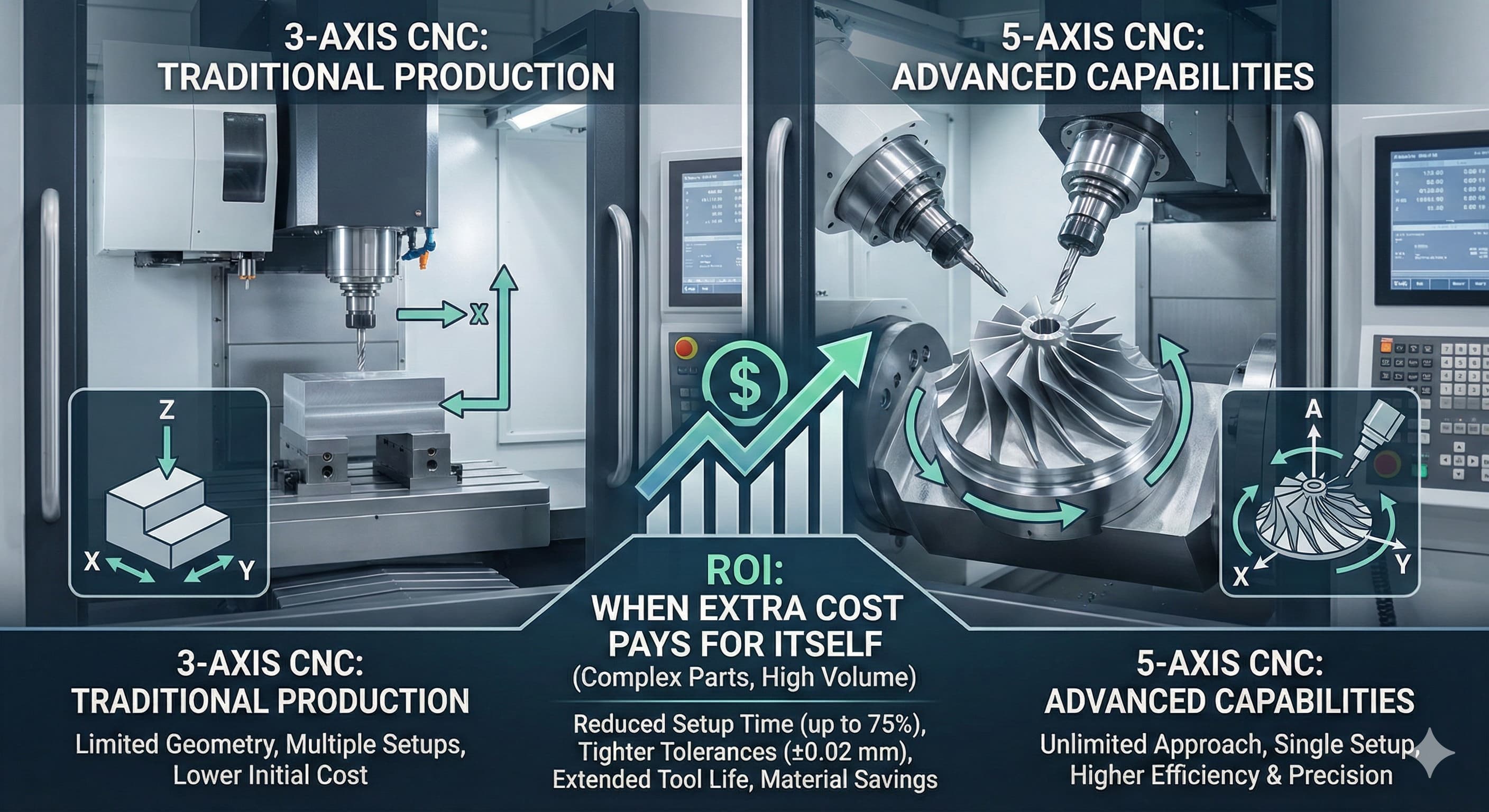
- 5-axlig bearbetning minskar inställningstiden med upp till 75 % för komplexa geometrier samtidigt som toleranser på ±0,02 mm bibehålls
- Break-even-analys gynnar vanligtvis 5-axlig för delar som kräver mer än 3 inställningar eller sammansatta vinklar som överstiger 30°
- Förbättringar av verktygsåtkomlighet i 5-axliga system kan minska bearbetningstiden med 40–60 % på flyg- och medicinska komponenter
- Initial investeringspremie på 200 000–500 000 € för 5-axlig betalar sig när den årliga produktionen överstiger 500 komplexa delar
Förstå de grundläggande skillnaderna
Traditionella 3-axliga CNC-maskiner arbetar längs tre linjära axlar: X (vänster-höger), Y (fram-bak) och Z (upp-ner). Arbetsstycket förblir stationärt medan skärverktyget rör sig i dessa tre riktningar, vilket skapar ett rektangulärt arbetsområde. Denna konfiguration hanterar cirka 80 % av de allmänna bearbetningskraven effektivt, inklusive planfräsning, borrning och enkla konturfräsningsoperationer.
5-axlig bearbetning introducerar två ytterligare rotationsaxlar, vanligtvis betecknade som A- och B-axlar. A-axeln roterar runt X-axeln, medan B-axeln roterar runt Y-axeln, även om tillverkare kan implementera C-axelrotation runt Z-axeln istället. Denna konfiguration gör att skärverktyget kan närma sig arbetsstycket från praktiskt taget vilken vinkel som helst, vilket eliminerar många geometriska begränsningar som är inneboende i 3-axliga system.
Den kritiska skillnaden ligger inte bara i antalet axlar, utan i tillgängligheten. 5-axliga system kan bearbeta komplexa funktioner i en enda inställning som skulle kräva flera operationer, fixturer och potentiella noggrannhetskompromisser på 3-axlig utrustning. Denna förmåga blir avgörande när man hanterar flygkomponenter, medicinska implantat eller komplexa formgeometrier där funktionsrelationer måste upprätthålla exakta toleranser.
Jämförelse av tekniska möjligheter
| Förmåga | 3-axlig CNC | 5-axlig CNC |
|---|---|---|
| Maximala verktygsvinklar | Vinkelrät mot ytan på delen endast | Obegränsade infallsvinklar |
| Minskning av uppsättningar | Flera uppsättningar krävs | Upp till 75 % minskning av uppsättningar |
| Underskärningsbearbetning | Omöjligt utan specialverktyg | Direkt åtkomst |
| Ytfinhetskvalitet | Ra 0.8-3.2 μm typiskt | Ra 0.4-1.6 μm uppnåeligt |
| Programmeringskomplexitet | Måttlig | Hög (CAM-expertis krävs) |
| Toleransförmåga | ±0.05 mm standard | ±0.02 mm uppnåeligt |
När 5-axlig investering är ekonomiskt vettigt
Den ekonomiska motiveringen för 5-axliga bearbetningscenter beror starkt på delkomplexitet, produktionsvolymer och materialkostnader. Vår analys på Microns Hub avslöjar flera viktiga scenarier där den extra investeringen betalar sig inom 18–24 månader.
Delar som kräver sammansatta vinklar större än 30° från vinkelrätt representerar utmärkta kandidater för 5-axlig bearbetning. Traditionell 3-axlig bearbetning av sådana funktioner kräver ofta anpassade fixturer, verktyg med förlängd räckvidd eller flera inställningar – var och en introducerar potentiell noggrannhetsförsämring och ökade cykeltider. Ett typiskt flygfäste med vinklade monteringsytor kan kräva 6–8 operationer på 3-axlig utrustning jämfört med 2–3 operationer på ett 5-axligt system.
Djup hålrumsfräsning presenterar ett annat övertygande användningsfall. Medicintekniska höljen, formsprutningskärnor och turbinkomponenter har ofta djupa fickor med tunna väggar där verktygsnedböjning blir kritisk. 5-axliga system möjliggör kortare, mer styva verktyg genom att närma sig funktioner från optimala vinklar, vilket minskar vibrationer och förbättrar väggtjockleksöverväganden för bearbetningsstabilitet.
Materialkostnaderna påverkar den ekonomiska ekvationen avsevärt. Vid bearbetning av dyra legeringar som Inconel 718 (45–60 € per kg) eller titan Ti-6Al-4V (35–50 € per kg) motiverar skrotminskningen som uppnås genom bearbetning med en enda inställning snabbt 5-axlig premie. Tänk på en flygkomponent i titan där ett bearbetningsfel i den sista operationen av en 4-stegssekvens skrotar material värt 500 € och 8 timmars maskintid.
Inställningstid och noggrannhetsanalys
Minskning av inställningstiden representerar en av de mest kvantifierbara fördelarna med 5-axlig bearbetning. Varje ompositionering av arbetsstycket introducerar potentiella fel genom fixturupprepbarhetsbegränsningar, vanligtvis ±0,02–0,05 mm beroende på fixturkvalitet och operatörsskicklighet. Dessa ackumulerade toleranser kan snabbt konsumera din tillåtna felbudget på precisionskomponenter.
En omfattande studie av våra produktionsdata visar genomsnittliga inställningstider på 45–90 minuter för komplexa 3-axliga operationer jämfört med 15–30 minuter för motsvarande 5-axliga operationer. Ännu viktigare är att elimineringen av flera inställningar tar bort kumulativa positioneringsfel, vilket möjliggör snävare totala toleranser. Delar som kräver ±0,025 mm geometrisk tolerans på funktioner som bearbetas i olika inställningar visar sig ofta vara omöjliga att uppnå konsekvent på 3-axlig utrustning.
Datumpunkter och referensytor bibehåller sina relationer under 5-axliga operationer, vilket eliminerar toleransstaplingen som är inneboende i processer med flera inställningar. Denna fördel blir kritisk i branscher som flyg där geometrisk dimensionering och toleranssättning (GD&T) krav enligt ASME Y14.5-standarder kräver exakt kontroll av funktionsrelationer.
För högprecisionsresultat, få en offert inom 24 timmar från Microns Hub.
Verktygslivslängd och ytfinishöverväganden
5-axlig bearbetning möjliggör optimala verktygsingreppsvinklar som dramatiskt kan förlänga verktygslivslängden samtidigt som ytfinishens kvalitet förbättras. Genom att upprätthålla konstant spånbelastning och undvika ogynnsamma skärförhållanden uppnår 5-axliga operationer ofta 25–40 % längre verktygslivslängd jämfört med motsvarande 3-axliga processer.
Förmågan att luta spindeln möjliggör optimal spånevakuering, särskilt kritisk vid bearbetning av djupa funktioner eller arbete med material som producerar långa, trådiga spån som austenitiska rostfria stål. Korrekt spånevakuering förhindrar ombearbetning, vilket försämrar ytfinishen och accelererar verktygsslitage.
Minskning av kamhöjden genom optimerade verktygsbanor representerar en annan betydande fördel. 5-axliga system kan upprätthålla konsekventa stegöveravstånd och optimala skärvinklar över komplexa ytor, vilket eliminerar de variabla kamhöjderna som är vanliga i 3-axliga finishpass. Denna förmåga eliminerar ofta sekundära efterbehandlingsoperationer, vilket sparar både tid och arbetskostnader.
| Ytfinhetsapplikation | 3-axlig förmåga | 5-axlig förmåga | Förbättringsfaktor |
|---|---|---|---|
| Flygytor (Ra) | 1.6-3.2 μm | 0.8-1.6 μm | 50-75 % förbättring |
| Medicinska implantat (Ra) | 0.8-1.6 μm | 0.4-0.8 μm | 50 % förbättring |
| Formytor (Ra) | 0.4-0.8 μm | 0.2-0.4 μm | 50 % förbättring |
| Allmänna komponenter (Ra) | 3.2-6.4 μm | 1.6-3.2 μm | 50 % förbättring |
Materialspecifika fördelar
Olika material reagerar unikt på 5-axliga bearbetningsstrategier. Titanlegeringar, som är ökända för kallhärdning och dålig värmeledningsförmåga, drar stor nytta av det konsekventa verktygsingreppet som är möjligt med 5-axliga system. Att upprätthålla optimala skärhastigheter och matningar genom komplexa verktygsbanor förhindrar kallhärdning som kan uppstå under konventionella 3-axliga operationer med varierande ingreppsförhållanden.
Aluminiumlegeringar, även om de i allmänhet är lättare att bearbeta, uppnår överlägsna ytfinisher genom 5-axlig bearbetning på grund av förbättrad spånevakuering och konsekventa skärkrafter. Detta visar sig särskilt värdefullt för flygtillämpningar där ytkvaliteten direkt påverkar utmattningslivslängden. Våra precisions-CNC-bearbetningstjänster uppnår regelbundet Ra-värden på 0,4 μm på aluminiumkomponenter genom optimerade 5-axliga strategier.
Härdade stål och superlegeringar utgör extrema utmaningar för alla bearbetningsprocesser, men 5-axliga system möjliggör användning av specialiserade verktygsbanor och skärparametrar som skulle vara omöjliga med 3-axlig utrustning. Trokoidala fräsningsstrategier, adaptiv rensning och bearbetning med konstant ythastighet blir praktiska alternativ i kombination med obegränsade verktygsingångsvinklar.
Programmerings- och operatörskompetenskrav
Sofistikeringen av 5-axlig bearbetning kräver motsvarande ökningar av programmeringsexpertis och operatörskompetensnivåer. CAM-programmering för 5-axlig kräver förståelse för verktygskollisionsundvikande, axelkoordinering och avancerade verktygsbanestrategier. Programmeringstiden ökar vanligtvis med 200–300 % jämfört med motsvarande 3-axliga operationer, även om denna overhead amorteras snabbt över produktionskörningar.
Operatörer måste förstå maskinkinematik, koordinatsystemrelationer och avancerade arbetsfasthållningsstrategier. Komplexiteten i 5-axliga inställningar kräver högre kompetensnivåer, vilket vanligtvis kräver 6–12 månaders specialiserad utbildning för erfarna 3-axliga operatörer. Men när de väl är etablerade kräver 5-axliga operationer ofta mindre praktisk intervention på grund av minskad inställningsfrekvens.
Moderna CAM-system som Mastercam, PowerMill och NX har avsevärt förbättrat 5-axlig programmeringstillgänglighet genom automatiserad kollisionsdetektering, optimerad verktygsbanegenerering och simuleringsmöjligheter. Ändå förblir inlärningskurvan betydande och måste beaktas i implementeringsplaneringen.
Underhåll och driftskomplexitet
5-axliga maskiner involverar i sig mer komplexa mekaniska system, med ytterligare roterande axlar, lager och drivsystem som kräver underhåll. Förebyggande underhållskostnader är vanligtvis 15–25 % högre än motsvarande 3-axliga system på grund av de ytterligare komponenterna och kalibreringskraven.
Kalibreringsprocedurer för 5-axliga maskiner kräver specialiserad utrustning och expertis. R-Test-kulor, laserinterferometri och koordinatmätmaskiner blir väsentliga för att upprätthålla noggrannhetsstandarder. Årliga kalibreringskostnader varierar från 3 000–8 000 € beroende på maskinstorlek och noggrannhetskrav.
Den minskade inställningsfrekvensen i 5-axliga operationer kan faktiskt minska de totala underhållskraven i applikationer med hög volym. Färre delbyten innebär mindre slitage på spindeldragstänger, verktygsväxlare och arbetsfasthållningssystem. Nettoeffekten varierar beroende på applikation men gynnar generellt 5-axliga system i produktionsmiljöer.
Ramverk för kostnads-nyttoanalys
Att utveckla en omfattande kostnads-nyttoanalys kräver att man undersöker flera kostnadsställen och intäktsströmmar. Initiala kapitalkostnader för 5-axliga system varierar vanligtvis från 300 000–800 000 € för maskiner av produktionskvalitet, jämfört med 100 000–300 000 € för motsvarande 3-axliga system.
| Kostnadsfaktor | 3-axlig årlig påverkan | 5-axlig årlig påverkan | Skillnad |
|---|---|---|---|
| Arbete med uppsättningar (500 delar/år) | €25,000 | €8,000 | €17,000 besparing |
| Skrotminskning | Baslinje | €15,000 besparing | €15,000 besparing |
| Programmeringskostnader | €12,000 | €18,000 | €6,000 extra |
| Underhåll | €8,000 | €10,000 | €2,000 extra |
| Förbättringar av verktygslivslängd | Baslinje | €12,000 besparing | €12,000 besparing |
| Netto årlig fördel | - | - | €36,000 |
Denna analys tyder på en återbetalningstid på 5–7 år på den inkrementella investeringen, förutsatt typiska produktionsvolymer och komplexitetsnivåer. Högre volymer, mer komplexa delar eller dyra material kan minska återbetalningstiderna till 2–3 år.
Integration med fleraxliga system
Modern tillverkning gynnas ofta av att integrera 5-axlig fräsning med andra avancerade teknologier. Svarvar med drivna verktyg som kombinerar svarvnings- och fräsningsoperationer kan fungera synergistiskt med 5-axliga system för att hantera komplett delbearbetning i minimala inställningar.
Fräs-svarvcenter med 5-axlig kapacitet representerar det ultimata inom inställningsminskning, vilket möjliggör komplett delbearbetning från stångmaterial eller gjutning till färdig komponent. Medan investeringsnivåerna når 800 000–1 500 000 € motiverar förmågan att producera komplexa delar i enstaka operationer kostnaden för lämpliga applikationer.
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplattformar. Vår tekniska expertis och personliga serviceinriktning innebär att varje projekt får den uppmärksamhet på detaljer det förtjänar, oavsett om du använder 3-axliga eller 5-axliga bearbetningsstrategier.
Beslutsramverket bör också beakta framtida trender för delkomplexitet. Industrier som rör sig mot lättare, mer komplexa geometrier – som t.ex. reservdelar tillverkade med additiv tillverkning eller topologioptimerade konstruktioner – kräver i allt högre grad 5-axlig kapacitet. Att investera i 5-axliga system positionerar tillverkare för att utveckla marknadskrav snarare än att bara ta itu med nuvarande krav.
Metodik för ROI-beräkning
Noggrann ROI-beräkning för 5-axlig investering kräver detaljerad analys av nuvarande produktionskostnader jämfört med beräknade 5-axliga kostnader. Viktiga variabler inkluderar inställningsarbetskostnader (vanligtvis 45–65 € per timme på europeiska marknader), skrotfrekvenser, minskningar av cykeltider och kvalitetsförbättringar.
Tänk på ett typiskt flygfäste som kräver 4 inställningar på 3-axlig utrustning jämfört med 1 inställning på 5-axlig. Enbart inställningsarbetsbesparingar uppgår till 135–195 € per del, medan skrotminskning från bearbetning med en enda inställning kan spara 300–500 € per del i dyra material. Dessa besparingar ackumuleras snabbt över produktionsvolymer.
Förbättringar av cykeltiden varierar avsevärt beroende på delgeometri men varierar vanligtvis från 20–60 % för komplexa delar. En komponent med 8 timmars total cykeltid på 3-axlig utrustning kan slutföras på 5–6 timmar på 5-axliga system genom optimerade verktygsbanor och minskad hanteringstid.
Kvalitetsförbättringar, även om de är svårare att kvantifiera, ger ofta det mest betydande långsiktiga värdet. Minskade skrotfrekvenser, eliminering av sekundära operationer och förbättrad kundnöjdhet motiverar 5-axlig investering även när direkta kostnadsbesparingar verkar marginella. Vår omfattande tillverkningstjänster portfölj visar hur 5-axlig kapacitet gör det möjligt för oss att hantera alltmer komplexa kundkrav samtidigt som vi upprätthåller konkurrenskraftiga priser.
Implementeringsstrategi och tidslinje
Framgångsrik 5-axlig implementering kräver noggrann planering och fasvis utförande. Den typiska tidslinjen sträcker sig över 12–18 månader från köpbeslut till full produktionskapacitet, inklusive leverans av utrustning, installation, operatörsutbildning och processoptimering.
Fas 1 involverar val av utrustning och anläggningsförberedelser. 5-axliga maskiner kräver ofta förbättrade fundament, ökad elektrisk kapacitet och uppgraderad CAM-programvara. Budgetera 50 000–100 000 € för anläggningsmodifieringar och infrastrukturuppgraderingar.
Fas 2 fokuserar på utbildning och initial processutveckling. Planera för 3–6 månaders intensiv utbildning för programmerare och operatörer. Den initiala produktionen bör fokusera på enklare delar för att bygga upp förtroende och förfina processer innan man tar itu med komplexa geometrier.
Fas 3 involverar processoptimering och kapacitetsutvidgning. Räkna med 6–12 månader för att fullt ut realisera potentialen hos 5-axliga system genom optimerade verktygsbanor, förbättrade arbetsfasthållningsstrategier och förfinade programmeringstekniker.
Vanliga frågor
Vilka typer av delar motiverar 5-axlig bearbetning jämfört med 3-axliga alternativ?
Delar med sammansatta vinklar som överstiger 30°, djupa hålrum som kräver verktygsåtkomlighet eller komponenter som behöver mer än 3 inställningar på konventionell utrustning motiverar vanligtvis 5-axlig investering. Flygfästen, medicinska implantat, komplexa formar och turbinkomponenter representerar idealiska applikationer där inställningsminskning och förbättrad noggrannhet ger tydliga ekonomiska fördelar.
Hur jämförs underhållskostnaderna mellan 3-axliga och 5-axliga CNC-system?
5-axliga system medför vanligtvis 15–25 % högre underhållskostnader på grund av ytterligare roterande axlar, lager och kalibreringskrav. Årliga underhållskostnader varierar från 10 000–15 000 € för 5-axliga system jämfört med 8 000–12 000 € för jämförbara 3-axliga maskiner. Minskad inställningsfrekvens i högvolymsproduktion kan dock kompensera för en del av dessa extra kostnader genom minskat slitage på arbetsfasthållnings- och verktygsbytessystem.
Vilken programmeringskompetensnivå krävs för effektiv 5-axlig drift?
5-axlig programmering kräver avancerad CAM-expertis, inklusive kollisionsundvikande, verktygsbaneoptimering och koordinatsystemhantering. Erfarna 3-axliga programmerare behöver vanligtvis 6–12 månaders specialiserad utbildning för att uppnå färdighet. Programmeringstiden ökar initialt med 200–300 % men stabiliseras när expertisen utvecklas och delbiblioteken växer.
Hur skiljer sig toleransmöjligheterna mellan 3-axlig och 5-axlig bearbetning?
5-axliga system uppnår vanligtvis ±0,02 mm toleranser konsekvent på grund av bearbetning med en enda inställning som eliminerar kumulativa positioneringsfel. 3-axliga system håller i allmänhet ±0,05 mm toleranser, med noggrannhet som försämras när antalet inställningar ökar. Elimineringen av datumskift och referensytförändringar i 5-axlig bearbetning möjliggör snävare geometrisk toleranssättning enligt ASME Y14.5-standarder.
Vad är den typiska återbetalningstiden för 5-axlig CNC-investering?
Återbetalningstiderna varierar från 2–7 år beroende på delkomplexitet, produktionsvolymer och materialkostnader. Högvolymsproduktion av komplexa delar i dyra material som titan eller Inconel kan uppnå återbetalning på 2–3 år, medan lägre volymer eller enklare geometrier kan kräva 5–7 år. Analysen bör inkludera inställningsarbetsbesparingar, skrotminskning, förbättringar av cykeltiden och kvalitetsförbättringar.
Kan befintliga 3-axliga operatörer övergå till 5-axlig utrustning effektivt?
Ja, erfarna 3-axliga operatörer kan övergå till 5-axliga system med rätt utbildning. Inlärningskurvan kräver vanligtvis 3–6 månader för grundläggande färdigheter och 12–18 månader för avancerad kapacitet. Viktiga färdigheter inkluderar förståelse för maskinkinematik, koordinatsystemrelationer och avancerade arbetsfasthållningsstrategier. Investeringar i omfattande utbildningsprogram är avgörande för framgångsrik implementering.
Vilka CAM-programvarufunktioner är väsentliga för 5-axlig programmering?
Väsentliga CAM-funktioner inkluderar automatisk kollisionsdetektering, 5-axlig verktygsbanegenerering, maskinsimulering och optimering av efterprocessorer. Ledande system som Mastercam, PowerMill och NX tillhandahåller dessa funktioner, även om licenskostnaderna ökar avsevärt för 5-axliga moduler. Budgetera 15 000–30 000 € årligen för 5-axlig CAM-programvara av professionell kvalitet inklusive underhåll och uppdateringar.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece