Pressgjutning kontra CNC-bearbetning: Var ligger brytpunkten för priset?
Beslutet mellan pressgjutning och CNC-bearbetning handlar i grunden om produktionsvolymsekonomi och krav på delkomplexitet. Tillverkningsingenjörer står inför detta val dagligen, men många saknar det exakta matematiska ramverket för att identifiera den verkliga brytpunkten där verktygskostnaderna motiverar övergången från bearbetning till gjutning.
Denna analys undersöker de exakta volymtrösklarna, kostnadsdrivarna och tekniska övervägandena som avgör när pressgjutning blir mer ekonomiskt än CNC-bearbetning för metallkomponenter.
Viktiga slutsatser
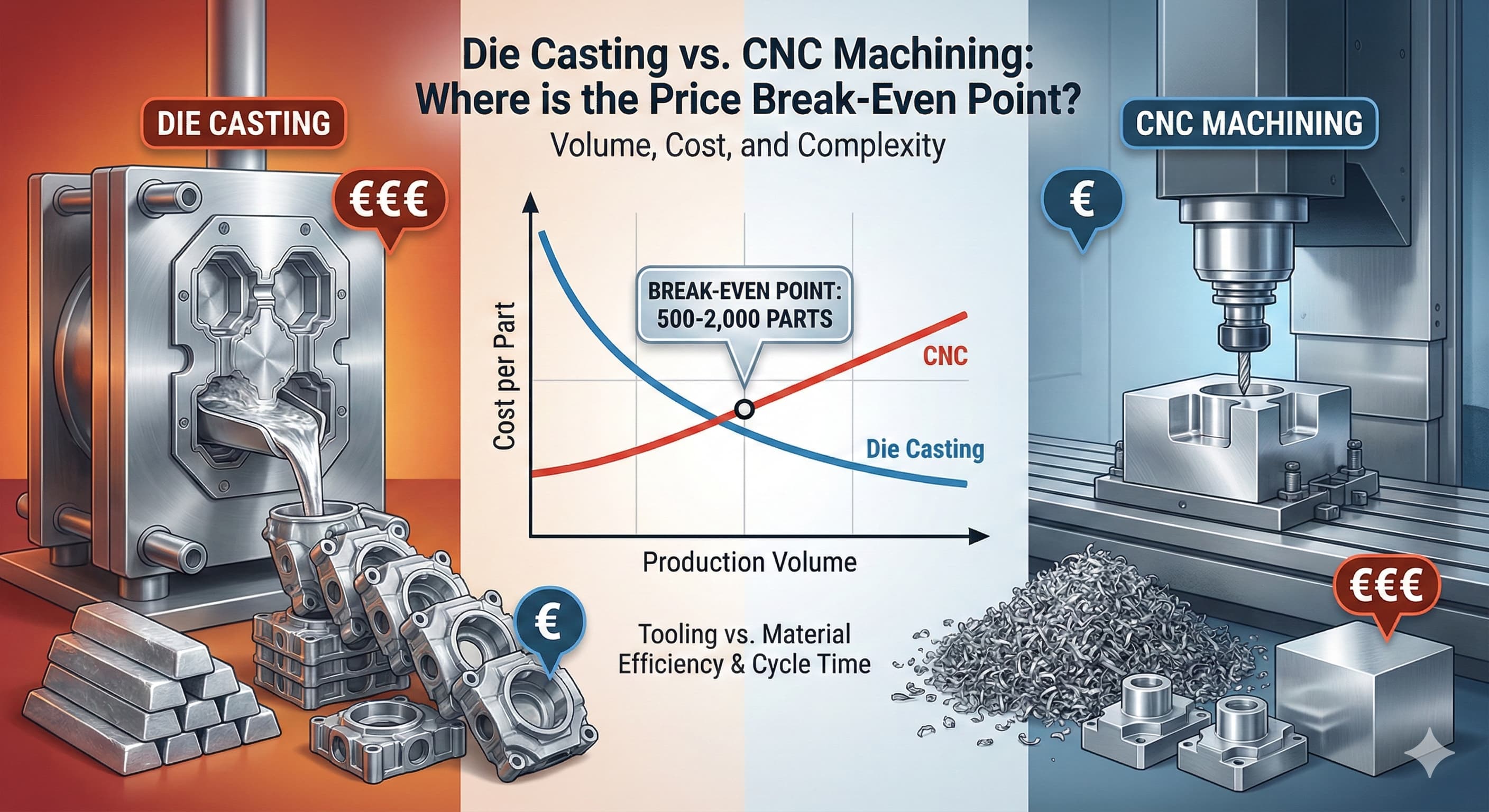
- Brytpunkten inträffar vanligtvis mellan 500-2 000 delar för aluminiumkomponenter, beroende på delens komplexitet och bearbetningskrav
- Verktygskostnaderna för pressgjutning varierar från 15 000 € till 80 000 €, medan CNC-installationskostnaderna är 200 € till 1 500 € per deldesign
- Materialutnyttjandegraden gynnar pressgjutning med 85-95 % jämfört med CNC-bearbetning med 20-40 % för komplexa geometrier
- Krav på ytfinish och tolerans kan förskjuta brytpunkten med 200-500 % i båda riktningarna
Kostnadsstrukturanalys: Pressgjutning kontra CNC-bearbetning
Att förstå de grundläggande kostnadsstrukturerna avslöjar varför brytpunktsberäkningarna varierar avsevärt mellan olika delspecifikationer och produktionsscenarier.
Kostnadskomponenter för pressgjutning
Pressgjutningskostnaderna består av tre primära element: verktygsinvestering, materialkostnader per del och bearbetningsavgifter. Verktyg representerar den största initiala investeringen, som vanligtvis varierar från 15 000 € för enkla enkelkavitets aluminiumformar till 80 000 € för komplexa flerkavitetsverktyg som kräver glidskenor och intrikata kärngeometrier.
Materialkostnaderna vid pressgjutning drar nytta av produktion nära slutlig form. Aluminiumlegering A380 (motsvarande EN AC-AlSi9Cu3(Fe)) kostar cirka 2,20-2,80 € per kilogram, med materialutnyttjandegrader på 85-95 % för väl utformade delar. Själva gjutningsprocessen tillför 0,80-2,50 € per del, beroende på cykeltid och delens vikt.
Sekundära operationer som ofta krävs inkluderar hantering av utstötarstiftmärken på kosmetiska ytor, trimning av grader och borrning av hål som inte kan gjutas på grund av begränsningar i släppvinkeln.
Kostnadsstruktur för CNC-bearbetning
CNC-bearbetningskostnaderna följer ett annat mönster, med lägre installationskostnader men högre material- och bearbetningskostnader per del. Installationskostnaderna varierar vanligtvis från 200 € till 1 500 € per deldesign, inklusive programmering, verktygsval och första artikelinspektion.
Materialkostnaderna vid CNC-bearbetning lider av betydande avfallsgenerering. Med utgångspunkt i smidd aluminium 6061-T6 göt vid 4,20-5,50 € per kilogram, kräver komplexa delar ofta att 60-80 % av startmaterialet avlägsnas, vilket resulterar i effektiva materialkostnader på 8,50-13,75 € per kilogram färdig delvikt.
Bearbetningstiden korrelerar direkt med delens komplexitet. Enkla delar som kräver 15-30 minuters maskintid till 45-65 € per timme skapar hanterbara kostnader per del. Komplexa geometrier som kräver 2-4 timmars bearbetningstid kan dock uppgå till 90-260 € per del enbart i bearbetningskostnader.
| Kostnadskomponent | Pressgjutning | CNC-bearbetning | Inverkan på nollpunkten |
|---|---|---|---|
| Initial installationskostnad | €15 000–€80 000 | €200–€1 500 | Högre volymer gynnar gjutning |
| Materialeffektivitet | 85–95 % | 20–40 % | Betydande fördel per del |
| Bearbetningskostnad/del | €0,80–€2,50 | €11,25–€65,00 | Stor volymdrivare |
| Sekundära operationer | €1,50–€8,00 | €0,50–€3,00 | Måttlig inverkan |
Matematisk brytpunktsanalys
Brytpunktsberäkningen kräver att man fastställer när de totala pressgjutningskostnaderna är lika med de totala CNC-bearbetningskostnaderna under produktionsseriens livstid.
Grundläggande brytpunktsformel
Brytpunktsvolym = (Verktygskostnad för pressgjutning - CNC-installationskostnad) ÷ (CNC-kostnad per del - Pressgjutningskostnad per del)
För en typisk aluminiumhöljesdel som väger 250 gram:
Pressgjutningsscenario:
- Verktygskostnad: 35 000 €
- Materialkostnad per del: 0,55 € (250 g × 2,20 €/kg)
- Bearbetningskostnad: 1,20 €
- Sekundära operationer: 2,80 €
- Totalt per del: 4,55 €
CNC-bearbetningsscenario:
- Installationskostnad: 800 €
- Materialkostnad per del: 2,65 € (625 g göt × 4,25 €/kg, 40 % utnyttjande)
- Bearbetningskostnad: 28,50 € (38 minuter × 45 €/timme)
- Sekundära operationer: 1,20 €
- Totalt per del: 32,35 €
Brytpunktsberäkning: (35 000 € - 800 €) ÷ (32,35 € - 4,55 €) = 1 230 delar
Volymbaserade kostnadsscenarier
Verkliga brytpunkter varierar avsevärt beroende på delens komplexitet och specifikationskrav. Enkla fästen och höljen når vanligtvis brytpunkten mellan 500-1 200 delar, medan komplexa enheter med intrikata interna funktioner kanske inte motiverar pressgjutning förrän 3 000-5 000 delar.
| Delkomplexitet | Verktygskostnadsintervall | Nollpunktsvolym | Exempelapplikationer |
|---|---|---|---|
| Enkel (Grundläggande geometri) | €15 000–€25 000 | 400–800 delar | Fästen, enkla höljen |
| Måttlig (Vissa funktioner) | €25 000–€45 000 | 800–1 800 delar | Elektroniska kapslingar |
| Komplex (Flera slädar) | €45 000–€80 000 | 1 500–4 000 delar | Komponenter för fordon |
| Mycket komplex | €80 000+ | 3 000+ delar | Växellådshus |
För högprecisionsresultat,Få en offert inom 24 timmar från Microns Hub.
Tekniska faktorer som påverkar brytpunktsberäkningarna
Flera tekniska överväganden kan dramatiskt förskjuta brytpunktsberäkningarna bortom enkel volymsekonomi.
Tolerans- och ytfinishkrav
Krav på snäva toleranser gynnar CNC-bearbetning, särskilt för dimensioner som kräver ±0,025 mm eller bättre. Pressgjutning uppnår vanligtvis ±0,1 mm på dimensioner som inte är delningslinjer, med delningslinjedimensioner som håller ±0,2 mm under optimala förhållanden.
Kritiska dimensioner kräver ofta bearbetningsoperationer efter gjutning, vilket tillför 3,50-12,00 € per del beroende på installationskomplexitet. När mer än 30 % av delfunktionerna kräver sekundär bearbetning kan brytpunkten förskjutas från 1 200 delar till 2 800 delar för samma komponent.
Ytfinishkraven påverkar också ekonomin. Pressgjutning producerar naturligt Ra 1,6-3,2 μm ytor, medan CNC-bearbetning kan uppnå Ra 0,8-1,6 μm direkt. Kosmetiska applikationer som kräver Ra 0,4 μm eller bättre kräver ytterligare poleringsoperationer som kostar 8,50-25,00 € per del.
Materialvalets inverkan
Materialvalet påverkar brytpunktsberäkningarna avsevärt genom både råmaterialkostnader och bearbetningsöverväganden. Aluminiumlegeringarna A380 och A383 (EN AC-AlSi9Cu3(Fe) och EN AC-AlSi10Mg(Cu)) erbjuder utmärkt gjutbarhet till 2,20-2,80 € per kilogram, medan höghållfasta alternativ som A357 (EN AC-AlSi7Mg0.3) kostar 3,20-4,10 € per kilogram.
För applikationer som kräver T6-värmebehandling för strukturella applikationer, måste ytterligare kostnader på 2,80-5,20 € per del beaktas i brytpunktsberäkningarna.
CNC-bearbetning erbjuder bredare materialflexibilitet, inklusive kvaliteter som 6061-T6, 7075-T6 och 2024-T4 som inte kan pressgjutas. Exotiska legeringar kan dock kosta 8,50-18,00 € per kilogram, vilket ytterligare gynnar pressgjutning för högvolymproduktion.
| Materialkvalitet | Lämplighet för pressgjutning | Kostnad per kg | Inverkan på nollpunkten |
|---|---|---|---|
| A380 (AlSi9Cu3) | Utmärkt | €2,20–€2,80 | Baslinje |
| A356 (AlSi7Mg0.3) | Bra | +15 % volym | 6061-T6 |
| Ej lämplig | €4,20–€5,50 | Endast CNC | 7075-T6 |
| Ej lämplig | €8,50–€12,00 | Endast CNC | Tidslinjefaktor |
Produktionsvolymscenarier och beslutsträd
Olika produktionsscenarier kräver skräddarsydda analysmetoder för att fastställa optimala tillverkningsmetoder.
Lågvolymproduktion (50-500 delar)
Lågvolymproduktion gynnar nästan universellt CNC-bearbetning på grund av utmaningar med verktygskostnadsamortisering. Även enkla pressgjutningsverktyg som kostar 15 000 € resulterar i 30-300 € per del enbart i verktygskostnader innan bearbetningskostnader beaktas.
Undantag inträffar när delar kräver omfattande bearbetningsoperationer som överstiger 3-4 timmar per del, eller när materialspill närmar sig 85-90 % av startgötens vikt. I dessa scenarier kan även små volymer på 200-300 delar motivera enkla gjutverktyg.
Prototyper och förproduktionskörningar drar nytta av CNC-bearbetningens flexibilitet, vilket möjliggör designiterationer utan verktygsmodifieringar. Installationskostnader på 200-800 € per designändring förblir hanterbara jämfört med 5 000-15 000 € formmodifieringar.
Medelvolymproduktion (500-5 000 delar)
Medelvolymproduktion representerar den kritiska beslutszonen där brytpunktsanalys blir väsentlig. Delens komplexitet, toleranskrav och materialval påverkar alla kraftigt valet av optimal tillverkningsmetod.
Enkla delar med avslappnade toleranser (±0,2 mm) gynnar vanligtvis pressgjutning över 800-1 200 delar. Komplexa delar som kräver flera sekundära operationer kanske inte motiverar gjutning förrän 2 500-3 500 delar, beroende på bearbetningstidskraven.
Materialkostnaderna blir allt viktigare vid medelstora volymer. Delar som kräver exotiska legeringar som endast finns i smidd form kräver CNC-bearbetning oavsett volymöverväganden. Omvänt gynnas delar som är kompatibla med standardgjutlegeringar av förbättrad materialutnyttjandegrad.
Högvolymproduktion (5 000+ delar)
Högvolymproduktion gynnar starkt pressgjutning för delar som är kompatibla med gjutlegeringar och geometriska begränsningar. Verktygskostnaderna amorteras till 0,50-8,00 € per del, vilket gör de totala delkostnaderna betydligt lägre än CNC-alternativ.
Flerkavitetsverktyg blir ekonomiskt lönsamma vid volymer som överstiger 8 000-12 000 delar årligen. Fyrkavitetsformar ökar de initiala verktygskostnaderna med 40-60 % men minskar bearbetningskostnaderna per del med 35-45 %, vilket ytterligare förbättrar pressgjutningsekonomin.
Integrationsmöjligheter för automatisering uppstår vid höga volymer, med robottrimning och sekundära operationer som minskar arbetskostnaderna med 0,80-2,20 € per del. CNC-bearbetning står inför automatiseringsutmaningar på grund av varierande cykeltider och installationskrav.
Industrispecifika överväganden
Olika branscher uppvisar varierande brytpunktsmönster baserat på typiska delegenskaper och prestandakrav.
Fordonsapplikationer
Fordonskomponenter har vanligtvis komplexa geometrier med måttliga toleranskrav, vilket gynnar pressgjutning vid relativt låga volymer på 1 200-2 800 delar årligen. Trycket att minska vikten driver kraven på tunnväggsgjutning, vilket ökar verktygskomplexiteten och kostnaderna.
Krocksäkerhetskraven kräver ofta specifika materialegenskaper som endast kan uppnås genom smidda aluminiumkvaliteter, vilket tvingar CNC-bearbetningsval oavsett volymöverväganden. Kritiska strukturella komponenter som kräver 7075-T6 hållfasthetsnivåer kan inte använda pressgjutningsalternativ.
Kostnadstrycket i fordonsapplikationer gör brytpunktsanalysen kritisk, med mål för tillverkningskostnader som ofta driver valet av produktionsmetod. Årliga volymåtaganden möjliggör verktygsinvesteringsamortisering över 3-5 års modelllivscykler.
Elektronik och konsumentprodukter
Elektronikapplikationer betonar snäva toleranser och utmärkta ytfinisher, vilket ofta kräver sekundära bearbetningsoperationer även vid användning av pressgjutning som primär process. EMI-skärmningskrav kan kräva specifika materialkvaliteter eller ytbehandlingar.
Snabba produktutvecklingscykler gynnar CNC-bearbetning för initiala produktionskörningar, med potentiell konvertering till pressgjutning för framgångsrika produkter som överstiger 2 000-3 000 enheter årligen. Designoptimering för gjutning sker ofta under produktlivscykelhanteringen.
Kosmetiska krav i konsumentelektronik kräver ofta ytterligare efterbehandlingsoperationer som kostar 5,50-18,00 € per del, vilket avsevärt påverkar brytpunktsberäkningarna. Anodisering, pulverlackering och poleringsoperationer måste beaktas i de totala tillverkningskostnaderna.
Vid utvärdering av tillverkningsalternativ tillhandahåller Microns Hub direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplattformar. Vår tekniska expertis omfattar både pressgjutnings- och CNC-bearbetningsmöjligheter, vilket möjliggör objektiva rekommendationer baserat enbart på dina projektkrav snarare än processbegränsningar.
Avancerade kostnadsoptimeringsstrategier
Utöver grundläggande brytpunktsberäkningar kan flera avancerade strategier optimera tillverkningskostnaderna och förbättra beslutsfattandets noggrannhet.
Hybridtillverkningsmetoder
Att kombinera pressgjutnings- och CNC-bearbetningsoperationer kan optimera både kostnad och prestanda för specifika applikationer. Gjut-och-bearbeta-metoder använder pressgjutning för grundläggande geometrisk skapelse, följt av CNC-operationer för kritiska dimensioner och ytfinisher.
Denna hybridmetod fungerar effektivt när 60-70 % av delgeometrin kan gjutas till nära slutlig form, med återstående funktioner som kräver ±0,025 mm toleranser eller bättre ytfinisher. Brytpunktsvolymer varierar vanligtvis från 800-1 800 delar, beroende på bearbetningsoperationens komplexitet.
Investeringsgjutningsalternativ bör övervägas för komplexa interna geometrier som är oförenliga med pressgjutningens släppvinkelkrav. Även om verktygskostnaderna är lägre (5 000-15 000 €) ökar bearbetningskostnaderna till 8,50-25,00 € per del, vilket förskjuter brytpunkterna till 2 800-5 200 delar.
Design för tillverkningsintegration
Att optimera deldesigner för val av tillverkningsmetod kan dramatiskt förbättra brytpunktssekonomin. Pressgjutningsdesigner drar nytta av enhetlig väggtjocklek, generösa släppvinklar (1,5-3,0 grader) och eliminering av underskärningar som kräver komplexa verktyg.
CNC-bearbetningsdesigner bör minimera djupa fickor, tunna väggar och komplexa 3D-ytor som kräver omfattande verktygsbanor. Standardverktygskompatibilitet minskar installationskostnaderna med 150-450 € per deldesign, vilket förbättrar lågvolymsekonomin.
Tvärfunktionella designgranskningar som involverar tillverkningsingenjörer under konceptutvecklingen kan identifiera optimala tillverkningsmetoder innan detaljerade designinvesteringar görs. Denna metod förhindrar kostsamma omdesigninsatser när produktionsskalning sker.
För tillverkare som kräver både precisionsbearbetning och gjutningsmöjligheter,våra tillverkningstjänster tillhandahåller integrerade lösningar som spänner över flera produktionsmetoder. Dessutom erbjuder våra plåtbearbetningstjänster alternativa metoder för höljes- och fästapplikationer där varken gjutning eller bearbetning ger optimala kostnads-prestandaförhållanden.
Kvalitets- och ledtidsöverväganden
Val av tillverkningsmetod innebär kompromisser utöver rena kostnadsöverväganden, inklusive kvalitetskonsistens, ledtider och försörjningskedjans motståndskraft.
Kvalitetskontrollmöjligheter
Pressgjutningskvaliteten beror starkt på processkontroll och verktygsunderhåll. Porositet, kallstängningar och dimensionsvariation kan påverka 2-8 % av produktionen utan ordentlig kontroll. Implementering av statistisk processkontroll tillför 0,25-0,80 € per del men minskar avvisningsfrekvensen till under 1 %.
CNC-bearbetning erbjuder överlägsen dimensionskontroll och repeterbarhet, med kapabla processer som uppnår Cpk-värden på 1,67 eller högre för kritiska dimensioner. Denna tillförlitlighetsfördel kan motivera högre kostnader per del för applikationer där fältfel skapar betydande garantiexponering.
Inspektionskraven varierar avsevärt mellan processer. Pressgjutgods kräver vanligtvis 100 % visuell inspektion och periodisk dimensionsverifiering, medan CNC-delar kanske bara behöver statistisk provtagning efter processkvalificering.
Ledtidsanalys
Pressgjutningsledtider inkluderar 6-16 veckor för verktygstillverkning, följt av 2-4 veckor för godkännande av första artikel och processoptimering. Produktionsledtider varierar vanligtvis från 3-8 veckor beroende på volymkrav och komplexitet.
CNC-bearbetning erbjuder kortare initiala ledtider på 1-3 veckor för första artiklar, med produktionsskalbarhet begränsad av maskinkapacitet. Högvolyms CNC-produktion kan kräva 6-12 veckors ledtider på grund av kapacitetsbegränsningar.
Försörjningskedjans störningar påverkar pressgjutning och CNC-bearbetning olika. Pressgjutning är beroende av specialiserad utrustning och verktygsleverantörer, medan CNC-bearbetning använder mer allmänt tillgängliga verktygsmaskiner och standardverktyg.
| Pressgjutning | CNC-bearbetning | Strategisk inverkan | Initial installation |
|---|---|---|---|
| 6–16 veckor | 1–3 veckor | Gynnar CNC vid brådska | Första artikel |
| 2–4 veckor | 3–7 dagar | CNC-fördel | Produktionsskalning |
| 2–4 veckor | 4–8 veckor | Gjutning skalar snabbare | Designändringar |
| 4–12 veckor | 1–2 veckor | CNC-flexibilitetsfördel |
Vanliga frågor
Vad är den typiska brytpunkten mellan pressgjutning och CNC-bearbetning för aluminiumdelar?
Brytpunkterna varierar vanligtvis från 500-2 000 delar för aluminiumkomponenter, beroende på delens komplexitet och bearbetningskrav. Enkla fästen kan nå brytpunkten vid 400-800 delar, medan komplexa höljen som kräver flera sekundära operationer kanske inte motiverar pressgjutning förrän 2 500-4 000 delar. Den exakta brytpunkten beror på verktygskostnaderna (15 000-80 000 €), materialutnyttjandegraden och bearbetningskostnaderna per del.
Hur påverkar toleranskraven valet mellan pressgjutning och CNC-bearbetning?
Pressgjutning uppnår vanligtvis ±0,1 mm på dimensioner som inte är delningslinjer och ±0,2 mm på delningslinjefunktioner. CNC-bearbetning kan hålla ±0,025 mm eller snävare på kritiska dimensioner. När mer än 30 % av delfunktionerna kräver toleranser snävare än ±0,1 mm kan brytpunkterna förskjutas från 1 200 delar till 2 800 delar på grund av erforderliga sekundära bearbetningsoperationer som kostar 3,50-12,00 € per del.
Vilka material kan användas vid pressgjutning kontra CNC-bearbetning?
Pressgjutning är begränsad till legeringar som A380, A383 och A356 (AlSi9Cu3, AlSi10Mg, AlSi7Mg0.3) som kostar 2,20-4,10 € per kilogram. CNC-bearbetning kan använda smidda legeringar inklusive 6061-T6, 7075-T6 och 2024-T4, men till högre materialkostnader på 4,20-18,00 € per kilogram. Applikationer som kräver höghållfasta legeringar som 7075-T6 måste använda CNC-bearbetning oavsett volymöverväganden.
Vilka är de viktigaste kostnadsdrivarna vid pressgjutning kontra CNC-bearbetning?
Pressgjutningskostnaderna drivs av initiala verktygsinvesteringar (15 000-80 000 €) och relativt låga kostnader per del (4,50-8,50 €). CNC-bearbetning har låga installationskostnader (200-1 500 €) men höga kostnader per del på grund av materialspill (60-80 % skrotfrekvens) och bearbetningstidsavgifter på 45-65 € per timme. Materialutnyttjandegraden gynnar starkt pressgjutning med 85-95 % jämfört med 20-40 % för CNC-bearbetning.
Hur påverkar delens komplexitet valet av tillverkningsmetod?
Enkla delar med grundläggande geometri gynnar pressgjutning vid volymer över 400-800 delar. Komplexa delar som kräver glidskenor, flera underskärningar eller intrikata interna funktioner ökar verktygskostnaderna till 45 000-80 000 €+, vilket skjuter brytpunkterna till 1 500-4 000 delar. CNC-bearbetning hanterar komplexa geometrier utan verktygskostnader men lider av ökade cykeltider och materialspill på intrikata delar.
Vilka sekundära operationer krävs vanligtvis för varje process?
Pressgjutning kräver vanligtvis trimning av grader, borrning av hål som inte kan gjutas på grund av släppvinklar och bearbetning av kritiska dimensioner, vilket tillför 1,50-8,00 € per del. CNC-bearbetning kräver vanligtvis minimala sekundära operationer (0,50-3,00 € per del) som avgradning och rengöring. Kosmetiska applikationer kan dock kräva ytterligare ytbehandlingar för båda processerna, vilket kostar 5,50-25,00 € per del.
Hur jämförs ledtiderna mellan pressgjutning och CNC-bearbetning?
Pressgjutning kräver 6-16 veckor för verktygstillverkning plus 2-4 veckor för processoptimering, men erbjuder sedan snabb produktionsskalning. CNC-bearbetning ger 1-3 veckors ledtider för första artiklar och större flexibilitet för designändringar (1-2 veckor jämfört med 4-12 veckor för formmodifieringar). Högvolyms CNC-produktion kan möta kapacitetsbegränsningar som kräver 6-12 veckors ledtider, medan pressgjutning skalar mer effektivt när verktygen är klara.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece