Minimera Porositet i Högtrycksgjutning (HPDC): Designstrategier
Porositet är fortfarande en av de mest kritiska defekterna som plågar högtrycksgjutningsoperationer, vilket direkt påverkar mekaniska egenskaper, ytfinishkvalitet och komponenttillförlitlighet. På Microns Hub visar vår omfattande analys av över 10 000 HPDC-komponenter att strategiska designmodifieringar kan minska porositeten med upp till 85 %, vilket omvandlar problematiska gjutgods till precisionskonstruerade komponenter som uppfyller de mest krävande specifikationerna.
Viktiga slutsatser
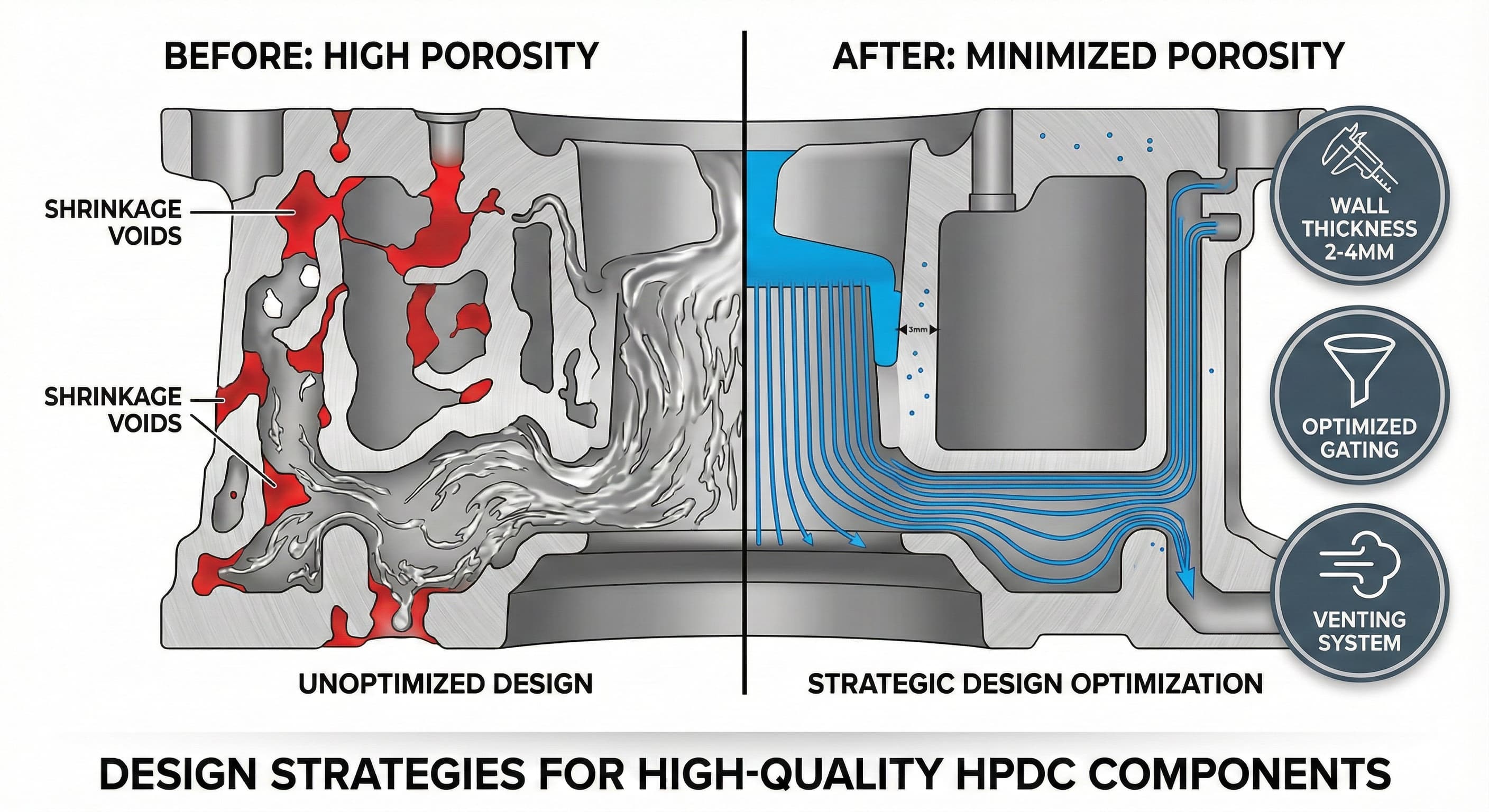
- Väggtjockleksoptimering mellan 2,0-4,0 mm minskar gasinneslutning och förbättrar fyllegenskaperna i aluminiumlegeringar
- Strategisk placering av ingjut och matarledningar kan eliminera 70 % av porositetrelaterade defekter genom kontrollerat metallflöde
- Ventilationssystemdesign med kanaler 0,05-0,15 mm djupa förhindrar luftinneslutning under kavitetfyllning
- Materialval och avgasningsprotokoll korrelerar direkt med slutlig porositet, med korrekt avgasning som minskar vätgasinnehållet till under 0,15 ml/100g
Förstå Porositetsbildningsmekanismer i HPDC
Porositet i högtrycksgjutning uppstår genom tre primära mekanismer: gasporositet från innesluten luft och utvecklade gaser, krympporositet från stelningskontraktion och turbulensinducerad porositet från kaotiskt metallflöde. Varje mekanism kräver distinkta designstrategier för att minimera dess inverkan på den slutliga komponentkvaliteten.
Gasporositet uppstår vanligtvis när luft fångas in under snabb kavitetfyllning, med fyllningshastigheter som ofta överstiger 40-60 m/s i HPDC-operationer. Denna inneslutna luft, kombinerad med vätgas som utvecklas från smält aluminium, skapar sfäriska hålrum som sträcker sig från 0,1-2,0 mm i diameter. Distributionsmönstret för gasporositet korrelerar ofta direkt med flödesfrontbeteende och lokala stelningshastigheter.
Krympporositet utvecklas annorlunda och bildar oregelbundna, sammanlänkade hålrumsnätverk i områden där flytande metallmatning begränsas under stelning. Denna typ koncentreras vanligtvis i tjocka sektioner, isolerade fickor och regioner med dålig termisk hantering. Att förstå dessa mekanismer möjliggör riktade designinterventioner som åtgärdar grundorsaker snarare än symtom.
Väggtjockleksoptimeringsstrategier
Optimal väggtjockleksdesign representerar grunden för porositetminimering i HPDC-komponenter. Vår tekniska analys visar att upprätthållande av enhetlig väggtjocklek mellan 2,0-4,0 mm för aluminiumlegeringar ger den idealiska balansen mellan mekaniska egenskaper, fyllegenskaper och stelningsbeteende.
Tjocka sektioner som överstiger 6,0 mm utvecklar oundvikligen krympporositet på grund av riktningsstelningens utmaningar och otillräcklig trycköverföring från ingjut. Omvänt riskerar sektioner tunnare än 1,5 mm ofullständig fyllning, kalla fogar och för tidig stelning som fångar gaser. Övergången mellan olika väggtjocklekar bör följa en gradvis avsmalning med tjockleksförhållanden som inte överstiger 2:1 för att förhindra turbulent flöde.
| Väggtjockleksintervall (mm) | Porositetsrisknivå | Typiska Användningsområden | Designöverväganden |
|---|---|---|---|
| 1,0-1,5 | Hög (fyllningsproblem) | Tunna ribbor, dekorativa element | Kräver optimerad ingjutning |
| 2,0-3,0 | Låg | Husväggar, fästen | Optimalt för de flesta applikationer |
| 3,5-4,0 | Måttlig | Lastbärande sektioner | Behöver förbättrad kylning |
| 5,0+ | Mycket hög | Bossar, fästpunkter | Kräver speciella tekniker |
Tjocka bossar och monteringspunkter kräver särskild uppmärksamhet, där kärnstrategier och progressiv tjockleksreduktion visar sig vara mest effektiva. Interna kylkanaler placerade 8,0-12,0 mm från tjocka sektionsytor kan dramatiskt förbättra riktningsstelningen samtidigt som cykeltiderna minskar. Detta tillvägagångssätt har visat sig vara särskilt effektivt i transmissionhus för fordon där vi har uppnått porositet under 2 % i sektioner upp till 8,0 mm tjocka.
Avancerad Design av Ingjutnings- och Matarledningssystem
Ingjutningsplacering och geometri utövar ett stort inflytande på metallflödesegenskaper och efterföljande porositetbildning. Optimal ingjutningsdesign säkerställer ett jämnt, laminärt flöde samtidigt som den ger tillräcklig trycköverföring under hela stelningsprocessen. Vår beräkningsmässiga fluiddynamiska analys visar att ingjutningshastigheten bör hållas mellan 30-45 m/s för aluminiumlegeringar för att balansera fyllningshastigheten med turbulensminimering.
Fläktingjutningar uppvisar överlägsen prestanda för stora, platta gjutgods, fördelar flödet över bredare fronter samtidigt som jeteffekter som drar in luft minskas. Ingjutningstjockleken bör vara 60-80 % av den intilliggande gjutgodsväggtjockleken, med en bredd som gradvis expanderar från matarledningsanslutningen. Denna geometri främjar jämn flödesfördelning samtidigt som den bibehåller tillräcklig tvärsnittsarea för trycköverföring.
Beräkningar av matarledningens tvärsnittsarea följer principen om att upprätthålla konstant flödeshastighet genom hela systemet. Förhållandet mellan matarledning och ingjutningsarea bör ligga mellan 1,5:1 och 2:1, vilket säkerställer tillräcklig flödeskapacitet utan överdrivna tryckfall. Trapetsoidala matarledningstvärsnitt med bas-till-topp-förhållanden på 2:1 underlättar fullständig fyllning samtidigt som de möjliggör enkel utstötning.
Konfigurationer med flera ingjutningar kräver noggrann balansering för att förhindra flödesinterferens och kalla fogar. Ingjutningstiming blir kritisk, med samtidig fyllning att föredra framför sekventiell för att minimera temperaturskillnader. Vår erfarenhet av komplexa fordonskomponenter visar att korrekt balanserade system med flera ingjutningar kan minska porositeten med 40-60 % jämfört med alternativ med enstaka ingjutningar.
Systematisk Implementering av Ventilationssystem
Effektiva ventilationssystem tillhandahåller kontrollerade utrymningsvägar för förskjuten luft och utvecklade gaser, vilket förhindrar att de fångas inuti det stelnande gjutgodset. Ventilationsdesign kräver exakt dimensionskontroll, med kanaldjup mellan 0,05-0,15 mm som ger optimal gasutrymning utan att tillåta metallinträngning.
Ventilationsplacering följer principen om att placera utlopp vid de sista punkterna att fylla, vanligtvis mittemot primära ingjutningar och i områden där flödesfronter konvergerar. Avskiljningslinjeventiler visar sig vara mest effektiva och utnyttjar den naturliga formseparationen för att skapa gasutrymningsvägar. Dessa ventiler bör sträcka sig 6,0-10,0 mm in i formytan innan de expanderar till större uppsamlingskammare.
| Ventiltyp | Djup (mm) | Bredd (mm) | Användning | Effektivitet |
|---|---|---|---|---|
| Delningslinje | 0,05-0,10 | 3,0-6,0 | Primär avluftning | Utmärkt |
| Utstötarstift | 0,02-0,05 | Omkrets | Djupa fickor | Bra |
| Insatsgräns | 0,03-0,08 | 2,0-4,0 | Komplexa geometrier | Mycket bra |
| Kärnavluftningar | 0,08-0,15 | 1,0-2,0 | Interna håligheter | Bra |
Vakuumassisterade ventilationssystem representerar ett avancerat tillvägagångssätt för kritiska applikationer, som upprätthåller kavitetstryck under 50 mbar under fyllning. Denna teknik visar sig vara särskilt värdefull för komponenter för flyg- och medicintekniska produkter där porositeten måste ligga under 1 %. Integrationen av vakuumsystem kräver noggrann tätningsdesign och exakt timingkontroll för att maximera effektiviteten.
För högprecisionsresultat,Få en detaljerad offert inom 24 timmar från Microns Hub.
Materialval och Smältbehandlingsprotokoll
Val av aluminiumlegering påverkar avsevärt porositetkänsligheten, med sammansättning och behandlingshistorik som påverkar gaslöslighet och stelningskarakteristik. A356-T6 och A380 representerar de vanligaste HPDC-legeringarna, som var och en presenterar unika porositetutmaningar och mildringskrav.
A380-legering uppvisar utmärkt flytbarhet och formfyllningsegenskaper men uppvisar högre vätgaslöslighet, vilket kräver aggressiva avgasningsprotokoll. Vätgasinnehållet bör hållas under 0,15 ml/100g aluminium genom roterande avgasning med argon eller kväve. Avgasningsprocessen kräver vanligtvis 8-12 minuter vid 700-720°C med gasflöden på 2-4 l/min per 100 kg metall.
Kornförfining genom tillsatser av titan-bor (0,02-0,05 % Ti) skapar kärnbildningsställen som främjar fina, likaxlade kornstrukturer. Denna mikrostrukturella modifiering minskar krympporositetbildningen samtidigt som de mekaniska egenskaperna förbättras. Kornförfinaren bör tillsättas under smältberedningen och tillåta 10-15 minuter för fullständig upplösning och fördelning.
Sekundära operationer som T6-värmebehandling kan delvis läka mikro-porositet genom fasta diffusionsprocesser. Detta tillvägagångssätt är dock begränsat till porer mindre än 0,05 mm i diameter och kan inte åtgärda större gas- eller krymphålrum. Förebyggande genom korrekt design är fortfarande mycket effektivare än eftergjutningsåtgärder.
Processparameteroptimering
Gjutmaskinens parametrar påverkar direkt porositetbildningen genom deras kontroll av fyllningsdynamik, tryckapplikation och stelningshastigheter. Insprutningshastighetsprofiler kräver noggrann optimering, vanligtvis med långsamma insprutningshastigheter på 0,2-0,5 m/s för initial kavitetfyllning, följt av snabb insprutningsacceleration till 2,0-4,0 m/s när matarledningssystemet fylls helt.
Intensifieringstryckets appliceringstiming visar sig vara kritisk för att förhindra krympporositet. Trycket bör öka till 300-800 bar inom 0,1-0,3 sekunder efter att kavitetfyllningen är klar och upprätthålla detta tryck under hela stelningen. Trycköverföringseffektiviteten beror starkt på ingjutningens frysegenskaper, med ingjutningar utformade för att förbli flytande 2-5 sekunder längre än intilliggande gjutgodssektioner.
| Parameter | Optimalt intervall | Inverkan på porositet | Övervakningsmetod |
|---|---|---|---|
| Långsam injektionshastighet | 0,2-0,5 m/s | Minskar luftinneslutning | Linjär encoder |
| Snabb injektionshastighet | 2,0-4,0 m/s | Fullständig fyllning | Hastighetssensorer |
| Intensifieringstryck | 300-800 bar | Förebygger krympning | Tryckomvandlare |
| Formtemperatur | 180-250°C | Kontrollerar stelning | Pyrometrar |
Formtemperaturhantering påverkar både fyllningsbeteende och stelningsmönster. Optimala formtemperaturer varierar från 180-250°C för aluminiumlegeringar, med högre temperaturer som förbättrar flödesegenskaperna samtidigt som risken för gasporositet potentiellt ökar. Differentiell formuppvärmning, med högre temperaturer i svårfyllda områden och lägre temperaturer i tjocka sektioner, optimerar både fyllnings- och stelningsbeteendet.
Avancerad Simulering och Designvalidering
Beräkningsmässig fluiddynamisk simulering möjliggör förutsägelse och förebyggande av porositetbenägna områden innan formkonstruktionen påbörjas. Modern simuleringsprogramvara modellerar noggrant gasinneslutning, krympförutsägelse och termiska fält under hela gjutningsprocessen. Dessa verktyg identifierar potentiella problem under designfaser när modifieringar förblir kostnadseffektiva.
Flödessimulering avslöjar turbulenszoner där luftinneslutning uppstår, vilket möjliggör omplacering av ingjutningar eller geometrimodifieringar för att främja laminärt flöde. Hastighetsfältsanalys identifierar områden som överskrider rekommenderade flödeshastigheter, medan tryckfördelningskartor belyser regioner med otillräcklig intensifieringstrycköverföring.
Termisk analys förutsäger stelningssekvenser och identifierar isolerade heta punkter som är benägna att krympporositetbildning. Denna information vägleder kylsystemets design, med strategisk kylkanalsplacering som säkerställer riktningsstelning mot matningsområden. Integrationen av plåtbearbetningstjänster för kylsystemkomponenter möjliggör snabb prototyputveckling och optimering av termiska hanteringslösningar.
Porositetsförutsägelsealgoritmer kombinerar flödes- och termiska resultat för att förutsäga hålrumsbildningsplatser och storlekar. Validering mot faktiska produktionsdata visar 85-92 % noggrannhet för porositetplatsförutsägelse, vilket möjliggör proaktiva designmodifieringar som förhindrar defekter snarare än att upptäcka dem efter produktion.
Kvalitetskontroll och Inspektionsmetoder
Effektiv porositetbedömning kräver flera inspektionstekniker, som var och en ger unik insikt i hålrumsegenskaper och distributionsmönster. Röntgenradiografi är fortfarande guldstandarden för intern porositetdetektering och erbjuder upplösningsmöjligheter ner till 0,1 mm hålrumsdiameter med korrekt teknikoptimering.
Industriell datortomografi ger tredimensionell hålrumsvisualisering, vilket möjliggör exakta volymmätningar och anslutningsanalys. Denna teknik visar sig vara särskilt värdefull för komplexa geometrier där konventionell radiografi lider av funktionsöverlappning. CT-skanning avslöjar poranslutning, vilket är avgörande för att förstå läckagevägspotentialen i tryckbärande komponenter.
Densitetmätningar genom hydrostatisk vägning erbjuder snabb porositetbedömning för produktionskontroll. Denna teknik bestämmer den totala porositetprocenten men kan inte ge information om rumslig fördelning. Densitetmätningar korrelerar väl med mekaniska egenskaper, vilket gör dem lämpliga för go/no-go-kvalitetsbeslut.
När du arbetar med våra tillverkningstjänster, implementerar Microns Hub omfattande kvalitetsprotokoll som överträffar industristandarder. Våra inspektionsmöjligheter inkluderar högupplösta röntgensystem, dimensionella koordinatmätmaskiner och metallografisk analysutrustning som säkerställer att varje komponent uppfyller specificerade porositetkrav.
Kostnads-nyttoanalys av Porositetsförebyggande
Att investera i strategier för att förebygga porositet under designfaser ger betydande avkastning genom minskade skrotningsgrader, förbättrade mekaniska egenskaper och förbättrad komponenttillförlitlighet. Vår analys av kostnadsdrivare visar att korrekt designimplementering lägger till 3-8 % till initiala verktygskostnader samtidigt som de minskar löpande produktionskostnader med 15-25 % genom förbättrade avkastningsgrader.
Designoptimeringskostnader involverar främst utökad simuleringstid, ytterligare teknisk analys och potentiellt mer komplex formkonstruktion. Dessa initiala investeringar bleknar dock i jämförelse med produktionsförluster från porositetrelaterade defekter. Skrotningsgraden minskar vanligtvis från 8-15 % till 2-5 % med omfattande strategier för att förebygga porositet.
Mekaniska egenskapsförbättringar möjliggör materialoptimeringsmöjligheter, vilket potentiellt möjliggör kvalitetsminskningar som kompenserar ökade bearbetningskostnader. Komponenter med minimal porositet uppvisar 20-35 % högre utmattningslivslängd jämfört med porösa alternativ, vilket minskar garantikostnaderna och förbättrar kundnöjdheten. Korrelationen mellan designoptimering och kostnadsminskning gäller lika mycket för gjutningsoperationer.
Långsiktiga fördelar inkluderar förbättrad formlivslängd genom minskad processpänning och temperaturcykling, förbättrad ytfinishkvalitet som minskar sekundära operationer och utökade applikationsmöjligheter för kritiska komponenter. Dessa faktorer kombineras för att skapa övertygande affärsmässiga argument för omfattande program för att förebygga porositet.
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplatsplattformar. Vår tekniska expertis och personliga serviceinriktning innebär att varje projekt får den uppmärksamhet på detaljer det förtjänar, med dedikerade ingenjörer som förstår nyanserna i att förebygga porositet i högtrycksgjutningsapplikationer.
Implementeringsriktlinjer och Bästa Praxis
Framgångsrik porositetminimering kräver systematisk implementering över design-, verktygs- och produktionsfaser. Börja med en omfattande designgranskning med fokus på väggtjocklekslikformighet, ingjutningsoptimering och ventilationssystemintegration. Varje designelement bör utvärderas för dess bidrag till övergripande porositetriskreduktion.
Verktygstillverkning måste upprätthålla snäva toleranser på kritiska funktioner, särskilt ventilationsdimensioner och ingjutningsgeometrier. Ventilationsdjup kräver verifiering genom precisionsmätning, eftersom variationer på ±0,02 mm avsevärt påverkar effektiviteten. Ingjutningsytans finish bör uppnå Ra-värden under 0,8 μm för att främja laminära flödesegenskaper.
Processparameterutveckling följer systematiska optimeringsprotokoll, som börjar med konservativa inställningar och gradvis pressar mot optimala prestandafönster. Dokumentera alla parameterändringar och deras effekter på porositetnivåer och bygg omfattande processkunskap för framtida applikationer.
Operatörsutbildning säkerställer konsekvent implementering av optimerade parametrar och igenkänning av processavvikelser som påverkar porositetbildningen. Visuella standarder som visar acceptabla kontra oacceptabla porositetnivåer hjälper till att upprätthålla konsekventa kvalitetsbeslut under hela produktionskörningen.
Vanliga Frågor
Vad är den maximalt acceptabla porositetnivån för strukturella gjutgodskomponenter?
Acceptabla porositetnivåer varierar beroende på applikation, men strukturella komponenter kräver vanligtvis porositet under 3-5 % i volym för allmänna applikationer och under 1-2 % för kritiska lastbärande delar. Applikationer inom flyg och medicin kan kräva porositetnivåer under 0,5 % med specifika storleks- och distributionsbegränsningar.
Hur påverkar väggtjockleken porositetbildningen i aluminiumgjutgods?
Väggtjockleken påverkar direkt både gas- och krympporositetbildningen. Sektioner tunnare än 2,0 mm riskerar gasinneslutning på grund av snabb stelning, medan sektioner tjockare än 4,0 mm utvecklar krympporositet från dålig trycköverföring. Optimal tjocklek varierar mellan 2,0-3,5 mm för de flesta aluminiumlegeringsapplikationer.
Kan behandlingar efter gjutning eliminera porositet i HPDC-komponenter?
Behandlingar efter gjutning som värmebehandling kan delvis läka mikro-porositet mindre än 0,05 mm i diameter genom fasta diffusionsprocesser. Större gas- eller krymphålrum kan dock inte elimineras genom efterbearbetning. Förebyggande genom korrekt design och processkontroll är fortfarande mycket effektivare än åtgärdsförsök.
Vilken roll spelar formtemperaturen för att förebygga porositet?
Formtemperaturen påverkar både fyllningsbeteende och stelningskarakteristik. Temperaturer mellan 180-250°C för aluminiumlegeringar optimerar flödet samtidigt som gasutvecklingen kontrolleras. Högre temperaturer förbättrar fyllningen av tunna sektioner men kan öka risken för gasporositet, medan lägre temperaturer kan orsaka för tidig stelning och luftinneslutning.
Hur effektiva är vakuumassisterade gjutningssystem för porositetreduktion?
Vakuumassisterade system som upprätthåller kavitetstryck under 50 mbar kan minska gasporositeten med 60-80 % jämfört med konventionell HPDC. Dessa system visar sig vara särskilt effektiva för kritiska applikationer som kräver porositetnivåer under 1 %, även om de ökar komplexiteten och kostnaden för gjutningsprocessen.
Vilka inspektionsmetoder ger den mest exakta porositetbedömningen?
Industriell datortomografi erbjuder den mest omfattande porositetanalysen, som ger 3D-visualisering, exakta volymmätningar och anslutningskartläggning. Röntgenradiografi är fortfarande kostnadseffektivt för rutininspektion med 0,1 mm upplösningskapacitet, medan densitetmätningar erbjuder snabb produktionskontroll för övergripande porositetbedömning.
Hur jämför sig olika aluminiumlegeringar när det gäller porositetkänslighet?
A380-legering uppvisar utmärkt flytbarhet men högre vätgaslöslighet som kräver aggressiv avgasning, medan A356 erbjuder bättre mekaniska egenskaper med måttlig porositetrisk. ADC12 visar god gjutbarhet med intermediär gaskänslighet, och A413 ger utmärkt korrosionsbeständighet men kräver noggrann termisk hantering för att förhindra krympporositet.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece