Höghastighetsbearbetning (HSM): Fördelar med ytfinish för aluminiumformar
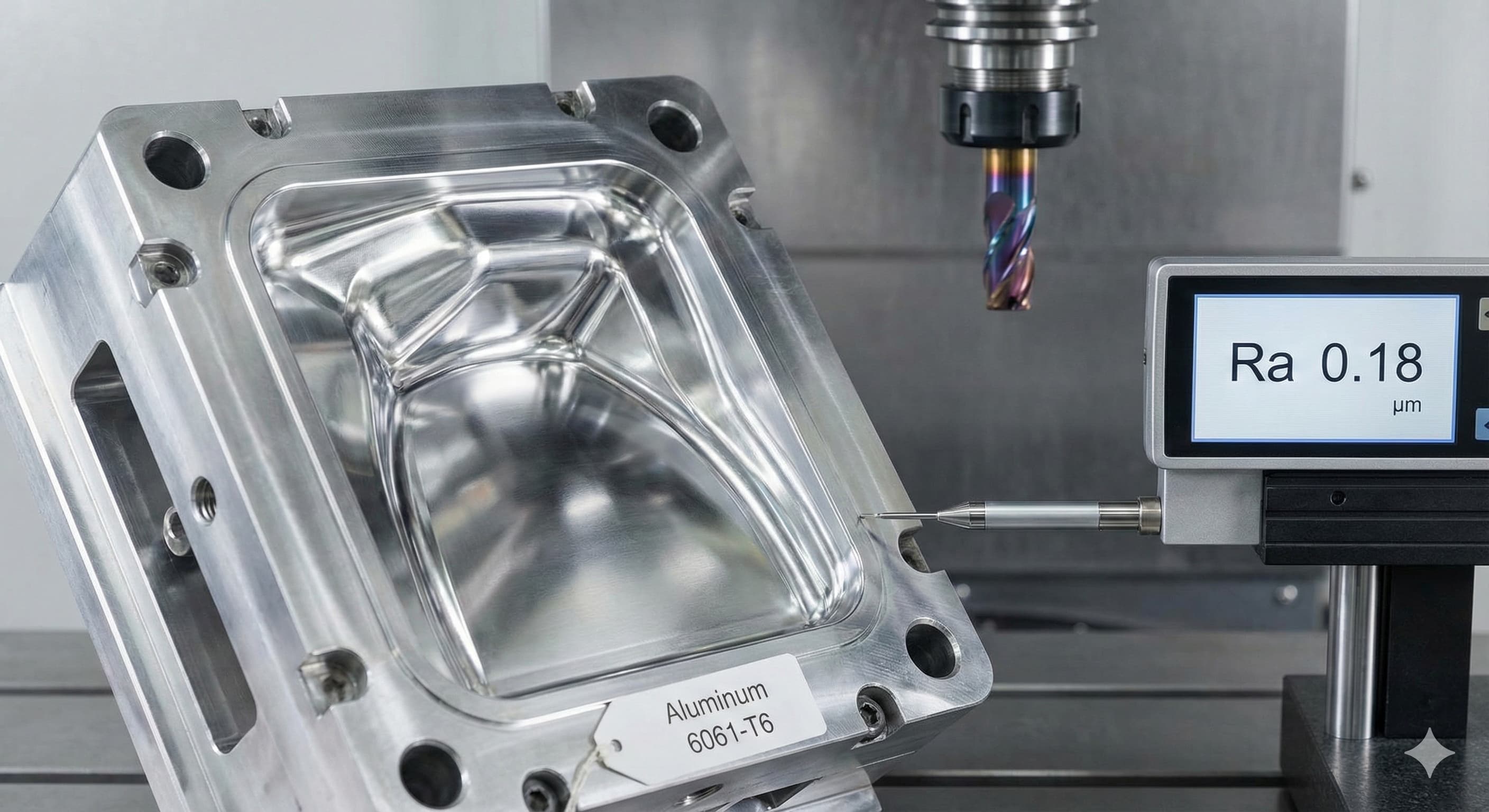
Ytkvaliteten på aluminiumformar avgör direkt produktens framgång i formsprutningstillämpningar. Parametrar för höghastighetsbearbetning (HSM) förändrar fundamentalt ytans topografi genom kontrollerade verktygs-arbetsstycke-interaktioner vid förhöjda skärhastigheter, vilket ger Ra-värden under 0,2 μm utan sekundära efterbehandlingsoperationer.
Viktiga slutsatser:
- HSM minskar ytans råhet på aluminiumformar med 60-80 % jämfört med konventionell bearbetning genom optimerade mekanismer för spånbildning
- Spindelhastigheter över 15 000 RPM med matningshastigheter över 5 000 mm/min eliminerar uppbyggd eggbildning på aluminiumlegeringar
- Direkt korrelation finns mellan skärhastighet och ytfinishkvalitet för Al 6061-T6 och Al 7075-T6 formtillämpningar
- Verktygsbanestrategier i HSM minimerar termiska cykeleffekter som försämrar aluminiumytans integritet
Förståelse för höghastighetsbearbetningens fysik för aluminiumytans kvalitet
Höghastighetsbearbetning förändrar fundamentalt materialborttagningsmekanismen i aluminium genom ökade skärhastigheter som överskrider de termiska ledningsförmågebegränsningarna hos arbetsstyckets material. Vid bearbetning av aluminiumlegeringar vid konventionella hastigheter under 300 m/min skapar värmegenerering lokaliserade termiska zoner som främjar uppbyggd eggbildning och kallbearbetningseffekter. Dessa fenomen komprometterar direkt ytfinishkvaliteten genom att skapa mikrosvetsning mellan verktygs- och arbetsstycksmaterial.
Övergången till HSM-driftparametrar – vanligtvis 800-2 000 m/min skärhastigheter för aluminium – förskjuter värmegenereringszonen till spånan snarare än den färdiga ytan. Denna termiska omfördelning sker eftersom den förkortade kontakttiden mellan skärverktyg och arbetsstycke förhindrar värmeöverföring till aluminiumsubstratet. Resultatet manifesteras som dramatiskt förbättrade ytfinishkarakteristika med Ra-värden som konsekvent uppnår 0,1-0,3 μm-området utan sekundära operationer.
Materialegenskaper blir kritiska vid implementering av HSM för aluminiumformtillämpningar. Al 6061-T6 uppvisar optimalt HSM-svar på grund av dess balanserade kiselhalt (0,4-0,8 %) som ger tillräcklig hårdhet utan överdriven slipförmåga. T6-härdningstillståndet säkerställer dimensionsstabilitet under höghastighetsoperationer genom att upprätthålla en konsekvent kornstruktur genom hela bearbetningsprocessen.
Verktygsgeometrioptimering specifikt för aluminium HSM kräver beaktande av spånvinklar mellan 15-25° positiva för att minimera skärkrafter samtidigt som eggstyrkan bibehålls. Släppningsvinklar på 8-12° förhindrar gnidningskontakt som genererar ytfel. Val av beläggning fokuserar på titan-aluminiumnitrid (TiAlN) eller diamantliknande kol (DLC)-formuleringar som motstår aluminiumvidhäftning vid förhöjda temperaturer.
Optimering av spindelhastighet och matningshastighet för ytkvalitet
Val av spindelhastighet påverkar direkt ytfinishkvaliteten genom dess effekt på spånbildningskonsistens och termisk hantering. Forskningsdata från aluminiumformbearbetningsoperationer visar att optimal ytfinish uppstår när spindelhastigheter överskrider den kritiska hastighetströskeln där uppbyggd eggbildning övergår till stabil skjuvzonskärning.
För Al 6061-T6 formtillämpningar inträffar denna kritiska tröskel vanligtvis vid spindelhastigheter över 12 000 RPM vid användning av 10-12 mm diameter pinnfräsar. Vid dessa hastigheter närmar sig skärhastigheten 400-500 m/min, vilket effektivt eliminerar den stick-slip-skärverkan som skapar ytojämnheter. Matningshastighetskoordinering blir väsentlig för att upprätthålla optimal spånbelastning per tand samtidigt som maximala ytfinishfördelar uppnås.
| Aluminiumlegering | Optimal spindelhastighet (RPM) | Matningshastighet (mm/min) | Uppnåelig Ra (μm) | Typiska applikationer |
|---|---|---|---|---|
| Al 6061-T6 | 15,000-20,000 | 4,000-6,000 | 0.1-0.2 | Formsprutningsverktyg, verktyg |
| Al 7075-T6 | 12,000-18,000 | 3,000-5,000 | 0.15-0.25 | Flyg- och rymdverktyg, fixturer |
| Al 2024-T4 | 10,000-15,000 | 2,500-4,000 | 0.2-0.35 | Prototypverktyg, mjuka verktyg |
| Al 5083-H111 | 8,000-12,000 | 2,000-3,500 | 0.25-0.4 | Marina applikationer, formningsverktyg |
Förhållandet mellan matningshastighet och ytkvalitet i aluminium HSM följer förutsägbara mönster baserat på spåntjocklekseffekter. Optimal spåntjocklek för aluminium varierar vanligtvis från 0,05-0,15 mm per tand, beräknat genom att dividera matningshastigheten med produkten av spindelhastighet och antalet skäreggar. Att överskrida detta område skapar överdrivna skärkrafter som böjer arbetsstycket och komprometterar ytkvaliteten, särskilt i tunnväggiga formsektioner.
Avancerade HSM-strategier använder variabel matningshastighetsprogrammering som justerar skärparametrar baserat på lokal geometrisk komplexitet. I formhålighetsregioner med snäva radier eller djupa fickor minskar matningshastigheterna automatiskt med 20-30 % för att bibehålla ytkvaliteten samtidigt som verktygsbrott förhindras. Detta adaptiva tillvägagångssätt säkerställer konsekvent ytfinish över komplexa formgeometrier utan manuell intervention.
Verktygsbanestrategins inverkan på aluminiumytans egenskaper
Verktygsbaneprogrammering påverkar direkt aluminiumytans kvalitet genom dess kontroll av skäringreppsförhållanden och termiska cykeleffekter. Konventionella verktygsbanor som använder fullt radiellt ingrepp skapar överdriven värmeuppbyggnad och verktygsböjning som manifesteras som synliga bearbetningsmärken på den färdiga ytan. HSM-verktygsbanestrategier adresserar specifikt dessa begränsningar genom optimerade ingreppsvinklar och konstant spånbelastningsunderhåll.
Trochoidal fräsning representerar det mest effektiva verktygsbaneangreppet för aluminiumformhåligheter, vilket upprätthåller konstant radiellt ingrepp mellan 5-15 % av verktygsdiametern samtidigt som höga materialborttagningshastigheter uppnås. Denna strategi förhindrar den intermittenta skärverkan som skapar ytojämnheter samtidigt som adekvat spånevakuering säkerställs. Den kontinuerliga skärrörelsen eliminerar de start-stopp-märken som är vanliga i konventionella rektangulära verktygsbanor.
För högprecisionsresultat, begär en gratis offert och få priser inom 24 timmar från Microns Hub.
Klättringsfräsningsorientering blir obligatorisk för aluminium HSM-tillämpningar på grund av dess överlägsna ytfinishkarakteristika jämfört med konventionell fräsning. Skärverkan i klättringsfräsning börjar med maximal spåntjocklek och minskar till noll, vilket skapar en skjuvverkan som producerar ren ytgenerering. Konventionell fräsnings motsatta spåntjockleksförlopp skapar gnidningsverkan som kallbearbetar aluminiumytan och försämrar finishkvaliteten.
Val av skärdjup kräver balans mellan produktivitets- och ytkvalitetsmål. För aluminiumformar som kräver Ra-värden under 0,2 μm bör axiella skärdjup inte överstiga 0,5-1,0 mm för att förhindra överdrivna skärkrafter som orsakar verktygsböjning. Slutliga efterbehandlingspass använder 0,1-0,2 mm skärdjup med ökade matningshastigheter för att upprätthålla optimala skärförhållanden samtidigt som överlägsen ytkvalitet uppnås.
Materialspecifika överväganden för aluminiumformtillämpningar
Val av aluminiumlegering påverkar signifikant HSM-ytfinishresultat på grund av inneboende materialegenskapsskillnader som påverkar bearbetningsegenskaper. Kiselhalten påverkar särskilt skärbeteendet, med legeringar som innehåller 0,4-1,2 % kisel som uppvisar optimalt HSM-svar genom förbättrad spånbrytning och minskade verktygsvidhäftningstendenser.
Al 6061-T6 representerar riktmärket för aluminiumlegering för formtillämpningar på grund av dess balanserade sammansättning som främjar utmärkt ytfinishkapacitet. Magnesium-kisel-utfällningshärdningssystemet ger tillräcklig styrka (sträckgräns 276 MPa) samtidigt som bearbetningsegenskaper bibehålls som svarar bra på HSM-parametrar. Den relativt låga kopparhalten (0,15-0,4 %) minimerar kallbearbetningstendenser som komplicerar uppnåendet av ytfinish.
Val av härdningstillstånd påverkar kritiskt HSM-ytfinishresultat. T6-härdning ger optimal dimensionsstabilitet under höghastighetsoperationer genom sin fullt åldrade mikrostruktur som motstår skärinducerade stresseffekter. T4-härdat aluminium uppvisar större tendens till kallbearbetning under skärningsoperationer, vilket kräver modifierade HSM-parametrar för att uppnå motsvarande ytkvalitetsresultat.
| Egenskap | Al 6061-T6 | Al 7075-T6 | Al 2024-T4 | Inverkan på HSM-ytfinish |
|---|---|---|---|---|
| Sträckgräns (MPa) | 276 | 503 | 324 | Högre styrka kräver lägre matningshastigheter |
| Draghållfasthet (MPa) | 310 | 572 | 469 | Påverkar skärkraft och verktygsnedböjning |
| Hårdhet (HB) | 95 | 150 | 120 | Hårdare material kräver skarpare verktyg |
| Kiselhalt (%) | 0.4-0.8 | 0.4 max | 0.5 max | Högre Si förbättrar spånbrytning |
| Ytfinish Ra (μm) | 0.1-0.2 | 0.15-0.25 | 0.2-0.35 | Direkt korrelation med legeringssammansättning |
Värmebehandlingshistorik påverkar aluminiums svar på HSM-operationer genom dess inflytande på kornstruktur och intern spänningsfördelning. Lösningsvärmebehandlade och artificiellt åldrade material (T6-tillstånd) uppvisar överlägsen dimensionsstabilitet under HSM jämfört med naturligt åldrade tillstånd (T4) som kan uppleva spänningsavlastning under skärningsoperationer.
Kylvätske- och smörjstrategier för optimal ytkvalitet
Val av kylvätska och leveransmetoder påverkar kritiskt uppnåendet av aluminiumytans kvalitet i HSM-tillämpningar genom deras effekter på värmehantering och spånevakueringseffektivitet. Traditionell flödeskylning visar sig ofta vara otillräcklig för HSM-operationer på grund av otillräcklig värmeavlägsningskapacitet vid förhöjda skärhastigheter och tendensen att skapa spånomskärning som försämrar ytkvaliteten.
System för minsta kvantitet smörjning (MQL) levererar överlägsna resultat för aluminium HSM genom att tillhandahålla exakt smörjmedelsplacering samtidigt som de torra skärfördelarna bibehålls som förhindrar spånvidhäftning. MQL-flödeshastigheter på 50-100 ml/timme med syntetiska estrar eller vegetabiliska skärvätskor skapar den optimala balansen mellan smörjning och värmehantering utan att kompromettera spånevakueringen.
Högtryckskylvätskesystem som arbetar vid 70-150 bar tryck ger exceptionell spånevakueringskapacitet som är väsentlig för att upprätthålla ytkvaliteten i djupa formhåligheter. Kylvätskestrålens hastighet måste överstiga spånhastigheten för att säkerställa effektiv borttagning samtidigt som omskärningsskador förhindras. Korrekt munstyckspositionering blir kritisk, med kylvätska riktad både mot skärzonen och spånevakueringsbanan.
Luftblästersystem kompletterar flytande kylvätskestrategier genom att säkerställa fullständig spånborttagning från bearbetade ytor före efterföljande verktygspass. Tryckluft vid 6-8 bar tryck avlägsnar effektivt aluminiumspån som annars kan skapa ytrepor eller uppbyggd eggbildning på skärverktyg.
Kvalitetskontroll och ytmätningsmetoder
Ytkvalitetsverifiering i aluminiumformtillämpningar kräver sofistikerade mätmetoder som noggrant karakteriserar de mikroskaliga ytegenskaperna som är kritiska för formningsprestanda. Kontaktprofilometri med stylusinstrument ger den mest tillförlitliga Ra-mätningskapaciteten, med stylusradiebegränsningar på 2 μm som säkerställer noggrann reproduktion av ytstrukturkarakteristika.
Icke-kontakta optiska mätsystem erbjuder fördelar för komplex formgeometriutvärdering där stylustillgång blir problematisk. Vitljusinterferometri uppnår mätningsupplösning under 0,1 nm, vilket möjliggör detaljerad analys av ytegenskaper som påverkar formsläppningsegenskaper och detaljkvalitet. Dessa system utmärker sig särskilt vid mätning av ytegenskaper i snäva radieområden och djupa håligheter där kontaktmetoder visar sig vara opraktiska.
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplattformar. Vår tekniska expertis och personliga serviceinriktning innebär att varje projekt får den uppmärksamhet på detaljer det förtjänar, med omfattande ytkvalitetsdokumentation tillhandahållen för varje aluminiumformkomponent.
Statistisk processkontrollimplementering för aluminium HSM-operationer kräver kontinuerlig övervakning av ytkvalitetsparametrar för att identifiera processdrift innan det påverkar detaljkvaliteten. Kontrollscheman som spårar Ra-värden över flera mätplatser möjliggör tidig upptäckt av verktygsslitage eller processparameteravvikelse som komprometterar ytkvaliteten. Våra precisions CNC-bearbetningstjänster inkorporerar avancerade kvalitetskontrollprotokoll specifikt utformade för aluminiumformtillämpningar.
Avancerade HSM-tekniker för komplexa formgeometrier
Komplexa aluminiumformgeometrier presenterar unika utmaningar för HSM-ytkvalitetsuppnåelse på grund av varierande skärförhållanden över olika funktionstyper. Djupficksbearbetning kräver specialiserade strategier som upprätthåller ytkvaliteten samtidigt som adekvat verktygsstyvhet och spånevakueringskapacitet säkerställs genom hela skärprocessen.
Fleraxlig HSM-programmering blir väsentlig för komplexa formytor där upprätthållande av optimal verktygsorientering relativt arbetsstyckets yta säkerställer konsekventa skärförhållanden. Femaxlig simultanbearbetning möjliggör kontinuerligt verktygsingrepp utan de urholkningar och dåliga ytkvalitet som är förknippade med treaxlig approximation av krökta ytor. Verktygsaxelvektorkontroll upprätthåller konstanta led- och lutningsvinklar som optimerar ytgenerering över komplexa geometrier.
Adaptiva rensningsstrategier justerar automatiskt skärparametrar baserat på lokala materialingreppsförhållanden, vilket säkerställer konsekvent ytkvalitet över varierande väggtjocklekar och fickdjup. Dessa intelligenta verktygsbanealgoritmer förhindrar verktygsböjning och skrammel som vanligtvis försämrar ytkvaliteten i tunnväggiga formsektioner.
Precisionsfunktionsbearbetning i aluminiumformar kräver ofta specialiserade mikro-HSM-tekniker som utvidgar traditionella HSM-principer till extremt små skärverktyg och funktioner. Spindelhastigheter kan överstiga 40 000 RPM för pinnfräsar mindre än 1 mm diameter, vilket kräver specialiserat beaktande av verktygsdynamik och vibrationskontroll.
Kostnads-nyttoanalys av HSM för aluminiumformproduktion
Ekonomisk motivering för HSM-implementering i aluminiumformproduktion kräver omfattande analys av både direkta bearbetningskostnader och nedströms kvalitetsfördelar. Initial utrustningsinvestering varierar vanligtvis från 150 000-500 000 € för HSM-kapabla bearbetningscentra med lämpliga spindelspecifikationer och styrsystem. Produktivitets- och kvalitetsförbättringarna motiverar dock ofta investeringen inom 12-24 månader för måttlig till högvolymformproduktion.
Cykeltidsminskning representerar den mest omedelbara ekonomiska fördelen, med aluminiumformgrovbearbetningsoperationer som uppnår 3-5x produktivitetsförbättringar jämfört med konventionell bearbetning. Efterbehandlingsoperationsfördelar visar sig vara ännu mer dramatiska, med HSM som ofta eliminerar sekundära poleringsoperationer helt genom direkt uppnående av erforderliga ytkvalitetsspecifikationer.
Verktygslivslängdsöverväganden presenterar komplexa ekonomiska relationer i aluminium HSM-tillämpningar. Medan skärhastigheterna ökar dramatiskt, förlänger den förbättrade skärmekaniken och minskade uppbyggda eggbildningen ofta verktygslivslängden jämfört med konventionell bearbetning. Hårdmetallpinnfräskostnader varierar vanligtvis från 50-200 € per verktyg, med HSM-tillämpningar som uppnår 50-150 % längre verktygslivslängd genom minskade adhesiva slitagemekanismer.
Kvalitetsrelaterade kostnadsfördelar inkluderar eliminering av sekundära efterbehandlingsoperationer, minskade omarbetningshastigheter och förbättrad detaljkvalitetskonsistens. Aluminiumformar som uppnår Ra 0,15 μm direkt från HSM-operationer eliminerar poleringskostnader på 200-800 € per kvadratmeter samtidigt som ledtiderna minskas med 2-5 dagar per form.
| Kostnadsfaktor | Konventionell bearbetning | HSM-implementering | Besparingspotential | Återbetalningstid |
|---|---|---|---|---|
| Cykeltid (timmar/verktyg) | 40-60 | 12-20 | 60-70% | 6-12 månader |
| Sekundär efterbehandling (€/m²) | 400-800 | 0-100 | €300-700/m² | 3-6 månader |
| Verktygskostnader (€/del) | 25-45 | 15-30 | €10-15/del | 12-18 månader |
| Kvalitetskontroll (€/verktyg) | 200-350 | 100-200 | €100-150/verktyg | 8-15 månader |
| Total produktionskostnad | 100% baslinje | 60-75% | 25-40% minskning | 12-24 månader |
Genom våra tillverkningstjänster uppnår kunder regelbundet 30-50 % kostnadsminskningar i aluminiumformproduktion genom optimerad HSM-implementering. Kombinationen av minskade cykeltider, eliminerade sekundära operationer och förbättrad kvalitetskonsistens skapar övertygande ekonomiska fördelar som sträcker sig långt bortom initiala bearbetningskostnadsöverväganden.
Implementeringsriktlinjer och bästa praxis
Framgångsrik HSM-implementering för aluminiumformtillämpningar kräver systematiskt tillvägagångssätt för utrustningsval, processutveckling och operatörsutbildning. Maskinverktygsspecifikationer måste inkludera tillräcklig spindleffekt (vanligtvis 15-40 kW), höghastighetskapacitet (15 000-40 000 RPM) och exakta matningsdrivsystem som kan accelerationshastigheter som överstiger 1G för optimalt uppnående av ytkvalitet.
Processutveckling bör börja med materialkarakteriseringstester för att fastställa optimala skärparametrar för specifika aluminiumlegeringar och härdningstillstånd. Testskärningar med olika spindelhastighets- och matningshastighetskombinationer möjliggör identifiering av det optimala parameterfönstret för varje tillämpning. Ytkvalitetsmätning genom hela denna utvecklingsprocess säkerställer parameterurval baserat på faktiska finishkrav snarare än teoretiska beräkningar.
Operatörsutbildningskraven ökar signifikant för HSM-operationer på grund av den kritiska karaktären hos parameterurval och den minskade felmarginalen vid förhöjda skärhastigheter. Utbildningsprogram bör betona förståelse för skärfysik, verktygsbaneoptimering och kvalitetskontrollprocedurer specifika för aluminiumformtillämpningar.
Förebyggande underhållsprogram blir kritiska för HSM-utrustning på grund av de krävande driftsförhållandena och precisionskraven. Spindelvillkorsövervakning, verktygsmätsystem och maskingeometriverifiering kräver mer frekvent uppmärksamhet jämfört med konventionella bearbetningsoperationer. Underhållsintervall minskar vanligtvis med 30-50 % för att säkerställa konsekvent prestanda och ytkvalitetskapacitet.
Framtida utvecklingar inom aluminium HSM-teknik
Framväxande tekniker fortsätter att avancera aluminium HSM-kapacitet genom förbättringar i skärverktygsmaterial, maskinverktygsdesign och processövervakningssystem. Ultrafina kornhårdmetallsubstrat med avancerade beläggningssystem möjliggör ännu högre skärhastigheter samtidigt som verktygslivslängd och ytkvalitetsfördelar bibehålls.
Artificiell intelligensintegration i HSM-system utlovar adaptiv parameteroptimering som svarar på realtids skärförhållanden. Dessa system övervakar vibrationer, akustiska emissioner och energiförbrukning för att automatiskt justera skärparametrar för optimalt ytkvalitetsunderhåll genom hela bearbetningsprocessen.
Additiv tillverkningintegration med HSM skapar hybridproduktionsstrategier där komplexa formgeometrier får nära-nettoformtryck följt av HSM-efterbehandlingsoperationer. Detta tillvägagångssätt optimerar både produktivitet och ytkvalitet samtidigt som geometrisk komplexitet möjliggörs som tidigare var omöjlig genom konventionella tillverkningsmetoder.
Avancerade simuleringskapaciteter möjliggör virtuell optimering av HSM-processer före fysisk implementering, vilket minskar utvecklingstiden och säkerställer optimala resultat från initiala produktionskörningar. Dessa system förutsäger noggrant ytkvalitetsresultat baserat på materialegenskaper, skärparametrar och verktygsbanestrategier.
Vanliga frågor
Vilka spindelhastigheter krävs för optimal aluminiumformytfinish i HSM?
Optimal aluminiumformytfinish kräver vanligtvis spindelhastigheter som överstiger 15 000 RPM för de flesta tillämpningar, med specifika krav som varierar baserat på verktygsdiameter och aluminiumlegering. För Al 6061-T6 med 10-12 mm pinnfräsar uppnår hastigheter på 15 000-20 000 RPM konsekvent Ra-värden under 0,2 μm. Högre hastigheter upp till 40 000 RPM gynnar mindre diameterverktyg och mer krävande ytkvalitetskrav.
Hur eliminerar HSM behovet av sekundära efterbehandlingsoperationer på aluminiumformar?
HSM eliminerar sekundär efterbehandling genom att uppnå erforderlig ytkvalitet direkt genom optimerad skärmekanik som förhindrar uppbyggd eggbildning och minimerar kallbearbetningseffekter. De höga skärhastigheterna förskjuter värmegenerering till spånan snarare än arbetsstycket, vilket möjliggör direkt uppnående av Ra-värden i intervallet 0,1-0,3 μm som uppfyller formsprutningskrav utan polering eller EDM-efterbehandling.
Vilka aluminiumlegeringar svarar bäst på HSM för formtillämpningar?
Al 6061-T6 ger den optimala kombinationen av bearbetbarhet och ytfinishkapacitet för HSM-formtillämpningar, och uppnår konsekvent Ra-värden på 0,1-0,2 μm. Al 7075-T6 erbjuder högre styrka men kräver mer noggrant parameterurval för att uppnå motsvarande ytkvalitet. Al 2024-T4 presenterar utmaningar på grund av kallbearbetningstendenser men förblir livskraftig för mindre krävande tillämpningar.
Vilka skärparametrar ger den bästa balansen mellan produktivitet och ytkvalitet?
Optimala skärparametrar kombinerar vanligtvis spindelhastigheter på 15 000-20 000 RPM med matningshastigheter på 4 000-6 000 mm/min för aluminiumformar. Axiellt skärdjup bör förbli under 1,0 mm för efterbehandlingsoperationer, med radiellt ingrepp begränsat till 5-15 % av verktygsdiametern med trochoidala verktygsbanor. Dessa parametrar upprätthåller optimal spånbelastning samtidigt som verktygsböjning förhindras som komprometterar ytkvaliteten.
Hur påverkar kylvätskestrategin aluminium HSM-ytkvalitet?
Kylvätskestrategin påverkar kritiskt ytkvaliteten genom värmehantering och spånevakueringskontroll. Minsta kvantitet smörjning (MQL) vid 50-100 ml/timme ger optimal smörjning utan spånomskärningsproblem, medan högtryckskylvätska vid 70-150 bar säkerställer fullständig spånevakuering. Korrekt kylvätskeleverans förhindrar uppbyggd eggbildning och upprätthåller konsekventa skärförhållanden som är väsentliga för överlägsen ytfinish.
Vilka kvalitetskontrollmetoder verifierar bäst aluminiumformytfinish från HSM?
Kontaktprofilometri med 2 μm radie stylus ger den mest tillförlitliga Ra-mätningen för aluminiumformytor, med flera mätplatser som säkerställer statistisk validitet. Icke-kontakta vitljusinterferometri erbjuder fördelar för komplexa geometrier och uppnår sub-nanometerupplösning för detaljerad ytkarakterisering. Båda metoderna kräver kalibrerad utrustning och utbildade operatörer för noggranna resultat.
Vilka ekonomiska fördelar motiverar HSM-investeringar för aluminiumformproduktion?
HSM-investeringar uppnår vanligtvis återbetalning inom 12-24 månader genom cykeltidsminskningar på 60-70 %, eliminering av sekundära efterbehandlingsoperationer som kostar 300-700 €/m² och totala produktionskostnadsminskningar på 25-40 %. Ytterligare fördelar inkluderar förbättrad kvalitetskonsistens, minskade omarbetningshastigheter och snabbare leveranstider som förbättrar konkurrenskraften på formtillverkningsmarknaden.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece