Aluminium A380 vs. A356: Välja rätt legering för styrka och flöde
Aluminium A380 och A356 representerar två av de mest specificerade pressgjutningslegeringarna inom europeisk tillverkning, men valet mellan dem kräver förståelse för viktiga kompromisser mellan styrkeegenskaper och flödesegenskaper. Detta beslut påverkar allt från komponentprestanda till produktionskostnader, vilket gör det viktigt för ingenjörer att förstå de nyanserade skillnaderna mellan dessa legeringar.
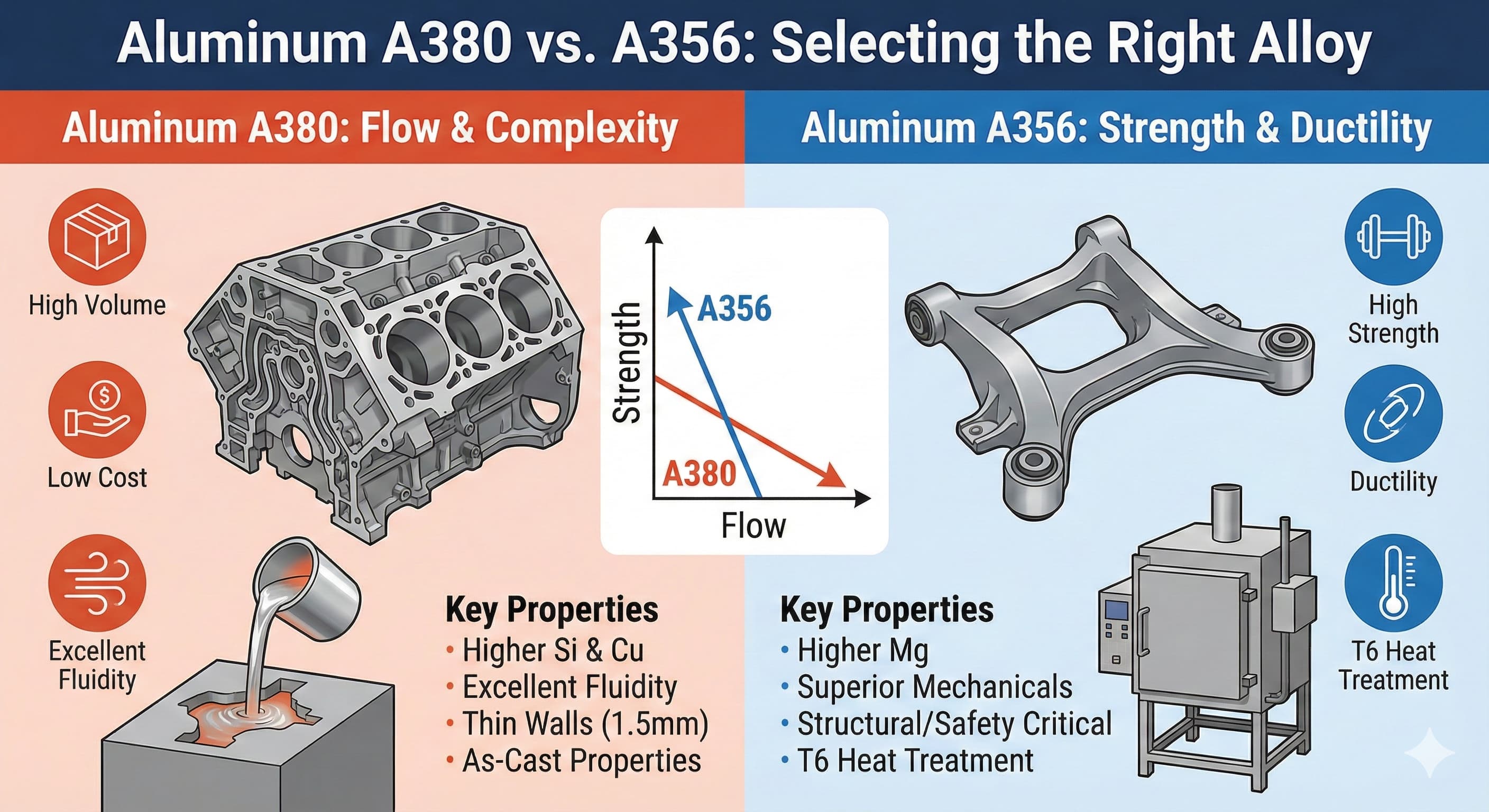
Båda legeringarna har distinkta roller i aluminiumgjutningens ekosystem, där A380 dominerar högvolymstillämpningar som kräver utmärkt flytbarhet, medan A356 utmärker sig där överlägsna mekaniska egenskaper motiverar dess högre material- och bearbetningskostnader.
Viktiga slutsatser
- A380 erbjuder överlägsna flödesegenskaper och lägre kostnader, vilket gör den idealisk för tunnväggiga, komplexa geometrier
- A356 ger betydligt högre hållfasthet och duktilitet, lämplig för strukturella och säkerhetskritiska applikationer
- Val av gjutningsprocess (pressgjutning vs sandgjutning) påverkar kraftigt legeringens prestanda och kostnadsöverväganden
- Alternativ för värmebehandling efter gjutning varierar dramatiskt mellan legeringarna, vilket påverkar de slutliga mekaniska egenskaperna
Kemisk sammansättning och grundläggande egenskaper
De kemiska sammansättningsskillnaderna mellan A380 och A356 driver deras distinkta prestandaegenskaper. A380 innehåller högre kiselhalt (7,5-9,5 %) jämfört med A356 (6,5-7,5 %), tillsammans med betydligt mer koppar (3,0-4,0 % jämfört med maximalt 0,25 %). Denna sammansättning ger A380 utmärkt flytbarhet under gjutning men begränsar dess mekaniska egenskaper.
A356 innehåller omvänt magnesium (0,25-0,45 %) som sitt primära förstärkningselement samtidigt som den bibehåller en lägre kopparhalt. Denna sammansättning möjliggör värmebehandlingsreaktioner som A380 inte kan uppnå, vilket resulterar i överlägsen drag- och sträckgräns.
| Element | A380 (vikt%) | A356 (vikt%) | Inverkan på egenskaper |
|---|---|---|---|
| Kisel (Si) | 7.5-9.5 | 6.5-7.5 | Högre Si förbättrar flytbarheten, minskar krympning |
| Koppar (Cu) | 3.0-4.0 | 0.25 max | Cu ökar styrkan men minskar duktiliteten |
| Magnesium (Mg) | 0.10 max | 0.25-0.45 | Mg möjliggör utskiljningshärdning |
| Järn (Fe) | 1.3 max | 0.20 max | Högre Fe-innehåll minskar duktiliteten |
| Zink (Zn) | 3.0 max | 0.10 max | Zn påverkar korrosionsbeständigheten |
Kiselhalten påverkar direkt gjutningsegenskaperna, där A380:s högre kiselhalt ger exceptionella flödesegenskaper och minskad krympning under stelning. Men samma sammansättning skapar spröda intermetalliska faser som begränsar duktiliteten och slagtåligheten.
Jämförelse av mekaniska egenskaper
Skillnaderna i mekaniska egenskaper mellan dessa legeringar är betydande och styr applikationsvalet. A380 i gjutet tillstånd uppnår vanligtvis draghållfasthet på 320-330 MPa med sträckgräns runt 160 MPa. A356, särskilt i T6-värmebehandlat tillstånd, kan nå draghållfasthet över 280 MPa med sträckgräns på 205 MPa, samtidigt som den erbjuder betydligt högre töjningsvärden.
| Egenskap | A380 (Gjuten) | A356 (T6) | A356 (Gjuten) |
|---|---|---|---|
| Draghållfasthet (MPa) | 320-330 | 280-310 | 220-260 |
| Sträckgräns (MPa) | 160 | 205-240 | 140-180 |
| Förlängning (%) | 2.5-3.5 | 8-12 | 3-5 |
| Hårdhet (HB) | 80-85 | 70-90 | 60-70 |
| Utmattningshållfasthet (MPa) | 110-130 | 140-160 | 100-120 |
Skillnaden i töjning är särskilt betydande för applikationer som upplever dynamisk belastning eller slagförhållanden. A356:s 8-12 % töjning i T6-tillstånd jämfört med A380:s 2,5-3,5 % representerar skillnaden mellan ett duktilt brottläge och spröda brottegenskaper.
Utmattningsprestanda visar liknande trender, där A356-T6 erbjuder överlägsen utmattningshållfasthet på grund av dess förfinade mikrostruktur och frånvaro av kopparrika intermetaller som fungerar som sprickinitieringsställen.
Flödesegenskaper och gjutningsprestanda
Flödesegenskaper representerar en av A380:s främsta fördelar jämfört med A356. Den högre kiselhalten och koppartillsatsen skapar ett längre stelningsintervall, vilket ger utmärkta formfyllningsmöjligheter i komplexa geometrier. Detta leder till framgångsrik gjutning av tunna väggar (ner till 1,5 mm under optimala förhållanden) och intrikata detaljer som skulle vara utmanande med A356.
A380:s överlägsna flytbarhet möjliggör korrekt implementering av släppvinklar i komplexa formar samtidigt som dimensionsnoggrannheten bibehålls. Legeringens gjutningsegenskaper stöder höghastighetsproduktionscykler som är typiska inom fordons- och konsumentelektronikapplikationer.
A356, även om den erbjuder tillräckliga flödesegenskaper, kräver mer noggrann uppmärksamhet på ingjutningsdesign, kanalstorlek och temperaturkontroll. Legeringens tendens till varmrivning i tunna sektioner kräver konservativ väggtjockleksdesign (vanligtvis minst 2,5 mm för tillförlitlig produktion).
| Gjutparameter | A380 | A356 | Tekniska implikationer |
|---|---|---|---|
| Minsta väggtjocklek | 1.5 mm | 2.5 mm | A380 möjliggör lättare, mer komplexa konstruktioner |
| Stelningsintervall | 90-120°C | 60-90°C | Bredare intervall förbättrar formfyllningen |
| Tendens till varmrivning | Låg | Måttlig | A380 mer förlåtande i design |
| Formfyllningsförmåga | Utmärkt | Bra | Komplexa geometrier gynnar A380 |
| Porositet Känslighet | Låg | Måttlig | A380 mer tolerant mot processvariation |
Flödeslängdsförmågan skiljer sig avsevärt, där A380 uppnår flödeslängder på 200+ gånger väggtjockleken under optimerade förhållanden, medan A356 vanligtvis når 150-180 gånger väggtjockleken. Denna skillnad blir kritisk i stora, komplexa gjutgods där metall måste färdas betydande sträckor genom tunna sektioner.
Värmebehandlingsrespons och mikrostrukturella överväganden
Värmebehandlingsrespons representerar en grundläggande differentierare mellan dessa legeringar. A380 erbjuder begränsade värmebehandlingsalternativ, och förblir vanligtvis i gjutet tillstånd eller får spänningsavlastningsbehandlingar. Den höga kopparhalten förhindrar effektiv lösningsvärmebehandling på grund av begynnande smältning av kopparrika faser.
A356 svarar utmärkt på T6-värmebehandling (lösningsbehandling vid 540 °C, kylning och åldring vid 150-160 °C i 2-8 timmar). Denna process löser upp magnesium och kisel i fast lösning och fäller sedan ut förstärkningsfaser under åldring, vilket dramatiskt förbättrar de mekaniska egenskaperna.
För högprecisionsresultat,Begär en kostnadsfri offert och få prissättning inom 24 timmar från Microns Hub.
De mikrostrukturella skillnaderna sträcker sig bortom värmebehandlingsresponsen. A380:s gjutna struktur innehåller grova kiselpartiklar och koppar-aluminiumintermetaller som ger styrka men begränsar duktiliteten. A356:s mikrostruktur, särskilt efter T6-behandling, har fina, jämnt fördelade fällningar som förbättrar både styrka och seghet.
| Värmebehandling | A380 Svar | A356 Svar | Egenskapsförändring |
|---|---|---|---|
| Gjuten | Standardtillstånd | Baslinjeegenskaper | - |
| T4 (Lösning + Naturlig åldring) | Ej tillämpligt | Måttlig förbättring | +15% styrka |
| T6 (Lösning + Artificiell åldring) | Ej tillämpligt | Maximal styrka | +25-35% styrka |
| Spänningsavlastning | Dimensionsstabilitet | Dimensionsstabilitet | Minimal egenskapsförändring |
Kostnadsanalys och ekonomiska överväganden
Kostnadsskillnaderna mellan A380 och A356 sträcker sig bortom råmaterialprissättning till att omfatta bearbetnings-, verktygs- och efterbearbetningsöverväganden. A380 kostar vanligtvis 2 200-2 400 euro per ton, medan A356 varierar från 2 600-2 900 euro per ton, vilket representerar en premie på 15-20 % för den högpresterande legeringen.
Bearbetningskostnaderna gynnar A380 på grund av dess överlägsna gjutningsegenskaper. Högre produktionshastigheter, minskade skrothastigheter och förenklade verktygskrav kompenserar ofta den lilla materialkostnadsfördelen som A356 kan ha på vissa marknader. A380:s utmärkta flödesegenskaper möjliggör tunnare väggar och mer komplexa geometrier, vilket potentiellt minskar den totala komponentvikten och materialanvändningen.
A356:s värmebehandlingskrav lägger dock till bearbetningssteg och energikostnader. T6-värmebehandling lägger vanligtvis till 150-250 euro per ton i bearbetningskostnader, beroende på ugnens effektivitet och lokala energipriser. Detta måste vägas mot de prestandafördelar som uppnås.
| Kostnadskomponent | A380 | A356 | Skillnad |
|---|---|---|---|
| Råmaterial (€/ton) | 2,200-2,400 | 2,600-2,900 | +15-20% |
| Värmebehandling (€/ton) | 0-50 | 150-250 | +300-400% |
| Bearbetningskostnader | Högre (hårdare material) | Lägre (mer duktilt) | -10-15% |
| Skrotandel (%) | 3-5 | 5-8 | +40-60% |
| Produktionstakt | Högre | Lägre | -15-25% |
När du beställer från Microns Hub drar du nytta av direkta tillverkarrelationer som säkerställer överlägsen kvalitetskontroll och konkurrenskraftiga priser jämfört med marknadsplattformar. Vår tekniska expertis och personliga serviceinriktning innebär att varje projekt får den uppmärksamhet på detaljer som det förtjänar, vilket är särskilt viktigt när man balanserar kostnads- och prestandakrav.
Applikationsspecifika urvalskriterier
Applikationskraven styr i slutändan valet av legering, där varje material utmärker sig i specifika användningsfall. A380 dominerar fordonstillämpningar som kräver komplexa geometrier, såsom transmissionshus, motorfästen och elektroniska styrenhetshus. Legeringens utmärkta flödesegenskaper möjliggör integration av monteringsbossar, kylflänsar och intrikata interna passager i en enda gjutning.
A356 föredras i strukturella applikationer där mekaniska egenskaper har företräde framför gjutningskomplexitet. Fordonsupphängningskomponenter, flygplansbeslag och högpresterande sportartiklar utnyttjar A356:s överlägsna styrka-till-vikt-förhållande och utmattningsbeständighet.
Elektroniska applikationer presenterar intressanta kompromisser. A380:s utmärkta värmeledningsförmåga (96 W/m·K jämfört med 151 W/m·K för A356) gör den attraktiv för kylflänsar och elektroniska höljen där värmehantering är kritisk. A356:s lägre elektriska ledningsförmåga kan dock föredras i applikationer som kräver elektromagnetisk skärmning.
Integrationen med formsprutningstjänster påverkar ofta materialvalet för hybridkomponenter där aluminiumgjutgods gränssnitt mot polymerinsatser eller övergjutningsoperationer.
Tillverkningsprocesskompatibilitet
Pressgjutning representerar den primära tillverkningsprocessen för båda legeringarna, men deras kompatibilitet med andra processer varierar avsevärt. A380 utmärker sig i högtryckspressgjutningsoperationer (HPDC), där dess överlägsna flödesegenskaper möjliggör snabba cykeltider och konsekvent komponentkvalitet. Legeringens motståndskraft mot lödning (fastnar på formytor) förlänger verktygslivslängden och minskar underhållskraven.
A356 visar bredare processkompatibilitet och presterar bra i sandgjutning, permanentformgjutning och halvfastformningsprocesser. Denna mångsidighet gör A356 attraktiv för lågvolymstillämpningar eller prototyptillverkning där kostnaderna för pressgjutningsverktyg inte kan motiveras.
Efterbearbetning med CNC-fräsning egenskaperna skiljer sig avsevärt mellan legeringarna. A380:s högre hårdhet och kopparhalt skapar mer utmanande bearbetningsförhållanden, vilket kräver hårdmetallverktyg och noggrann spånevakuering. A356, särskilt i T6-tillstånd, bearbetas lättare med konventionella verktyg och genererar bättre ytfinishar.
| Process | A380 Lämplighet | A356 Lämplighet | Viktiga överväganden |
|---|---|---|---|
| Högtrycksgjutning | Utmärkt | Bra | A380:s flödesfördel avgörande |
| Lågtrycksgjutning | Bra | Utmärkt | A356:s mekaniska egenskaper gynnas |
| Sandgjutning | Godtagbar | Utmärkt | A356 standard för sandgjutning |
| Kokillgjutning | Bra | Utmärkt | Båda legeringarna lämpliga |
| CNC-bearbetning | Utmanande | Bra | A356 mer bearbetningsbar |
Ytbehandlingskompatibiliteten varierar också. A380 anodiserar ganska bra men kan visa små färgvariationer på grund av kopparhalten. A356 ger utmärkt anodiseringsrespons med enhetlig färgutveckling. Pulverlackering och målning fungerar liknande på båda legeringarna efter korrekt ytbehandling.
Kvalitetskontroll och testöverväganden
Kvalitetskontrollkraven skiljer sig mellan A380- och A356-applikationer, drivna av deras typiska användningsfall och prestandaförväntningar. A380-komponenter genomgår ofta dimensionsinspektion och grundläggande mekanisk testning, med betoning på gjutningsintegritet och ytkvalitet. Icke-förstörande provning inkluderar vanligtvis visuell inspektion och dimensionsverifiering.
A356-komponenter, särskilt de i strukturella applikationer, kräver mer omfattande testprotokoll. Dragprovning, hårdhetsverifiering och värmebehandlingsvalidering blir standardkrav. T6-värmebehandlingsprocessen kräver temperaturövervakning och metallurgisk verifiering för att säkerställa korrekt utfällningshärdning.
Implementeringen av statistisk processkontroll (SPC) varierar mellan legeringarna. A380:s konsekventa flödesegenskaper möjliggör snäv dimensionskontroll med standardprocessövervakning. A356:s värmebehandlingskrav introducerar ytterligare variabler som kräver kontrollkortsövervakning av lösningstemperatur, kylhastighet och åldringsparametrar.
Integration med våra tillverkningstjänster inkluderar omfattande kvalitetsdokumentation som uppfyller ISO 9001-kraven, med materialcertifieringar och verifiering av mekaniska egenskaper som standardleveranser.
Miljö- och hållbarhetsfaktorer
Miljöhänsyn påverkar i allt högre grad materialvalsbeslut. Både A380 och A356 erbjuder utmärkt återvinningsbarhet, med aluminiums inneboende hållbarhetsfördelar. Deras energifotavtryck skiljer sig dock åt på grund av bearbetningskraven.
A380:s enklare bearbetningsväg (minimal värmebehandling) resulterar i lägre energiförbrukning per producerat kilogram. A356:s T6-värmebehandling lägger till betydande energikrav, särskilt under lösningsvärmebehandling vid 540 °C. Denna energikostnad måste vägas mot de prestandafördelar som uppnås.
Återvunnet innehållskompatibilitet varierar mellan legeringarna. A380:s högre tolerans för spårelement gör den mer kompatibel med återvunna aluminiumströmmar, medan A356:s snävare sammansättningskrav kan kräva användning av primäraluminium för kritiska applikationer.
Framtida trender och utvecklingsriktningar
Legeringsutvecklingen fortsätter att utvecklas för att möta förändrade branschkrav. Modifierade A380-sammansättningar med minskad kopparhalt syftar till att förbättra duktiliteten samtidigt som utmärkta gjutningsegenskaper bibehålls. Dessa utvecklingar riktar sig mot initiativ för lättviktskonstruktion inom fordonsindustrin som kräver förbättrad krocksäkerhet.
A356-utvecklingen fokuserar på förbättrade värmebehandlingsreaktioner och förbättrad termisk stabilitet. Avancerade åldringsbehandlingar och modifierade sammansättningar syftar till att utöka legeringens redan imponerande mekaniska egenskaper.
Additiv tillverkningskompatibilitet representerar ett framväxande övervägande. Även om ingen av legeringarna för närvarande används i stor utsträckning inom aluminium 3D-utskrift, fortsätter forskningen om pulvermetallurgiska varianter som kan utöka deras användningsområden.
Vanliga frågor
Vilken legering ger bättre korrosionsbeständighet, A380 eller A356?
A356 erbjuder generellt sett överlägsen korrosionsbeständighet på grund av dess lägre kopparhalt. Kopparn i A380 kan skapa galvaniska par som accelererar korrosion i marina eller industriella miljöer. Båda legeringarna drar dock nytta av skyddande beläggningar i aggressiva miljöer.
Kan A380 värmebehandlas för att uppnå egenskaper som liknar A356?
Nej, A380 kan inte värmebehandlas effektivt på grund av dess höga kopparhalt, vilket orsakar begynnande smältning under lösningsvärmebehandling. Legeringen används vanligtvis i gjutet tillstånd eller endast med spänningsavlastningsbehandlingar.
Vilken minsta väggtjocklek ska jag konstruera för varje legering?
A380 kan tillförlitligt uppnå väggtjocklekar ner till 1,5 mm under optimala gjutningsförhållanden, medan A356 vanligtvis kräver minsta väggar på 2,5 mm för att undvika varmrivning och säkerställa konsekventa mekaniska egenskaper.
Hur jämförs bearbetningskostnaderna mellan A380 och A356?
A356 bearbetas generellt sett enklare och mer kostnadseffektivt än A380. Den högre kopparhalten och hårdheten hos A380 kräver hårdmetallverktyg och resulterar i högre verktygsslitage, vilket ökar bearbetningskostnaderna med 10-15 % vanligtvis.
Vilken legering är bättre för tunnväggiga elektroniska höljen?
A380 föredras vanligtvis för tunnväggiga elektroniska höljen på grund av dess överlägsna flödesegenskaper som möjliggör komplexa geometrier och tunna väggar. Dess goda värmeledningsförmåga hjälper också till med värmeavledning i elektroniska applikationer.
Vilka är de typiska ledtiderna för komponenter i varje legering?
Ledtiderna är generellt sett liknande för båda legeringarna i pressgjutningsapplikationer. A356-komponenter som kräver T6-värmebehandling kan dock lägga till 1-3 dagar till bearbetningstiden beroende på batchstorlekar och ugnsplanering.
Hur jämförs återvinningsgraden mellan A380 och A356?
Båda legeringarna är mycket återvinningsbara, men A380:s högre tolerans för spårelement gör den något mer kompatibel med blandade aluminiumskrotströmmar. A356:s snävare sammansättningskrav kan kräva mer noggrann skrotsortering för kritiska applikationer.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece