Usinagem de Estrias: Hobbing vs. Eletroerosão a Fio para Engrenagens de Precisão
Selecionar o processo de fabricação ideal para a usinagem de estrias impacta diretamente a precisão da engrenagem, os custos de produção e os prazos de entrega. A escolha entre hobbing e eletroerosão a fio molda fundamentalmente a precisão dimensional, a qualidade do acabamento superficial e a eficiência geral da fabricação do seu componente.
Ambos os processos desempenham papéis distintos na fabricação de engrenagens de precisão, mas suas aplicações, capacidades e estruturas de custo diferem significativamente. Compreender essas diferenças permite uma tomada de decisão informada para os requisitos específicos do seu projeto.
Principais Conclusões
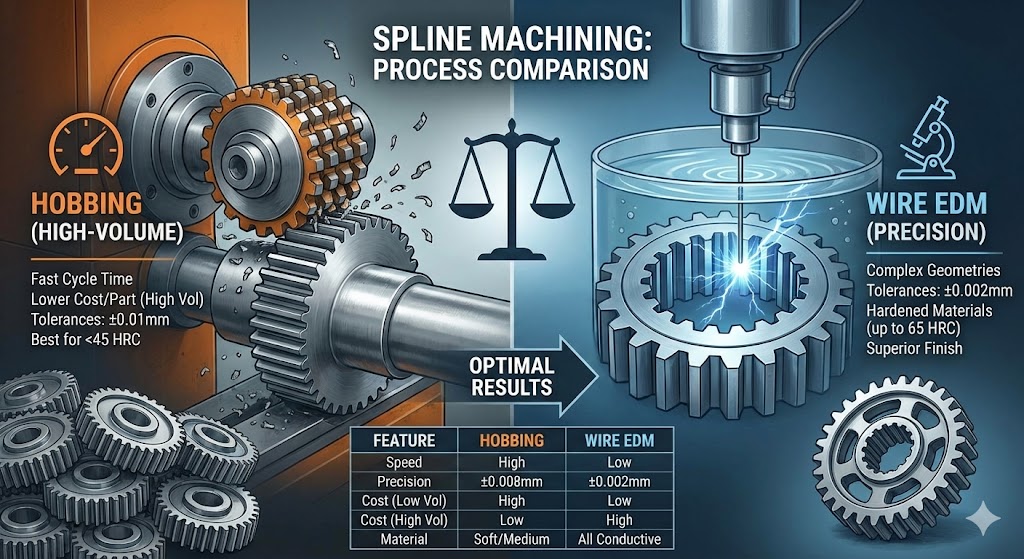
- O hobbing se destaca na produção de alto volume com tempos de ciclo mais rápidos e custos por peça mais baixos para perfis de estrias padrão
- A eletroerosão a fio oferece precisão superior (tolerância de ±0,002 mm) e lida com geometrias complexas que o hobbing não consegue alcançar
- A dureza do material acima de 45 HRC normalmente requer eletroerosão a fio, enquanto materiais mais macios se beneficiam da eficiência do hobbing
- O ponto de cruzamento de custo ocorre em torno de 500 a 1000 peças, dependendo da complexidade e das especificações do material
Compreendendo os Fundamentos da Usinagem de Estrias
A usinagem de estrias cria perfis de dentes precisos que transmitem torque entre eixos rotativos. Esses componentes exigem precisão excepcional na geometria do dente, espaçamento e acabamento superficial para garantir o engate e a distribuição de carga adequados.
O processo de fabricação deve manter tolerâncias rigorosas em várias dimensões: espessura do dente, diâmetro da raiz, diâmetro maior e precisão do passo. Desvios em qualquer parâmetro afetam diretamente o desempenho da engrenagem, os níveis de ruído e a vida útil.
As aplicações modernas de estrias abrangem transmissões automotivas, atuadores aeroespaciais e máquinas industriais, onde os requisitos de precisão geralmente excedem ±0,01 mm em dimensões críticas. Atender a essas especificações requer uma seleção cuidadosa do processo com base nas propriedades do material, no volume de produção e na complexidade geométrica.
Análise do Processo de Hobbing
O hobbing representa um processo de geração contínua onde uma ferramenta de corte helicoidal remove progressivamente o material para formar dentes de estria. O hob gira em movimento sincronizado com a peça de trabalho, criando perfis de dentes precisos através de movimentos de avanço coordenados.
Este processo se destaca na produção de perfis de estrias involutas com geometria de dente consistente em toda a largura da face. A ação de corte contínua gera acabamentos de superfície lisos, normalmente variando de Ra 1,6 a Ra 3,2 μm, dependendo dos parâmetros de corte e da condição da ferramenta.
As taxas de remoção de material no hobbing excedem significativamente as da eletroerosão a fio, com velocidades de corte típicas atingindo 200-400 m/min para componentes de aço. Essa vantagem de produtividade torna-se crucial para a produção de alto volume, onde o tempo de ciclo impacta diretamente os custos de fabricação.
O hobbing acomoda vários tipos de estrias, incluindo perfis involutos, de lados retos e serrilhados. No entanto, o processo requer ferramentas especializadas para cada especificação de estria, com custos de hob variando de € 2.500 a € 15.000, dependendo do tamanho do módulo e da classe de precisão.
As limitações do processo incluem capacidade restrita de usinar estrias internas com pequenos diâmetros, desafios com materiais endurecidos acima de 45 HRC e restrições geométricas impostas pela acessibilidade da ferramenta. Esses fatores devem ser considerados durante as fases de projeto e planejamento do processo.
Características do Processo de Eletroerosão a Fio
A eletroerosão a fio utiliza faíscas elétricas controladas para erodir o material ao longo de um caminho programado. Um eletrodo de fio em movimento contínuo, normalmente com diâmetro de 0,15-0,25 mm, cria cortes precisos através de materiais eletricamente condutores, independentemente da dureza.
O processo atinge precisão dimensional excepcional com tolerâncias atingindo ±0,002 mm em dimensões críticas. Este nível de precisão é essencial para aplicações aeroespaciais e sistemas de engrenagens de alto desempenho onde os processos de fabricação padrão não conseguem atender aos requisitos.
A eletroerosão a fio lida com geometrias de estrias complexas, incluindo perfis interrompidos, formas de dentes assimétricas e recursos integrados impossíveis de usinar por métodos convencionais. A flexibilidade do processo se estende a materiais endurecidos de até 65 HRC sem comprometer a precisão ou o acabamento superficial.
A qualidade do acabamento superficial na eletroerosão a fio varia de Ra 0,8 a Ra 2,5 μm, dependendo dos parâmetros de corte e das passagens de acabamento. Várias passagens de corte permitem a otimização entre a velocidade de corte e a qualidade da superfície, com cortes brutos removendo material a granel e passagens de acabamento atingindo as dimensões finais.
O processo opera através dos nossos serviços de usinagem CNC de precisão com recursos avançados de eletroerosão a fio, permitindo geometrias complexas e tolerâncias apertadas que a usinagem tradicional não consegue alcançar.
As velocidades de corte na eletroerosão a fio variam significativamente com a espessura do material e o acabamento superficial necessário. As taxas típicas variam de 20 a 200 mm²/min, consideravelmente mais lentas do que o hobbing, mas compensadas pela precisão superior e flexibilidade geométrica.
Comparação de Precisão e Tolerância
A precisão dimensional representa um diferenciador crítico entre os processos de hobbing e eletroerosão a fio. Compreender as tolerâncias alcançáveis orienta a seleção do processo apropriado para aplicações específicas.
| Parâmetro de Tolerância | Fresagem | Eletroerosão a fio | Impacto na Aplicação |
|---|---|---|---|
| Precisão do Passo | ±0,008 mm | ±0,002 mm | Crítico para engrenamento suave |
| Espessura do Dente | ±0,01 mm | ±0,003 mm | Afeta o controle de folga |
| Raio da Raiz | ±0,02 mm | ±0,005 mm | Impacta a concentração de tensão |
| Acabamento Superficial (Ra) | 1,6-3,2 μm | 0,8-2,5 μm | Influencia a resistência ao desgaste |
| Concentricidade | ±0,01 mm | ±0,005 mm | Crítico para o equilíbrio |
Essas capacidades de tolerância influenciam diretamente o desempenho do componente em aplicações exigentes. As caixas de engrenagens aeroespaciais normalmente exigem precisão de eletroerosão a fio, enquanto as aplicações automotivas geralmente aceitam tolerâncias de hobbing com margens de projeto apropriadas.
A repetibilidade entre as peças representa outro fator crucial. O hobbing mantém resultados consistentes dentro de ±0,005 mm em todas as execuções de produção quando mantido adequadamente. A eletroerosão a fio atinge repetibilidade superior em ±0,002 mm, essencial para componentes intercambiáveis.
Os efeitos da temperatura durante a usinagem podem impactar as dimensões finais. O hobbing gera calor significativo, exigindo gerenciamento cuidadoso do refrigerante para evitar distorção térmica. A eletroerosão a fio opera em temperaturas mais baixas, minimizando os efeitos térmicos na precisão dimensional.
Compatibilidade e Limitações de Materiais
As propriedades do material influenciam significativamente a seleção do processo para usinagem de estrias. Cada método exibe vantagens e restrições específicas com base nas características do material.
O hobbing tem um desempenho ideal em materiais com dureza abaixo de 45 HRC. As aplicações comuns incluem aço AISI 4140 (28-35 HRC), aço para cementação AISI 8620 e várias ligas de alumínio. O processo tem dificuldades com aços endurecidos acima de 50 HRC devido ao desgaste excessivo da ferramenta e ao acabamento superficial ruim.
A eletroerosão a fio acomoda qualquer material eletricamente condutor, independentemente da dureza. Essa capacidade permite a usinagem de aços para ferramentas com 60+ HRC, Inconel 718, ligas de titânio e aços para rolamentos endurecidos. A limitação do processo envolve materiais não condutores, como cerâmicas e certos plásticos.
| Tipo de Material | Adequação para Fresagem por Cremalheira | Adequação para Eletroerosão a Fio | Processo Preferido |
|---|---|---|---|
| Aço Macio (<35 HRC) | Excelente | Bom | Fresagem por Cremalheira (vantagem de custo) |
| Aço Médio (35-45 HRC) | Bom | Excelente | Dependente do Volume |
| Aço Duro (>50 HRC) | Ruim | Excelente | Eletroerosão a Fio necessária |
| Ligas de Alumínio | Excelente | Bom | Fresagem por Cremalheira (produtividade) |
| Ligas de Titânio | Limitada | Excelente | Eletroerosão a Fio preferível |
| Inconel/Superligas | Muito Limitada | Excelente | Apenas Eletroerosão a Fio |
A espessura do material também influencia a seleção do processo. O hobbing lida com várias larguras de face de forma eficiente, enquanto a velocidade de corte da eletroerosão a fio diminui com o aumento da espessura. Peças com espessura superior a 100 mm podem favorecer o hobbing por razões de produtividade.
Os padrões de tensão residual diferem entre os processos. O hobbing introduz tensões compressivas benéficas para a resistência à fadiga, enquanto a eletroerosão a fio cria tensão residual mínima, mas pode exigir tratamentos de alívio de tensão para aplicações críticas.
Análise de Custos e Considerações Econômicas
Compreender a estrutura de custo completa permite uma seleção precisa do processo com base na economia do projeto, em vez de impressões iniciais.
O hobbing requer um investimento inicial significativo em ferramentas com hobs custando € 2.500 a € 15.000, dependendo das especificações. No entanto, essas ferramentas produzem milhares de peças antes da substituição, reduzindo drasticamente os custos de ferramentas por peça na produção de alto volume.
A eletroerosão a fio elimina os custos de ferramentas personalizadas, mas opera com taxas horárias mais altas devido às velocidades de corte mais lentas e aos custos de fio consumível. As taxas típicas de eletroerosão a fio variam de € 45 a € 85 por hora, incluindo o consumo de fio e os custos indiretos da máquina.
Para resultados de alta precisão, receba um orçamento detalhado em 24 horas da Microns Hub.
| Fator de Custo | Fresagem | Eletroerosão a fio | Impacto do Volume |
|---|---|---|---|
| Custo de Configuração | €800-€2.000 | €200-€500 | Favorece a eletroerosão a fio em baixo volume |
| Custo de Ferramentas | €2.500-€15.000 | €0 (apenas consumíveis) | Amortizado ao longo da produção |
| Taxa Horária | €35-€55 | €45-€85 | Consistente em todos os volumes |
| Tempo de Ciclo (por peça) | 15-45 minutos | 2-8 horas | Vantagem da fresagem aumenta com a escala |
| Operações Secundárias | Rebarbação, inspeção | Acabamento mínimo | Aumenta o custo da fresagem |
O ponto de cruzamento econômico normalmente ocorre entre 500 e 1000 peças para geometrias de estrias padrão. Perfis complexos ou tolerâncias apertadas podem mudar esse equilíbrio para a eletroerosão a fio, mesmo em volumes maiores.
Os custos relacionados à qualidade devem ser incluídos na análise econômica. O hobbing pode exigir medidas adicionais de controle de qualidade e potencial retrabalho, enquanto a precisão superior da eletroerosão a fio geralmente elimina essas preocupações.
As considerações de prazo de entrega afetam os custos totais do projeto. O hobbing requer a aquisição de hobs com prazos de entrega de 8 a 12 semanas, enquanto a eletroerosão a fio pode começar imediatamente com eletrodos de fio padrão.
Acabamento Superficial e Características de Qualidade
A qualidade do acabamento superficial impacta diretamente o desempenho da engrenagem, afetando o atrito, a resistência ao desgaste e a geração de ruído durante a operação.
O hobbing produz marcas de avanço características alinhadas com a direção do corte, criando texturas de superfície que podem exigir operações de acabamento adicionais para aplicações críticas. A rugosidade da superfície normalmente varia de Ra 1,6 a Ra 3,2 μm, dependendo dos parâmetros de corte e da condição da ferramenta.
A eletroerosão a fio gera padrões de superfície distintos da erosão por descarga elétrica, criando crateras microscópicas que podem reter lubrificantes de forma eficaz. O acabamento superficial varia de Ra 0,8 a Ra 2,5 μm com otimização adequada dos parâmetros.
A relação entre o acabamento superficial e os parâmetros de corte permite a otimização para requisitos específicos. No hobbing, velocidades de corte mais lentas e avanços mais finos melhoram a qualidade da superfície, mas reduzem a produtividade. A eletroerosão a fio atinge acabamentos superiores através de várias passagens de corte, com cortes brutos seguidos por passagens de acabamento.
A integridade da superfície se estende além da rugosidade para incluir mudanças metalúrgicas do processo de fabricação. O hobbing cria superfícies endurecidas por trabalho benéficas para a resistência ao desgaste, enquanto a eletroerosão a fio produz camadas refundidas finas que podem exigir remoção em aplicações críticas.
Os requisitos de rebarbação diferem significativamente entre os processos. O hobbing normalmente produz rebarbas nas bordas dos dentes, exigindo operações secundárias, enquanto a eletroerosão a fio cria rebarbas mínimas devido ao mecanismo de corte térmico.
Considerações de Projeto e Limitações Geométricas
A geometria do componente influencia significativamente a seleção do processo de fabricação, com cada método exibindo capacidades e restrições específicas.
O hobbing se destaca em perfis de estrias involutas padrão, mas enfrenta limitações com geometrias complexas ou não padrão. O processo requer caminhos de corte retos sem interferências geométricas, limitando a flexibilidade de projeto para recursos integrados.
As estrias internas apresentam desafios particulares para o hobbing, especialmente com pequenos diâmetros onde a acessibilidade da ferramenta se torna problemática. O diâmetro interno mínimo normalmente excede 25 mm para operações práticas de hobbing, embora ferramentas especializadas possam estender essa capacidade.
A eletroerosão a fio lida com virtualmente qualquer perfil 2D que possa ser programado, incluindo dentes assimétricos, espaçamento variável e rasgos de chaveta ou ranhuras integrados. Essa flexibilidade geométrica permite projetos complexos impossíveis através de métodos de usinagem convencionais.
A capacidade de usinar geometrias complexas com rebaixos representa uma vantagem significativa da eletroerosão a fio, particularmente para aplicações aeroespaciais que exigem redução de peso através da remoção de material em áreas não críticas.
As capacidades de conicidade diferem entre os processos. O hobbing produz dentes de lados paralelos, enquanto a eletroerosão a fio pode criar perfis cônicos para aplicações especializadas, como embreagens cônicas ou acoplamentos ajustáveis.
As limitações de espessura da peça afetam a seleção do processo. O hobbing lida com várias larguras de face de forma eficiente, enquanto a velocidade de corte da eletroerosão a fio diminui com a espessura, tornando-o menos econômico para peças com espessura superior a 150 mm.
Considerações de Volume de Produção
O volume de produção representa o principal fator que determina a viabilidade econômica para cada processo de fabricação.
A produção de baixo volume (1-100 peças) normalmente favorece a eletroerosão a fio devido à eliminação de custos de ferramentas e flexibilidade de configuração. A capacidade de modificar programas rapidamente acomoda mudanças de projeto comuns em aplicações de protótipo e baixo volume.
A produção de médio volume (100-1000 peças) requer uma análise econômica cuidadosa, considerando os custos totais do projeto, incluindo a amortização de ferramentas, os tempos de ciclo e os requisitos de qualidade. O ponto de cruzamento varia com a complexidade da peça e os requisitos de tolerância.
A produção de alto volume (1000+ peças) geralmente favorece o hobbing quando as restrições geométricas permitem. A produtividade superior e os custos por peça mais baixos compensam os investimentos iniciais em ferramentas em grandes execuções de produção.
A otimização do tamanho do lote afeta ambos os processos de forma diferente. O hobbing se beneficia de execuções de produção contínuas, minimizando o impacto do tempo de configuração, enquanto a eletroerosão a fio acomoda lotes mistos de forma eficiente devido às rápidas mudanças de programa.
A flexibilidade do agendamento de produção representa outra consideração. A eletroerosão a fio permite uma resposta rápida a requisitos urgentes sem atrasos nas ferramentas, enquanto o hobbing pode exigir planejamento antecipado para a aquisição e configuração de ferramentas.
Requisitos de Controle de Qualidade e Inspeção
Os procedimentos de verificação dimensional e controle de qualidade variam significativamente entre os processos de hobbing e eletroerosão a fio.
O hobbing requer inspeção abrangente devido aos potenciais efeitos do desgaste da ferramenta na precisão dimensional. Os parâmetros críticos incluem precisão do passo, espessura do dente e forma do perfil, normalmente medidos usando sistemas de inspeção de engrenagens com resolução de ±0,001 mm.
O controle de processo superior da eletroerosão a fio geralmente reduz os requisitos de inspeção, embora a verificação permaneça essencial para dimensões críticas. A estabilidade do processo permite o controle estatístico do processo com tamanhos de amostra menores em comparação com o hobbing.
Os requisitos de equipamento de inspeção diferem entre os processos. O hobbing pode exigir sistemas de medição de engrenagens especializados, enquanto as peças de eletroerosão a fio geralmente utilizam máquinas de medição de coordenadas padrão para verificação dimensional.
Os estudos de capacidade do processo demonstram características distintas para cada método. O hobbing exibe valores Cpk de 1,33-1,67 para tolerâncias padrão, enquanto a eletroerosão a fio atinge valores Cpk superiores a 2,0 para dimensões comparáveis.
Os requisitos de rastreabilidade em aplicações aeroespaciais e médicas favorecem o controle de processo digital da eletroerosão a fio e os recursos de documentação automatizada em comparação com os procedimentos de configuração manual do hobbing.
Aplicações Avançadas e Tendências Futuras
As aplicações emergentes continuam a ultrapassar os limites da precisão e complexidade da usinagem de estrias.
As micro-estrias para instrumentos de precisão exigem recursos de eletroerosão a fio devido às limitações de escala no hobbing. Componentes com módulos de dentes abaixo de 0,5 mm normalmente excedem as capacidades de fabricação de ferramentas de hobbing.
As abordagens de fabricação híbrida combinam ambos os processos para resultados ideais. O hobbing bruto seguido pelo acabamento de eletroerosão a fio permite alta produtividade com precisão superior, embora isso aumente a complexidade e o custo.
A integração da fabricação aditiva cria oportunidades para geometrias de estrias internas complexas impossíveis através de métodos tradicionais. A eletroerosão a fio permite o acabamento de componentes impressos em 3D com tolerâncias de precisão.
As implementações da Indústria 4.0 afetam ambos os processos através de sistemas aprimorados de monitoramento e controle. Os algoritmos de manutenção preditiva otimizam a vida útil da ferramenta no hobbing, enquanto o monitoramento do processo em tempo real aprimora a consistência da eletroerosão a fio.
Ao fazer o pedido da Microns Hub, você se beneficia de relacionamentos diretos com fabricantes que garantem controle de qualidade superior e preços competitivos em comparação com as plataformas de mercado. Nossa experiência técnica e abordagem de serviço personalizado significam que cada projeto recebe a atenção especializada necessária para resultados ideais, seja através de processos de hobbing ou eletroerosão a fio.
As considerações ambientais influenciam cada vez mais a seleção do processo. A geração reduzida de resíduos da eletroerosão a fio e a eliminação de fluidos de corte atraem fabricantes ecologicamente conscientes, enquanto a maior produtividade do hobbing reduz o consumo geral de energia por peça.
Diretrizes para Seleção de Processos
Critérios de avaliação sistemáticos permitem a seleção ideal do processo com base nos requisitos específicos do projeto.
Os principais fatores de seleção incluem volume de produção, requisitos de tolerância, propriedades do material e complexidade geométrica. Esses parâmetros interagem para determinar a abordagem de fabricação mais econômica.
As matrizes de decisão ajudam a quantificar os critérios de seleção, ponderando os fatores de acordo com as prioridades do projeto. Projetos sensíveis a custos enfatizam fatores econômicos, enquanto aplicações críticas priorizam precisão e confiabilidade.
O desenvolvimento de protótipos geralmente começa com eletroerosão a fio para verificação do projeto antes da transição para hobbing para volumes de produção. Essa abordagem valida os projetos, mantendo a viabilidade econômica para a fabricação em grande escala.
A avaliação de risco considera fatores como disponibilidade de ferramentas, capacidade do processo e cronogramas de entrega. A eletroerosão a fio oferece menor risco técnico para geometrias complexas, enquanto o hobbing oferece soluções estabelecidas para aplicações padrão.
As futuras mudanças de projeto afetam as decisões de seleção do processo. A eletroerosão a fio acomoda modificações mais facilmente, enquanto o hobbing requer novas ferramentas para mudanças geométricas significativas.
A integração com nossos serviços de fabricação garante a seleção ideal do processo com base na avaliação abrangente da capacidade e na análise econômica adaptada aos seus requisitos específicos.
Perguntas Frequentes
Quais níveis de tolerância podem ser alcançados com hobbing versus eletroerosão a fio?
O hobbing normalmente atinge tolerâncias de ±0,008 mm a ±0,01 mm em dimensões críticas, como passo e espessura do dente. A eletroerosão a fio oferece precisão superior com tolerâncias atingindo ±0,002 mm a ±0,003 mm nos mesmos parâmetros. A escolha depende dos requisitos de precisão da sua aplicação e se a precisão aprimorada justifica o custo adicional.
Qual processo é mais econômico para volumes de produção médios?
Para volumes de produção entre 100 e 1000 peças, a relação custo-benefício depende da complexidade da peça e dos requisitos de tolerância. Perfis de estrias simples geralmente favorecem o hobbing devido aos tempos de ciclo mais rápidos, enquanto geometrias complexas ou tolerâncias apertadas podem justificar os custos da eletroerosão a fio. O ponto de cruzamento normalmente ocorre em torno de 500 peças para geometrias padrão.
Ambos os processos podem lidar com componentes de aço endurecido?
A eletroerosão a fio se destaca com aços endurecidos de até 65 HRC sem comprometer a precisão ou exigir ferramentas especializadas. O hobbing torna-se desafiador acima de 45 HRC devido ao desgaste excessivo da ferramenta e ao acabamento superficial ruim. Para componentes endurecidos, a eletroerosão a fio representa a escolha preferida, independentemente do volume de produção.
Quais são os prazos de entrega típicos para cada processo?
A eletroerosão a fio pode começar imediatamente usando eletrodos de fio padrão, com prazos de entrega determinados principalmente pelo tempo de usinagem e pela posição na fila. O hobbing requer a aquisição de ferramentas personalizadas com prazos de entrega de 8 a 12 semanas para hobs especializados, embora ferramentas padrão possam estar disponíveis mais cedo. Considere os prazos de entrega das ferramentas ao planejar os cronogramas de produção.
Como os requisitos de acabamento superficial afetam a seleção do processo?
A eletroerosão a fio produz acabamentos superficiais superiores variando de Ra 0,8 a Ra 2,5 μm com operações secundárias mínimas necessárias. O hobbing atinge Ra 1,6 a Ra 3,2 μm, mas pode exigir acabamento adicional para aplicações críticas. Aplicações que exigem qualidade de superfície excepcional normalmente favorecem a eletroerosão a fio, apesar dos custos mais altos.
Quais limitações geométricas existem para cada processo?
O hobbing requer caminhos de corte retos e tem dificuldades com estrias internas abaixo de 25 mm de diâmetro. A eletroerosão a fio lida com virtualmente qualquer perfil 2D, incluindo geometrias complexas, rebaixos e recursos internos apertados. Escolha a eletroerosão a fio para perfis não padrão ou restrições geométricas que excedam as capacidades de hobbing.
Existem restrições de material para ambos os processos?
O hobbing funciona de forma otimizada em materiais abaixo de 45 HRC, incluindo aços comuns e ligas de alumínio. A eletroerosão a fio acomoda qualquer material eletricamente condutor, independentemente da dureza, incluindo ligas exóticas e aços endurecidos. Materiais não condutores, como cerâmicas, exigem métodos de fabricação alternativos.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece