Soldagem por pontos vs. Rebitagem: Comparações de resistência para montagem
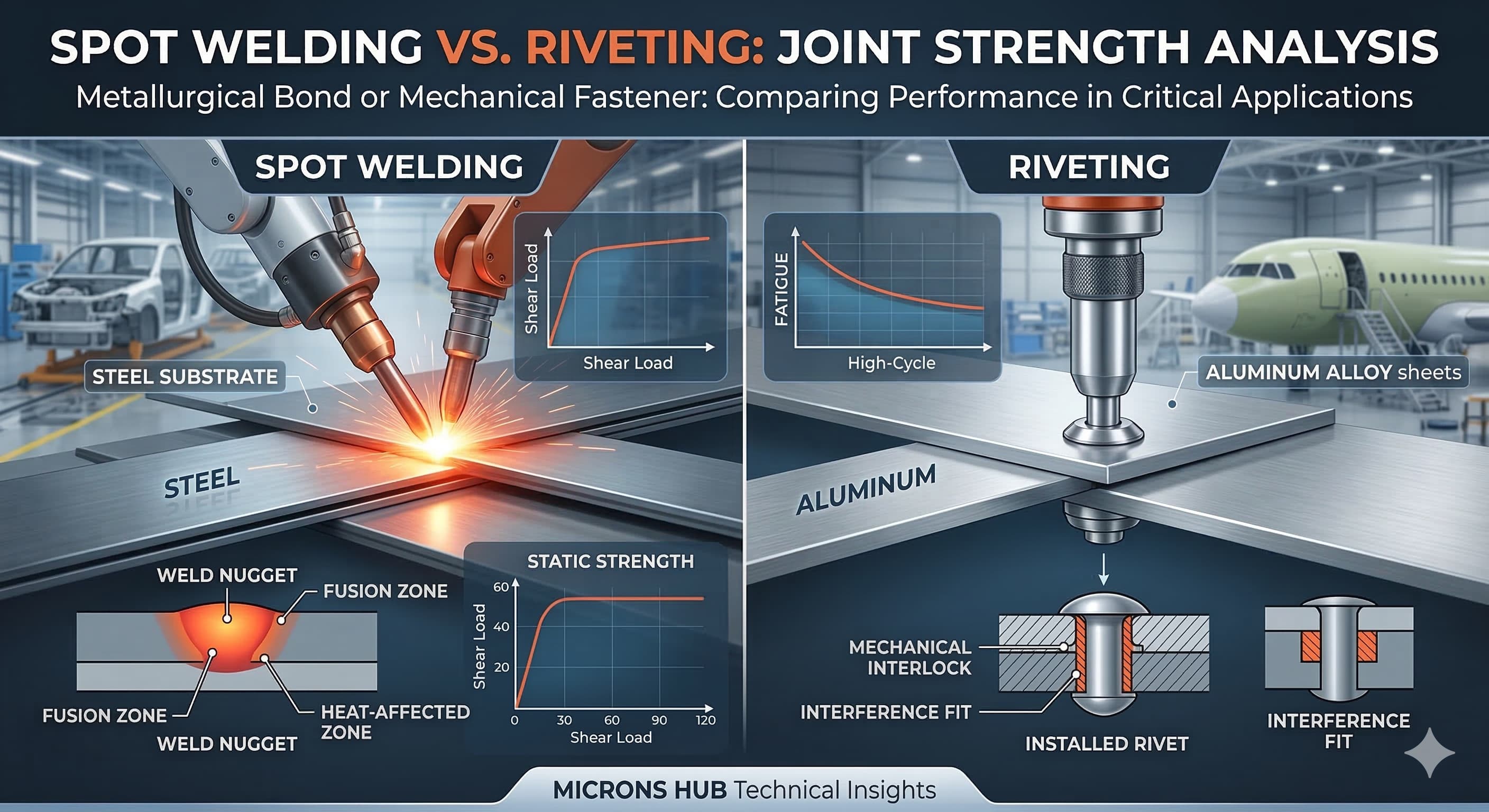
A resistência da junta determina a confiabilidade da montagem em aplicações críticas, desde painéis de carroceria automotiva até componentes estruturais aeroespaciais. Tanto a soldagem por pontos quanto a rebitagem criam juntas mecânicas permanentes, mas suas características de resistência, modos de falha e adequação de aplicação diferem significativamente com base nas propriedades do material, condições de carga e restrições de fabricação.
Principais conclusões
- As soldas por pontos normalmente atingem 80-95% da resistência do material base em carregamento de cisalhamento, enquanto os rebites atingem 60-75%, dependendo da qualidade da instalação
- As taxas de espessura do material acima de 3:1 favorecem a rebitagem em vez da soldagem por pontos para integridade consistente da junta
- O desempenho da fadiga varia drasticamente: as soldas por pontos se destacam em aplicações de baixo ciclo, enquanto os rebites lidam melhor com o carregamento de alto ciclo
- A análise de custo deve incluir investimento em equipamentos, tempo de ciclo e requisitos de controle de qualidade além de cálculos simples por junta
Mecanismos de resistência fundamentais
A soldagem por pontos cria ligações metalúrgicas por meio de fusão localizada, gerando pepitas com propriedades de resistência diretamente relacionadas à composição do material base. O diâmetro da pepita de solda normalmente varia de 4√t a 6√t milímetros, onde t representa a espessura da chapa em mm. Essa relação garante distribuição de carga adequada em toda a interface da junta.
As juntas rebitadas dependem da fixação mecânica por meio da deformação do furo e ajuste de interferência. O eixo do rebite transfere cargas por meio do contato de apoio contra as paredes do furo, enquanto as cabeças formadas fornecem força de fixação. Os parâmetros críticos incluem as taxas de diâmetro furo-rebite (normalmente 1,02-1,06 para ajustes de interferência) e distâncias da borda (mínimo de 2,0 vezes o diâmetro do rebite para resistência de apoio adequada).
Os mecanismos de transferência de carga diferem fundamentalmente entre os processos. As soldas por pontos distribuem a tensão por toda a seção transversal da pepita, criando campos de tensão relativamente uniformes. Os rebites concentram a tensão nas superfícies de apoio e geram distribuições de tensão complexas, incluindo componentes de apoio, cisalhamento e tração simultaneamente.
Desempenho de resistência específico do material
As aplicações de aço demonstram vantagens de soldagem por pontos em montagens homogêneas. Os aços de baixo carbono (AISI 1008-1010) atingem resistências de pepita de 380-420 MPa em soldas executadas corretamente, em comparação com 270-310 MPa para materiais de base equivalentes. Os aços de alta resistência (HSLA 350/450) mantêm 85-90% das propriedades do material base na zona da pepita ao usar parâmetros de soldagem apropriados.
As montagens de liga de alumínio apresentam considerações diferentes. As soldas por pontos Al 6061-T6 normalmente atingem 140-160 MPa de resistência final, representando 65-75% das propriedades do material base devido ao amolecimento da zona afetada pelo calor. As juntas de alumínio rebitadas usando rebites 2117-T4 atingem 180-220 MPa em cisalhamento, muitas vezes excedendo o desempenho da solda por pontos em aplicações de calibre fino.
| Sistema de Materiais | Resistência da Solda Ponto (MPa) | Resistência da Junta Rebitada (MPa) | Eficiência da Resistência (%) |
|---|---|---|---|
| Aço de Baixo Carbono (1,2mm) | 420 | 310 | Solda: 95%, Rebite: 70% |
| HSLA 350 (1,5mm) | 380 | 340 | Solda: 85%, Rebite: 75% |
| Al 6061-T6 (1,0mm) | 155 | 200 | Solda: 70%, Rebite: 85% |
| Inox 304 (0,8mm) | 290 | 280 | Solda: 75%, Rebite: 72% |
Combinações de materiais diferentes favorecem a rebitagem devido à compatibilidade galvânica e eliminação da formação intermetálica. As montagens de aço-alumínio exigem barreiras de isolamento em juntas rebitadas, mas permanecem inviáveis para soldagem por pontos sem técnicas especializadas, como soldagem por fricção.
Análise da condição de carregamento
O carregamento de cisalhamento representa o caso de projeto primário para ambos os tipos de junta. As soldas por pontos exibem comportamento elástico linear até a falha repentina na carga final, normalmente sem aviso de deformação visível. As resistências de cisalhamento de pico variam de 3 a 12 kN por ponto, dependendo das combinações de material e espessura. Os modos de falha incluem extração de pepita (desejado), falha interfacial (defeito de soldagem) ou rasgo da zona afetada pelo calor (entrada de calor excessiva).
As juntas rebitadas demonstram progressão de falha mais previsível por meio da deformação do apoio antes da falha final. As resistências ao cisalhamento normalmente variam de 2 a 8 kN por rebite, com redistribuição gradual da carga possível em padrões de vários rebites. Essa característica fornece fatores de segurança inerentes em aplicações estruturais onde o aviso de falha progressiva é benéfico.
O carregamento de descascamento compromete severamente ambos os tipos de junta, mas os afeta de forma diferente. As soldas por pontos concentram a tensão nas bordas da pepita, criando fatores de intensificação de tensão de 3 a 5 vezes o carregamento nominal. As diretrizes de projeto limitam as tensões de descascamento a 10-15% da capacidade de cisalhamento. As juntas rebitadas lidam com cargas de descascamento por meio da área de contato da cabeça, normalmente sustentando 25-35% da resistência ao cisalhamento em cenários de carregamento combinado.
Para resultados de alta precisão,Obtenha sua cotação personalizada entregue em 24 horas da Microns Hub.
Características de desempenho de fadiga
O comportamento da fadiga representa uma distinção crítica entre os métodos de união. As soldas por pontos têm bom desempenho em aplicações de baixo ciclo e alta tensão com vidas de fadiga de 10³-10⁵ ciclos a 50-70% da resistência estática. A transição suave de tensão através dos limites da pepita minimiza os locais de iniciação de trincas quando executada corretamente.
As juntas rebitadas se destacam em aplicações de alto ciclo, sustentando 10⁶-10⁷ ciclos a 30-45% da resistência estática. A junta mecânica permite micro-movimento que alivia as tensões de pico, enquanto o endurecimento por trabalho durante a instalação melhora a resistência à fadiga. No entanto, a corrosão por atrito nas interfaces pode reduzir o desempenho em ambientes corrosivos.
Os fatores de concentração de tensão influenciam significativamente o desempenho da fadiga. As soldas por pontos atingem fatores de 1,5-2,5 em juntas bem executadas, enquanto as montagens rebitadas variam de 2,0-4,0, dependendo da qualidade da preparação do furo e dos procedimentos de instalação. Curvas acentuadas e transições geométricas perto das juntas aumentam ainda mais as concentrações de tensão e devem ser consideradas na análise de fadiga.
Considerações sobre espessura e geometria
As taxas de espessura do material afetam criticamente a seleção da junta. A soldagem por pontos tem desempenho ideal com taxas de espessura abaixo de 3:1, mantendo a formação consistente de pepitas e a distribuição de calor. Além dessa taxa, o aquecimento preferencial de seções mais finas cria fusão incompleta ou condições de queima.
A rebitagem acomoda taxas de espessura de até 5:1 de forma eficaz, usando a seleção do comprimento da garra e processos de formação controlados. Os comprimentos de rebite padrão seguem progressões geométricas (6, 8, 10, 12, 16, 20, 25, 32 mm) para acomodar vários requisitos de montagem.
Os requisitos de acesso diferem substancialmente. A soldagem por pontos exige acesso do eletrodo de ambos os lados na maioria das aplicações, exigindo folga de 40-60 mm para equipamentos padrão. Existem técnicas de um lado, mas reduzem a resistência em 20-30% em comparação com as abordagens convencionais.
A rebitagem oferece opções de instalação de um lado por meio de rebites cegos, embora os rebites sólidos forneçam resistência superior quando ambos os lados estão acessíveis. As resistências do rebite cego normalmente atingem 70-80% do desempenho do rebite sólido equivalente devido à quebra do mandril e à área de apoio reduzida.
| Combinação de Espessura | Adequação da Solda Ponto | Adequação do Rebite | Comparação de Resistência |
|---|---|---|---|
| 1,0mm + 1,0mm | Excelente | Boa | Solda 15% mais forte |
| 1,5mm + 1,5mm | Excelente | Excelente | Comparável |
| 0,8mm + 2,5mm | Ruim | Boa | Rebite 25% mais forte |
| 2,0mm + 6,0mm | Não recomendado | Excelente | Apenas opção de rebite |
Ao fazer o pedido da Microns Hub, você se beneficia de relacionamentos diretos com fabricantes que garantem controle de qualidade superior e preços competitivos em comparação com as plataformas de mercado. Nossa experiência técnica em processos de soldagem e rebitagem significa que cada junta recebe a atenção aos detalhes necessária para o desempenho ideal em sua aplicação específica.
Métodos de controle de qualidade e inspeção
As abordagens de teste não destrutivo variam significativamente entre os métodos de união. A inspeção de solda por pontos depende de testes ultrassônicos, exame visual de padrões de indentação e testes destrutivos periódicos seguindo os padrões AWS D8.1. A verificação do diâmetro da pepita requer equipamentos especializados com requisitos de precisão de ±0,1 mm.
A inspeção da junta rebitada utiliza exame visual (95% da avaliação da qualidade), verificação do medidor de furo e medições de altura nivelada/orgulhosa. As ferramentas de inspeção padrão incluem medidores passa/não passa, micrômetros de profundidade e instrumentos de perfil de superfície. Os critérios de rejeição normalmente se concentram em defeitos de instalação: formação incompleta da cabeça, rebites inclinados ou deformação excessiva do furo.
Os recursos de monitoramento de processo diferem substancialmente. Os sistemas modernos de soldagem por pontos fornecem feedback em tempo real de corrente, tensão e resistência, permitindo o controle estatístico do processo. Os sistemas de controle adaptativo ajustam os parâmetros automaticamente com base nas condições medidas, mantendo a qualidade consistente em todas as execuções de produção.
As operações de rebitagem dependem principalmente do controle de torque (instalações pneumáticas) ou monitoramento de deslocamento (sistemas hidráulicos). As janelas de processo são mais amplas do que a soldagem por pontos, normalmente ±15% para instalações aceitáveis versus ±5% para parâmetros de soldagem.
Estrutura de análise de custo
Os requisitos de investimento em equipamentos estabelecem as principais diferenças de custo. Os sistemas de soldagem por pontos variam de € 25.000 a 200.000, dependendo da classificação de potência, sofisticação do controle e nível de automação. Os custos de manutenção incluem a substituição do eletrodo (€ 50-150 por conjunto), calibração periódica e manutenção do sistema elétrico.
Os custos do equipamento de rebitagem variam de € 3.000 a 50.000 para sistemas pneumáticos a € 15.000 a 150.000 para instalações automatizadas. Os custos de consumíveis são diretos: os preços dos rebites variam de € 0,05 a 0,30 por peça, dependendo do material, tamanho e requisitos de especificação.
A análise do tempo de ciclo revela vantagens específicas do processo. A soldagem por pontos atinge tempos de ciclo de 0,5 a 2,0 segundos com requisitos mínimos de habilidade do operador. Os sistemas automatizados atingem 600-1200 pontos por hora com qualidade consistente. O tempo de configuração é mínimo depois que os eletrodos são posicionados corretamente.
Os tempos de ciclo de rebitagem variam de 3 a 8 segundos por junta, incluindo posicionamento e instalação. As operações manuais atingem 200-400 juntas por hora, enquanto os sistemas automatizados atingem 800-1500 juntas por hora. Os requisitos de configuração incluem preparação do furo, carregamento do rebite e alinhamento das ferramentas.
| Fator de Custo | Soldagem por Ponto | Rebitagem | Comentários |
|---|---|---|---|
| Equipamento (€) | 25.000-200.000 | 3.000-150.000 | Soldagem requer investimento inicial maior |
| Por Junta (€) | 0,02-0,08 | 0,05-0,35 | Inclui consumíveis e mão de obra |
| Tempo de Configuração (min) | 5-15 | 10-30 | Rebitagem requer preparação do furo |
| Manutenção (€/mês) | 200-800 | 50-300 | Eletrodos de soldagem desgastam mais rápido |
Recomendações específicas da aplicação
As montagens de carroceria automotiva usam predominantemente soldagem por pontos para construção em aço, atingindo 3000-5000 pontos por veículo com tempos de ciclo que suportam altas taxas de produção. As estruturas espaciais de alumínio utilizam cada vez mais serviços de moldagem por injeção para geometrias complexas, mantendo juntas rebitadas para conexões estruturais que exigem união de materiais diferentes.
As aplicações aeroespaciais favorecem a rebitagem para a estrutura primária devido ao desempenho da fadiga, capacidade de inspeção e recursos de reparo. As aeronaves comerciais usam 2-3 milhões de rebites por estrutura de aeronave com requisitos de resistência que atendem aos fatores de carga final FAR 25.303. A soldagem por pontos encontra aplicação em estruturas secundárias e componentes internos onde a economia de peso justifica a seleção do processo.
A fabricação de eletrodomésticos utiliza ambos os processos estrategicamente. A soldagem por pontos domina as montagens de gabinetes de aço com espaçamento típico de 25-40 mm entre os pontos. A rebitagem atende a aplicações especializadas que exigem montagem pós-pintura ou capacidade de manutenção em campo. Nossos serviços de fabricação abrangentes oferecem suporte à construção tradicional de eletrodomésticos e aos designs leves emergentes.
As aplicações marítimas exigem seleção cuidadosa de materiais devido a ambientes corrosivos. Os rebites de aço inoxidável (316L) fornecem resistência à corrosão superior em comparação com as juntas soldadas, onde as zonas afetadas pelo calor criam células galvânicas. O projeto adequado da junta inclui provisões de drenagem e seleções de materiais compatíveis seguindo os padrões ABYC.
Matriz de decisão de seleção de processo
A compatibilidade do material serve como o critério de seleção primário. As montagens homogêneas favorecem a soldagem por pontos para resistência e custo-benefício. Combinações de materiais diferentes exigem rebitagem, a menos que processos de soldagem especializados sejam economicamente justificados.
O volume de produção influencia significativamente a economia do processo. Aplicações de alto volume (>10.000 peças anualmente) justificam investimentos em automação de soldagem por pontos. Aplicações de baixo volume ou protótipo se beneficiam dos menores custos de configuração e flexibilidade do equipamento de rebitagem.
Os requisitos de qualidade afetam a seleção do processo por meio de recursos de inspeção e previsibilidade do modo de falha. Aplicações críticas que exigem inspeção de 100% favorecem a rebitagem devido aos recursos de avaliação visual. As abordagens de amostragem estatística são adequadas para soldagem por pontos em ambientes de fabricação controlados.
As restrições de acessibilidade geralmente determinam os processos viáveis. Os requisitos de acesso de um lado eliminam as opções convencionais de soldagem por pontos. Geometrias complexas com folga limitada podem exigir ferramentas de rebitagem especializadas ou métodos de fixação alternativos.
Técnicas avançadas e abordagens híbridas
A soldagem por projeção estende os recursos de soldagem por pontos para materiais mais espessos e geometrias complexas. As projeções em relevo concentram a densidade de corrente, permitindo a união eficaz de materiais de até 6 mm de espessura. Os requisitos de controle de processo aumentam devido à dinâmica de colapso da projeção, mas a resistência da junta se aproxima do desempenho convencional da solda por pontos.
Os rebites autoperfurantes eliminam furos pré-perfurados enquanto criam intertravamentos mecânicos por meio de penetração controlada. Essa tecnologia é adequada para montagens multicamadas e materiais revestidos onde a preparação do furo é problemática. As forças de instalação variam de 25 a 60 kN, dependendo das combinações de materiais e especificações do rebite.
Os rebites de fluxo usam processos de formação orbital para criar geometria de cabeça consistente com forças de instalação mínimas. Essa abordagem reduz os níveis de ruído e o desgaste do equipamento, mantendo a resistência da junta equivalente aos métodos de instalação convencionais.
As abordagens híbridas combinam ambas as técnicas em montagens únicas. As juntas estruturais usam rebitagem para caminhos de carga primários, enquanto a soldagem por pontos fornece fixação de painel e funções de vedação. Essa estratégia otimiza cada processo para suas características de resistência, minimizando a complexidade geral da fabricação.
Perguntas frequentes
O que determina o espaçamento mínimo entre soldas por pontos ou rebites?
O espaçamento mínimo depende da espessura do material e da geometria da junta. As soldas por pontos exigem espaçamento de centro a centro de 10 a 20 vezes a espessura do material para evitar o desvio de corrente através de pepitas adjacentes. Os rebites precisam de espaçamento mínimo de 3 vezes o diâmetro para manter a resistência de apoio adequada, normalmente 15-25 mm para tamanhos comuns.
Como os sistemas de revestimento afetam a resistência da junta em ambos os processos?
Os revestimentos galvanizados reduzem a resistência da solda por pontos em 10-15% devido à vaporização do zinco e à contaminação do eletrodo, mas fornecem proteção contra corrosão a longo prazo. As superfícies pintadas exigem remoção antes da soldagem por pontos, mas não apresentam redução de resistência para juntas rebitadas quando preparadas adequadamente.
As soldas por pontos e os rebites podem ser misturados na mesma montagem?
Sim, abordagens híbridas são comuns em aplicações automotivas e aeroespaciais. As conexões estruturais usam rebites para caminhos de carga primários, enquanto as soldas por pontos fornecem fixação e vedação do painel. O projeto requer análise cuidadosa do caminho de carga para evitar concentrações de tensão nas transições da junta.
Quais fatores de segurança devem ser aplicados aos cálculos de resistência da junta?
As aplicações estáticas normalmente usam fatores de segurança de 2,5-4,0 para soldas por pontos e 3,0-5,0 para rebites. O carregamento dinâmico requer análise de fadiga com fatores de dispersão apropriados. Aplicações críticas podem exigir testes de prova com 1,5 vezes as cargas de projeto seguindo os códigos de projeto aplicáveis.
Como a resistência da junta se degrada ao longo do tempo em serviço?
As soldas por pontos mantêm a resistência indefinidamente em ambientes secos, mas podem sofrer corrosão sob tensão em condições agressivas. As juntas rebitadas podem afrouxar devido à vibração ou ciclo térmico, exigindo inspeção e reaperto periódicos onde acessíveis.
Quais padrões de qualidade se aplicam a cada método de união?
A soldagem por pontos segue AWS D8.1 para aplicações automotivas e AWS D8.9 para aço estrutural. Os padrões de rebitagem incluem ASTM F467 para especificações de fixadores e vários códigos da indústria (AISC, ASCE) para requisitos de projeto. As especificações militares (MIL-DTL) regem as aplicações aeroespaciais.
Como as condições ambientais afetam a seleção do processo?
O serviço de alta temperatura (>150°C) favorece a rebitagem devido ao potencial alívio de tensão nas zonas afetadas pelo calor da solda por pontos. Ambientes corrosivos exigem seleção cuidadosa de materiais, com a rebitagem oferecendo desempenho superior a longo prazo quando fixadores compatíveis são especificados. As aplicações criogênicas se beneficiam de juntas rebitadas devido à compatibilidade de expansão térmica.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece