Reforços de Painel: Adicionando Nervuras e Flanges para Prevenir o "Estalo do Óleo"
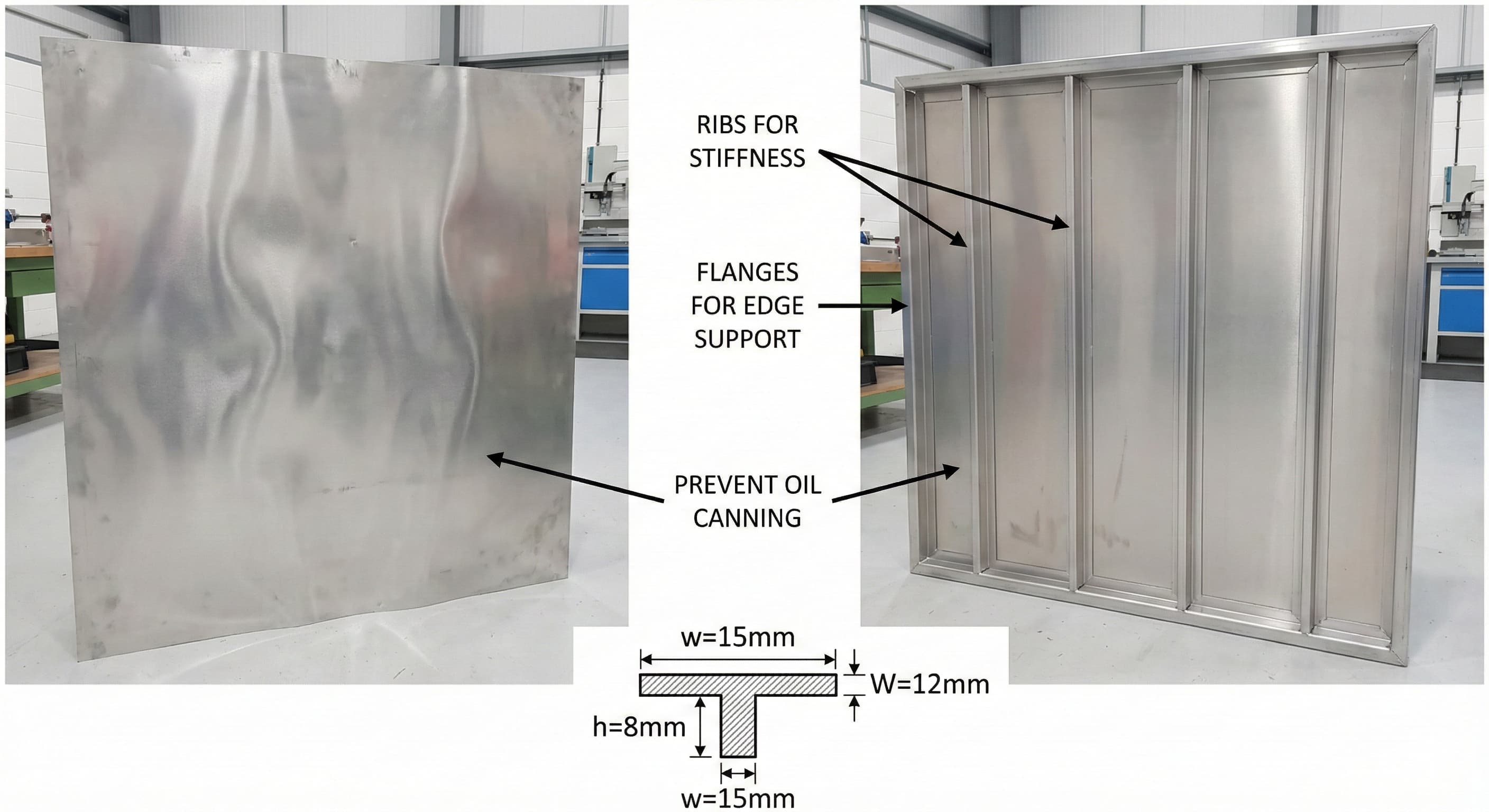
O estalo do óleo — a deformação flexural indesejada de painéis de metal finos sob carga — representa um dos desafios mais persistentes na fabricação de chapas metálicas. Essa instabilidade estrutural se manifesta como ondulações ou flambagens visíveis que comprometem tanto o apelo estético quanto a integridade funcional dos componentes fabricados.
Os engenheiros da Microns Hub encontram problemas de estalo do óleo em diversas aplicações, desde painéis arquitetônicos até gabinetes eletrônicos, onde as restrições de espessura do material entram em conflito com os requisitos de rigidez. O fenômeno ocorre quando as dimensões do painel excedem o limite de rigidez natural do material, normalmente quando as relações espessura/vão ficam abaixo dos valores críticos.
- O posicionamento estratégico das nervuras pode aumentar a rigidez do painel em 300-400%, adicionando um custo mínimo de material
- A otimização da geometria do flange reduz a suscetibilidade ao estalo do óleo, distribuindo as cargas pelos perímetros reforçados
- A seleção do material entre as ligas de alumínio (6061-T6 vs 7075-T6) impacta significativamente os requisitos de reforço e os custos de fabricação
- O projeto adequado do reforço elimina os problemas de empenamento pós-fabricação que afetam as fabricações de bitola fina
Entendendo o Estalo do Óleo: A Física da Engenharia
O estalo do óleo ocorre quando as forças aplicadas excedem a resistência à flambagem local de painéis finos, criando deformações elásticas que se tornam visualmente aparentes sob condições normais de visualização. A tensão crítica de flambagem para painéis retangulares segue a relação:
σ_cr = k × π² × E × (t/b)²
Onde k representa o coeficiente de flambagem dependente das condições de contorno, E é o módulo de elasticidade, t é a espessura do painel e b é a dimensão da largura não suportada. Para alumínio 6061-T6 com E = 68,9 GPa, painéis que excedem as relações largura/espessura de 150:1 normalmente exibem tendências de estalo do óleo.
O limite visual para detecção de estalo do óleo varia de 0,2 a 0,5 mm de amplitude de deflexão, dependendo do acabamento da superfície e do ângulo de visão. As superfícies anodizadas amplificam a aparência de pequenas deformações devido aos padrões de reflexão da luz, enquanto os acabamentos escovados proporcionam melhor camuflagem para pequenas irregularidades.
As propriedades do material influenciam diretamente a suscetibilidade ao estalo do óleo. As ligas de alumínio demonstram diferentes níveis de resistência com base na condição de têmpera e composição:
| Grau da Liga | Resistência ao Escoamento (MPa) | Módulo de Elasticidade (GPa) | Resistência ao Estalo do Óleo | Fator de Custo |
|---|---|---|---|---|
| Al 6061-T6 | 276 | 68.9 | Boa | 1.0x |
| Al 7075-T6 | 503 | 71.7 | Excelente | 2.2x |
| Al 5052-H32 | 193 | 70.3 | Razoável | 0.9x |
| Aço 304 SS | 290 | 200 | Excelente | 1.8x |
Fundamentos do Projeto de Nervuras: Geometria e Estratégia de Posicionamento
O projeto eficaz de nervuras requer a compreensão da relação entre as propriedades da seção transversal e a resistência à flexão. O momento de inércia da área aumenta proporcionalmente ao cubo da altura, tornando as nervuras altas e estreitas mais eficientes do que as largas e rasas para o uso equivalente de material.
O espaçamento ideal das nervuras segue a regra dos terços para painéis retangulares, com nervuras primárias posicionadas em 33% e 67% da dimensão principal. Essa configuração minimiza a deflexão máxima, mantendo a eficiência da fabricação. As nervuras secundárias, quando necessárias, devem manter relações de espaçamento entre 1:2 e 1:3 em relação às nervuras primárias.
Os cálculos da altura da nervura dependem das condições de carregamento do painel e dos requisitos de rigidez. Para painéis uniformemente carregados, a altura mínima efetiva da nervura é igual a:
h_min = t_painel × √(24 × L²/(E × t_painel × δ_max))
Onde L representa o vão não suportado e δ_max define o limite de deflexão aceitável. As alturas práticas das nervuras normalmente variam de 3 a 15 mm para aplicações de chapas metálicas, com 5 a 8 mm proporcionando relações ideais de rigidez/peso.
As considerações de fabricação influenciam significativamente os parâmetros de projeto da nervura. Serviços de usinagem CNC de precisão permitem perfis de nervura complexos com tolerâncias apertadas, enquanto a conformação em prensa dobradeira limita a complexidade da nervura a formas geométricas simples. A escolha entre nervuras usinadas e conformadas impacta as características de custo e desempenho.
Otimização do Perfil da Nervura
Os perfis de nervura de seção transversal afetam drasticamente a eficiência do reforço e a complexidade da fabricação. Os perfis comuns incluem configurações retangulares, triangulares e em forma de T, cada um oferecendo vantagens distintas:
As nervuras retangulares proporcionam a máxima utilização de material e fabricação simples, mas concentram a tensão em cantos vivos. Raios de concordância de 0,5 a 1,0 mm eliminam as concentrações de tensão, mantendo a formabilidade em materiais finos.
As nervuras triangulares oferecem excelentes relações rigidez/peso e distribuição natural de tensão, mas exigem ferramentas especializadas para uma formação consistente. O ângulo incluído normalmente varia de 60 a 90 graus para características de resistência ideais.
As nervuras em forma de T maximizam o segundo momento de área, mas exigem sequências de conformação complexas ou operações de usinagem. Esses perfis são adequados para aplicações de alta carga onde a otimização do uso de material justifica o aumento da complexidade da fabricação.
Engenharia de Flanges: Estratégias de Reforço de Perímetro
O projeto do flange representa o principal método para prevenir o estalo do óleo iniciado na borda, ao mesmo tempo em que fornece interfaces de montagem e continuidade estrutural. A geometria eficaz do flange deve equilibrar o aprimoramento da rigidez com as restrições de fabricação e os requisitos de montagem.
A largura mínima do flange segue a relação: L_flange ≥ 3 × t_material + raio de curvatura, garantindo material adequado para uma conformação confiável sem rachaduras. Para alumínio 6061-T6 de 2,0 mm, larguras mínimas de flange de 8 a 10 mm fornecem aprimoramento de rigidez suficiente, mantendo os limites de formabilidade.
A contribuição da rigidez do flange depende do módulo de seção efetivo da configuração dobrada. Um flange de 90 graus aumenta a rigidez local em aproximadamente 8 a 12 vezes em comparação com o equivalente do painel plano, tornando os flanges elementos de reforço altamente eficientes.
A transição entre o painel e o flange requer uma seleção cuidadosa do raio para evitar a concentração de tensão, mantendo a máxima transferência de rigidez. Projetos de alívio de canto tornam-se críticos nas interseções de flange, onde as limitações do fluxo de material podem causar rachaduras ou conformação incompleta.
| Configuração da Flange | Multiplicador de Rigidez | Complexidade da Formação | Utilização de Material | Impacto no Custo |
|---|---|---|---|---|
| Curva Simples de 90° | 8-10x | Baixa | 95% | +15% |
| Borda Dobrada | 12-15x | Alta | 85% | +35% |
| Flange de Retorno | 6-8x | Média | 90% | +25% |
| Curva Composta | 15-20x | Muito Alta | 80% | +50% |
Integração Flange-Painel
A zona de transição entre o painel e o flange representa um elemento de projeto crítico que determina a eficácia geral do reforço. Transições abruptas criam concentrações de tensão que podem iniciar falhas por fadiga, enquanto transições excessivamente graduais reduzem os benefícios de rigidez.
Os raios de curvatura ideais para ligas de alumínio variam de 1,0 a 2,0 vezes a espessura do material, proporcionando fluxo de material suficiente, mantendo a definição de canto apertada. Raios maiores melhoram a formabilidade, mas reduzem a eficiência da transferência de rigidez, exigindo um equilíbrio cuidadoso com base nos requisitos da aplicação.
A conformação de flange em várias etapas permite perfis complexos que maximizam a rigidez, acomodando as limitações de fabricação. As sequências progressivas de matriz podem criar flanges compostos com alturas variáveis e recursos de montagem integrados, embora os custos de ferramentas aumentem proporcionalmente com a complexidade.
Impacto da Seleção de Material no Desempenho do Reforço
As propriedades do material determinam fundamentalmente a eficácia do reforço e os requisitos de fabricação. O módulo de elasticidade, a resistência ao escoamento e as características de formabilidade influenciam diretamente os parâmetros de projeto e as estratégias de otimização de custos.
As ligas de alumínio dominam as aplicações de chapas metálicas devido às excelentes relações resistência/peso e resistência à corrosão. No entanto, diferentes composições de liga exibem respostas variadas à integração do reforço:
O alumínio 6061-T6 oferece o equilíbrio ideal entre formabilidade e resistência para a maioria das aplicações de reforço. O material aceita prontamente sequências de curvatura complexas, mantendo características de retorno elástico previsíveis. O encruamento durante as operações de conformação pode aumentar a resistência ao escoamento local em 10-15% em regiões de alta deformação.
O alumínio 7075-T6 oferece características de resistência superiores, mas apresenta desafios de conformação devido à ductilidade reduzida. Os projetos de reforço devem acomodar forças de conformação mais altas e potencial rachadura em transições abruptas. O material se destaca em aplicações onde as relações máximas de resistência/peso justificam o aumento da complexidade da fabricação.
O alumínio 5052-H32 demonstra excelente formabilidade, mas características de resistência mais baixas exigem dimensões de reforço aumentadas para desempenho equivalente. Esta liga é adequada para aplicações que priorizam a geometria complexa em relação aos requisitos de resistência final.
Considerações sobre Corrosão para Painéis Reforçados
A integração do reforço cria recursos geométricos que podem reter umidade e acelerar os processos de corrosão, particularmente em aplicações externas. As estratégias de projeto devem abordar tanto a seleção de materiais quanto os requisitos de revestimento protetor.
Alternativas de aço galvanizado fornecem resistência à corrosão aprimorada, mas exigem diferentes parâmetros de conformação e abordagens de projeto de reforço devido a considerações de espessura e fragilidade do revestimento.
As provisões de drenagem tornam-se críticas em projetos de painéis nervurados, onde as superfícies horizontais podem acumular umidade. Incorpore orifícios de drenagem com diâmetro mínimo de 3 mm em pontos baixos, posicionados para evitar comprometer a estrutura, garantindo a evacuação eficaz da água.
Integração do Processo de Fabricação
Os métodos de fabricação de reforços impactam significativamente a viabilidade do projeto, as estruturas de custo e os resultados de qualidade. A seleção entre conformação, usinagem e abordagens híbridas depende dos volumes de produção, dos requisitos de tolerância e da complexidade geométrica.
A conformação em prensa dobradeira representa a abordagem mais econômica para geometrias simples de nervuras e flanges. As ferramentas padrão acomodam raios de curvatura de 0,5 a 6,0 mm com repetibilidade dentro de ±0,1 mm. Sequências complexas de várias curvaturas exigem um planejamento cuidadoso das ferramentas para evitar problemas de interferência e manter a precisão dimensional.
A conformação progressiva de matriz permite a produção de alto volume com operações integradas de perfuração, conformação e corte. Os investimentos iniciais em ferramentas de €15.000 a 50.000 exigem volumes de produção superiores a 10.000 peças para justificativa econômica, mas os custos por peça podem cair para €0,50 a 2,00, dependendo da complexidade.
A usinagem CNC oferece flexibilidade máxima para desenvolvimento de protótipos e produção de baixo volume. Perfis de nervura complexos com alturas variáveis e recursos de montagem integrados são facilmente alcançáveis, embora o desperdício de material e os tempos de ciclo limitem a viabilidade econômica a aplicações especializadas.
| Método de Fabricação | Custo de Configuração (€) | Faixa de Custo Unitário (€) | Tempo de Entrega | Flexibilidade de Design | Limite de Volume |
|---|---|---|---|---|---|
| Conformação em Prensa Dobradeira | 200-500 | 2.50-8.00 | 3-5 dias | Média | 50-1000 peças |
| Matriz Progressiva | 15.000-50.000 | 0.50-2.00 | 6-8 semanas | Alta | 10.000+ peças |
| Usinagem CNC | 100-300 | 8.00-25.00 | 1-2 dias | Muito Alta | 1-500 peças |
| Hidroformação | 5.000-15.000 | 3.00-7.00 | 4-6 semanas | Alta | 1.000+ peças |
Controle de Qualidade e Verificação Dimensional
A inspeção do painel reforçado requer técnicas de medição especializadas para verificar tanto a precisão geométrica quanto o desempenho estrutural. As máquinas de medição por coordenadas (MMC) fornecem verificação dimensional precisa, mas podem exigir fixação personalizada para geometrias complexas.
A medição da planicidade torna-se crítica para painéis com reforços integrados, onde as deformações locais podem se propagar por regiões não reforçadas. Os sistemas de digitalização a laser permitem a criação rápida de perfis de superfície com resolução de 0,01 mm, identificando possíveis problemas de estalo do óleo antes da montagem final.
O teste de carga valida o desempenho do reforço sob condições de serviço. O teste de viga simplesmente apoiada com cargas distribuídas simula as condições de uso reais, fornecendo medições de deflexão quantitativas para verificação do projeto.
Para resultados de alta precisão, Obtenha um orçamento em 24 horas da Microns Hub.
Estratégias de Otimização de Custos
A otimização de custos do reforço requer o equilíbrio entre o uso de material, a complexidade da fabricação e os requisitos de desempenho. O custo total inclui matérias-primas, operações de processamento, amortização de ferramentas e atividades de verificação de qualidade.
A eficiência da utilização de material impacta significativamente a economia do projeto. Layouts aninhados para corte a laser podem atingir 85-95% de utilização de material, enquanto operações complexas de conformação de matriz podem desperdiçar 15-20% devido aos requisitos de esqueleto e operações de corte.
A padronização do reforço reduz os custos de ferramentas e melhora a eficiência da fabricação. O desenvolvimento de famílias de perfis de nervura e configurações de flange permite a reutilização de ferramentas em vários projetos, mantendo a flexibilidade de projeto para aplicações específicas.
As estratégias de consolidação de volume podem reduzir os custos unitários, combinando vários números de peça em execuções de produção únicas. No entanto, os custos de manutenção de estoque e os requisitos de entrega do cliente devem ser equilibrados com as economias de escala de fabricação.
Princípios de Projeto para Fabricação
Os princípios DFM para painéis reforçados se concentram na redução da complexidade da fabricação, mantendo o desempenho estrutural. As principais considerações incluem a otimização da sequência de curvatura, a acessibilidade da ferramenta e a minimização da operação secundária.
O planejamento da sequência de curvatura evita a interferência da ferramenta e mantém a precisão dimensional durante todo o processo de conformação. Peças complexas podem exigir várias configurações com operações de recozimento intermediárias para evitar o encruamento e rachaduras.
A consolidação de recursos elimina operações secundárias, integrando orifícios de montagem, slots e outros recursos em operações de conformação primárias. Essa abordagem reduz os custos de manuseio e melhora as relações dimensionais entre os recursos críticos.
Técnicas Avançadas de Reforço
Além das nervuras e flanges tradicionais, as técnicas avançadas de reforço atendem a requisitos especializados para aplicações com peso crítico, condições de carga extremas e restrições estéticas.
O reforço com contas cria elementos de reforço lineares por meio de deformação controlada sem adição de material. Os perfis de contas normalmente medem 2-5 mm de altura com transições graduais para minimizar as concentrações de tensão. Esta técnica é adequada para aplicações onde as nervuras salientes interferem nos requisitos de montagem ou estéticos.
O reforço cunhado envolve o deslocamento localizado de material para criar padrões de reforço rasos. O processo requer forças de conformação mais altas, mas produz elementos de reforço virtualmente invisíveis, ideais para aplicações com aparência crítica. Profundidades de cunhagem de 0,3 a 0,8 mm fornecem melhoria mensurável da rigidez, mantendo a continuidade da superfície.
A construção sanduíche com núcleo de favo de mel representa a abordagem de reforço final para aplicações com peso crítico. Os núcleos de favo de mel de alumínio fornecem relações rigidez/peso excepcionais, mas exigem processos de ligação especializados e considerações de vedação ambiental.
Abordagens de Projeto Integradas
As estratégias modernas de reforço integram várias técnicas de reforço para otimizar o desempenho, minimizando a complexidade da fabricação. As abordagens híbridas combinam nervuras, flanges e recursos conformados em projetos coordenados que maximizam a eficiência estrutural.
A otimização FEA permite o posicionamento do reforço baseado no desempenho que minimiza o uso de material, atendendo aos critérios de deflexão. Os algoritmos de otimização de topologia podem identificar locais de reforço ideais que podem não ser intuitivos por meio de abordagens de projeto tradicionais.
Ao fazer o pedido da Microns Hub, você se beneficia de relacionamentos diretos com fabricantes que garantem controle de qualidade superior e preços competitivos em comparação com as plataformas de mercado. Nossa experiência técnica e abordagem de serviço personalizado significam que cada projeto recebe a atenção aos detalhes que merece, desde a consulta inicial do projeto até a verificação final da qualidade.
As técnicas de fabricação aditiva permitem geometrias de reforço interno complexas impossíveis por meio de métodos de conformação convencionais. Os elementos de reforço impressos em 3D podem ser integrados com componentes tradicionais de chapas metálicas para criar estruturas híbridas com características de desempenho otimizadas.
Validação e Teste de Desempenho
A validação do desempenho do painel reforçado requer protocolos de teste abrangentes que verifiquem tanto o desempenho estrutural imediato quanto as características de durabilidade de longo prazo. As metodologias de teste devem simular as condições de serviço reais, fornecendo dados quantitativos para otimização do projeto.
O teste de carga estática fornece medições de rigidez de linha de base sob condições controladas. Os testes de flexão de três pontos e quatro pontos quantificam as relações carga-deflexão, identificando modos de falha e limites de capacidade final. Os acessórios de teste devem acomodar várias geometrias de painel, mantendo condições de contorno consistentes.
O teste dinâmico avalia a resposta do painel reforçado à vibração e ao carregamento de impacto. A análise modal identifica frequências naturais e formas de modo que podem levar a problemas de ressonância em ambientes de serviço. O teste de impacto valida a resistência a danos e as características de absorção de energia para cenários de transporte e manuseio.
O teste de fadiga torna-se crítico para painéis reforçados sujeitos a condições de carregamento cíclico. O desenvolvimento da curva S-N para configurações de reforço específicas permite a previsão da vida útil e a otimização do agendamento de manutenção. Os parâmetros de teste devem refletir os espectros de carga reais e as condições ambientais esperadas em serviço.
Através de nossos serviços de fabricação, garantimos que cada painel reforçado atenda ou exceda os critérios de desempenho especificados por meio de testes rigorosos e protocolos de garantia de qualidade.
Perguntas Frequentes
Qual relação espessura/vão normalmente requer reforço para evitar o estalo do óleo?
Painéis com relações espessura/vão abaixo de 1:150 geralmente requerem reforço para ligas de alumínio. Por exemplo, um painel de 300 mm de largura deve ter pelo menos 2,0 mm de espessura para evitar o estalo do óleo ou incorporar nervuras/flanges se for necessário material mais fino. Os painéis de aço podem tolerar relações de até 1:200 devido ao maior módulo de elasticidade.
Quanto de melhoria de rigidez as nervuras podem fornecer em comparação com painéis planos?
Nervuras projetadas adequadamente podem aumentar a rigidez do painel em 300-400%, adicionando apenas 10-15% de custo de material. Uma nervura de 5 mm de altura em alumínio de 2,0 mm pode fornecer rigidez equivalente a um painel sólido de 4,5 mm, representando economia significativa de peso e custo em aplicações de painel grande.
Qual é a largura mínima do flange necessária para um reforço eficaz?
A largura mínima efetiva do flange é igual a 3 vezes a espessura do material mais o raio de curvatura. Para alumínio de 2,0 mm com raio de curvatura de 2,0 mm, a largura mínima do flange é de 8,0 mm. No entanto, larguras de 10-15 mm fornecem melhor aprimoramento de rigidez e tolerâncias de fabricação mais fáceis.
Os reforços podem ser adicionados a painéis existentes sem um redesenho completo?
Sim, o reforço de retrofit é possível por meio de ligação adesiva ou fixação mecânica de nervuras externas. Adesivos estruturais como 3M VHB ou acrílicos estruturais Loctite podem unir reforços de alumínio com resistências superiores a 15 MPa. No entanto, abordagens de projeto integradas normalmente fornecem melhor desempenho e estética.
Como as condições ambientais afetam os requisitos de projeto do reforço?
As variações de temperatura causam expansão diferencial que pode estressar as fixações do reforço. Projetar juntas de expansão ou conexões flexíveis para faixas de temperatura superiores a 50°C. Aplicações externas exigem provisões de drenagem e proteção contra corrosão. A exposição aos raios UV pode degradar as ligações adesivas, exigindo sistemas de backup mecânicos.
Quais tolerâncias de fabricação são alcançáveis para painéis nervurados?
A conformação em prensa dobradeira mantém uma tolerância dimensional de ±0,1 mm para geometrias de nervura simples. As operações de matriz progressiva atingem repetibilidade de ±0,05 mm, mas exigem maior investimento em ferramentas. As nervuras usinadas por CNC podem manter ±0,02 mm, mas custam 3-4 vezes mais do que as alternativas conformadas.
Como a direção do grão do material afeta o desempenho do reforço?
A curvatura paralela à direção do grão (com o grão) fornece 10-15% melhor formabilidade, mas resistência ligeiramente reduzida perpendicular ao eixo de curvatura. Para máxima rigidez, oriente as nervuras perpendiculares à direção de laminação, sempre que possível. A curvatura transversal ao grão requer raios de curvatura maiores para evitar rachaduras, mas fornece características de resistência isotrópicas.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece