Projetos de Alívio de Canto: Alívios Retangulares vs. Circulares para Dobras Limpas
O projeto de alívio de canto representa uma das decisões mais críticas na fabricação de chapas metálicas, impactando diretamente a qualidade da dobra, a vida útil da ferramenta e a eficiência da produção. A escolha entre alívios de canto retangulares e circulares determina não apenas o acabamento estético, mas também a integridade estrutural e a capacidade de fabricação dos componentes dobrados.
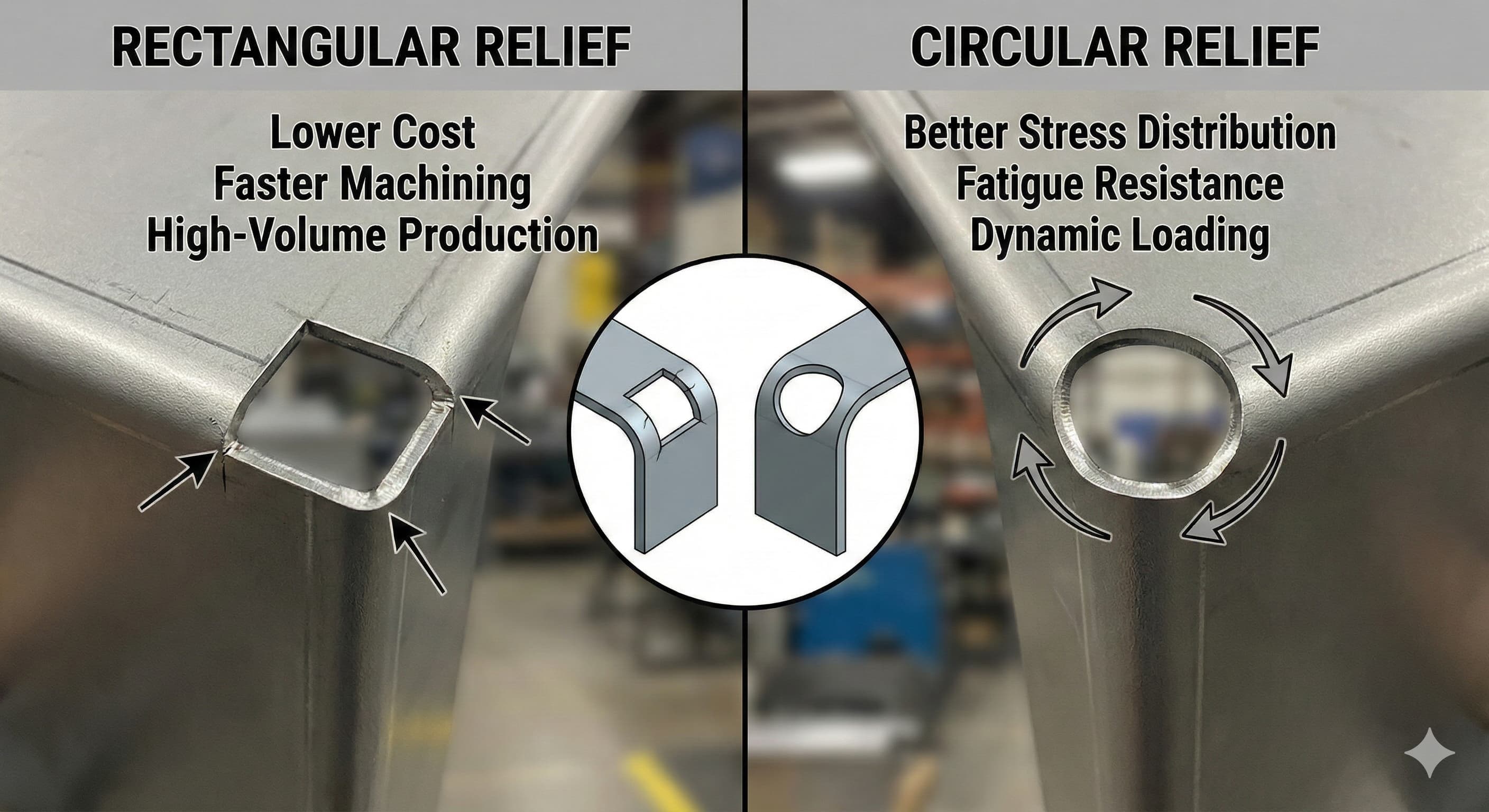
Principais conclusões:
- Os alívios retangulares oferecem economia de material superior e tempos de usinagem mais rápidos, tornando-os ideais para produção de alto volume
- Os alívios circulares proporcionam melhor distribuição de tensão e resistência à fadiga, cruciais para aplicações de carregamento dinâmico
- As dimensões do alívio devem seguir as diretrizes da ISO 2768, com profundidades típicas variando de 0,5 mm a 2,0 mm, dependendo da espessura do material
- O projeto de alívio adequado pode reduzir o rachamento do canto em até 85% em materiais como Al 6061-T6 e aço inoxidável 304
Compreendendo os Fundamentos do Alívio de Canto
Os alívios de canto servem como recursos de gerenciamento de concentração de tensão em projetos de chapas metálicas, evitando o acúmulo de material e o rachamento durante o processo de dobra. Quando duas linhas de dobra se cruzam, o material sobreposto cria uma impossibilidade geométrica que deve ser resolvida por meio da remoção estratégica de material.
A física por trás da necessidade de alívio de canto decorre do comportamento fundamental do metal durante a deformação plástica. À medida que a chapa metálica se dobra, as fibras externas experimentam tensão de tração enquanto as fibras internas se comprimem. Nas interseções de canto, esse padrão de tensão torna-se complexo, criando forças multidirecionais que podem exceder a resistência à tração final do material.
As normas ISO 2768 especificam as dimensões mínimas de alívio com base nas relações entre espessura do material e raio de dobra. Para materiais com espessura (t) entre 0,5 mm e 3,0 mm, a profundidade do alívio deve ser igual a 1,5t + raio de dobra, enquanto a largura do alívio deve acomodar os cálculos de tolerância de dobra para evitar interferência.
As propriedades do material influenciam significativamente os requisitos de projeto de alívio. Ligas de alta resistência como Al 7075-T6 exigem dimensões de alívio maiores em comparação com materiais mais macios, como Al 1100-H14, devido à sua menor ductilidade e valores de módulo elástico mais altos.
Projeto de Alívio de Canto Retangular
Os alívios retangulares representam a solução de alívio de canto mais econômica e amplamente adotada em serviços industriais de fabricação de chapas metálicas. Sua simplicidade geométrica se traduz diretamente em vantagens de fabricação, particularmente para ambientes de produção de alto volume.
O projeto de alívio retangular consiste em dois cortes perpendiculares que se cruzam em 90 graus, criando um vazio quadrado ou retangular na interseção do canto. As dimensões padrão seguem a fórmula: Comprimento (L) = 1,5t + R + 0,5mm, Largura (W) = 1,5t + R + 0,5mm, onde t representa a espessura do material e R denota o raio de dobra.
As vantagens de fabricação dos alívios retangulares incluem programação simplificada para operações de punção CNC, redução do desgaste da ferramenta devido a caminhos de corte em linha reta e tempos de ciclo mais rápidos em comparação com geometrias curvas. As puncionadeiras de torre podem executar alívios retangulares usando punções retangulares padrão, eliminando a necessidade de ferramentas especializadas.
De uma perspectiva estrutural, os alívios retangulares fornecem alívio de tensão adequado para a maioria das aplicações, particularmente aquelas que envolvem condições de carregamento estático. Os cantos afiados criam concentrações de tensão localizadas, mas estas normalmente permanecem dentro de limites aceitáveis para aplicações industriais padrão.
| Espessura do Material | Comprimento Recomendado (mm) | Largura Recomendada (mm) | Tolerância Típica (±mm) |
|---|---|---|---|
| 0.5mm | 2.0 | 2.0 | 0.05 |
| 1.0mm | 3.5 | 3.5 | 0.08 |
| 1.5mm | 4.75 | 4.75 | 0.10 |
| 2.0mm | 6.0 | 6.0 | 0.13 |
| 3.0mm | 8.5 | 8.5 | 0.15 |
A análise de custos revela que os alívios retangulares normalmente custam 15-25% menos do que as alternativas circulares devido ao tempo de usinagem reduzido e aos requisitos de ferramentas padrão. Para tiragens de produção superiores a 1.000 peças, essa diferença de custo torna-se significativa, muitas vezes justificando a seleção de alívios retangulares, mesmo em aplicações onde os projetos circulares podem oferecer vantagens técnicas marginais.
Projeto de Alívio de Canto Circular
Os alívios de canto circulares oferecem características superiores de distribuição de tensão, tornando-os a escolha preferida para aplicações que envolvem carregamento dinâmico, vibração ou preocupações com fadiga. A geometria curva elimina os pontos de concentração de tensão acentuados inerentes aos projetos retangulares.
O projeto de alívio circular utiliza um único corte de raio, normalmente variando de 2,0 mm a 6,0 mm, dependendo da espessura do material e dos requisitos da aplicação. O cálculo do raio segue: R = 1,2 × (espessura do material + raio de dobra) + 1,0 mm, garantindo folga adequada enquanto otimiza os padrões de fluxo de tensão.
A análise de tensão usando métodos de elementos finitos demonstra que os alívios circulares reduzem as concentrações de tensão de pico em 35-45% em comparação com as alternativas retangulares. Essa melhoria torna-se crítica em aplicações aeroespaciais, automotivas e de dispositivos médicos, onde a confiabilidade do componente impacta diretamente a segurança.
A fabricação de alívios circulares requer ferramentas especializadas ou operações de usinagem adicionais. As puncionadeiras de torre CNC precisam de punções circulares em vários diâmetros, enquanto os sistemas de corte a laser podem produzir qualquer raio sem restrições de ferramentas. Essa flexibilidade torna o corte a laser particularmente atraente para prototipagem e produção de pequenos lotes.
Para resultados de alta precisão,Obtenha sua cotação personalizada em 24 horas da Microns Hub.
O volume de remoção de material em alívios circulares normalmente excede os projetos retangulares em 20-30%, representando um pequeno aumento no custo do material, mas uma melhoria potencialmente significativa na longevidade do componente. Essa compensação prova ser valiosa em aplicações onde os custos de substituição excedem os prêmios de fabricação iniciais.
Análise Comparativa: Características de Desempenho
Os testes de fadiga revelam diferenças significativas de desempenho entre projetos de alívio retangulares e circulares. Os componentes com alívios circulares demonstram uma vida útil de fadiga 40-60% maior sob condições de carregamento cíclico, particularmente importante em componentes de suspensão automotiva e estruturas aeroespaciais.
Os fatores de concentração de tensão (Kt) fornecem métricas de comparação quantitativas. Os alívios retangulares normalmente exibem valores de Kt entre 2,8-3,2, enquanto os alívios circulares atingem valores de Kt de 1,8-2,1. Valores de Kt mais baixos indicam distribuição de tensão mais uniforme e probabilidade de falha reduzida.
| Métrica de Desempenho | Alívio Retangular | Alívio Circular | Fator de Melhoria |
|---|---|---|---|
| Concentração de Tensão (Kt) | 2.8-3.2 | 1.8-2.1 | Redução de 35-45% |
| Vida Útil (ciclos) | 50,000-80,000 | 85,000-130,000 | Aumento de 60-70% |
| Tempo de Fabricação (seg) | 2.5-3.0 | 3.5-4.5 | Aumento de 40% |
| Vida Útil da Ferramenta (golpes) | 100,000-150,000 | 80,000-120,000 | Redução de 20% |
| Uso de Material (%) | 98.5-99.0 | 97.5-98.0 | Aumento de 1-1.5% |
As considerações sobre o acabamento da superfície também favorecem os alívios circulares, particularmente em aplicações visíveis. A geometria curva suave elimina bordas afiadas que podem prender durante o manuseio ou montagem, reduzindo o risco de cortes e melhorando a segurança geral.
Considerações Específicas do Material
Diferentes materiais respondem de forma única aos projetos de alívio de canto, exigindo abordagens personalizadas para resultados ideais. Ligas de alumínio, aços inoxidáveis e aços macios apresentam desafios e oportunidades distintos.
O alumínio 6061-T6 exibe excelente ductilidade, permitindo que ambos os alívios retangulares e circulares tenham um desempenho adequado. No entanto, a tendência do material ao endurecimento por trabalho torna os alívios circulares preferíveis para aplicações que envolvem operações repetidas de dobra ou conformação. As concentrações de tensão reduzidas ajudam a manter a ductilidade durante todo o processo de fabricação.
O aço inoxidável 304 apresenta maiores desafios devido às suas características de endurecimento por trabalho e maior resistência. Os alívios circulares tornam-se particularmente importantes, pois a melhor distribuição de tensão ajuda a prevenir microfissuras que podem se propagar ao longo do tempo. As dimensões do alívio devem aumentar em 20-25% em comparação com as aplicações de alumínio para acomodar a ductilidade reduzida do material.
Os aços de alta resistência exigem consideração cuidadosa do projeto de alívio, pois sua ductilidade limitada os torna suscetíveis a rachaduras. Os alívios circulares com raios generosos muitas vezes tornam-se obrigatórios, apesar do aumento da complexidade e custo de fabricação.
Integração do Processo de Fabricação
O projeto de alívio deve integrar-se perfeitamente aos fluxos de trabalho gerais de fabricação para otimizar a eficiência e a qualidade. A escolha entre alívios retangulares e circulares afeta a seleção de ferramentas, a complexidade da programação e o sequenciamento da produção.
As operações de punção de torre CNC favorecem os alívios retangulares devido à disponibilidade de ferramentas padrão e aos requisitos de programação simples. Os caminhos de ferramenta lineares reduzem o tempo de ciclo e prolongam a vida útil da ferramenta, particularmente importante para tiragens de produção de alto volume. No entanto, as puncionadeiras de torre modernas podem acomodar punções circulares, embora isso exija investimento adicional em ferramentas.
Os sistemas de corte a laser oferecem maior flexibilidade, capazes de produzir qualquer geometria de alívio sem restrições de ferramentas. Essa vantagem torna o corte a laser atraente para prototipagem e produção de baixo volume, onde a amortização de ferramentas torna-se proibitiva. A precisão alcançável com sistemas a laser também permite geometrias de alívio complexas combinando recursos retangulares e circulares.
Ao fazer o pedido da Microns Hub, você se beneficia de relacionamentos diretos com fabricantes que garantem controle de qualidade superior e preços competitivos em comparação com as plataformas de mercado. Nossa experiência técnica e nossa abordagem abrangente de serviços de fabricação significa que cada projeto recebe a atenção aos detalhes que merece, quer você precise de alívios retangulares simples ou geometrias curvas complexas.
A integração com construção com encaixes e ranhuras requer coordenação cuidadosa do posicionamento e dimensões do alívio. Os alívios devem fornecer folga adequada para as operações de montagem, mantendo a integridade estrutural nos locais de união.
Controle de Qualidade e Inspeção
A qualidade do alívio de canto impacta diretamente o desempenho final do componente, tornando os protocolos de inspeção rigorosos essenciais. A precisão dimensional, a qualidade da borda e a consistência geométrica exigem verificação para garantir a conformidade com as especificações.
A inspeção dimensional concentra-se na profundidade, largura e precisão posicional do alívio em relação às linhas de dobra. As máquinas de medição de coordenadas (CMM) fornecem a precisão necessária para aplicações críticas, embora medidores passa/não passa mais simples sejam suficientes para muitos ambientes de produção.
A avaliação da qualidade da borda examina a rugosidade da superfície, a formação de rebarbas e o potencial de microfissuras. Os alívios retangulares normalmente exibem qualidade de borda superior devido à ação de cisalhamento limpo do processo de punção, enquanto os alívios circulares cortados a laser podem exigir operações secundárias de rebarbação.
A implementação do controle estatístico de processo (CEP) ajuda a manter a qualidade consistente do alívio durante as tiragens de produção. Os parâmetros-chave incluem dimensões do alívio, rugosidade da borda e precisão posicional, com limites de controle estabelecidos com base na criticidade do componente e nos requisitos de uso final.
Estratégias de Otimização de Custos
A otimização de custos requer equilibrar as despesas iniciais de fabricação com o desempenho de longo prazo do componente e os custos de substituição. Esta análise torna-se particularmente importante para aplicações de alto volume, onde pequenas diferenças de custo unitário agregam-se em totais significativos.
Os custos diretos de fabricação favorecem os alívios retangulares, com economias típicas de € 0,05-0,15 por componente em comparação com as alternativas circulares. Essas economias decorrem do tempo de ciclo reduzido, do uso de ferramentas padrão e dos requisitos de programação simplificados. Para volumes de produção superiores a 10.000 peças anualmente, os alívios retangulares geralmente oferecem vantagens econômicas convincentes.
No entanto, a análise do custo do ciclo de vida pode favorecer os alívios circulares em aplicações onde a resistência à fadiga aprimorada reduz a frequência de manutenção e substituição. O prêmio pago pela fabricação de alívio circular muitas vezes prova ser valioso quando os custos de substituição, as despesas de tempo de inatividade e as considerações de segurança são considerados na equação do custo total.
| Volume de Produção | Custo Retangular (€/peça) | Custo Circular (€/peça) | Análise de Ponto de Equilíbrio |
|---|---|---|---|
| 100-500 peças | 0.45-0.38 | 0.52-0.45 | Retangular preferido |
| 500-2,000 peças | 0.35-0.28 | 0.42-0.35 | Dependente da aplicação |
| 2,000-10,000 peças | 0.25-0.20 | 0.32-0.26 | Considere os custos do ciclo de vida |
| 10,000+ peças | 0.18-0.15 | 0.25-0.20 | Retangular fortemente favorecido |
Técnicas Avançadas de Projeto
O projeto moderno de alívio de canto estende-se além de geometrias retangulares ou circulares simples, incorporando abordagens híbridas que otimizam características de desempenho específicas. Essas técnicas avançadas exigem recursos de fabricação sofisticados, mas podem fornecer resultados superiores para aplicações exigentes.
Os alívios em forma de lágrima combinam recursos retangulares e circulares, utilizando lados retos para eficiência de fabricação enquanto incorporam extremidades arredondadas para redução de tensão. Essa abordagem híbrida atinge 70-80% dos benefícios de tensão do alívio circular, mantendo 85-90% da eficiência de fabricação do alívio retangular.
Os alívios de raio variável adaptam a geometria circular para acomodar diferentes padrões de tensão dentro do mesmo componente. A análise de elementos finitos orienta a otimização do raio, criando geometrias de alívio adaptadas a condições de carregamento e propriedades de material específicas.
Os alívios multiestágio incorporam diferentes geometrias em várias profundidades, proporcionando distribuição de tensão ideal enquanto minimizam a remoção de material. Essas geometrias complexas exigem recursos de fabricação avançados, mas podem alcançar melhorias de desempenho que excedem as abordagens de geometria única.
Perguntas Frequentes
Quais fatores determinam a escolha entre alívios de canto retangulares e circulares?
A seleção depende dos requisitos da aplicação, do volume de produção e das propriedades do material. Os alívios retangulares são adequados para produção de alto volume com ferramentas padrão, enquanto os alívios circulares se destacam em aplicações críticas de fadiga que exigem distribuição de tensão superior. A espessura do material, o raio de dobra e as condições de carregamento influenciam a escolha ideal.
Como as dimensões do alívio de canto escalam com a espessura do material?
As dimensões do alívio normalmente seguem a fórmula: Tamanho do alívio = 1,5 × espessura do material + raio de dobra + 0,5 mm de folga. Materiais mais espessos exigem alívios proporcionalmente maiores para acomodar o aumento do fluxo de material durante a dobra. Materiais de alta resistência podem exigir alívios 20-25% maiores em comparação com os cálculos padrão.
Os alívios de canto podem ser adicionados após a fabricação inicial?
Embora tecnicamente possível, a adição de alívio pós-fabricação prova ser desafiadora e cara. As operações de usinagem secundárias introduzem custos de configuração e potenciais problemas de qualidade. Os resultados ideais exigem a incorporação do alívio durante o planejamento inicial da fabricação, garantindo a integração adequada com os fluxos de trabalho de fabricação e os processos de controle de qualidade.
Quais métodos de inspeção verificam a qualidade do alívio de canto?
A verificação da qualidade emprega inspeção dimensional usando sistemas CMM ou medidores passa/não passa, exame visual para qualidade da borda e formação de rebarbas e testes funcionais para aplicações críticas. O controle estatístico de processo monitora a consistência do alívio durante as tiragens de produção, com limites de controle baseados na criticidade do componente.
Como os alívios de canto afetam a resistência geral do componente?
Os alívios projetados adequadamente melhoram a resistência do componente, evitando concentrações de tensão que podem iniciar rachaduras. Embora os alívios removam material, a melhoria da distribuição de tensão normalmente supera os efeitos da redução de material. Os alívios circulares fornecem distribuição de tensão 35-45% melhor em comparação com as alternativas retangulares.
Quais processos de fabricação funcionam melhor para cada tipo de alívio?
Os alívios retangulares otimizam para operações de punção CNC usando ferramentas padrão, enquanto os alívios circulares são adequados para sistemas de corte a laser que oferecem flexibilidade geométrica. O corte a jato de água acomoda ambas as geometrias de forma eficaz, embora a um custo maior. A seleção do processo depende do volume de produção, dos requisitos de precisão e do equipamento disponível.
Existem preferências específicas da indústria para tipos de alívio?
As indústrias aeroespacial e médica normalmente preferem alívios circulares para resistência à fadiga e distribuição de tensão superiores. As aplicações automotivas variam com base na função do componente, com elementos estruturais favorecendo alívios circulares, enquanto peças cosméticas geralmente usam alternativas retangulares. As caixas eletrônicas comumente empregam alívios retangulares para eficiência de custo e continuidade de blindagem EMI.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece