Normas de Rebarbação: Especificando Condições de Borda para Manuseio Seguro
Bordas afiadas de operações de usinagem, estampagem e corte criam riscos de segurança e problemas funcionais que exigem abordagens sistemáticas de rebarbação. A especificação adequada das condições da borda evita lesões no local de trabalho, melhora o desempenho das peças e garante resultados de fabricação consistentes em todas as execuções de produção.
Principais Conclusões
- As especificações de quebra de borda devem estar alinhadas com as propriedades do material e os requisitos de aplicação pretendidos
- As normas de rebarbação variam significativamente entre as indústrias, com a aeroespacial exigindo tolerâncias mais rigorosas do que a fabricação geral
- Os processos automatizados de rebarbação oferecem consistência superior, mas os métodos manuais proporcionam melhor controle para geometrias complexas
- Estratégias de rebarbação econômicas equilibram os requisitos de segurança com a eficiência da produção por meio da seleção adequada do processo
Compreendendo os Fundamentos da Quebra de Borda
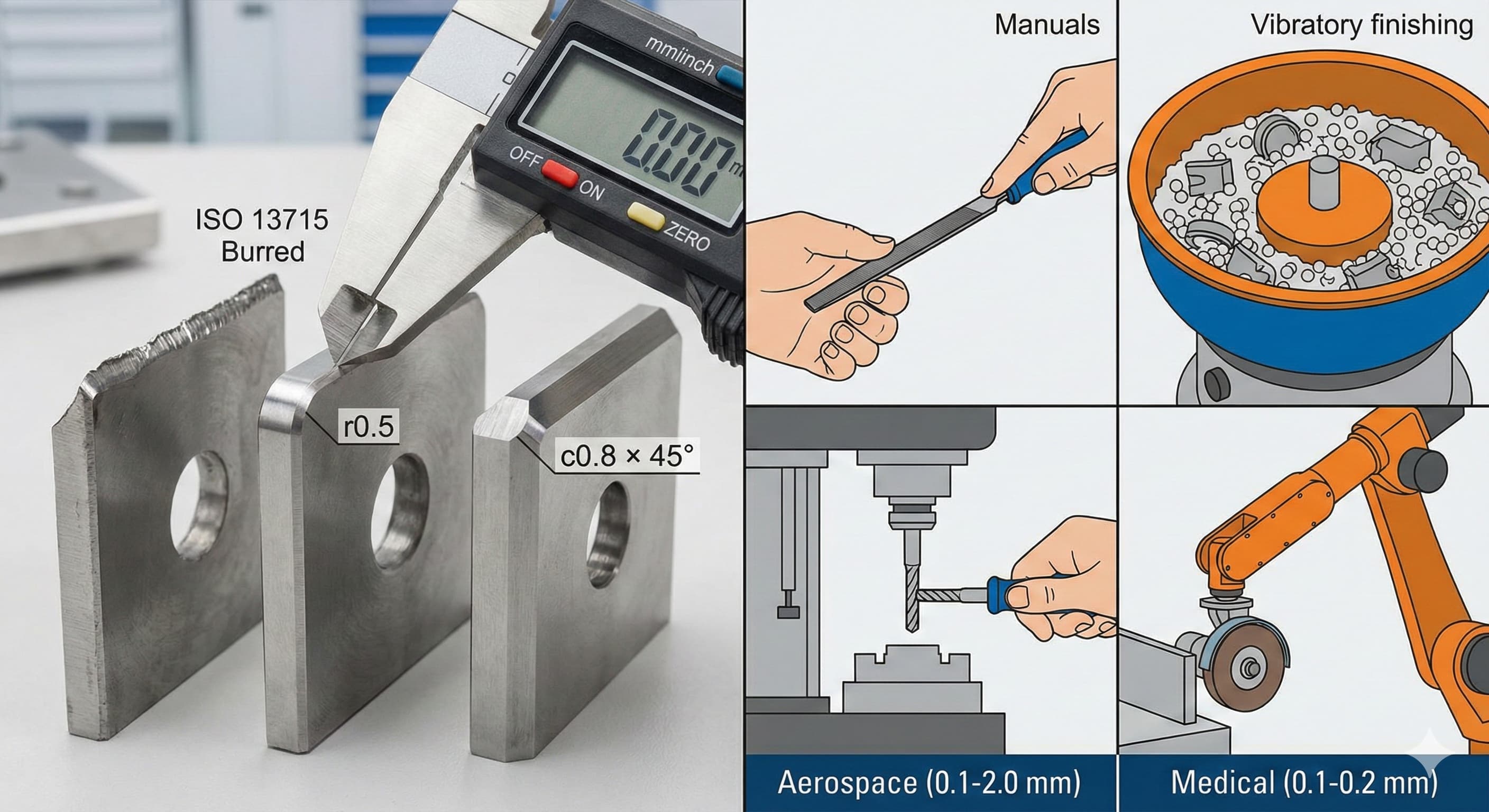
Quebra de borda, definida como a remoção ou modificação intencional de bordas afiadas, transforma superfícies de corte potencialmente perigosas em bordas seguras e funcionais. A medição fundamental envolve dois parâmetros principais: o raio da borda e a dimensão do chanfro. As medições do raio da borda normalmente variam de 0,1 mm a 2,0 mm para a maioria das aplicações de fabricação, enquanto as especificações do chanfro geralmente ficam entre 0,2 mm e 1,5 mm em ângulos de 45 graus.
As propriedades do material influenciam diretamente os requisitos de quebra de borda. Ligas de alumínio como 6061-T6 usinam de forma limpa, mas produzem rebarbas afiadas que exigem quebras de borda consistentes de 0,2-0,4 mm para manuseio seguro. O aço inoxidável 316L gera rebarbas mais agressivas durante as operações de corte, necessitando de quebras de borda maiores de 0,5-0,8 mm para eliminar todas as projeções afiadas. As classes de aço carbono, como 1018, ficam entre esses extremos, normalmente exigindo quebras de borda de 0,3-0,6 mm, dependendo do método de corte utilizado.
A complexidade da geometria afeta significativamente a seleção da abordagem de rebarbação. Peças retangulares simples com bordas retas acomodam métodos automatizados de tamboreamento ou acabamento vibratório. Geometrias complexas com cantos internos, furos e seções de espessura variada exigem rebarbação manual seletiva ou abordagens de ferramentas especializadas.Reforços de painel com nervuras e flanges exemplificam essa complexidade, exigindo atenção cuidadosa às condições da borda onde diferentes espessuras de material se encontram.
Normas e Especificações da Indústria
A ISO 13715 fornece a estrutura fundamental para especificar quebras de borda em desenhos técnicos, estabelecendo notação padrão e métodos de medição. A norma define indicações de quebra de borda usando o formato "r" para quebras de raio e "c" para quebras de chanfro, seguido pela especificação dimensional. Por exemplo, "r0,5" indica uma quebra de raio de 0,5 mm, enquanto "c0,8 x 45°" especifica um chanfro de 0,8 mm a 45 graus.
As aplicações aeroespaciais seguem as normas de gestão da qualidade AS9100 que exigem requisitos específicos de quebra de borda para componentes críticos para a segurança. As quebras de borda aeroespaciais típicas variam de 0,1-0,3 mm para peças de precisão até 1,0-2,0 mm para componentes estruturais. Essas especificações garantem desempenho consistente sob condições operacionais extremas, mantendo tolerâncias dimensionais precisas.
A fabricação de dispositivos médicos adere às normas ISO 13485 que exigem superfícies sem rebarbas para a segurança do paciente. As quebras de borda em aplicações médicas normalmente especificam dimensões máximas de 0,1-0,2 mm com perfis suaves e consistentes. Bordas afiadas ou rebarbas restantes podem causar danos aos tecidos ou comprometer a funcionalidade do dispositivo, tornando a rebarbação rigorosa essencial.
| Indústria | Intervalo Típico de Quebra de Aresta | Padrão Primário | Requisitos Críticos |
|---|---|---|---|
| Aeroespacial | 0.1-2.0 mm | AS9100 | Prevenção de concentração de tensão |
| Dispositivo Médico | 0.1-0.2 mm | ISO 13485 | Biocompatibilidade e segurança |
| Automotivo | 0.2-1.0 mm | ISO/TS 16949 | Resistência à fadiga |
| Fabricação Geral | 0.3-1.5 mm | ISO 9001 | Manuseio seguro |
Seleção do Processo de Rebarbação
A rebarbação manual usando limas, raspadores e ferramentas abrasivas fornece controle máximo para geometrias complexas e aplicações críticas. Operadores qualificados podem obter quebras de borda consistentes de 0,1-0,5 mm, preservando tolerâncias dimensionais rigorosas. Os métodos manuais se destacam ao lidar com geometrias de peças variadas, recursos internos ou quando existem diferentes requisitos de quebra de borda no mesmo componente. Os custos de mão de obra normalmente variam de € 25 a 45 por hora, dependendo do nível de habilidade e da localização geográfica.
Os processos de tamboreamento utilizam tambores rotativos preenchidos com mídia abrasiva para criar quebras de borda uniformes em várias peças simultaneamente. A mídia cerâmica produz ação de corte agressiva adequada para quebras de borda de 0,5-2,0 mm, enquanto a mídia plástica fornece ação mais suave para quebras de 0,2-0,8 mm. Os tempos de processamento variam de 2 a 8 horas, dependendo da dureza do material e do tamanho desejado da quebra de borda. O tamboreamento funciona efetivamente para peças sem recursos delicados ou requisitos de tolerância rigorosos.
O acabamento vibratório emprega tigelas ou cubas oscilantes contendo mídia abrasiva e peças em um ambiente cuidadosamente controlado. Este método produz resultados mais consistentes do que o tamboreamento, mantendo um melhor controle dimensional. Os sistemas vibratórios podem obter quebras de borda de 0,1-1,5 mm com tempos de processamento de 1-6 horas. A seleção do composto afeta significativamente os resultados, com compostos alcalinos promovendo um corte mais rápido e compostos neutros fornecendo acabamentos mais suaves.
Para resultados de alta precisão,Solicite um orçamento gratuito e obtenha preços em 24 horas da Microns Hub.
Tecnologias Automatizadas de Rebarbação
Os sistemas de rebarbação CNC integram ferramentas e programação especializadas para remover rebarbas durante a operação de usinagem primária. Fresas de chanfro, ferramentas de rebarbação e sistemas de escova podem ser programados em ciclos de usinagem para criar quebras de borda consistentes sem operações secundárias. Esta abordagem elimina o manuseio entre as operações, mantendo o controle dimensional preciso. As quebras de borda típicas alcançáveis através da rebarbação CNC variam de 0,1-1,0 mm com excelente repetibilidade.
Os sistemas robóticos de rebarbação combinam robôs industriais com várias ferramentas de rebarbação para automatizar operações complexas de quebra de borda. Robôs controlados por força podem seguir os contornos da peça, mantendo uma pressão consistente contra ferramentas de corte ou rebolos abrasivos. A flexibilidade de programação permite diferentes especificações de quebra de borda na mesma peça, tornando os sistemas robóticos ideais para ambientes de produção mista. Os custos de investimento variam de € 150.000 a 500.000, dependendo da complexidade do sistema e dos requisitos de ferramentas.
A rebarbação térmica, também conhecida como rebarbação por explosão, usa combustão controlada para remover rebarbas de passagens internas e geometrias complexas. Este processo atinge efetivamente áreas inacessíveis aos métodos convencionais de rebarbação, criando quebras de borda consistentes de 0,1-0,3 mm. A rebarbação térmica funciona particularmente bem para moldagem por injeção componentes com recursos internos intrincados que exigem superfícies sem rebarbas para o funcionamento adequado.
| Método de Rebarbação | Intervalo de Quebra de Aresta | Tempo de Ciclo Típico | Custo de Investimento |
|---|---|---|---|
| Manual | 0.1-0.5 mm | 5-30 min/peça | €500-2,000 |
| Tamboreamento | 0.5-2.0 mm | 2-8 horas | €15,000-50,000 |
| Vibratório | 0.1-1.5 mm | 1-6 horas | €25,000-75,000 |
| Integração CNC | 0.1-1.0 mm | 1-5 min/peça | €5,000-25,000 |
| Robótico | 0.2-2.0 mm | 2-15 min/peça | €150,000-500,000 |
Considerações de Rebarbação Específicas do Material
As ligas de alumínio exigem uma seleção cuidadosa da abordagem de rebarbação devido à sua tendência de carregar ferramentas de corte e gerar rebarbas fibrosas. O alumínio 6061-T6 responde bem a ferramentas de rebarbação afiadas com ângulos de ataque positivos e evacuação adequada de cavacos. As velocidades de corte recomendadas variam de 200 a 400 pés de superfície por minuto com taxas de avanço de 0,05 a 0,15 mm por revolução. O refrigerante de inundação evita o acúmulo de material nas arestas de corte, mantendo a estabilidade dimensional.
As classes de aço inoxidável como 316L e 304 apresentam desafios de endurecimento por trabalho que afetam a seleção da ferramenta de rebarbação. As ferramentas de rebarbação de metal duro mantêm arestas de corte afiadas por mais tempo do que as alternativas de aço rápido ao processar materiais de aço inoxidável. As velocidades de corte devem ser reduzidas para 100-200 pés de superfície por minuto para evitar a geração excessiva de calor que pode causar endurecimento por trabalho. Taxas de avanço consistentes evitam o atrito da ferramenta, o que leva a acabamentos de superfície ruins e desgaste prematuro da ferramenta.
Os materiais de aço carbono geralmente usinam e rebarbam de forma previsível em classes comuns como 1018, 1045 e 4140. A seleção da ferramenta depende principalmente da dureza do material, em vez de características de endurecimento por trabalho. Os aços carbono recozidos aceitam parâmetros de rebarbação agressivos, enquanto as classes endurecidas exigem abordagens mais conservadoras. A fabricação de barramento de cobre demonstra como as propriedades do material afetam tanto o processamento primário quanto os requisitos de rebarbação para aplicações elétricas.
Controle de Qualidade e Medição
A medição da quebra de borda requer ferramentas e técnicas apropriadas para garantir a conformidade com a especificação. Os comparadores ópticos fornecem medição sem contato para raio de borda e dimensões de chanfro com precisão de 0,01 mm. Os medidores de raio oferecem verificação rápida de aprovação/reprovação para ambientes de produção onde a velocidade é mais importante do que a medição de precisão. Os perfilômetros de contato oferecem a maior precisão para aplicações críticas que exigem documentação de perfis reais de quebra de borda.
As especificações de rugosidade da superfície geralmente acompanham os requisitos de quebra de borda, particularmente em aplicações aeroespaciais e médicas. Os valores de Ra de 0,8-3,2 μm são comuns para bordas rebarbadas, com acabamentos mais suaves necessários para aplicações envolvendo contato humano ou fluxo de fluido. A medição da rugosidade da superfície usando testadores de rugosidade portáteis permite a verificação no chão de fábrica sem equipamento de laboratório.
A implementação do controle estatístico do processo rastreia a consistência da rebarbação em todas as execuções de produção e identifica tendências antes que as peças fiquem fora dos limites de especificação. Os gráficos de controle que monitoram as dimensões da quebra de borda ajudam a otimizar os parâmetros do processo e reduzir as taxas de sucata. Ao fazer o pedido da Microns Hub, você se beneficia de relacionamentos diretos com o fabricante que garantem controle de qualidade superior e preços competitivos em comparação com as plataformas de mercado. Nossa experiência técnica e recursos abrangentes de medição significam que cada projeto recebe a atenção aos detalhes necessária para especificações consistentes de quebra de borda.
Estratégias de Otimização de Custos
A consolidação do processo reduz os custos de manuseio e configuração, integrando as operações de rebarbação com as etapas de fabricação primárias. A programação CNC que inclui trajetórias de ferramenta de rebarbação elimina operações secundárias, mantendo o controle dimensional. Modificações no projeto da peça, como especificar quebras de borda uniformes em todas as bordas, simplificam o processamento e reduzem os requisitos de inspeção.
O processamento em lote maximiza a utilização do equipamento para operações de tamboreamento e acabamento vibratório. Agrupar peças com requisitos de rebarbação semelhantes permite execuções de processamento mais longas com mídia e seleção de composto consistentes. A fixação adequada da peça evita danos durante a rebarbação automatizada, garantindo resultados uniformes em todas as superfícies.
A otimização da vida útil da ferramenta por meio da seleção e manutenção adequadas reduz os custos de rebarbação por peça. As ferramentas de rebarbação de metal duro justificam custos iniciais mais altos por meio da vida útil prolongada da ferramenta em ambientes de produção. A inspeção regular da ferramenta e os cronogramas de substituição evitam problemas de qualidade, mantendo tempos de ciclo consistentes. Nossos serviços de fabricação incluem programas abrangentes de gerenciamento de ferramentas que otimizam as operações de rebarbação para uma produção econômica.
Requisitos de Segurança e Manuseio
As especificações de equipamentos de proteção individual para operações de rebarbação devem abordar riscos mecânicos e químicos. Luvas resistentes a cortes com classificação de nível 3 ou superior protegem contra bordas afiadas e ferramentas rotativas. Óculos de segurança com protetores laterais evitam lesões oculares causadas por partículas voadoras durante operações manuais de rebarbação. A proteção respiratória pode ser necessária ao processar materiais que geram poeira nociva ou ao usar compostos químicos em operações de acabamento.
O design da estação de trabalho afeta tanto a segurança quanto a produtividade nas operações manuais de rebarbação. A iluminação adequada elimina sombras que podem esconder rebarbas ou bordas afiadas restantes. As alças ergonômicas das ferramentas reduzem a fadiga das mãos durante sessões prolongadas de rebarbação. As peças devem ser fixadas com segurança para evitar movimentos durante as operações de rebarbação que podem causar lesões ou erros dimensionais.
Os recursos de segurança do sistema automatizado incluem cortinas de luz, paradas de emergência e proteção adequada ao redor de equipamentos rotativos. Os procedimentos de bloqueio/etiquetagem garantem acesso seguro à manutenção de equipamentos de tamboreamento e vibratórios. Os sistemas de manuseio de materiais devem minimizar o levantamento e posicionamento manual de peças pesadas durante as operações de rebarbação.
Perguntas Frequentes
Qual especificação de quebra de borda devo usar para trabalhos de fabricação geral?
Para aplicações de fabricação geral, quebras de borda de 0,3-0,6 mm fornecem segurança adequada para manuseio, permanecendo econômicas. Especifique quebras de borda uniformes em todas as bordas da peça, sempre que possível, para simplificar o processamento. Considere a espessura do material e a aplicação pretendida ao determinar as dimensões específicas.
Como especifico quebras de borda em desenhos técnicos?
Use a notação ISO 13715 com "r" para quebras de raio e "c" para quebras de chanfro, seguido pela dimensão. Por exemplo, "r0,5" indica uma quebra de raio de 0,5 mm. Inclua notas gerais para quebras de borda uniformes ou dimensione bordas específicas individualmente quando os requisitos variarem.
A rebarbação pode afetar as dimensões e tolerâncias da peça?
Sim, a rebarbação agressiva pode remover material além da quebra de borda pretendida, afetando as dimensões críticas. Especifique os locais de quebra de borda cuidadosamente e considere os efeitos de empilhamento dimensional. A rebarbação CNC normalmente fornece o melhor controle dimensional para peças de precisão.
Qual método de rebarbação funciona melhor para produção de pequenos lotes?
A rebarbação manual oferece a maior flexibilidade para pequenos lotes com geometrias variadas. O acabamento vibratório funciona bem para pequenos lotes de peças semelhantes que exigem quebras de borda uniformes. Considere os custos de configuração versus os custos de mão de obra ao selecionar métodos para pequenas quantidades.
Como controlo a qualidade da rebarbação em sistemas automatizados?
Implemente verificações de medição regulares usando medidores de aprovação/reprovação ou sistemas de medição óptica. Monitore os parâmetros do processo, como condição da mídia, tempos de ciclo e posicionamento da peça. Estabeleça gráficos de controle para rastrear a consistência da quebra de borda e identificar tendências antes que ocorram problemas de qualidade.
Quais considerações de segurança se aplicam às operações de rebarbação?
Sempre use EPI apropriado, incluindo luvas resistentes a cortes e óculos de segurança. Garanta ventilação adequada ao usar compostos químicos ou processar materiais que geram partículas nocivas. Implemente procedimentos adequados de bloqueio/etiquetagem para manutenção de equipamentos automatizados.
Como a dureza do material afeta os requisitos de rebarbação?
Materiais mais duros normalmente exigem métodos de rebarbação mais agressivos e tempos de processamento mais longos. A seleção da ferramenta torna-se crítica para materiais endurecidos para evitar o desgaste prematuro. Considere o recozimento antes da rebarbação ao processar materiais muito duros e, em seguida, o tratamento térmico até a dureza final, se necessário.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece