Fator K Explicado: Calculando Tolerâncias de Dobra para Chapas Metálicas de Precisão
Fabricantes de chapas metálicas que trabalham com tolerâncias menores que ±0,25 mm enfrentam um desafio fundamental: alcançar dimensões de dobra precisas, levando em conta a deformação do material durante o processo de dobra. O fator K serve como a ponte matemática entre o desenvolvimento do padrão plano e a geometria final dobrada, determinando se as peças atendem aos requisitos críticos de montagem ou se tornam sucata dispendiosa.
Entender o cálculo do fator K torna-se essencial ao projetar suportes, gabinetes e componentes estruturais onde a precisão da dobra impacta diretamente o ajuste e a função. Este guia abrangente examina os princípios de engenharia, os métodos de cálculo e as aplicações práticas que definem a fabricação de chapas metálicas de precisão.
- O fator K representa a razão entre a posição do eixo neutro e a espessura do material, geralmente variando de 0,25 a 0,50 para chapas metálicas comuns
- Cálculos precisos de tolerância de dobra exigem consideração das propriedades do material, geometria da ferramenta e parâmetros de formação
- Aplicações de precisão exigem validação empírica do fator K por meio de dobras de teste e verificação de medição
- Sistemas CAD avançados integram bancos de dados de fator K para desenvolvimento automatizado de padrões planos
Entendendo os Fundamentos do Fator K na Dobra de Chapas Metálicas
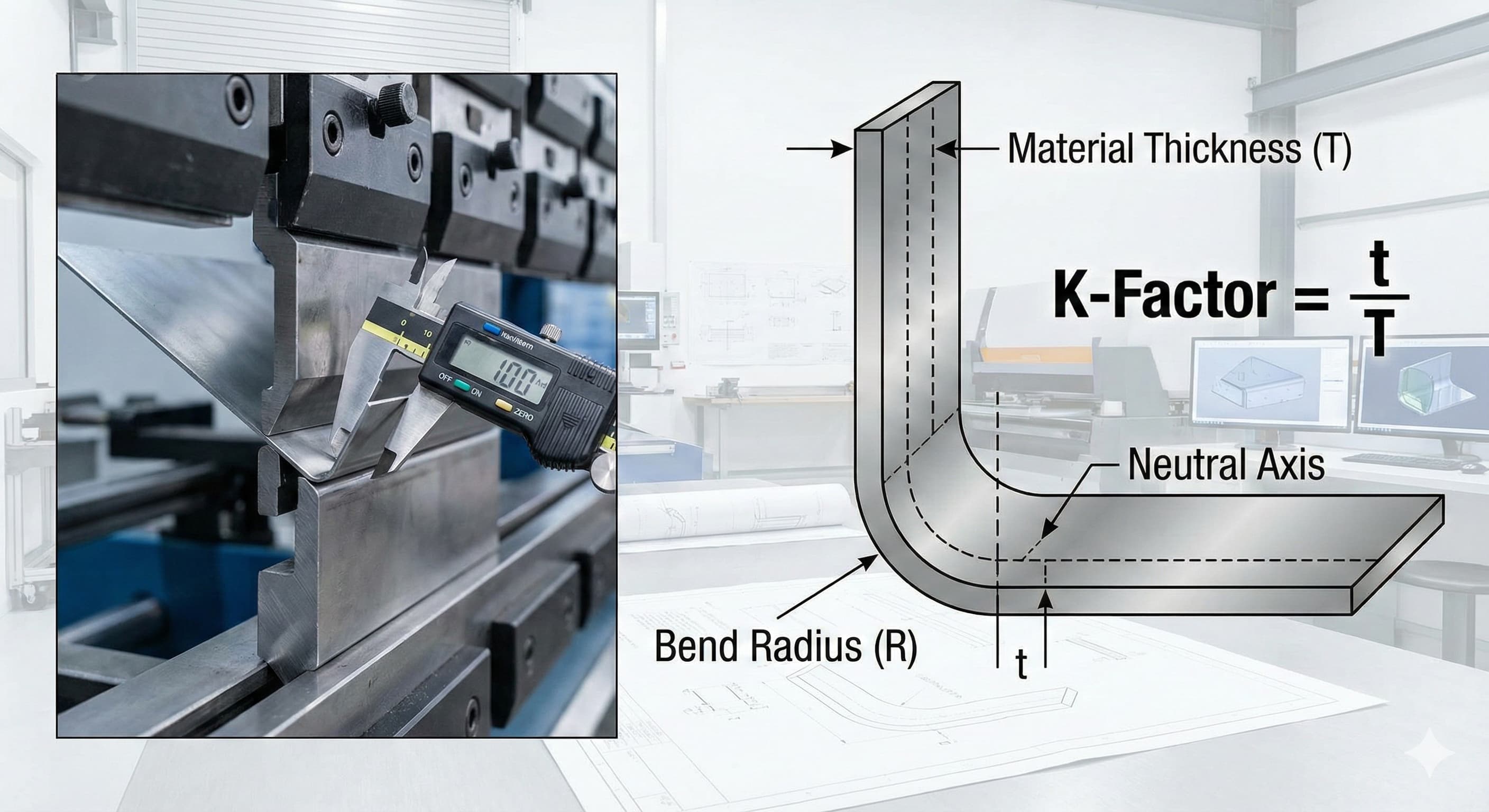
O fator K quantifica a relação entre o eixo neutro de um material e sua espessura durante o processo de dobra. Quando a chapa metálica é submetida à dobra, a superfície externa se estica enquanto a superfície interna se comprime, criando um eixo neutro onde o comprimento do material permanece constante. Essa posição do eixo neutro determina a tolerância de dobra necessária para o desenvolvimento preciso do padrão plano.
Matematicamente, o fator K é igual à distância do raio interno da dobra ao eixo neutro, dividida pela espessura do material. Para uma peça com 2,0 mm de espessura e eixo neutro posicionado a 0,8 mm da superfície interna, o fator K é calculado como 0,40. Este valor adimensional permanece relativamente consistente para combinações específicas de material e ferramenta.
As propriedades do material influenciam significativamente os valores do fator K. Materiais dúcteis como o alumínio 1100-O exibem fatores K mais altos (0,45-0,50) devido ao maior fluxo de material durante a formação. Por outro lado, materiais mais duros, como o aço inoxidável 304, normalmente demonstram fatores K mais baixos (0,30-0,40) devido às características de deformação reduzidas.
A geometria da ferramenta também afeta a determinação do fator K. Raios de punção menores criam dobras mais nítidas com fatores K mais baixos, enquanto raios maiores promovem a formação gradual com valores mais altos. A relação entre o raio da punção e a espessura do material, expressa como a razão R/T, fornece orientação preliminar para a estimativa do fator K.
| Grau do Material | Faixa Típica do Fator K | Resistência à Tração (MPa) | Características de Conformação |
|---|---|---|---|
| Alumínio 1100-O | 0,45 - 0,50 | 90 - 165 | Excelente conformabilidade, alta ductilidade |
| Alumínio 6061-T6 | 0,35 - 0,42 | 310 - 380 | Boa conformabilidade, resistência moderada |
| Aço 1008/1010 | 0,40 - 0,45 | 320 - 420 | Boa conformabilidade, baixo teor de carbono |
| Inox 304 | 0,30 - 0,40 | 515 - 620 | Conformabilidade moderada, endurecimento por trabalho |
| Inox 316 | 0,32 - 0,42 | 515 - 670 | Melhor conformabilidade que o 304 |
Métodos de Cálculo e Fórmulas da Tolerância de Dobra
A tolerância de dobra representa o comprimento do arco do eixo neutro através da zona de dobra, fornecendo a dimensão crítica para o desenvolvimento do padrão plano. A fórmula fundamental incorpora o ângulo de dobra, o raio interno, a espessura do material e o fator K: BA = (π/180) × (R + K × T) × A, onde BA é igual à tolerância de dobra, R representa o raio interno, K denota o fator K, T indica a espessura do material e A especifica o ângulo de dobra em graus.
Para uma dobra de 90 graus em alumínio 6061-T6 de 1,5 mm com raio interno de 3,0 mm e fator K de 0,38, o cálculo resulta em: BA = (π/180) × (3,0 + 0,38 × 1,5) × 90 = 9,42 + 0,90 = 10,32 mm. Este valor de tolerância de dobra determina o comprimento do arco a ser incluído no desenvolvimento do padrão plano.
O método de dedução de dobra oferece uma abordagem alternativa, calculando a diferença de comprimento do material entre os estados dobrado e não dobrado. A dedução de dobra é igual a 2 × (recuo externo) - tolerância de dobra, onde o recuo externo representa a distância da linha de dobra à superfície externa. Este método é particularmente útil para sistemas CAD e software de nesting automatizado.
Aplicações avançadas podem exigir fatores de correção de tolerância de dobra para levar em conta o retorno elástico, o desgaste da ferramenta e as variações do material. Esses fatores de correção, normalmente variando de 0,95 a 1,05, ajustam os cálculos teóricos com base em testes empíricos e experiência de produção.
Cálculos de múltiplas dobras exigem consideração cuidadosa da sequência de dobras e dos comprimentos planos intermediários. Cada dobra contribui com sua tolerância individual, mantendo as dimensões gerais da peça. Geometrias complexas com múltiplas dobras, retornos e offsets exigem abordagens de cálculo sistemáticas para evitar erros cumulativos.
Influência da Propriedade do Material na Seleção do Fator K
A estrutura do grão do material impacta significativamente a determinação do fator K e o comportamento de dobra. Materiais laminados a frio exibem propriedades direcionais com diferentes fatores K paralelos e perpendiculares à direção de laminação. O alumínio 6061-T6 pode demonstrar um fator K de 0,38 paralelo ao grão e 0,42 perpendicular, exigindo cálculos específicos de orientação para aplicações críticas.
As características de endurecimento por trabalho afetam a estabilidade do fator K durante as operações de formação. Materiais com altas taxas de endurecimento por trabalho, como o aço inoxidável 301, podem exibir variações do fator K dependendo da severidade da dobra e da velocidade de formação. O endurecimento progressivo reduz o fluxo de material, diminuindo efetivamente os fatores K à medida que a dobra progride.
As condições da superfície e o acabamento do material influenciam o comportamento de dobra por meio de efeitos de atrito e concentração de tensão. Materiais com acabamento de fábrica normalmente fornecem desempenho consistente do fator K, enquanto superfícies revestidas ou texturizadas podem exigir fatores de ajuste. O aço pré-pintado geralmente exibe fatores K ligeiramente mais altos devido aos efeitos de lubrificação do revestimento.
Variações de espessura dentro das tolerâncias padrão podem afetar a precisão do fator K em aplicações de precisão. Materiais especificados como 2,0 mm ±0,1 mm podem demonstrar variações do fator K de ±0,02, impactando potencialmente as dimensões finais da peça em 0,05 mm ou mais em zonas de dobra críticas.
Para resultados de alta precisão,Solicite um orçamento gratuito e obtenha preços em 24 horas da Microns Hub.
| Faixa de Espessura (mm) | Fator K do Alumínio 6061-T6 | Fator K do Aço 1008 | Fator K do Inox 304 |
|---|---|---|---|
| 0,5 - 1,0 | 0,33 - 0,38 | 0,35 - 0,42 | 0,27 - 0,33 |
| 1,0 - 2,0 | 0,36 - 0,41 | 0,38 - 0,44 | 0,30 - 0,37 |
| 2,0 - 3,0 | 0,38 - 0,43 | 0,40 - 0,46 | 0,32 - 0,39 |
| 3,0 - 5,0 | 0,40 - 0,45 | 0,42 - 0,48 | 0,34 - 0,41 |
Efeitos da Ferramenta e Considerações sobre a Dobradeira
O raio da ponta da punção influencia diretamente os valores do fator K por meio de seu efeito na formação da dobra. Punções afiadas com raios pequenos concentram a tensão e reduzem o fluxo de material, resultando em fatores K mais baixos. Por outro lado, raios de punção maiores promovem a formação gradual com fatores K mais altos e melhor qualidade de superfície.
A largura da abertura da matriz afeta o suporte do material durante a dobra, influenciando a distribuição da tensão e a posição do eixo neutro. A prática padrão recomenda aberturas de matriz de 8 a 12 vezes a espessura do material, com aberturas mais largas promovendo fatores K mais altos. Matrizes estreitas podem causar efeitos de fundo que reduzem artificialmente os fatores K calculados.
As técnicas de dobra com fundo versus dobra no ar produzem diferentes características do fator K. A dobra no ar permite o fluxo natural do material com fatores K consistentes em vários ângulos, enquanto a dobra com fundo cria uma deformação controlada que pode exigir ajustes do fator K específicos do ângulo. As operações de cunhagem normalmente exibem os fatores K mais baixos devido aos efeitos de compressão do material.
A tonelagem da dobradeira e a velocidade de formação influenciam o fluxo de material durante as operações de dobra. A tonelagem insuficiente pode resultar em formação incompleta com fatores K inconsistentes, enquanto a força excessiva pode causar afinamento do material e posições alteradas do eixo neutro. Velocidades de formação ideais permitem o fluxo adequado do material sem induzir concentrações de tensão.
O desgaste da ferramenta afeta a consistência da dobra ao longo das tiragens de produção. Punções desgastadas podem criar raios de dobra ligeiramente diferentes, alterando os cálculos do fator K. Inspeções regulares das ferramentas e cronogramas de substituição mantêm a consistência do fator K para aplicações de precisão que exigem integração de serviços de usinagem CNC de precisão.
Determinação Empírica do Fator K e Métodos de Teste
Os fatores K teóricos fornecem pontos de partida para cálculos de dobra, mas aplicações de precisão exigem validação empírica por meio de testes sistemáticos. Os procedimentos de dobra de teste envolvem a formação de peças de amostra com dimensões conhecidas, a medição dos resultados reais da dobra e o cálculo dos fatores K efetivos a partir da geometria observada.
O procedimento de teste padrão começa com a preparação de tiras de teste do material de produção, normalmente com 150 mm de comprimento por 25 mm de largura. Marque linhas de dobra precisas a 50 mm de cada extremidade, garantindo referências de medição precisas. Forme dobras de 90 graus usando ferramentas e configurações de produção, mantendo parâmetros de formação consistentes.
As técnicas de medição exigem instrumentos de precisão capazes de resolução de 0,01 mm. Meça o raio interno usando medidores de raio ou sistemas de medição óptica e verifique os ângulos de dobra com transferidores de precisão ou máquinas de medição por coordenadas. Calcule o fator K efetivo trabalhando de trás para frente a partir das dimensões medidas para os requisitos teóricos.
Várias amostras de teste fornecem validação estatística da consistência do fator K. Tamanhos mínimos de amostra de 5 peças por combinação de material e ferramenta estabelecem valores médios confiáveis e faixas de variação. Documente as condições ambientais, os números de lote do material e a identificação da ferramenta para rastreabilidade.
A validação da produção envolve a formação de peças representativas e a medição de dimensões críticas em relação aos requisitos de projeto. Peças que exigem construção com encaixe e fenda exigem atenção especial à precisão da dobra para um ajuste adequado.
Aplicações Avançadas do Fator K em Sistemas CAD/CAM
Os sistemas CAD modernos integram bancos de dados abrangentes de fator K para desenvolvimento automatizado de padrões planos. Esses bancos de dados contêm valores validados empiricamente para combinações comuns de material e ferramenta, reduzindo o tempo de projeto e melhorando a precisão. Os principais pacotes de software permitem a entrada personalizada do fator K para aplicações especializadas.
As abordagens de projeto paramétrico vinculam os fatores K às propriedades do material e aos parâmetros de formação, permitindo atualizações automáticas quando ocorrem alterações no projeto. Os sistemas de modelagem baseados em recursos reconhecem os recursos de dobra e aplicam os fatores K apropriados com base na seleção do material e nas especificações da ferramenta.
A integração CAM estende as aplicações do fator K ao planejamento da manufatura e ao controle de qualidade. A programação CNC da dobradeira usa dados do fator K para otimização automática da sequência de dobras e seleção de ferramentas. Os sistemas de correção de ângulo em tempo real ajustam os parâmetros de formação com base nas previsões do fator K e no feedback da medição.
O software de simulação incorpora análise de elementos finitos com validação do fator K para operações de formação complexas. Essas ferramentas preveem o comportamento do material, a distribuição da tensão e a geometria final antes da prototipagem física. Simulações avançadas levam em conta a anisotropia do material, o endurecimento por trabalho e as interações ferramenta-peça.
Os sistemas de gerenciamento de dados rastreiam o desempenho do fator K em tiragens de produção, identificando tendências e oportunidades de otimização. Aplicativos de controle estatístico de processo monitoram a precisão da dobra e ajustam os fatores K para melhoria contínua. A integração com nossos serviços de fabricação garante um controle de qualidade consistente em todo o processo de produção.
Controle de Qualidade e Verificação de Medição
Aplicações de chapas metálicas de precisão exigem procedimentos rigorosos de controle de qualidade para verificar a precisão do fator K e a conformidade da dobra. Planos de amostragem estatística baseados na ISO 2859-1 fornecem abordagens de inspeção sistemáticas para validação da produção. Aplicações críticas podem exigir inspeção de 100% com sistemas de medição automatizados.
As máquinas de medição por coordenadas (CMMs) oferecem a maior precisão para verificação da dobra, com incertezas de medição abaixo de ±0,005 mm. Os sistemas de medição óptica fornecem recursos de inspeção rápida para ambientes de produção, combinando velocidade com precisão suficiente para a maioria das aplicações. As ferramentas de medição portáteis permitem a verificação em processo e feedback rápido.
A análise de incerteza de medição leva em conta as limitações do instrumento, as variações da peça e os efeitos ambientais. As incertezas do Tipo A da análise estatística de medições repetidas combinam-se com as incertezas do Tipo B das especificações do instrumento para determinar a confiança geral da medição. Aplicações de precisão exigem orçamentos de incerteza para garantir que a capacidade de medição exceda as tolerâncias exigidas.
Estudos de capacidade do processo avaliam a consistência do fator K em tiragens de produção estendidas. Os cálculos de Cp e Cpk quantificam o desempenho do processo em relação aos limites de especificação, identificando oportunidades de melhoria. Os gráficos de controle monitoram os principais parâmetros e detectam o desvio do processo antes que os problemas de qualidade se desenvolvam.
Ao fazer o pedido na Microns Hub, você se beneficia de relacionamentos diretos com o fabricante que garantem controle de qualidade superior e preços competitivos em comparação com as plataformas de mercado. Nossa experiência técnica e abordagem de serviço personalizado significam que cada projeto recebe a atenção aos detalhes que merece, com documentação de qualidade abrangente e rastreabilidade em todo o processo de produção.
| Método de Medição | Precisão (mm) | Velocidade | Melhor Aplicação |
|---|---|---|---|
| CMM | ±0,002 | Lento | Dimensões críticas, calibração |
| Scanner Óptico | ±0,010 | Rápido | Inspeção de produção |
| Gabaritos de Raio | ±0,025 | Rápido | Verificação no chão de fábrica |
| Paquímetros | ±0,020 | Rápido | Verificações dimensionais básicas |
Otimização de Custos por meio da Aplicação Precisa do Fator K
A determinação precisa do fator K reduz o desperdício de material por meio do desenvolvimento preciso do padrão plano. As tolerâncias de dobra superestimadas criam consumo excessivo de material, enquanto os valores subestimados levam a peças curtas que exigem retrabalho ou sucata. Uma melhoria de 2% na precisão do fator K pode reduzir o uso de material em 1-3% em peças complexas com múltiplas dobras.
Os ganhos de eficiência de produção resultam da redução do tempo de configuração e de menos ajustes iterativos. Fatores K precisos minimizam as abordagens de tentativa e erro, permitindo o sucesso do primeiro artigo e uma aceleração mais rápida da produção. A economia de tempo no desenvolvimento do protótipo e na configuração da produção oferece vantagens de custo significativas em mercados competitivos.
A otimização de ferramentas por meio da análise do fator K identifica as combinações de punção e matriz mais eficientes para aplicações específicas. A padronização em conjuntos de ferramentas comprovados com fatores K validados reduz os requisitos de estoque e melhora a consistência. As melhorias na vida útil da ferramenta resultam de parâmetros de formação otimizados e redução da sobre-formação.
A redução do custo da qualidade por meio da prevenção de defeitos oferece o maior impacto econômico. Taxas de sucata abaixo de 1% tornam-se alcançáveis com fatores K devidamente validados, em comparação com taxas de 5-10% apenas com valores teóricos. Requisitos de inspeção reduzidos e reclamações de garantia melhoram ainda mais a lucratividade.
Vantagens da cadeia de suprimentos surgem da qualidade consistente das peças e dos cronogramas de entrega confiáveis. Os clientes valorizam os fornecedores que demonstram controle de processo e resultados previsíveis. Parcerias de longo prazo se desenvolvem quando os requisitos de precisão são consistentemente atendidos por meio da aplicação adequada do fator K.
Requisitos do Fator K Específicos da Indústria
As aplicações aeroespaciais exigem os mais altos níveis de validação e documentação do fator K. Os sistemas de qualidade AS9100 exigem rastreabilidade total dos parâmetros de formação e validação empírica para componentes críticos para o voo. As certificações de material, os registros de ferramentas e os parâmetros de processo devem demonstrar controle estatístico para conformidade regulatória.
A fabricação de dispositivos médicos requer validação do fator K sob os regulamentos do sistema de qualidade da FDA. Materiais biocompatíveis, como o titânio Grau 2 e o aço inoxidável 316L, exigem determinação específica do fator K devido às suas características de formação exclusivas. A validação do processo inclui análise do pior caso e verificação da margem de projeto.
As aplicações automotivas se concentram na consistência de alto volume e na otimização de custos. Os sistemas de controle estatístico de processo monitoram o desempenho do fator K em milhões de peças, identificando tendências sutis e oportunidades de otimização. Os acordos de qualidade do fornecedor especificam os requisitos de validação do fator K e os protocolos de monitoramento contínuo.
Os gabinetes eletrônicos exigem fatores K precisos para eficácia de blindagem EMI e ajuste de componentes. Materiais finos (0,5-1,0 mm) com tolerâncias de dobra apertadas desafiam as abordagens tradicionais do fator K. Consideração especial para a integração de fixadores PEM requer abordagens de projeto coordenadas.
As aplicações de arquitetura e construção enfatizam a vedação contra intempéries e a acomodação da expansão térmica. A formação de painéis grandes com múltiplas dobras requer validação cuidadosa do fator K para evitar erros cumulativos. As considerações de montagem em campo influenciam as abordagens de projeto e as estratégias de alocação de tolerância.
Perguntas Frequentes
Qual fator K devo usar para alumínio 6061-T6 de 2 mm?
Para alumínio 6061-T6 de 2 mm, comece com um fator K de 0,38-0,40 para operações de dobra no ar. O valor exato depende do raio da sua punção, da abertura da matriz e da velocidade de formação. Valide esta estimativa inicial por meio de dobras de teste usando suas ferramentas e parâmetros de produção reais para obter a precisão ideal.
Como o raio da punção afeta os cálculos do fator K?
Raios de punção menores criam dobras mais nítidas com fatores K mais baixos (0,25-0,35), enquanto raios maiores promovem a formação gradual com fatores K mais altos (0,40-0,50). A relação segue a razão R/T - raio dividido pela espessura. Mantenha o raio da punção pelo menos igual à espessura do material para resultados consistentes e evite rachaduras.
Posso usar o mesmo fator K para diferentes ângulos de dobra?
A dobra no ar mantém fatores K relativamente consistentes em diferentes ângulos (30-135 graus), tornando este o método preferido para peças de geometria variável. As operações de dobra com fundo e cunhagem podem exigir fatores K específicos do ângulo devido às diferentes características de fluxo do material. Sempre valide ângulos críticos por meio de peças de teste.
Por que minhas dimensões calculadas não correspondem às peças dobradas reais?
As discrepâncias dimensionais normalmente resultam do uso de fatores K teóricos em vez de valores validados empiricamente, efeitos de retorno elástico não contabilizados nos cálculos ou configuração de ferramenta inconsistente. Meça seus raios internos e ângulos de dobra reais e, em seguida, calcule os fatores K efetivos de peças reais para melhorar a precisão.
Com que frequência devo verificar os fatores K na produção?
Verifique os fatores K mensalmente para produção de alto volume ou após quaisquer alterações de ferramenta, alterações de lote de material ou manutenção de equipamento. Aplicações críticas podem exigir verificação diária por meio de amostragem estatística. Mantenha gráficos de controle para identificar tendências e evitar problemas de qualidade antes que ocorram.
Qual precisão de medição é necessária para a validação do fator K?
A validação do fator K requer incerteza de medição pelo menos 10 vezes melhor do que seus requisitos de tolerância final. Para peças com tolerâncias de dobra de ±0,1 mm, use instrumentos com precisão de ±0,01 mm ou melhor. As CMMs fornecem a maior precisão, enquanto os scanners ópticos oferecem um bom compromisso entre velocidade e precisão para ambientes de produção.
Como devo lidar com fatores K para ligas personalizadas ou materiais exóticos?
Ligas personalizadas exigem determinação empírica do fator K por meio de testes sistemáticos. Comece com valores para materiais de base semelhantes e, em seguida, conduza testes de dobra em sua faixa típica de espessura e raio. Documente as propriedades do material, incluindo resistência à tração, alongamento e características de endurecimento por trabalho para prever o comportamento do fator K e estabelecer janelas de processo.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece