Minimizando a Porosidade na Fundição Sob Pressão (HPDC): Estratégias de Design
A porosidade continua sendo um dos defeitos mais críticos que assolam as operações de fundição sob pressão, impactando diretamente as propriedades mecânicas, a qualidade do acabamento superficial e a confiabilidade do componente. Na Microns Hub, nossa extensa análise de mais de 10.000 componentes HPDC revela que modificações estratégicas no design podem reduzir os níveis de porosidade em até 85%, transformando fundidos problemáticos em componentes de engenharia de precisão que atendem às especificações mais exigentes.
Principais Conclusões
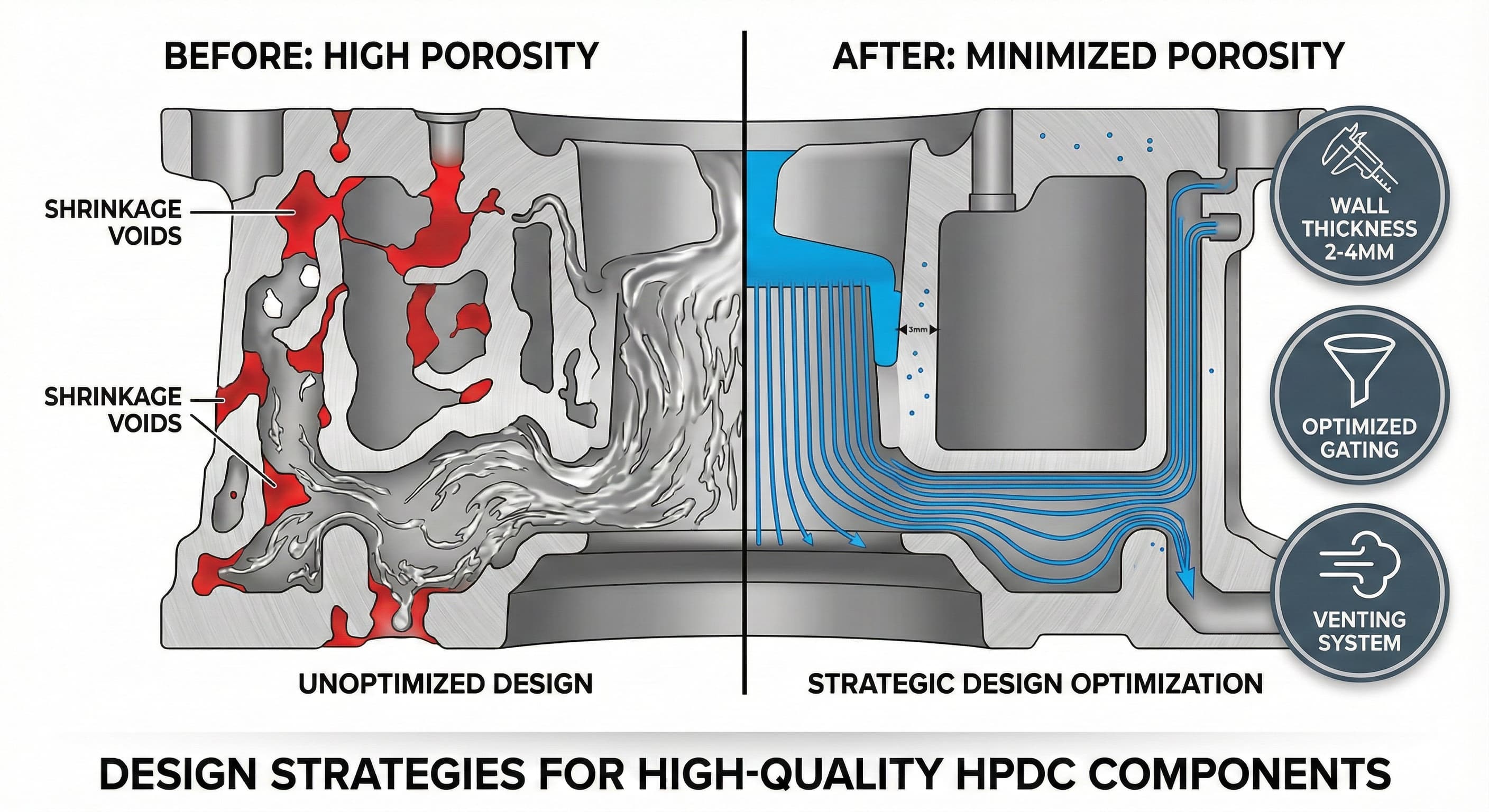
- A otimização da espessura da parede entre 2,0-4,0 mm reduz o aprisionamento de gás e melhora as características de preenchimento em ligas de alumínio
- O posicionamento estratégico do canal de alimentação e da entrada pode eliminar 70% dos defeitos relacionados à porosidade através do fluxo de metal controlado
- O design do sistema de ventilação com canais de 0,05-0,15 mm de profundidade evita o aprisionamento de ar durante o preenchimento da cavidade
- A seleção do material e os protocolos de desgaseificação se correlacionam diretamente com os níveis finais de porosidade, com a desgaseificação adequada reduzindo o teor de hidrogênio para abaixo de 0,15 ml/100g
Compreendendo os Mecanismos de Formação de Porosidade em HPDC
A porosidade na fundição sob pressão se manifesta através de três mecanismos principais: porosidade gasosa do ar aprisionado e gases liberados, porosidade de contração da contração da solidificação e porosidade induzida por turbulência do fluxo de metal caótico. Cada mecanismo requer estratégias de design distintas para minimizar seu impacto na qualidade final do componente.
A porosidade gasosa normalmente ocorre quando o ar fica preso durante o rápido preenchimento da cavidade, com velocidades de preenchimento frequentemente excedendo 40-60 m/s em operações de HPDC. Este ar aprisionado, combinado com o gás hidrogênio liberado do alumínio fundido, cria vazios esféricos que variam de 0,1-2,0 mm de diâmetro. O padrão de distribuição da porosidade gasosa geralmente se correlaciona diretamente com o comportamento da frente de fluxo e as taxas de solidificação locais.
A porosidade de contração se desenvolve de forma diferente, formando redes de vazios irregulares e interconectadas em áreas onde a alimentação de metal líquido se torna restrita durante a solidificação. Este tipo normalmente se concentra em seções grossas, bolsas isoladas e regiões com má gestão térmica. A compreensão desses mecanismos permite intervenções de design direcionadas que abordam as causas raiz em vez dos sintomas.
Estratégias de Otimização da Espessura da Parede
O design ideal da espessura da parede representa a base da minimização da porosidade em componentes HPDC. Nossa análise de engenharia demonstra que manter uma espessura de parede uniforme entre 2,0-4,0 mm para ligas de alumínio fornece o equilíbrio ideal entre propriedades mecânicas, características de preenchimento e comportamento de solidificação.
Seções grossas que excedem 6,0 mm invariavelmente desenvolvem porosidade de contração devido a desafios de solidificação direcional e transmissão de pressão insuficiente das entradas. Por outro lado, seções mais finas que 1,5 mm correm o risco de preenchimento incompleto, juntas frias e solidificação prematura que prende gases. A transição entre diferentes espessuras de parede deve seguir um afunilamento gradual com taxas de espessura não superiores a 2:1 para evitar fluxo turbulento.
| Intervalo de Espessura da Parede (mm) | Nível de Risco de Porosidade | Aplicações Típicas | Considerações de Design |
|---|---|---|---|
| 1,0-1,5 | Alto (problemas de preenchimento) | Nervuras finas, elementos decorativos | Requerem sistema de injeção otimizado |
| 2,0-3,0 | Baixo | Paredes de alojamento, suportes | Ideal para a maioria das aplicações |
| 3,5-4,0 | Moderado | Seções de suporte de carga | Necessitam de resfriamento aprimorado |
| 5,0+ | Muito Alto | Ressaltos, pontos de montagem | Requerem técnicas especiais |
Ressaltos grossos e pontos de montagem exigem atenção especial, com estratégias de núcleo e redução progressiva da espessura provando ser mais eficazes. Canais de resfriamento internos posicionados a 8,0-12,0 mm das superfícies da seção grossa podem melhorar drasticamente a solidificação direcional, reduzindo os tempos de ciclo. Esta abordagem provou ser particularmente eficaz em caixas de transmissão automotivas, onde alcançamos níveis de porosidade abaixo de 2% em seções de até 8,0 mm de espessura.
Design Avançado de Sistema de Canais de Alimentação e Entradas
O posicionamento e a geometria da entrada exercem uma profunda influência nas características do fluxo de metal e na subsequente formação de porosidade. O design ideal da entrada garante um fluxo suave e laminar, ao mesmo tempo em que fornece transmissão de pressão adequada durante todo o processo de solidificação. Nossa análise de dinâmica de fluidos computacional revela que a velocidade da entrada deve ser mantida entre 30-45 m/s para ligas de alumínio para equilibrar a velocidade de preenchimento com a minimização da turbulência.
As entradas em leque demonstram desempenho superior para fundidos grandes e planos, distribuindo o fluxo por frentes mais amplas, reduzindo os efeitos de jato que arrastam o ar. A espessura da entrada deve ser 60-80% da espessura da parede do fundido adjacente, com a largura se expandindo gradualmente a partir da conexão do canal de alimentação. Esta geometria promove uma distribuição uniforme do fluxo, mantendo uma área de seção transversal suficiente para a transmissão de pressão.
Os cálculos da área da seção transversal do canal de alimentação seguem o princípio de manter a velocidade de fluxo constante em todo o sistema. A relação entre a área do canal de alimentação e a entrada deve permanecer entre 1,5:1 e 2:1, garantindo capacidade de fluxo adequada sem quedas de pressão excessivas. Seções transversais trapezoidais do canal de alimentação com relações base-topo de 2:1 facilitam o preenchimento completo, permitindo uma fácil ejeção.
Configurações de múltiplas entradas exigem um balanceamento cuidadoso para evitar interferência de fluxo e juntas frias. O tempo de entrada se torna crítico, com o preenchimento simultâneo preferido em relação ao sequencial para minimizar os diferenciais de temperatura. Nossa experiência com componentes automotivos complexos demonstra que sistemas multi-entrada devidamente balanceados podem reduzir a porosidade em 40-60% em comparação com alternativas de entrada única.
Implementação Sistemática do Sistema de Ventilação
Sistemas de ventilação eficazes fornecem caminhos de escape controlados para o ar deslocado e gases liberados, evitando seu aprisionamento dentro do fundido em solidificação. O design da ventilação requer controle dimensional preciso, com profundidades de canal entre 0,05-0,15 mm fornecendo evacuação de gás ideal sem permitir a penetração de metal.
A colocação da ventilação segue o princípio de posicionar as saídas nos últimos pontos a serem preenchidos, normalmente opostos às entradas primárias e em áreas onde as frentes de fluxo convergem. As ventilações da linha de partição provam ser mais eficazes, utilizando a separação natural do molde para criar caminhos de escape de gás. Essas ventilações devem se estender por 6,0-10,0 mm na superfície do molde antes de se expandir em câmaras de coleta maiores.
| Tipo de Ventilação | Profundidade (mm) | Largura (mm) | Aplicação | Eficácia |
|---|---|---|---|---|
| Linha de Separação | 0,05-0,10 | 3,0-6,0 | Ventilação primária | Excelente |
| Pino Ejetor | 0,02-0,05 | Circunferencial | Bolsos profundos | Boa |
| Limite de Inserção | 0,03-0,08 | 2,0-4,0 | Geometrias complexas | Muito Boa |
| Ventilações de Macho | 0,08-0,15 | 1,0-2,0 | Cavidades internas | Boa |
Sistemas de ventilação assistida por vácuo representam uma abordagem avançada para aplicações críticas, mantendo as pressões da cavidade abaixo de 50 mbar durante o preenchimento. Esta técnica se mostra particularmente valiosa para componentes aeroespaciais e de dispositivos médicos, onde os níveis de porosidade devem permanecer abaixo de 1%. A integração de sistemas de vácuo requer um design de vedação cuidadoso e controle de tempo preciso para maximizar a eficácia.
Para resultados de alta precisão, receba um orçamento detalhado em 24 horas da Microns Hub.
Seleção de Material e Protocolos de Tratamento de Fusão
A seleção da liga de alumínio impacta significativamente a suscetibilidade à porosidade, com a composição e o histórico de tratamento afetando a solubilidade do gás e as características de solidificação. A356-T6 e A380 representam as ligas HPDC mais comuns, cada uma apresentando desafios únicos de porosidade e requisitos de mitigação.
A liga A380 demonstra excelente fluidez e características de preenchimento de matriz, mas exibe maior solubilidade de hidrogênio, exigindo protocolos de desgaseificação agressivos. O teor de hidrogênio deve ser mantido abaixo de 0,15 ml/100g de alumínio através da desgaseificação rotativa com argônio ou nitrogênio. O processo de desgaseificação normalmente requer 8-12 minutos a 700-720°C com taxas de fluxo de gás de 2-4 l/min por 100 kg de metal.
O refino de grão através de adições de titânio-boro (0,02-0,05% Ti) cria locais de nucleação que promovem estruturas de grão finas e equiaxiais. Esta modificação microestrutural reduz a formação de porosidade de contração, melhorando as propriedades mecânicas. A adição de refinador de grão deve ocorrer durante a preparação da fusão, permitindo 10-15 minutos para dissolução e distribuição completas.
Operações secundárias como o tratamento térmico T6 podem curar parcialmente a micro-porosidade através de processos de difusão de estado sólido. No entanto, esta abordagem permanece limitada a poros menores que 0,05 mm de diâmetro e não pode abordar vazios maiores de gás ou contração. A prevenção através de um design adequado permanece muito mais eficaz do que a remediação pós-fundição.
Otimização de Parâmetros de Processo
Os parâmetros da máquina de fundição sob pressão influenciam diretamente a formação de porosidade através do controle da dinâmica de preenchimento, aplicação de pressão e taxas de solidificação. Os perfis de velocidade de injeção exigem otimização cuidadosa, empregando tipicamente velocidades de tiro lento de 0,2-0,5 m/s para o preenchimento inicial da cavidade, seguido de aceleração de tiro rápido para 2,0-4,0 m/s uma vez que o sistema de canal de alimentação se enche completamente.
O tempo de aplicação da pressão de intensificação se mostra crítico para a prevenção da porosidade de contração. A pressão deve aumentar para 300-800 bar dentro de 0,1-0,3 segundos após a conclusão do preenchimento da cavidade, mantendo esta pressão durante toda a solidificação. A eficiência da transmissão de pressão depende fortemente das características de congelamento da entrada, com entradas projetadas para permanecer líquidas 2-5 segundos mais do que as seções de fundição adjacentes.
| Parâmetro | Intervalo Ideal | Impacto na Porosidade | Método de Monitoramento |
|---|---|---|---|
| Velocidade Lenta de Injeção | 0,2-0,5 m/s | Reduz o aprisionamento de ar | Codificador linear |
| Velocidade Rápida de Injeção | 2,0-4,0 m/s | Preenchimento completo | Sensores de velocidade |
| Pressão de Intensificação | 300-800 bar | Previne a contração | Transdutores de pressão |
| Temperatura do Molde | 180-250°C | Controla a solidificação | Pirômetros |
O gerenciamento da temperatura da matriz influencia tanto o comportamento de preenchimento quanto os padrões de solidificação. As temperaturas ideais da matriz variam de 180-250°C para ligas de alumínio, com temperaturas mais altas melhorando as características de fluxo, aumentando potencialmente o risco de porosidade gasosa. O aquecimento diferencial da matriz, com temperaturas mais altas em áreas difíceis de preencher e temperaturas mais baixas em seções grossas, otimiza tanto o comportamento de preenchimento quanto o de solidificação.
Simulação Avançada e Validação de Design
A simulação de dinâmica de fluidos computacional permite a previsão e prevenção de áreas propensas à porosidade antes do início da construção da matriz. O software de simulação moderno modela com precisão o aprisionamento de gás, a previsão de contração e os campos térmicos durante todo o processo de fundição. Essas ferramentas identificam problemas potenciais durante as fases de design, quando as modificações permanecem econômicas.
A simulação de fluxo revela zonas de turbulência onde ocorre o aprisionamento de ar, permitindo o reposicionamento da entrada ou modificações na geometria para promover o fluxo laminar. A análise do campo de velocidade identifica áreas que excedem as velocidades de fluxo recomendadas, enquanto os mapas de distribuição de pressão destacam regiões com transmissão de pressão de intensificação insuficiente.
A análise térmica prevê sequências de solidificação, identificando pontos quentes isolados propensos à formação de porosidade de contração. Esta informação orienta o design do sistema de resfriamento, com a colocação estratégica do canal de resfriamento garantindo a solidificação direcional em direção às áreas de alimentação. A integração de serviços de fabricação de chapas metálicas para componentes do sistema de resfriamento permite a prototipagem rápida e a otimização de soluções de gerenciamento térmico.
Os algoritmos de previsão de porosidade combinam resultados de fluxo e térmicos para prever locais e tamanhos de formação de vazios. A validação em relação aos dados de produção reais demonstra 85-92% de precisão para a previsão da localização da porosidade, permitindo modificações proativas no design que previnem defeitos em vez de detectá-los pós-produção.
Metodologias de Controle de Qualidade e Inspeção
A avaliação eficaz da porosidade requer múltiplas técnicas de inspeção, cada uma fornecendo insights únicos sobre as características do vazio e os padrões de distribuição. A radiografia por raios X permanece o padrão ouro para a detecção de porosidade interna, oferecendo capacidades de resolução até 0,1 mm de diâmetro do vazio com a otimização adequada da técnica.
A tomografia computadorizada industrial fornece visualização tridimensional do vazio, permitindo medições precisas de volume e análise de conectividade. Esta técnica se mostra particularmente valiosa para geometrias complexas onde a radiografia convencional sofre de sobreposição de recursos. A digitalização CT revela a interconectividade dos poros, crucial para entender o potencial de caminho de vazamento em componentes contendo pressão.
As medições de densidade através da pesagem hidrostática oferecem uma avaliação rápida da porosidade para o controle da produção. Esta técnica determina a porcentagem geral de porosidade, mas não pode fornecer informações de distribuição espacial. As medições de densidade se correlacionam bem com as propriedades mecânicas, tornando-as adequadas para decisões de qualidade de aprovação/reprovação.
Ao trabalhar com nossos serviços de fabricação, a Microns Hub implementa protocolos de qualidade abrangentes que excedem os padrões da indústria. Nossas capacidades de inspeção incluem sistemas de raios X de alta resolução, máquinas de medição de coordenadas dimensionais e equipamentos de análise metalográfica que garantem que cada componente atenda aos requisitos de porosidade especificados.
Análise de Custo-Benefício da Prevenção da Porosidade
Investir em estratégias de prevenção da porosidade durante as fases de design oferece retornos substanciais através da redução de taxas de sucata, melhoria das propriedades mecânicas e aumento da confiabilidade do componente. Nossa análise dos direcionadores de custo mostra que a implementação adequada do design adiciona 3-8% aos custos iniciais de ferramentas, reduzindo os custos de produção contínuos em 15-25% através de taxas de rendimento aprimoradas.
Os custos de otimização de design envolvem principalmente tempo de simulação estendido, análise de engenharia adicional e construção de matriz potencialmente mais complexa. No entanto, esses investimentos iniciais empalidecem em comparação com as perdas de produção de defeitos relacionados à porosidade. As taxas de sucata normalmente diminuem de 8-15% para 2-5% com estratégias abrangentes de prevenção da porosidade.
As melhorias nas propriedades mecânicas permitem oportunidades de otimização de material, potencialmente permitindo reduções de grau que compensam o aumento dos custos de processamento. Componentes com porosidade mínima demonstram uma vida útil de fadiga 20-35% maior em comparação com alternativas porosas, reduzindo os custos de garantia e melhorando a satisfação do cliente. A correlação entre otimização de design e redução de custos se aplica igualmente às operações de fundição sob pressão.
Os benefícios a longo prazo incluem melhoria da vida útil da matriz através da redução do estresse do processo e do ciclo de temperatura, melhoria da qualidade do acabamento superficial reduzindo as operações secundárias e possibilidades de aplicação expandidas para componentes críticos. Esses fatores se combinam para criar casos de negócios convincentes para programas abrangentes de prevenção da porosidade.
Ao fazer o pedido da Microns Hub, você se beneficia de relacionamentos diretos com fabricantes que garantem controle de qualidade superior e preços competitivos em comparação com plataformas de mercado. Nossa experiência técnica e abordagem de serviço personalizado significam que cada projeto recebe a atenção aos detalhes que merece, com engenheiros dedicados que entendem as nuances da prevenção da porosidade em aplicações de fundição sob pressão.
Diretrizes de Implementação e Melhores Práticas
A minimização bem-sucedida da porosidade requer implementação sistemática nas fases de design, ferramentas e produção. Comece com uma revisão abrangente do design, focando na uniformidade da espessura da parede, otimização da entrada e integração do sistema de ventilação. Cada elemento de design deve ser avaliado por sua contribuição para a redução geral do risco de porosidade.
A fabricação de ferramentas deve manter tolerâncias apertadas em recursos críticos, particularmente dimensões de ventilação e geometrias de entrada. As profundidades de ventilação exigem verificação através de medição de precisão, pois variações de ±0,02 mm impactam significativamente a eficácia. O acabamento superficial da entrada deve atingir valores Ra abaixo de 0,8 μm para promover características de fluxo laminar.
O desenvolvimento de parâmetros de processo segue protocolos de otimização sistemáticos, começando com configurações conservadoras e gradualmente avançando em direção a janelas de desempenho ideais. Documente todas as alterações de parâmetros e seus efeitos nos níveis de porosidade, construindo conhecimento abrangente do processo para aplicações futuras.
O treinamento do operador garante a implementação consistente de parâmetros otimizados e o reconhecimento de desvios de processo que impactam a formação de porosidade. Padrões visuais mostrando níveis de porosidade aceitáveis versus rejeitáveis ajudam a manter decisões de qualidade consistentes durante as execuções de produção.
Perguntas Frequentes
Qual é o nível máximo de porosidade aceitável para componentes estruturais fundidos sob pressão?
Os níveis de porosidade aceitáveis variam de acordo com a aplicação, mas os componentes estruturais normalmente exigem porosidade abaixo de 3-5% por volume para aplicações gerais e abaixo de 1-2% para peças críticas de suporte de carga. Aplicações aeroespaciais e médicas podem exigir níveis de porosidade abaixo de 0,5% com restrições específicas de tamanho e distribuição.
Como a espessura da parede afeta a formação de porosidade em fundidos de alumínio sob pressão?
A espessura da parede impacta diretamente a formação de porosidade gasosa e de contração. Seções mais finas que 2,0 mm correm o risco de aprisionamento de gás devido à rápida solidificação, enquanto seções mais grossas que 4,0 mm desenvolvem porosidade de contração devido à má transmissão de pressão. As faixas de espessura ideais variam entre 2,0-3,5 mm para a maioria das aplicações de liga de alumínio.
Os tratamentos pós-fundição podem eliminar a porosidade em componentes HPDC?
Tratamentos pós-fundição como o tratamento térmico podem curar parcialmente a micro-porosidade menor que 0,05 mm de diâmetro através de processos de difusão de estado sólido. No entanto, vazios maiores de gás ou contração não podem ser eliminados através do pós-processamento. A prevenção através de um design adequado e controle de processo permanece muito mais eficaz do que as tentativas de remediação.
Que papel a temperatura da matriz desempenha na prevenção da porosidade?
A temperatura da matriz afeta tanto o comportamento de preenchimento quanto as características de solidificação. Temperaturas entre 180-250°C para ligas de alumínio otimizam o fluxo enquanto controlam a evolução do gás. Temperaturas mais altas melhoram o preenchimento de seções finas, mas podem aumentar o risco de porosidade gasosa, enquanto temperaturas mais baixas podem causar solidificação prematura e aprisionamento de ar.
Quão eficazes são os sistemas de fundição sob pressão assistida por vácuo para a redução da porosidade?
Sistemas assistidos por vácuo que mantêm as pressões da cavidade abaixo de 50 mbar podem reduzir a porosidade gasosa em 60-80% em comparação com HPDC convencional. Esses sistemas provam ser particularmente eficazes para aplicações críticas que exigem níveis de porosidade abaixo de 1%, embora adicionem complexidade e custo ao processo de fundição sob pressão.
Quais métodos de inspeção fornecem a avaliação de porosidade mais precisa?
A tomografia computadorizada industrial oferece a análise de porosidade mais abrangente, fornecendo visualização 3D, medições precisas de volume e mapeamento de conectividade. A radiografia por raios X permanece econômica para inspeção de rotina com capacidade de resolução de 0,1 mm, enquanto as medições de densidade oferecem controle de produção rápido para avaliação geral da porosidade.
Como diferentes ligas de alumínio se comparam em relação à suscetibilidade à porosidade?
A liga A380 demonstra excelente fluidez, mas maior solubilidade de hidrogênio exigindo desgaseificação agressiva, enquanto A356 oferece melhores propriedades mecânicas com risco moderado de porosidade. ADC12 mostra boa capacidade de fundição com sensibilidade intermediária ao gás, e A413 fornece excelente resistência à corrosão, mas requer gerenciamento térmico cuidadoso para evitar porosidade de contração.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece