Impregnação a Vácuo: Selando Caminhos de Vazamento em Fundidos Hidráulicos
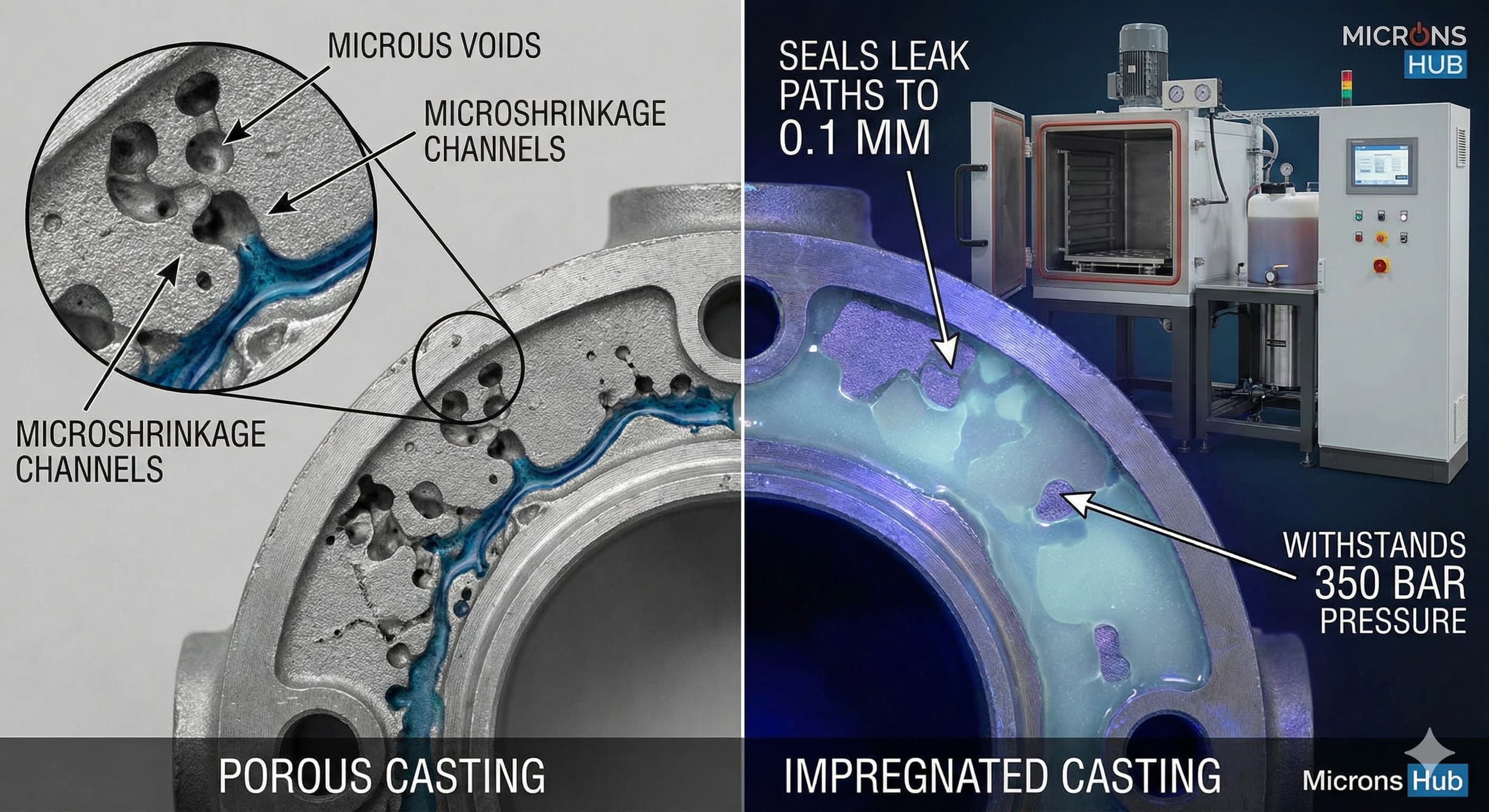
A porosidade em fundidos hidráulicos representa um dos modos de falha mais críticos em aplicações de alta pressão. Quando a microrretração interconectada cria caminhos de vazamento através das paredes da fundição, o resultado é uma falha catastrófica do sistema, contaminação ambiental e custos significativos de tempo de inatividade. A impregnação a vácuo emergiu como a solução definitiva para selar esses defeitos microscópicos, transformando componentes potencialmente descartados em conjuntos estanques à pressão, capazes de suportar pressões de operação superiores a 350 bar.
Esta análise técnica abrangente examina o processo de impregnação a vácuo de perspectivas metalúrgicas e práticas, fornecendo aos engenheiros de manufatura o conhecimento detalhado necessário para implementar protocolos de vedação de vazamentos bem-sucedidos.
Principais Conclusões
- A impregnação a vácuo pode selar a porosidade até 0,1 mm de diâmetro, atingindo taxas de vazamento abaixo de 10⁻⁶ mbar·l/s, conforme especificado na ISO 3530
- A preparação adequada da superfície e a remoção da contaminação são críticas — mesmo 0,05 mm de fluidos de usinagem podem impedir a penetração completa da resina
- As resinas anaeróbicas modernas curam dentro de poros interconectados, permanecendo líquidas em áreas expostas ao ar, permitindo a vedação seletiva
- A análise de custo mostra que a impregnação a vácuo recupera 85-95% dos fundidos hidráulicos rejeitados, a 15-25% do custo de substituição
Entendendo a Formação de Porosidade em Fundidos Hidráulicos
Os fundidos hidráulicos sofrem formação de porosidade através de múltiplos mecanismos durante o processo de solidificação. O principal contribuinte é a microrretração, que ocorre quando a solidificação do metal cria contração volumétrica sem alimentação adequada de massalotes ou canais de alimentação. Este fenômeno é particularmente pronunciado em ligas de alumínio como A356-T6 e A380, onde a retração de solidificação se aproxima de 6,5% em volume.
A porosidade do gás apresenta o segundo maior desafio, formado quando o hidrogênio dissolvido precipita durante o resfriamento. A solubilidade do hidrogênio no alumínio cai drasticamente de 0,69 cm³/100g no estado líquido para apenas 0,036 cm³/100g na forma sólida. Esta supersaturação cria poros esféricos que variam de 0,1 mm a vários milímetros de diâmetro.
A distinção crítica para aplicações hidráulicas reside na interconectividade da porosidade. Poros isolados representam risco mínimo, mas redes interconectadas criam caminhos contínuos de vazamento através das paredes da fundição. Esses canais microscópicos, muitas vezes invisíveis à inspeção visual padrão, permitem a migração de fluido hidráulico sob pressão, levando a vazamentos externos e contaminação do sistema.
| Tipo de Porosidade | Faixa de Tamanho Típica | Mecanismo de Formação | Nível de Risco Hidráulico |
|---|---|---|---|
| Microporosidade | 0,05-0,5 mm | Contração de solidificação | Alto - interconectado |
| Porosidade de gás (H₂) | 0,1-2,0 mm | Precipitação de hidrogênio | Médio - tipicamente isolado |
| Inclusões de óxido | 0,02-0,2 mm | Aprisionamento de oxidação superficial | Alto - cria pontos de iniciação de vazamento |
| Juntas frias | 0,1-1,0 mm de largura | Fusão incompleta do metal | Muito Alto - caminhos de vazamento lineares |
Os processos modernos de fundição sob pressão reduziram significativamente a ocorrência de porosidade, particularmente com a fundição sob pressão de zinco oferecendo características de densidade superiores em comparação com alternativas de alumínio. No entanto, geometrias complexas e seções espessas em componentes hidráulicos ainda apresentam desafios de solidificação que exigem tratamento pós-fundição.
Fundamentos do Processo de Impregnação a Vácuo
A impregnação a vácuo opera com o princípio da pressão diferencial para forçar resinas de baixa viscosidade para dentro da porosidade microscópica. O processo começa colocando os fundidos limpos em uma câmara de vácuo, normalmente atingindo pressões abaixo de 1 mbar (100 Pa). Esta extração a vácuo remove o ar dos poros interconectados, criando a força motriz para a subsequente penetração da resina.
A seleção da resina é fundamental para aplicações hidráulicas. As resinas anaeróbicas modernas, especificamente formulações à base de metacrilato, curam apenas na ausência de oxigênio, permanecendo líquidas em áreas expostas ao ar. Esta cura seletiva garante a vedação completa dos poros sem contaminação da superfície que possa interferir em operações subsequentes de usinagem ou revestimento.
Parâmetros Críticos do Processo
O nível de vácuo representa o parâmetro de controle primário, afetando diretamente a profundidade e a integridade da penetração. Resultados ótimos exigem pressões absolutas abaixo de 1 mbar, mantidas por tempo suficiente para obter a evacuação completa do ar. O tempo de evacuação depende da geometria da peça e do volume de porosidade, variando normalmente de 15 a 45 minutos para fundidos hidráulicos.
O controle de temperatura durante a impregnação afeta tanto a viscosidade da resina quanto as características de penetração. A maioria das resinas anaeróbicas atinge propriedades de fluxo ideais a 60-80°C, reduzindo a viscosidade em aproximadamente 40% em comparação com a operação em temperatura ambiente. No entanto, a temperatura excessiva acelera o início da cura, potencialmente bloqueando canais de poros estreitos antes da penetração completa.
O diferencial de pressão durante a introdução da resina normalmente utiliza a pressão atmosférica contra o vácuo mantido. Alguns sistemas avançados empregam pressão positiva de até 6 bar manométricos para aumentar a penetração em porosidade extremamente fina, embora isso exija controle cuidadoso para evitar a distorção da fundição em seções de paredes finas.
Seleção de Material e Compatibilidade
A seleção da química da resina deve considerar tanto a liga de fundição base quanto a compatibilidade pretendida com o fluido hidráulico. Para fundidos de alumínio, as resinas à base de metacrilato proporcionam excelente adesão e resistência química. Estas formulações normalmente atingem resistências à tração superiores a 25 MPa após a cura completa, com valores de dureza Shore D entre 75-85.
Os testes de compatibilidade com fluidos hidráulicos seguem os protocolos ASTM D471, avaliando o inchaço do volume e a retenção de propriedades após exposição prolongada. As resinas anaeróbicas modernas demonstram excelente compatibilidade com óleos hidráulicos à base de minerais, mostrando menos de 3% de mudança de volume após 1000 horas a 100°C. A compatibilidade com fluidos sintéticos varia significativamente com a química do fluido, exigindo validação específica para cada aplicação.
| Tipo de Resina | Tempo de Cura (25°C) | Faixa de Temperatura | Compatibilidade com Fluido Hidráulico | Custo por Litro |
|---|---|---|---|---|
| Metacrilato Anaeróbico | 2-4 horas | -55°C a +150°C | Excelente com óleos minerais | €125-180 |
| Poliuretano Modificado | 6-8 horas | -40°C a +120°C | Bom com a maioria dos fluidos | €95-140 |
| À base de Epóxi | 12-24 horas | -30°C a +130°C | Razoável - requer testes | €80-120 |
| Modificado com Silicone | 4-6 horas | -65°C a +180°C | Excelente flexibilidade | €160-220 |
A resina curada deve manter a integridade sob o ciclo de pressão hidráulica. Os protocolos de teste incluem o ciclo de pressão de 0 à pressão máxima de operação por um mínimo de 100.000 ciclos, com detecção de vazamento realizada em intervalos regulares. A impregnação bem-sucedida normalmente suporta pressões 1,5 vezes a pressão máxima de operação sem vazamento detectável.
Requisitos de Preparação da Superfície
A limpeza da superfície impacta diretamente a eficácia da impregnação, com até mesmo a contaminação microscópica impedindo a penetração completa da resina. Os fluidos de usinagem, particularmente os refrigerantes à base de água, criam a barreira mais significativa ao fluxo de resina. A remoção completa requer protocolos de limpeza em vários estágios, combinando desengraxamento com solvente e limpeza alcalina.
A sequência de limpeza recomendada começa com o desengraxamento a vapor usando tricloroetileno ou alternativas modernas de hidrocarbonetos, seguido de limpeza alcalina a 80-90°C por 10-15 minutos. O enxágue final com água deionizada evita depósitos minerais que poderiam bloquear a porosidade fina. A secagem completa a 120°C por um mínimo de 30 minutos garante a eliminação da umidade que poderia interferir nos mecanismos de cura anaeróbica.
Para resultados de alta precisão, envie seu projeto para um orçamento em 24 horas da Microns Hub.
Protocolos de Controle de Qualidade e Teste
A verificação do teste de vazamento segue os protocolos estabelecidos descritos na ISO 3530 para componentes hidráulicos. O método mais sensível emprega espectrometria de massa de hélio, capaz de detectar taxas de vazamento abaixo de 10⁻⁸ mbar·l/s. No entanto, os testes práticos de produção geralmente utilizam métodos de decaimento de pressão com sensibilidade de detecção de vazamento apropriada para os requisitos da aplicação.
O teste de vazamento pré-impregnação estabelece a gravidade da porosidade de linha de base, normalmente realizado a 1,5 vezes a pressão de operação com duração de medição de 15-30 minutos, dependendo do volume do componente. Os critérios de rejeição variam de acordo com a aplicação, mas os componentes hidráulicos geralmente exigem taxas de vazamento abaixo de 10⁻⁴ mbar·l/s para consideração de impregnação.
A verificação pós-impregnação deve levar em conta a progressão da cura da resina. Os testes iniciais imediatamente após o processamento podem mostrar taxas de vazamento artificialmente baixas devido à mobilidade da resina não curada. Os protocolos padrão exigem um tempo mínimo de cura de 24 horas antes do teste de vazamento final, com algumas especificações estendendo-se para 72 horas para aplicações críticas.
Monitoramento e Controle do Processo
O monitoramento do nível de vácuo durante todo o ciclo de evacuação fornece informações sobre o volume de porosidade e a interconectividade. O aumento rápido da pressão quando ocorre o isolamento do vácuo indica porosidade interna significativa, enquanto o aumento gradual sugere defeitos mínimos ou mal conectados. Esta informação orienta a otimização do tempo de evacuação e ajuda a prever a probabilidade de sucesso da impregnação.
O monitoramento da penetração da resina utiliza várias técnicas, dependendo da geometria e acessibilidade do componente. A adição de corante fluorescente permite a verificação visual sob iluminação UV, particularmente útil para passagens internas complexas. A medição do ganho de peso fornece uma avaliação quantitativa da absorção de resina, com valores típicos variando de 0,1-2,0% do peso do componente, dependendo da gravidade da porosidade.
| Severidade da Porosidade | Tempo de Evacuação a Vácuo | Ganho de Peso Esperado | Taxa de Sucesso | Aplicações Típicas |
|---|---|---|---|---|
| Leve (poros espalhados) | 15-20 minutos | 0,1-0,3% | 95-98% | Blocos hidráulicos padrão |
| Moderada (alguma interconexão) | 25-35 minutos | 0,4-0,8% | 90-95% | Corpos de válvula complexos |
| Grave (redes extensas) | 40-60 minutos | 0,9-2,0% | 80-90% | Carcaças de bombas de seção espessa |
| Crítica (através da parede) | 45-75 minutos | 1,5-3,0% | 70-85% | Cabeçotes de cilindro, manifolds |
Análise Econômica e Justificativa de Custo
A economia da impregnação a vácuo depende de vários fatores, incluindo o custo de substituição da fundição, a redução da taxa de sucata e os requisitos de rendimento do processamento. Para corpos de válvulas hidráulicas típicos com custos de fabricação entre €45-85, o processamento de impregnação adiciona aproximadamente €8-15 por componente, representando 15-25% do custo total de fabricação.
A discriminação de custos inclui o consumo de resina (normalmente €2-4 por componente), mão de obra de processamento, amortização de equipamentos e testes de verificação de qualidade. As operações em grande escala alcançam economias de escala através do processamento em lote, reduzindo os custos por componente para €5-8 para fundidos hidráulicos padrão.
Os cálculos de retorno sobre o investimento devem considerar a alternativa de rejeição e refabricação de componentes. Com taxas de rejeição típicas para fundidos hidráulicos complexos variando de 3-8% devido a vazamentos relacionados à porosidade, a impregnação pode recuperar 85-95% dos componentes que seriam descartados. Esta taxa de recuperação se traduz em economias de custo significativas, particularmente para geometrias complexas que exigem usinagem extensa.
Considerações de Integração de Processo
A otimização da sequência de fabricação requer uma integração cuidadosa da impregnação a vácuo nos fluxos de trabalho de produção existentes. O momento ideal coloca a impregnação após a usinagem bruta, mas antes das operações finais, permitindo a verificação da eficácia da vedação, minimizando os custos de retrabalho se o tratamento falhar.
A compatibilidade do tratamento térmico apresenta considerações importantes para fundidos de alumínio que exigem condições de têmpera T6. Os tratamentos de envelhecimento padrão a 155°C excedem os limites de temperatura da maioria das resinas anaeróbicas, exigindo a seleção de resina para capacidade de alta temperatura ou modificação da sequência do processo para realizar a impregnação após a conclusão do tratamento térmico.
Ao integrar a impregnação a vácuo com nossos serviços de fabricação, a coordenação cuidadosa garante resultados ideais, mantendo a eficiência da produção e a relação custo-benefício.
Aplicações Avançadas e Considerações Especiais
Aplicações hidráulicas de alta pressão superiores a 280 bar exigem protocolos de impregnação aprimorados e formulações de resina especializadas. Estas aplicações frequentemente utilizam múltiplos ciclos de impregnação com resinas de viscosidade progressivamente mais baixa para garantir a penetração completa de redes de porosidade extremamente finas.
Os componentes hidráulicos aeroespaciais que operam a pressões de até 350 bar exigem testes de qualificação adicionais, incluindo resistência à vibração, ciclo de temperatura e validação estendida do ciclo de pressão. Os protocolos de teste seguem padrões aeroespaciais, como AS9100, exigindo documentação abrangente e rastreabilidade durante todo o processo de impregnação.
As considerações ambientais influenciam cada vez mais a seleção de resina e os protocolos de processamento. As formulações anaeróbicas à base de água reduzem as emissões de compostos orgânicos voláteis, mantendo as características de desempenho adequadas para a maioria das aplicações hidráulicas. Estas opções ecologicamente corretas normalmente adicionam 10-15% aos custos de processamento, mas eliminam as despesas de recuperação e descarte de solventes.
Geometrias Especializadas e Componentes Complexos
Passagens internas e manifolds hidráulicos complexos apresentam desafios únicos para a eficácia da impregnação a vácuo. Estas geometrias frequentemente exigem tempos de evacuação prolongados e fixação especializada para garantir a remoção completa do ar de passagens sem saída e redes de canais complexas.
Seções de paredes finas exigem controle cuidadoso da pressão durante a impregnação para evitar distorção. Componentes com espessuras de parede abaixo de 3 mm normalmente limitam a aplicação de pressão positiva a 2 bar manométricos no máximo, estendendo o tempo de processamento, mas evitando alterações dimensionais que possam afetar as relações de ajuste críticas.
Ao fazer o pedido da Microns Hub, você se beneficia de relacionamentos diretos com fabricantes que garantem controle de qualidade superior e preços competitivos em comparação com as plataformas de mercado. Nossa experiência técnica em processos de impregnação a vácuo significa que cada fundido hidráulico recebe a atenção aos detalhes necessária para uma operação confiável e estanque à pressão.
Solução de Problemas Comuns de Impregnação
A penetração incompleta representa o modo de falha de impregnação mais frequente, normalmente resultante de evacuação a vácuo insuficiente ou contaminação bloqueando o acesso aos poros. Os procedimentos de diagnóstico incluem o seccionamento de amostras de teste para verificar a profundidade de penetração da resina e a análise do padrão de distribuição.
A coloração da superfície ocorre ocasionalmente quando a resina sangra da porosidade subsuperficial durante a progressão da cura. Este problema normalmente indica porosidade interconectada que se estende às superfícies dos componentes, exigindo tempos de evacuação prolongados ou múltiplos ciclos de impregnação para vedação completa.
A inibição da cura pode resultar de contaminação da superfície ou materiais incompatíveis em contato com a resina não curada. Os compostos de silicone provam ser particularmente problemáticos, exigindo remoção completa antes do processamento. Os protocolos de teste incluem a verificação da cura em cupons de teste processados juntamente com os componentes de produção.
| Sintoma do Problema | Causa Provável | Método de Diagnóstico | Ação Corretiva |
|---|---|---|---|
| Vazamento pós-cura | Penetração incompleta | Análise de seccionamento | Tempo de evacuação estendido |
| Manchas na superfície | Porosidade subsuperficial | Teste de líquido penetrante | Múltiplos ciclos de impregnação |
| Sem indicação de cura | Contaminação/inibição | Avaliação de cupom de teste | Protocolo de limpeza aprimorado |
| Resultados variáveis | Inconsistência do processo | Controle estatístico de processo | Padronização de parâmetros |
Desenvolvimentos Futuros e Tendências Tecnológicas
A química avançada de resinas continua evoluindo em direção a capacidades de temperatura mais altas e resistência química aprimorada. Novas formulações em desenvolvimento prometem faixas de temperatura de operação que se estendem até 200°C, mantendo as características de cura seletiva essenciais para uma impregnação eficaz.
A automação de processos incorpora cada vez mais sistemas de monitoramento em tempo real e controle adaptativo. Estes desenvolvimentos incluem monitoramento contínuo do nível de vácuo, controle automático do nível de resina e verificação integrada do teste de vazamento dentro de equipamentos de processamento de estação única.
A integração da manufatura aditiva apresenta oportunidades emergentes, pois os componentes hidráulicos impressos em 3D frequentemente exibem porosidade que requer tratamento de vedação. A combinação de serviços de moldagem por injeção com impregnação pós-processamento cria novas possibilidades para a produção de componentes hidráulicos complexos.
As aplicações de nanotecnologia exploram a incorporação de nanopartículas dentro de resinas de impregnação para melhorar as propriedades mecânicas e fornecer características de auto-cura sob condições de carregamento cíclico. Estas formulações avançadas permanecem em fases de desenvolvimento, mas mostram promessa para estender a vida útil dos componentes em aplicações hidráulicas exigentes.
Perguntas Frequentes
Quais níveis de pressão os fundidos hidráulicos impregnados a vácuo podem suportar?
Os fundidos hidráulicos devidamente impregnados normalmente suportam pressões de até 350 bar em serviço contínuo, com pressões de ruptura superiores a 525 bar. A capacidade de pressão real depende da integridade da fundição base, da integridade da penetração da resina e da geometria do componente. Os protocolos de teste verificam o desempenho a 1,5 vezes a pressão de operação para aceitação da qualificação.
Quanto tempo leva o processo de impregnação a vácuo para componentes hidráulicos?
A impregnação a vácuo completa normalmente requer 4-8 horas, incluindo as fases de evacuação, impregnação e cura inicial. O tempo de evacuação varia de 15 a 60 minutos, dependendo do tamanho do componente e da gravidade da porosidade. A cura da resina requer 2-4 horas adicionais antes do manuseio, com desenvolvimento total da propriedade alcançado em 24-48 horas à temperatura ambiente.
Os fundidos hidráulicos previamente usinados podem ser impregnados com sucesso?
Sim, os fundidos usinados podem ser impregnados de forma eficaz, desde que uma limpeza completa remova todos os fluidos de usinagem e contaminantes. O protocolo de limpeza deve incluir desengraxamento a vapor e lavagem alcalina para garantir a remoção completa da contaminação. As taxas de sucesso para componentes usinados se aproximam das de fundidos não usinados quando os procedimentos adequados de preparação da superfície são seguidos.
O que acontece se a impregnação a vácuo não conseguir selar todos os caminhos de vazamento?
A impregnação com falha pode frequentemente ser repetida após identificar e corrigir a causa raiz. As ações corretivas comuns incluem ciclos de limpeza estendidos, tempos de evacuação mais longos ou seleção de resina alternativa. Os componentes que mostram sucesso parcial podem exigir múltiplos ciclos de impregnação com resinas de viscosidade progressivamente mais baixa. Aproximadamente 85-95% das tentativas de impregnação alcançam resultados aceitáveis no primeiro processamento.
Como a cura da resina afeta as operações de usinagem subsequentes?
As resinas anaeróbicas curadas usinam de forma semelhante à liga de alumínio base, normalmente não exigindo ferramentas especiais ou ajustes de parâmetros. A dureza da resina (Shore D 75-85) é compatível com ferramentas de metal duro padrão usadas para usinagem de alumínio. A seleção do refrigerante deve evitar fluidos à base de água que possam amolecer a resina curada durante operações de usinagem prolongadas.
Quais certificações de qualidade se aplicam aos processos de impregnação a vácuo?
Os processos de impregnação a vácuo normalmente operam sob sistemas de gestão da qualidade ISO 9001, com aplicações aeroespaciais exigindo certificação AS9100. A validação do processo segue os padrões ASTM, incluindo D471 para compatibilidade química e padrões de teste de vazamento apropriados, como ISO 3530. Os requisitos de documentação incluem parâmetros do processo, rastreabilidade do lote de resina e registros de verificação do teste de vazamento.
Existem preocupações ambientais ou de segurança com as resinas de impregnação a vácuo?
As resinas anaeróbicas modernas apresentam impacto ambiental mínimo quando devidamente manuseadas e descartadas. As formulações à base de água eliminam as emissões de compostos orgânicos voláteis durante o processamento. As considerações de segurança incluem protocolos padrão de manuseio de produtos químicos, ventilação adequada durante o processamento e descarte adequado de materiais residuais de acordo com os regulamentos ambientais locais. A maioria das resinas anaeróbicas não são perigosas quando curadas.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece