Zinco vs. Fundição sob Pressão de Alumínio: Por que o Zinco Oferece Maior Vida Útil da Ferramenta
A vida útil da ferramenta de fundição sob pressão continua sendo um dos principais fatores de custo na produção de alto volume, mas muitos engenheiros ainda tomam decisões de seleção de materiais com base apenas nas propriedades dos componentes. A dura realidade é que as operações de fundição sob pressão de alumínio normalmente exigem manutenção da ferramenta a cada 50.000-80.000 disparos, enquanto as ferramentas de fundição sob pressão de zinco rotineiramente excedem 500.000 disparos antes dos principais intervalos de manutenção. Essa diferença fundamental na durabilidade das ferramentas pode determinar a lucratividade do projeto ao longo do ciclo de vida da produção.
Principais Conclusões
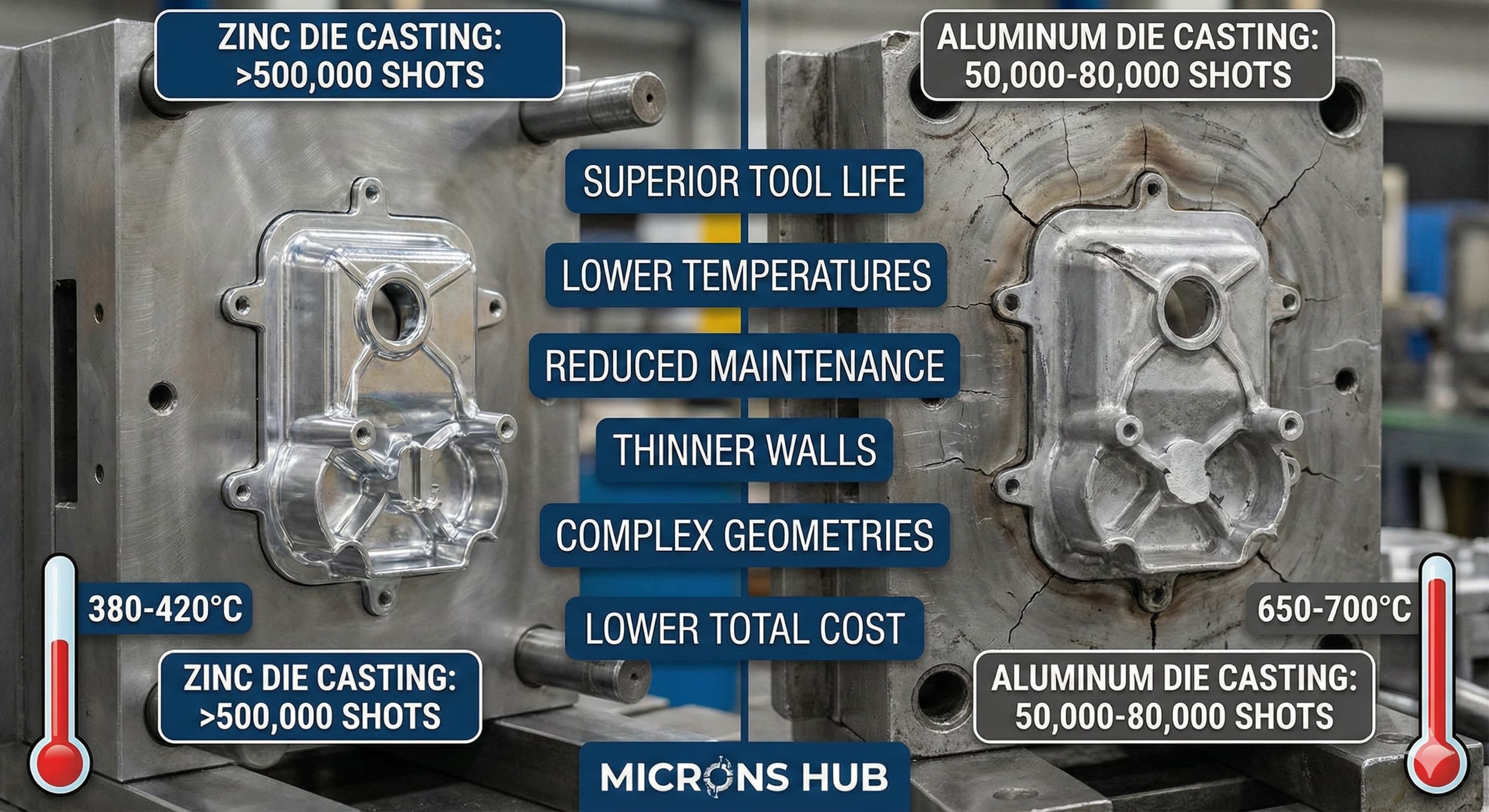
- As ferramentas de fundição sob pressão de zinco alcançam uma vida útil de 6 a 10 vezes maior em comparação com o alumínio, com intervalos de manutenção típicos superiores a 500.000 disparos versus os 50.000 a 80.000 disparos do alumínio
- Temperaturas de operação mais baixas (380-420°C para zinco vs 650-700°C para alumínio) reduzem significativamente o estresse térmico e a degradação da ferramenta
- As características de fluxo superiores do zinco permitem seções de parede mais finas e geometrias mais complexas, mantendo a precisão dimensional consistente
- O custo total de propriedade favorece o zinco para produção de alto volume, apesar dos maiores custos de matéria-prima, devido à manutenção reduzida das ferramentas e aos ciclos de produção mais longos
A Física por Trás das Diferenças na Vida Útil da Ferramenta
A razão fundamental pela qual o zinco supera o alumínio na longevidade da ferramenta reside no diferencial de temperatura de operação e nas propriedades de interação do material. As ligas de zinco derretem a aproximadamente 380-420°C, enquanto as ligas de alumínio requerem 650-700°C para operações adequadas de fundição sob pressão. Essa diferença de temperatura de 270-300°C cria ambientes de estresse térmico dramaticamente diferentes dentro da cavidade da matriz.
O aço ferramenta experimenta ciclos de expansão e contração térmica a cada disparo. Nas temperaturas de operação do alumínio, o aço ferramenta H13 (o padrão da indústria para matrizes de fundição sob pressão) opera mais próximo de seu limite de temperatura de têmpera. A exposição repetida a essas temperaturas elevadas causa o amolecimento gradual da superfície da ferramenta, levando ao desgaste prematuro, rachaduras e instabilidade dimensional.
A temperatura de processamento mais baixa do zinco mantém o aço ferramenta H13 bem dentro de sua faixa de dureza ideal durante todo o ciclo de produção. O choque térmico reduzido minimiza a formação de fissuras térmicas (as finas redes de fissuras que se desenvolvem nas superfícies da matriz) e estende significativamente o intervalo entre os ciclos de reforma.
Características de Fluxo do Material e Enchimento da Matriz
As ligas de zinco demonstram fluidez superior em comparação com o alumínio, preenchendo seções finas e geometrias complexas com notável consistência. Essa característica de fluxo aprimorada decorre da menor viscosidade do zinco no estado fundido e de sua capacidade de manter a uniformidade da temperatura durante todo o processo de enchimento.
O impacto prático desse fluxo aprimorado torna-se evidente nas capacidades de espessura da parede. As peças fundidas sob pressão de zinco rotineiramente atingem espessuras de parede de 0,5-0,8 mm na produção, enquanto o alumínio normalmente requer paredes mínimas de 1,5-2,0 mm para um enchimento confiável. Essa capacidade permite que os designers otimizem o peso do componente e o uso de material, mantendo a integridade estrutural - uma vantagem crucial onde o posicionamento estratégico de nervuras pode melhorar o desempenho estrutural em seções de paredes finas.
O padrão de fluxo uniforme também reduz a probabilidade de juntas frias, linhas de fluxo e outros defeitos relacionados ao enchimento que podem comprometer a qualidade do componente e a vida útil da ferramenta. Quando o alumínio experimenta um enchimento turbulento, as variações de pressão resultantes podem causar estresse mecânico nas superfícies da matriz, contribuindo para a degradação prematura da ferramenta.
Gerenciamento Térmico e Otimização do Tempo de Ciclo
O gerenciamento térmico eficaz se correlaciona diretamente com a eficiência da produção e a longevidade da ferramenta. A temperatura de processamento mais baixa do zinco permite estratégias de resfriamento mais agressivas sem arriscar a qualidade do componente. O sistema de resfriamento pode extrair calor mais rapidamente das peças fundidas de zinco, reduzindo os tempos de ciclo e mantendo a estabilidade dimensional.
As taxas de resfriamento típicas para fundição sob pressão de zinco variam de 15 a 25°C por segundo, em comparação com os 8 a 15°C por segundo do alumínio. Essa capacidade de resfriamento acelerado se traduz em vantagens de tempo de ciclo de 20 a 30% em muitas aplicações. Mais importante ainda, a carga térmica reduzida no sistema de matriz minimiza o empenamento e a fadiga térmica nas ferramentas.
O diferencial de temperatura também afeta os sistemas de lubrificação da matriz. A temperatura de operação moderada do zinco permite uma cobertura de lubrificação mais eficaz, pois os lubrificantes não sofrem degradação térmica rápida. As temperaturas mais altas do alumínio podem causar a quebra do lubrificante, levando ao aumento do atrito, emperramento e desgaste acelerado nos componentes móveis da matriz.
| Propriedade | Ligas de Zinco (ZA-8, ZA-12) | Ligas de Alumínio (A380, A383) |
|---|---|---|
| Temperatura de Processamento | 380-420°C | 650-700°C |
| Vida Útil Típica da Ferramenta (disparos) | 500.000-1.000.000 | 50.000-80.000 |
| Espessura Mínima da Parede | 0,5-0,8 mm | 1,5-2,0 mm |
| Taxa de Resfriamento | 15-25°C/seg | 8-15°C/seg |
| Estabilidade Dimensional | ±0,05-0,08 mm | ±0,08-0,13 mm |
| Acabamento Superficial (Ra) | 0,8-1,6 μm | 1,6-3,2 μm |
Análise Econômica: Custo Total de Propriedade
Embora o zinco normalmente custe 15-25% mais do que o alumínio por quilograma, a equação do custo total muda drasticamente ao considerar a vida útil da ferramenta, os intervalos de manutenção e a eficiência da produção. Uma análise de custo abrangente deve levar em conta os custos de matéria-prima, a amortização das ferramentas, as despesas de manutenção e o tempo de inatividade da produção.
Considere um cenário de produção de alto volume que exija 2 milhões de componentes anualmente. Uma operação de fundição sob pressão de alumínio pode exigir 25-40 ciclos de manutenção de ferramentas durante este ciclo de produção, enquanto uma operação de zinco normalmente exigiria apenas 2-4 intervenções de manutenção. Cada ciclo de manutenção envolve 2-4 dias de inatividade, custos de reforma de € 8.000-15.000 e possíveis problemas de qualidade durante a inicialização.
A vida útil prolongada da ferramenta de fundição sob pressão de zinco permite ciclos de produção ininterruptos mais longos, melhorando a eficácia geral do equipamento (OEE) e reduzindo os custos de fabricação por peça. Essa vantagem torna-se particularmente pronunciada em ambientes de produção automatizados, onde a consistência e a confiabilidade são fundamentais.
Para resultados de alta precisão, obtenha sua cotação personalizada entregue em 24 horas da Microns Hub.
Vantagens de Precisão Dimensional e Qualidade de Superfície
A estabilidade dimensional superior do zinco durante todo o ciclo de produção contribui significativamente para a qualidade consistente das peças e para a redução do desgaste da ferramenta. A menor taxa de contração do material (aproximadamente 0,6-0,8%) em comparação com o alumínio (1,0-1,3%) resulta em resultados dimensionais mais previsíveis e redução do estresse nos componentes da matriz.
Essa consistência dimensional se traduz em capacidades de tolerância mais rígidas. As peças fundidas sob pressão de zinco rotineiramente atingem tolerâncias de ±0,05-0,08 mm em dimensões críticas, enquanto o alumínio normalmente requer tolerâncias de ±0,08-0,13 mm para uma produção confiável. A precisão aprimorada reduz a necessidade de operações de usinagem secundárias e minimiza as interrupções de produção relacionadas à qualidade.
A qualidade do acabamento superficial também favorece o zinco, com valores Ra típicos de 0,8-1,6 μm alcançáveis diretamente da matriz. As superfícies de alumínio geralmente exigem operações de acabamento adicionais para obter uma qualidade de superfície comparável, adicionando custo e complexidade ao processo de fabricação. O acabamento superficial superior dos componentes de zinco geralmente elimina a necessidade de pós-processamento extensivo, particularmente benéfico para aplicações que exigem apelo estético ou interfaces de montagem precisas.
Seleção de Liga e Otimização de Propriedades
As ligas modernas de fundição sob pressão de zinco oferecem uma gama de propriedades mecânicas adequadas para aplicações exigentes. As ligas da série ZA (ZA-8, ZA-12, ZA-27) fornecem relações excepcionais de resistência/peso e resistência ao desgaste, desafiando a suposição tradicional de que o alumínio oferece propriedades mecânicas superiores.
ZA-12, por exemplo, atinge resistências à tração de 350-400 MPa com excelentes características de rolamento e desgaste. Este nível de desempenho atende ou excede muitas especificações de liga de alumínio, mantendo as vantagens de processamento que prolongam a vida útil da ferramenta. As propriedades autolubrificantes da liga reduzem ainda mais o desgaste nas superfícies da matriz durante o processo de ejeção.
| Liga | Resistência à Tração (MPa) | Resistência ao Escoamento (MPa) | Alongamento (%) | Dureza (HB) |
|---|---|---|---|---|
| ZA-8 | 280-320 | 200-240 | 2-6 | 100-115 |
| ZA-12 | 350-400 | 290-320 | 1-3 | 115-125 |
| A380 (Al) | 320-330 | 160-170 | 2.5-3.5 | 80-85 |
| A383 (Al) | 310-320 | 150-160 | 3-4 | 75-80 |
A seleção de ligas de zinco apropriadas depende dos requisitos de desempenho específicos e do ambiente operacional. Para aplicações que exigem vida útil máxima da ferramenta com boas propriedades mecânicas, ZA-8 oferece um equilíbrio ideal. Quando uma maior resistência é essencial, ZA-12 oferece excelente desempenho, mantendo as vantagens de vida útil da ferramenta inerentes à fundição sob pressão de zinco.
Considerações de Projeto da Ferramenta para Vida Útil Estendida
Otimizar o projeto da ferramenta para fundição sob pressão de zinco pode aprimorar ainda mais as características de vida útil da ferramenta já superiores. As temperaturas de operação mais baixas permitem o uso de geometrias de canal de resfriamento mais sofisticadas sem comprometer a resistência da ferramenta. Canais de resfriamento conformes, criados por meio de técnicas de fabricação aditiva, podem ser incorporados mais facilmente em ferramentas de zinco devido às tensões térmicas reduzidas.
O projeto do portão torna-se menos crítico com o zinco devido às suas características de fluxo superiores, mas o gating adequado ainda influencia a longevidade da ferramenta. A capacidade do zinco de preencher seções finas uniformemente permite tamanhos de portão menores, reduzindo o estresse mecânico nas áreas do portão durante as operações de quebra e aparagem. Essa consideração torna-se particularmente importante na produção automatizada, onde a quebra consistente do portão é essencial para a operação contínua.
O projeto do sistema de ejeção também se beneficia das propriedades do zinco. A lubricidade natural do material e a temperatura de processamento mais baixa reduzem a força necessária para a ejeção da peça, minimizando o desgaste nos pinos ejetores e reduzindo a probabilidade de quebra do pino ejetor - uma causa comum de tempo de inatividade da produção em operações de alumínio.
Integração com Sistemas de Fabricação Modernos
As vantagens de confiabilidade e consistência da fundição sob pressão de zinco se alinham bem com as abordagens de fabricação modernas, incluindo a produção enxuta e as implementações da Indústria 4.0. A vida útil prolongada da ferramenta e os requisitos de manutenção reduzidos suportam as estratégias de produção just-in-time, minimizando o tempo de inatividade não planejado e garantindo cronogramas de produção previsíveis.
Ao integrar a fundição sob pressão com outros processos de fabricação, como serviços de fabricação de chapas metálicas ou operações de usinagem secundárias, a consistência dimensional do zinco oferece vantagens no processamento downstream. O acabamento superficial superior e a precisão dimensional reduzem o tempo de configuração e o desgaste das ferramentas em operações secundárias, contribuindo para a eficiência geral do sistema.
Os sistemas de controle de qualidade se beneficiam da estabilidade do processo do zinco. As implementações de controle estatístico de processo (CEP) mostram limites de controle mais rígidos e menos variações de causa especial nas operações de fundição sob pressão de zinco. Essa estabilidade reduz a frequência de ajustes de processo e interrupções de produção relacionadas à qualidade, aprimorando ainda mais as vantagens de custo total.
Os fabricantes modernos que escolhem a Microns Hub se beneficiam de relacionamentos diretos com instalações especializadas de fundição sob pressão que garantem controle de qualidade superior e preços competitivos em comparação com as plataformas de mercado. Nossa experiência técnica em seleção de materiais e otimização de processos significa que cada projeto recebe a atenção focada necessária para alcançar a vida útil ideal da ferramenta e a eficiência da produção.
Considerações Ambientais e de Sustentabilidade
A vida útil prolongada da ferramenta de fundição sob pressão de zinco contribui positivamente para a sustentabilidade ambiental por meio de vários caminhos. A frequência reduzida de manutenção da ferramenta significa menos peças de reposição, menor consumo de energia para a reforma da ferramenta e diminuição da geração de resíduos de componentes de ferramentas desgastados.
A temperatura de processamento mais baixa do zinco se traduz diretamente em menor consumo de energia por peça produzida. Na produção de alto volume, essa vantagem de energia pode representar economias de custos significativas e redução da pegada de carbono. A melhoria da eficiência da utilização de materiais, possibilitada por seções de parede mais finas e melhores características de fluxo, aprimora ainda mais o perfil ambiental.
A reciclabilidade das ligas de zinco e dos aços ferramenta suporta os princípios da economia circular. A sucata de fundição sob pressão de zinco mantém alto valor e pode ser facilmente reciclada em novas ligas. A vida útil prolongada da ferramenta significa que o conteúdo de energia e material incorporado da ferramenta é amortizado em muitos mais ciclos de produção, melhorando a eficiência geral dos recursos do processo de fabricação.
Os fabricantes podem aproveitar essas vantagens de sustentabilidade para atingir as metas ambientais corporativas, alcançando um desempenho econômico superior. A combinação de consumo de energia reduzido, vida útil prolongada da ferramenta e melhoria da eficiência do material cria um caso convincente para a fundição sob pressão de zinco em aplicações onde o impacto ambiental é uma consideração.
Para fabricantes que buscam soluções de fabricação abrangentes, nossos serviços de fabricação abrangem toda a gama de processos necessários para otimizar a eficiência da produção e a longevidade da ferramenta em diversos requisitos de aplicação.
Perguntas Frequentes
Qual é a diferença de custo real entre a fundição sob pressão de zinco e alumínio ao considerar a vida útil da ferramenta?
Embora os custos de material de zinco sejam normalmente 15-25% mais altos do que o alumínio, o custo total de propriedade geralmente favorece o zinco em aplicações de alto volume. As ferramentas de zinco que duram 500.000-1.000.000 de disparos versus os 50.000-80.000 disparos do alumínio significam custos de manutenção de ferramentas significativamente mais baixos, tempo de inatividade reduzido e melhoria da eficiência da produção. Na maioria dos cenários de produção que excedem 100.000 peças anualmente, a vida útil superior da ferramenta de zinco mais do que compensa o maior custo do material.
A fundição sob pressão de zinco pode atingir as mesmas propriedades de resistência das ligas de alumínio?
As ligas de zinco modernas, como ZA-12, atingem resistências à tração de 350-400 MPa, o que atende ou excede muitas ligas de fundição sob pressão de alumínio. Embora o alumínio ofereça vantagens em resistência específica (relação resistência/peso), o zinco oferece propriedades de rolamento, resistência ao desgaste e estabilidade dimensional superiores. A escolha depende dos requisitos específicos da aplicação, mas o zinco não deve ser descartado automaticamente com base em suposições de resistência desatualizadas.
Como as capacidades mínimas de espessura de parede se comparam entre os materiais?
A fundição sob pressão de zinco rotineiramente atinge espessuras de parede de 0,5-0,8 mm em aplicações de produção, enquanto o alumínio normalmente requer paredes mínimas de 1,5-2,0 mm para um enchimento confiável. Essa capacidade decorre das características de fluxo superiores do zinco e da menor viscosidade no estado fundido. A capacidade de parede mais fina permite economias significativas de material e melhoria da flexibilidade de design em muitas aplicações.
Quais fatores determinam se o zinco ou o alumínio é mais adequado para uma aplicação específica?
Os principais fatores incluem o volume de produção (as vantagens do zinco aumentam com o volume), os requisitos de tolerância dimensional (o zinco oferece tolerâncias mais rígidas), as necessidades de relação resistência/peso (vantagem do alumínio), os requisitos de acabamento superficial (vantagem do zinco) e as expectativas de vida útil da ferramenta. As aplicações que exigem alta precisão, qualidade consistente e longos ciclos de produção normalmente favorecem o zinco, enquanto as aplicações com peso crítico podem favorecer o alumínio, apesar das compensações na vida útil da ferramenta.
Como a precisão dimensional se compara entre a fundição sob pressão de zinco e alumínio?
A fundição sob pressão de zinco normalmente atinge tolerâncias de ±0,05-0,08 mm em dimensões críticas, enquanto o alumínio requer tolerâncias de ±0,08-0,13 mm para uma produção confiável. Essa diferença resulta da menor taxa de contração do zinco (0,6-0,8% vs 1,0-1,3% para o alumínio) e da estabilidade dimensional superior durante os ciclos de produção. A precisão aprimorada geralmente elimina os requisitos de usinagem secundária.
Quais intervalos de manutenção podem ser esperados para ferramentas de fundição sob pressão de zinco versus alumínio?
As ferramentas de fundição sob pressão de zinco normalmente exigem manutenção importante a cada 500.000-1.000.000 de disparos, enquanto as ferramentas de alumínio precisam de atenção a cada 50.000-80.000 disparos. Isso representa uma diferença de 6 a 10 vezes na vida útil da ferramenta. Os intervalos estendidos resultam de temperaturas de operação mais baixas (380-420°C vs 650-700°C), estresse térmico reduzido e interação menos agressiva entre o metal fundido e as superfícies de aço ferramenta.
Como os tempos de ciclo se comparam entre os processos de fundição sob pressão de zinco e alumínio?
A fundição sob pressão de zinco geralmente atinge tempos de ciclo 20-30% mais rápidos devido à extração de calor mais eficiente possibilitada por temperaturas de processamento mais baixas. As taxas de resfriamento típicas para zinco variam de 15 a 25°C por segundo em comparação com os 8 a 15°C por segundo do alumínio. O ciclo mais rápido, combinado com a vida útil prolongada da ferramenta, melhora significativamente a eficácia geral do equipamento e a capacidade de produção.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece