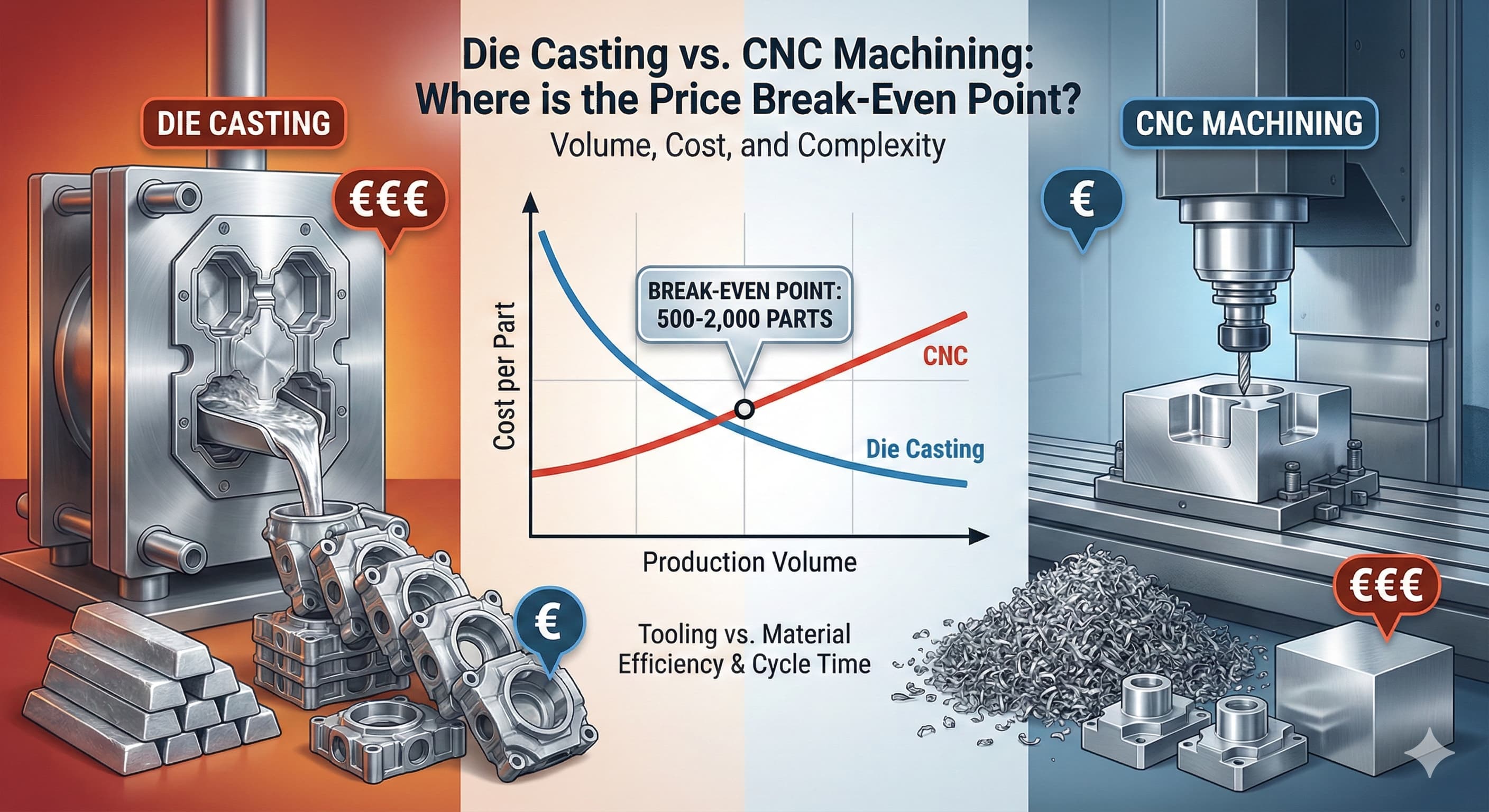
Fundição sob Pressão vs. Usinagem CNC: Onde está o Ponto de Equilíbrio de Preço?
A decisão entre fundição sob pressão e usinagem CNC se resume fundamentalmente à economia de volume de produção e aos requisitos de complexidade da peça. Engenheiros de manufatura enfrentam essa escolha diariamente, mas muitos carecem da estrutura matemática precisa para identificar o verdadeiro ponto de equilíbrio onde os custos de ferramental justificam a mudança da usinagem para a fundição.
Esta análise examina os limites exatos de volume, os direcionadores de custo e as considerações técnicas que determinam quando a fundição sob pressão se torna mais econômica do que a usinagem CNC para componentes metálicos.
Principais Conclusões
- O ponto de equilíbrio normalmente ocorre entre 500 e 2.000 peças para componentes de alumínio, dependendo da complexidade da peça e dos requisitos de usinagem
- Os custos de ferramental de fundição sob pressão variam de €15.000 a €80.000, enquanto os custos de configuração de CNC são de €200 a €1.500 por projeto de peça
- A eficiência de utilização de material favorece a fundição sob pressão em 85-95% vs. usinagem CNC em 20-40% para geometrias complexas
- Os requisitos de acabamento superficial e tolerância podem mudar o ponto de equilíbrio em 200-500% em qualquer direção
Análise da Estrutura de Custos: Fundição sob Pressão vs. Usinagem CNC
Compreender as estruturas de custo fundamentais revela por que os cálculos de ponto de equilíbrio variam significativamente entre diferentes especificações de peças e cenários de produção.
Componentes de Custo da Fundição sob Pressão
Os custos de fundição sob pressão consistem em três elementos principais: investimento em ferramental, custos de material por peça e taxas de processamento. O ferramental representa o maior investimento inicial, normalmente variando de €15.000 para matrizes de alumínio de cavidade única simples a €80.000 para ferramentas multicavidades complexas que exigem slides e geometrias de núcleo intrincadas.
Os custos de material na fundição sob pressão se beneficiam da produção quase na forma final. A liga de alumínio A380 (equivalente a EN AC-AlSi9Cu3(Fe)) custa aproximadamente €2,20-€2,80 por quilograma, com taxas de utilização de material de 85-95% para peças bem projetadas. O próprio processo de fundição adiciona €0,80-€2,50 por peça, dependendo do tempo de ciclo e do peso da peça.
As operações secundárias frequentemente necessárias incluem gerenciar marcas de pinos extratores em superfícies cosméticas, aparar rebarbas e furar orifícios que não podem ser fundidos devido a limitações de ângulo de saída.
Estrutura de Custo da Usinagem CNC
Os custos de usinagem CNC seguem um padrão diferente, com custos de configuração mais baixos, mas maiores despesas de material e processamento por peça. Os custos de configuração normalmente variam de €200 a €1.500 por projeto de peça, incluindo programação, seleção de ferramentas e inspeção do primeiro artigo.
Os custos de material na usinagem CNC sofrem com a geração significativa de resíduos. Começando com tarugo de alumínio forjado 6061-T6 a €4,20-€5,50 por quilograma, peças complexas frequentemente exigem a remoção de 60-80% do material inicial, resultando em custos de material efetivos de €8,50-€13,75 por quilograma de peso da peça acabada.
O tempo de usinagem se correlaciona diretamente com a complexidade da peça. Peças simples que exigem 15-30 minutos de tempo de máquina a €45-€65 por hora criam custos gerenciáveis por peça. No entanto, geometrias complexas que exigem 2-4 horas de tempo de usinagem podem atingir €90-€260 por peça apenas em custos de processamento.
| Componente de Custo | Fundição sob Pressão | Usinagem CNC | Impacto no Ponto de Equilíbrio |
|---|---|---|---|
| Custo de Configuração Inicial | €15.000-€80.000 | €200-€1.500 | Volumes maiores favorecem a fundição |
| Eficiência do Material | 85-95% | 20-40% | Vantagem significativa por peça |
| Custo de Processamento/Peça | €0.80-€2.50 | €11.25-€65.00 | Principal fator de volume |
| Operações Secundárias | €1.50-€8.00 | €0.50-€3.00 | Impacto moderado |
Análise Matemática do Ponto de Equilíbrio
O cálculo do ponto de equilíbrio requer estabelecer quando os custos totais de fundição sob pressão são iguais aos custos totais de usinagem CNC durante a vida útil da produção.
Fórmula Básica do Ponto de Equilíbrio
Volume de ponto de equilíbrio = (Custo do ferramental de fundição - Custo de configuração CNC) ÷ (Custo por peça CNC - Custo por peça de fundição)
Para uma peça de alojamento de alumínio típica pesando 250 gramas:
Cenário de fundição sob pressão:
- Custo do ferramental: €35.000
- Custo do material por peça: €0,55 (250g × €2,20/kg)
- Custo de processamento: €1,20
- Operações secundárias: €2,80
- Total por peça: €4,55
Cenário de usinagem CNC:
- Custo de configuração: €800
- Custo do material por peça: €2,65 (tarugo de 625g × €4,25/kg, 40% de utilização)
- Custo de processamento: €28,50 (38 minutos × €45/hora)
- Operações secundárias: €1,20
- Total por peça: €32,35
Cálculo do ponto de equilíbrio: (€35.000 - €800) ÷ (€32,35 - €4,55) = 1.230 peças
Cenários de Custo Baseados em Volume
Os pontos de equilíbrio do mundo real variam significativamente com base na complexidade da peça e nos requisitos de especificação. Suportes e alojamentos simples normalmente atingem o ponto de equilíbrio entre 500 e 1.200 peças, enquanto conjuntos complexos com recursos internos intrincados podem não justificar a fundição sob pressão até 3.000-5.000 peças.
| Complexidade da Peça | Faixa de Custo de Ferramental | Volume de Ponto de Equilíbrio | Exemplos de Aplicações |
|---|---|---|---|
| Simples (Geometria básica) | €15.000-€25.000 | 400-800 peças | Suportes, alojamentos simples |
| Moderada (Algumas características) | €25.000-€45.000 | 800-1.800 peças | Gabinetes eletrônicos |
| Complexa (Múltiplos slides) | €45.000-€80.000 | 1.500-4.000 peças | Componentes automotivos |
| Altamente Complexa | €80.000+ | 3.000+ peças | Caixas de transmissão |
Para resultados de alta precisão, obtenha um orçamento em 24 horas da Microns Hub.
Fatores Técnicos que Afetam os Cálculos do Ponto de Equilíbrio
Várias considerações técnicas podem mudar drasticamente os cálculos do ponto de equilíbrio além da simples economia de volume.
Requisitos de Tolerância e Acabamento Superficial
Requisitos de tolerância apertada favorecem a usinagem CNC, particularmente para dimensões que exigem ±0,025 mm ou melhor. A fundição sob pressão normalmente atinge ±0,1 mm em dimensões fora da linha de partição, com dimensões da linha de partição mantendo ±0,2 mm em condições ideais.
Dimensões críticas frequentemente exigem operações de usinagem pós-fundição, adicionando €3,50-€12,00 por peça, dependendo da complexidade da configuração. Quando mais de 30% dos recursos da peça exigem usinagem secundária, o ponto de equilíbrio pode mudar de 1.200 peças para 2.800 peças para o mesmo componente.
Os requisitos de acabamento superficial também impactam a economia. A fundição sob pressão produz naturalmente superfícies Ra 1,6-3,2 μm, enquanto a usinagem CNC pode atingir Ra 0,8-1,6 μm diretamente. Aplicações cosméticas que exigem Ra 0,4 μm ou melhor necessitam de operações de polimento adicionais que custam €8,50-€25,00 por peça.
Impacto da Seleção de Material
A escolha do material afeta significativamente os cálculos do ponto de equilíbrio por meio dos custos de matéria-prima e das considerações de processamento. As ligas de alumínio A380 e A383 (EN AC-AlSi9Cu3(Fe) e EN AC-AlSi10Mg(Cu)) oferecem excelente capacidade de fundição a €2,20-€2,80 por quilograma, enquanto alternativas de alta resistência como A357 (EN AC-AlSi7Mg0.3) custam €3,20-€4,10 por quilograma.
Para aplicações que exigem tratamento térmico de têmpera T6 para aplicações estruturais, custos adicionais de €2,80-€5,20 por peça devem ser considerados nos cálculos do ponto de equilíbrio.
A usinagem CNC oferece maior flexibilidade de material, incluindo graus como 6061-T6, 7075-T6 e 2024-T4 que não podem ser fundidos sob pressão. No entanto, ligas exóticas podem custar €8,50-€18,00 por quilograma, favorecendo ainda mais a fundição sob pressão para produção de alto volume.
| Grau do Material | Adequação para Fundição sob Pressão | Custo por kg | Impacto no Ponto de Equilíbrio |
|---|---|---|---|
| A380 (AlSi9Cu3) | Excelente | €2.20-€2.80 | Linha de base |
| A356 (AlSi7Mg0.3) | Boa | +15% de volume | 6061-T6 |
| Não adequado | €4.20-€5.50 | Apenas CNC | 7075-T6 |
| Não adequado | €8.50-€12.00 | Apenas CNC | Fator de Cronograma |
Cenários de Volume de Produção e Árvores de Decisão
Diferentes cenários de produção exigem abordagens de análise personalizadas para determinar os métodos de fabricação ideais.
Produção de Baixo Volume (50-500 Peças)
A produção de baixo volume quase universalmente favorece a usinagem CNC devido aos desafios de amortização dos custos de ferramental. Mesmo ferramentas de fundição sob pressão simples que custam €15.000 resultam em €30-€300 por peça apenas em custos de ferramental antes de considerar as despesas de processamento.
Exceções ocorrem quando as peças exigem extensas operações de usinagem que excedem 3-4 horas por peça, ou quando o desperdício de material se aproxima de 85-90% do peso do tarugo inicial. Nesses cenários, mesmo pequenos volumes de 200-300 peças podem justificar ferramentas de fundição simples.
Execuções de protótipo e pré-produção se beneficiam da flexibilidade da usinagem CNC, permitindo iterações de design sem modificações de ferramental. Os custos de configuração de €200-€800 por mudança de design permanecem gerenciáveis em comparação com modificações de matriz de €5.000-€15.000.
Produção de Volume Médio (500-5.000 Peças)
A produção de volume médio representa a zona de decisão crítica onde a análise do ponto de equilíbrio se torna essencial. A complexidade da peça, os requisitos de tolerância e a seleção de material influenciam fortemente a seleção do método de fabricação ideal.
Peças simples com tolerâncias relaxadas (±0,2 mm) normalmente favorecem a fundição sob pressão acima de 800-1.200 peças. Peças complexas que exigem várias operações secundárias podem não justificar a fundição até 2.500-3.500 peças, dependendo dos requisitos de tempo de usinagem.
Os custos de material se tornam cada vez mais importantes em volumes médios. Peças que exigem ligas exóticas disponíveis apenas na forma forjada necessitam de usinagem CNC, independentemente das considerações de volume. Por outro lado, peças compatíveis com ligas de fundição padrão se beneficiam da melhoria da eficiência de utilização de material.
Produção de Alto Volume (5.000+ Peças)
A produção de alto volume favorece fortemente a fundição sob pressão para peças compatíveis com ligas de fundição e restrições geométricas. Os custos de ferramental amortizam para €0,50-€8,00 por peça, tornando os custos totais da peça significativamente menores do que as alternativas CNC.
O ferramental multicavidades se torna economicamente viável em volumes que excedem 8.000-12.000 peças anualmente. Matrizes de quatro cavidades aumentam os custos iniciais de ferramental em 40-60%, mas reduzem os custos de processamento por peça em 35-45%, melhorando ainda mais a economia da fundição sob pressão.
Oportunidades de integração de automação surgem em altos volumes, com aparamento robótico e operações secundárias reduzindo os custos de mão de obra em €0,80-€2,20 por peça. A usinagem CNC enfrenta desafios de automação devido aos tempos de ciclo variáveis e aos requisitos de configuração.
Considerações Específicas da Indústria
Diferentes indústrias exibem padrões de ponto de equilíbrio variáveis com base nas características típicas das peças e nos requisitos de desempenho.
Aplicações Automotivas
Os componentes automotivos normalmente apresentam geometrias complexas com requisitos de tolerância moderados, favorecendo a fundição sob pressão em volumes relativamente baixos de 1.200-2.800 peças anualmente. As pressões de redução de peso impulsionam os requisitos de fundição de paredes finas, aumentando a complexidade e os custos do ferramental.
Os requisitos de segurança contra colisões frequentemente exigem propriedades de material específicas alcançáveis apenas por meio de graus de alumínio forjado, forçando a seleção de usinagem CNC, independentemente das considerações de volume. Componentes estruturais críticos que exigem níveis de resistência 7075-T6 não podem utilizar alternativas de fundição sob pressão.
As pressões de custo em aplicações automotivas tornam a análise do ponto de equilíbrio crítica, com os custos de fabricação alvo frequentemente impulsionando a seleção do método de produção. Os compromissos de volume anual permitem a amortização do investimento em ferramental ao longo de ciclos de vida do modelo de 3-5 anos.
Eletrônicos e Produtos de Consumo
As aplicações eletrônicas enfatizam tolerâncias apertadas e excelentes acabamentos superficiais, frequentemente exigindo operações de usinagem secundárias, mesmo ao usar processos primários de fundição sob pressão. Os requisitos de blindagem EMI podem exigir graus de material específicos ou tratamentos de superfície.
Ciclos rápidos de desenvolvimento de produtos favorecem a usinagem CNC para execuções de produção iniciais, com potencial conversão para fundição sob pressão para produtos bem-sucedidos que excedem 2.000-3.000 unidades anualmente. A otimização do design para fundição frequentemente ocorre durante o gerenciamento do ciclo de vida do produto.
Os requisitos cosméticos em eletrônicos de consumo frequentemente exigem operações de acabamento adicionais que custam €5,50-€18,00 por peça, impactando significativamente os cálculos do ponto de equilíbrio. As operações de anodização, revestimento em pó e polimento devem ser consideradas nos custos totais de fabricação.
Ao avaliar as opções de fabricação, a Microns Hub fornece relacionamentos diretos com fabricantes, garantindo controle de qualidade superior e preços competitivos em comparação com as plataformas de mercado. Nossa experiência técnica abrange tanto as capacidades de fundição sob pressão quanto as de usinagem CNC, permitindo recomendações objetivas baseadas puramente nos requisitos do seu projeto, em vez de limitações de processo.
Estratégias Avançadas de Otimização de Custos
Além dos cálculos básicos do ponto de equilíbrio, várias estratégias avançadas podem otimizar os custos de fabricação e melhorar a precisão da tomada de decisões.
Abordagens de Fabricação Híbrida
A combinação de operações de fundição sob pressão e usinagem CNC pode otimizar tanto o custo quanto o desempenho para aplicações específicas. As abordagens de fundição e, em seguida, usinagem utilizam a fundição sob pressão para a criação da geometria básica, seguida por operações CNC para dimensões críticas e acabamentos superficiais.
Essa abordagem híbrida funciona efetivamente quando 60-70% da geometria da peça pode ser fundida quase na forma final, com os recursos restantes exigindo tolerâncias de ±0,025 mm ou melhores acabamentos superficiais. Os volumes de ponto de equilíbrio normalmente variam de 800 a 1.800 peças, dependendo da complexidade da operação de usinagem.
Alternativas de fundição de precisão devem ser consideradas para geometrias internas complexas incompatíveis com os requisitos de saída de fundição sob pressão. Embora os custos de ferramental sejam menores (€5.000-€15.000), os custos de processamento aumentam para €8,50-€25,00 por peça, mudando os pontos de equilíbrio para 2.800-5.200 peças.
Integração de Design para Fabricação
A otimização dos projetos de peças para a seleção do método de fabricação pode melhorar drasticamente a economia do ponto de equilíbrio. Os projetos de fundição sob pressão se beneficiam da espessura uniforme da parede, ângulos de saída generosos (1,5-3,0 graus) e eliminação de rebaixos que exigem ferramental complexo.
Os projetos de usinagem CNC devem minimizar bolsos profundos, paredes finas e superfícies 3D complexas que exigem extensos caminhos de ferramenta. A compatibilidade com ferramentas padrão reduz os custos de configuração em €150-€450 por projeto de peça, melhorando a economia de baixo volume.
As revisões de design multifuncionais envolvendo engenheiros de fabricação durante o desenvolvimento do conceito podem identificar os métodos de fabricação ideais antes do investimento detalhado no design. Essa abordagem evita esforços de redesenho dispendiosos quando ocorre o dimensionamento da produção.
Para fabricantes que exigem capacidades de usinagem de precisão e fundição, nossos serviços de fabricação fornecem soluções integradas que abrangem vários métodos de produção. Além disso, nossos serviços de fabricação de chapas metálicas oferecem abordagens alternativas para aplicações de alojamento e suporte onde nem a fundição nem a usinagem fornecem relações custo-desempenho ideais.
Considerações de Qualidade e Prazo de Entrega
A seleção do método de fabricação envolve concessões além das considerações de custo puro, incluindo consistência de qualidade, prazos de entrega e resiliência da cadeia de suprimentos.
Capacidades de Controle de Qualidade
A qualidade da fundição sob pressão depende fortemente do controle do processo e da manutenção do ferramental. A porosidade, o fechamento a frio e a variação dimensional podem afetar 2-8% da produção sem controles adequados. A implementação do controle estatístico do processo adiciona €0,25-€0,80 por peça, mas reduz as taxas de rejeição para abaixo de 1%.
A usinagem CNC oferece controle dimensional e repetibilidade superiores, com processos capazes atingindo valores Cpk de 1,67 ou superiores para dimensões críticas. Essa vantagem de confiabilidade pode justificar custos mais altos por peça para aplicações onde falhas de campo criam exposição significativa à garantia.
Os requisitos de inspeção variam significativamente entre os processos. As peças fundidas normalmente exigem inspeção visual 100% e verificação dimensional periódica, enquanto as peças CNC podem precisar apenas de amostragem estatística após a qualificação do processo.
Análise do Prazo de Entrega
Os prazos de entrega da fundição sob pressão incluem 6-16 semanas para a fabricação do ferramental, seguidas de 2-4 semanas para a aprovação do primeiro artigo e otimização do processo. Os prazos de entrega da produção normalmente variam de 3-8 semanas, dependendo dos requisitos de volume e da complexidade.
A usinagem CNC oferece prazos de entrega iniciais mais curtos de 1-3 semanas para os primeiros artigos, com escalabilidade da produção limitada pela capacidade da máquina. A produção CNC de alto volume pode exigir prazos de entrega de 6-12 semanas devido a restrições de capacidade.
As interrupções na cadeia de suprimentos afetam a fundição sob pressão e a usinagem CNC de forma diferente. A fundição sob pressão depende de equipamentos especializados e fornecedores de ferramental, enquanto a usinagem CNC utiliza máquinas-ferramentas mais amplamente disponíveis e ferramentas padrão.
| Fundição sob Pressão | Usinagem CNC | Impacto Estratégico | Configuração Inicial |
|---|---|---|---|
| 6-16 semanas | 1-3 semanas | Favorece CNC para urgência | Primeiro Artigo |
| 2-4 semanas | 3-7 dias | Vantagem CNC | Escalonamento da Produção |
| 2-4 semanas | 4-8 semanas | A fundição escala mais rápido | Alterações de Design |
| 4-12 semanas | 1-2 semanas | Vantagem da flexibilidade CNC |
Perguntas Frequentes
Qual é o ponto de equilíbrio típico entre fundição sob pressão e usinagem CNC para peças de alumínio?
Os pontos de equilíbrio normalmente variam de 500 a 2.000 peças para componentes de alumínio, dependendo da complexidade da peça e dos requisitos de usinagem. Suportes simples podem atingir o ponto de equilíbrio em 400-800 peças, enquanto alojamentos complexos que exigem várias operações secundárias podem não justificar a fundição sob pressão até 2.500-4.000 peças. O ponto de equilíbrio exato depende dos custos de ferramental (€15.000-€80.000), da eficiência de utilização de material e dos custos de processamento por peça.
Como os requisitos de tolerância afetam a escolha entre fundição sob pressão e usinagem CNC?
A fundição sob pressão normalmente atinge ±0,1 mm em dimensões fora da linha de partição e ±0,2 mm em recursos da linha de partição. A usinagem CNC pode manter ±0,025 mm ou mais apertado em dimensões críticas. Quando mais de 30% dos recursos da peça exigem tolerâncias mais apertadas do que ±0,1 mm, os pontos de equilíbrio podem mudar de 1.200 peças para 2.800 peças devido às operações de usinagem secundárias necessárias que custam €3,50-€12,00 por peça.
Quais materiais podem ser usados na fundição sob pressão versus usinagem CNC?
A fundição sob pressão é limitada a ligas como A380, A383 e A356 (AlSi9Cu3, AlSi10Mg, AlSi7Mg0.3) que custam €2,20-€4,10 por quilograma. A usinagem CNC pode utilizar ligas forjadas, incluindo 6061-T6, 7075-T6 e 2024-T4, embora com custos de material mais altos de €4,20-€18,00 por quilograma. Aplicações que exigem ligas de alta resistência como 7075-T6 devem usar usinagem CNC, independentemente das considerações de volume.
Quais são os principais direcionadores de custo na fundição sob pressão versus usinagem CNC?
Os custos de fundição sob pressão são impulsionados pelo investimento inicial em ferramental (€15.000-€80.000) e custos relativamente baixos por peça (€4,50-€8,50). A usinagem CNC apresenta baixos custos de configuração (€200-€1.500), mas altos custos por peça devido ao desperdício de material (taxa de sucata de 60-80%) e encargos de tempo de processamento de €45-€65 por hora. A eficiência de utilização de material favorece fortemente a fundição sob pressão em 85-95% versus 20-40% para usinagem CNC.
Como a complexidade da peça afeta a seleção do método de fabricação?
Peças simples com geometria básica favorecem a fundição sob pressão em volumes acima de 400-800 peças. Peças complexas que exigem slides, vários rebaixos ou recursos internos intrincados aumentam os custos de ferramental para €45.000-€80.000+, elevando os pontos de equilíbrio para 1.500-4.000 peças. A usinagem CNC lida com geometrias complexas sem penalidades de ferramental, mas sofre com o aumento dos tempos de ciclo e o desperdício de material em peças intrincadas.
Quais operações secundárias são normalmente necessárias para cada processo?
A fundição sob pressão comumente requer aparar rebarbas, furar orifícios que não podem ser fundidos devido a ângulos de saída e usinar dimensões críticas, adicionando €1,50-€8,00 por peça. A usinagem CNC normalmente requer operações secundárias mínimas (€0,50-€3,00 por peça), como rebarbação e limpeza. No entanto, aplicações cosméticas podem exigir tratamentos de superfície adicionais para ambos os processos, custando €5,50-€25,00 por peça.
Como os prazos de entrega se comparam entre fundição sob pressão e usinagem CNC?
A fundição sob pressão requer 6-16 semanas para a fabricação do ferramental, mais 2-4 semanas para a otimização do processo, mas então oferece dimensionamento rápido da produção. A usinagem CNC fornece prazos de entrega de 1-3 semanas para os primeiros artigos e maior flexibilidade para mudanças de design (1-2 semanas versus 4-12 semanas para modificações de matriz). A produção CNC de alto volume pode enfrentar restrições de capacidade que exigem prazos de entrega de 6-12 semanas, enquanto a fundição sob pressão escala de forma mais eficiente assim que o ferramental é concluído.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece