Marcas de Pinos Ejetores: Projetando "Zonas Seguras" em Superfícies Fundidas Cosméticas
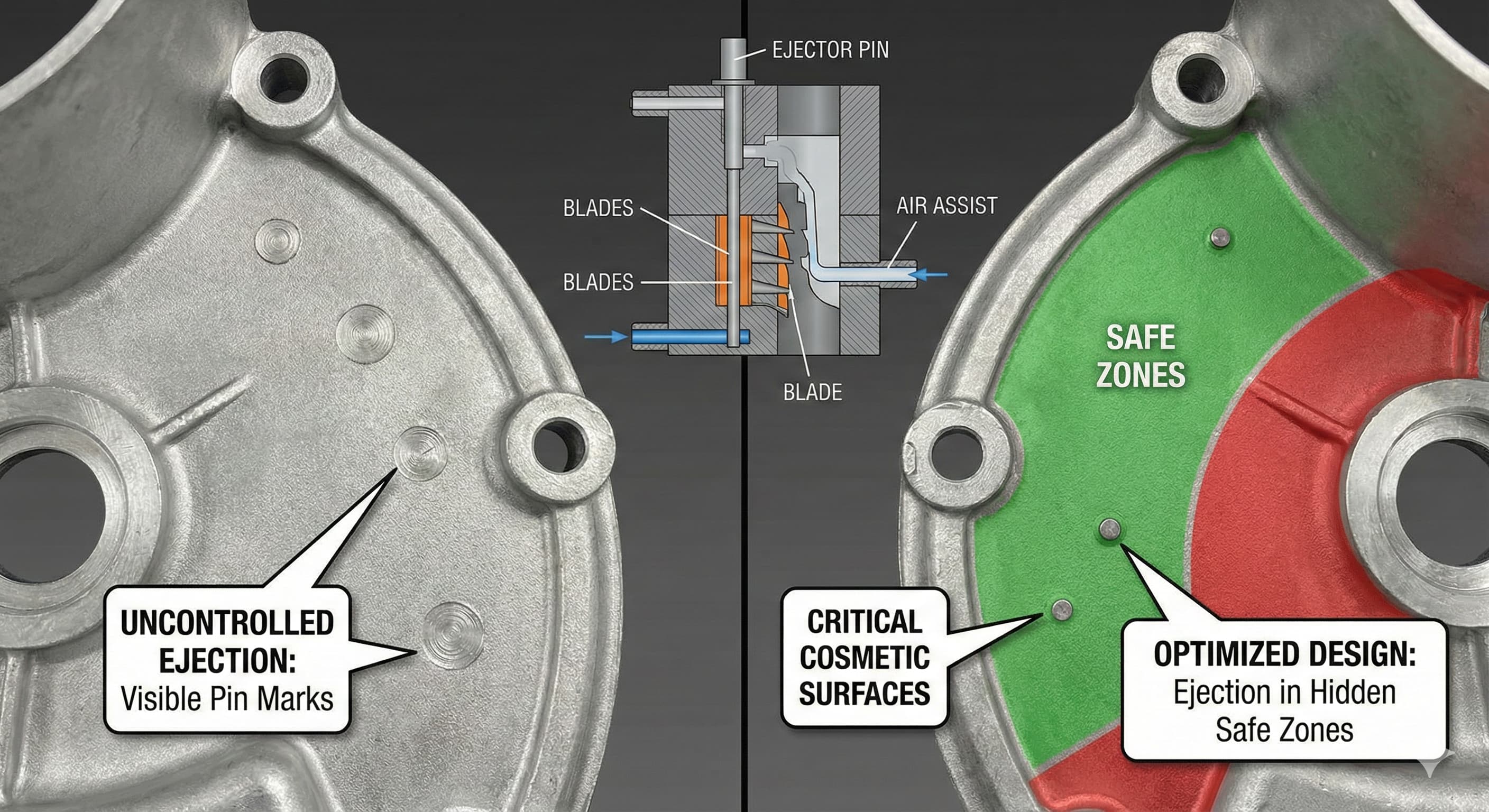
Marcas de pinos ejetores representam um dos desafios de qualidade mais persistentes na fabricação de peças fundidas, particularmente quando os componentes apresentam superfícies cosméticas visíveis. Essas imperfeições de superfície aparentemente menores podem transformar uma fundição perfeita em uma rejeição, aumentando os custos e estendendo os prazos de entrega. O posicionamento estratégico dos pinos ejetores requer uma abordagem sistemática que equilibre a eficiência da fabricação com os requisitos estéticos.
A compreensão da formação de marcas de pinos ejetores começa com o reconhecimento da física fundamental envolvida. Durante a ejeção, concentrações de tensão localizadas criam zonas de deformação permanente que variam de 0,2 mm a 2,0 mm de diâmetro, dependendo da geometria do pino e das propriedades do material. Essas marcas aparecem como depressões circulares, áreas elevadas ou variações texturais que se tornam particularmente pronunciadas em superfícies polidas ou anodizadas.
Principais Conclusões
- Marcas de pinos ejetores formam defeitos de superfície permanentes de 0,2-2,0 mm de diâmetro através da concentração de tensão localizada durante a ejeção da peça
- O posicionamento estratégico da "zona segura" requer a análise da geometria da peça, ângulos de saída e requisitos de superfície cosmética no início da fase de projeto
- O diâmetro do pino, a força de ejeção e a dureza do material influenciam diretamente a gravidade da marca e a visibilidade nas superfícies acabadas
- Técnicas avançadas, incluindo ejeção por lâmina, placas extratoras e sistemas de assistência pneumática, podem minimizar ou eliminar a marcação visível
Compreendendo a Formação de Marcas de Pinos Ejetores
A formação de marcas de pinos ejetores ocorre através de uma interação complexa de forças mecânicas, propriedades do material e condições térmicas. Quando os pinos ejetores entram em contato com a peça fundida, eles criam campos de tensão localizados que excedem o limite elástico do material, resultando em deformação plástica permanente.
A dureza do material desempenha um papel crítico na gravidade da marca. Ligas de alumínio como A380 (dureza típica de 80-100 HB) mostram características de marcação diferentes em comparação com A356-T6 (dureza de 70-95 HB). Materiais mais macios geralmente exibem marcação mais pronunciada, enquanto ligas mais duras podem mostrar deformação menos visível, mas podem apresentar rachaduras na superfície sob forças de ejeção excessivas.
Os efeitos da temperatura agravam o problema de marcação. Peças ejetadas a temperaturas acima de 200°C demonstram maior suscetibilidade à marcação devido à redução da resistência ao escoamento. Por outro lado, peças que podem esfriar abaixo de 150°C antes da ejeção mostram profundidade de marca significativamente reduzida, embora este período de resfriamento impacte o tempo de ciclo e a produtividade.
| Grau do Material | Dureza (HB) | Profundidade Típica da Marca (mm) | Diâmetro Recomendado do Pino (mm) |
|---|---|---|---|
| A380 (Como Fundido) | 80-100 | 0,15-0,30 | 6-10 |
| A356-T6 | 70-95 | 0,10-0,25 | 8-12 |
| A413 | 85-105 | 0,12-0,28 | 6-10 |
| Liga de Zinco #3 | 95-115 | 0,08-0,20 | 5-8 |
A geometria do pino influencia significativamente os padrões de formação de marcas. Pinos cilíndricos padrão com bordas de raio de 0,5-1,0 mm criam impressões circulares, enquanto pinos com bordas de raio maiores (2-3 mm) distribuem forças sobre áreas de superfície maiores, reduzindo a gravidade da marca. No entanto, pinos de raio maior requerem forças de ejeção aumentadas e podem causar distorção da peça em seções de paredes finas.
Princípios de Design de Zonas Seguras
O design eficaz da zona segura começa com uma análise abrangente da superfície durante a fase de projeto inicial. As superfícies cosméticas requerem classificação em três categorias: Classe A (visível e crítica), Classe B (visível, mas não crítica) e Classe C (oculta ou não visível). Este sistema de classificação orienta a estratégia de posicionamento do pino ejetor e as tolerâncias de marcação aceitáveis.
A otimização do ângulo de saída impacta diretamente a disponibilidade da zona segura. Superfícies com ângulos de saída adequados (tipicamente 1-3 graus para fundição de alumínio) fornecem assistência de ejeção natural, reduzindo as forças de pino necessárias e expandindo os locais potenciais da zona segura. Ângulos de saída insuficientes forçam os designers a colocar pinos em superfícies cosméticas ou arriscar danos à peça durante a ejeção.
A análise geométrica revela características ideais da zona segura. Superfícies planas perpendiculares à direção de ejeção fornecem oportunidades ideais de colocação de pinos, pois as forças se distribuem uniformemente sem criar concentrações de tensão. Superfícies curvas requerem análise cuidadosa da geometria local, com áreas côncavas geralmente preferidas em relação a superfícies convexas para colocação de pinos.
Ao trabalhar com aplicações de fundição em areia para grandes componentes, o planejamento da zona segura torna-se ainda mais crítico devido às maiores áreas de superfície e ao aumento da visibilidade dos defeitos.
Dimensionamento do Pino Ejetor e Cálculos de Força
O dimensionamento adequado do pino ejetor requer o cálculo do diâmetro mínimo do pino necessário para evitar flambagem, minimizando a pressão de contato nas superfícies da peça. A carga crítica de flambagem para pinos ejetores segue a fórmula de Euler, modificada para condições de fabricação:
P_crítico = (π² × E × I) / (K × L²)
Onde E representa o módulo de elasticidade do material do pino (tipicamente 200 GPa para aço ferramenta), I é igual ao momento de inércia da área, K é o fator de comprimento efetivo (2,0 para condições fixas-livres) e L representa o comprimento do pino não suportado.
Os cálculos da pressão de contato determinam o potencial de marcação. Pressão P = F/A, onde F representa a força de ejeção e A é igual à área de contato do pino. Manter as pressões de contato abaixo de 50 MPa para ligas de alumínio geralmente evita a marcação visível em superfícies cosméticas.
| Diâmetro do Pino (mm) | Comprimento Máximo Não Suportado (mm) | Pressão de Contato a 500N (MPa) | Aplicação Recomendada |
|---|---|---|---|
| 4 | 80 | 39,8 | Superfícies cosméticas leves |
| 6 | 120 | 17,7 | Aplicações padrão |
| 8 | 160 | 9,9 | Serviço pesado, marcação mínima |
| 10 | 200 | 6,4 | Peças grandes, cargas distribuídas |
As estratégias de distribuição de força incluem o uso de vários pinos menores em vez de menos pinos grandes. Esta abordagem espalha as cargas de ejeção por áreas mais amplas, mantendo as forças de pino individuais dentro de limites aceitáveis. Por exemplo, quatro pinos de 6 mm fornecem área de contato equivalente a um pino de 12 mm, oferecendo maior flexibilidade de posicionamento.
Técnicas Avançadas de Ejeção
Os sistemas de ejeção por lâmina oferecem soluções superiores para peças com extensas superfícies cosméticas. Esses sistemas usam elementos ejetores finos e planos (tipicamente 1-2 mm de espessura) que entram em contato com as peças ao longo de bordas lineares em vez de pontos circulares. Os ejetores de lâmina distribuem forças sobre áreas maiores, reduzindo as pressões de contato em 60-80% em comparação com os pinos convencionais.
A ejeção por placa extratora fornece a solução definitiva para eliminar marcas de ejetores em superfícies cosméticas. A placa extratora entra em contato com todo o perímetro da peça simultaneamente, criando forças de ejeção uniformes sem concentrações de tensão localizadas. No entanto, este sistema requer usinagem precisa e adiciona complexidade ao projeto da matriz.
A ejeção assistida por ar combina pinos mecânicos com injeção de ar pressurizado. A pressão do ar (tipicamente 0,3-0,8 MPa) suplementa as forças de ejeção mecânicas, permitindo pinos menores ou forças de pino reduzidas. Esta técnica é particularmente eficaz para fundidos de paredes finas onde a ejeção convencional pode causar distorção.
Para resultados de alta precisão, envie seu projeto para um orçamento em 24 horas da Microns Hub.
O tempo de ejeção sequencial otimiza a aplicação de força ao longo do ciclo de ejeção. O contato inicial de baixa força estabelece a estabilidade da peça, seguido por aumentos progressivos de força à medida que a peça se separa das superfícies da matriz. Esta abordagem reduz as pressões de contato de pico, mantendo o desempenho de ejeção confiável.
Considerações sobre Tratamento de Superfície
Os tratamentos de superfície pós-fundição influenciam significativamente a visibilidade e a aceitabilidade da marca do ejetor. Os processos de anodização, particularmente a anodização com ácido sulfúrico Tipo II, tendem a destacar as irregularidades da superfície, incluindo as marcas do pino ejetor. A camada de óxido anódico se forma de forma diferente sobre áreas deformadas, criando variações de cor visíveis, mesmo quando as diferenças dimensionais permanecem mínimas.
As aplicações de revestimento em pó fornecem excelente ocultação da marca do ejetor devido à capacidade do revestimento de preencher pequenas depressões na superfície. Espessuras de filme de 60-120 micrômetros mascaram efetivamente as marcas de pino de até 0,2 mm de profundidade, proporcionando proteção de superfície durável.
Tratamentos de superfície mecânicos, como jateamento ou tamboreamento, podem reduzir a visibilidade da marca do ejetor através da texturização controlada da superfície. Esses processos criam rugosidade de superfície uniforme que camufla padrões de deformação localizados. No entanto, as mudanças dimensionais da remoção de material devem ser consideradas no projeto da peça.
| Tratamento de Superfície | Redução da Visibilidade da Marca (%) | Impacto Típico no Custo (€/peça) | Tempo de Processamento (horas) |
|---|---|---|---|
| Como Fundido | 0 | 0 | 0 |
| Jateamento | 70-85 | 2-5 | 0,5-1,0 |
| Revestimento em Pó | 85-95 | 5-12 | 2-4 |
| Anodização Tipo II | -20 a +10 | 8-15 | 3-6 |
| Gravação Química | 60-80 | 3-8 | 1-2 |
A gravação química fornece outra abordagem para a minimização de marcas. A gravação ácida controlada remove 0,05-0,15 mm de material da superfície, eliminando efetivamente as marcas de pino rasas enquanto cria uma textura de superfície uniforme. Este processo requer mascaramento preciso para proteger dimensões críticas e recursos rosqueados.
Otimização do Design da Matriz
A otimização do design da matriz começa com uma análise abrangente da ejeção durante a fase de projeto inicial. Os sistemas CAD modernos permitem a análise de elementos finitos das tensões de ejeção, permitindo que os designers prevejam os locais e a gravidade das marcas de pinos antes do início da construção da matriz.
Os algoritmos de posicionamento do pino ejetor consideram vários fatores simultaneamente: geometria da peça, ângulos de saída, classificação da superfície, integridade estrutural e restrições de fabricação. O software de otimização classifica os locais potenciais dos pinos com base em critérios ponderados, garantindo que as superfícies cosméticas recebam proteção adequada.
Ao integrar com serviços de usinagem CNC de precisão para operações secundárias, os locais dos pinos ejetores devem considerar os requisitos de usinagem subsequentes e as necessidades de fixação.
Os sistemas de ejeção progressiva sequenciam a ativação do pino para minimizar as forças de pico. Os pinos iniciais engatam superfícies não cosméticas, proporcionando estabilidade da peça antes que os pinos da superfície cosmética sejam ativados. Esta abordagem reduz as forças de marcação, mantendo a confiabilidade da ejeção.
O gerenciamento térmico dentro dos sistemas de matriz afeta os requisitos de ejeção. Canais de resfriamento otimizados mantêm temperaturas uniformes da matriz, reduzindo a aderência da peça e as forças de ejeção. Diferenciais de temperatura acima de 30°C entre as seções da matriz podem dobrar as forças de ejeção necessárias.
Controle de Qualidade e Inspeção
Os protocolos de controle de qualidade para marcas de pinos ejetores exigem procedimentos de inspeção padronizados e critérios de aceitação. Os padrões de inspeção visual normalmente classificam as marcas por diâmetro, profundidade e localização em relação às superfícies cosméticas.
A medição dimensional das marcas de pinos usa métodos de contato e sem contato. A perfilometria de ponta fornece medições de profundidade precisas com resolução de 0,01 mm, enquanto os sistemas de digitalização óptica capturam a geometria completa da marca, incluindo diâmetro e características da borda.
O controle estatístico de processo rastreia as tendências das marcas de pinos ejetores ao longo das execuções de produção. Os gráficos de controle monitoram a profundidade da marca, a frequência e os padrões de localização, permitindo a detecção precoce do desgaste da matriz ou do desvio dos parâmetros do processo.
| Método de Inspeção | Resolução (mm) | Tempo de Inspeção (segundos) | Custo do Equipamento (€) |
|---|---|---|---|
| Inspeção Visual | 0,1 | 30-60 | 100-500 |
| Perfilometria de Ponta Apalpador | 0,001 | 120-300 | 15.000-50.000 |
| Digitalização Óptica | 0,005 | 60-180 | 25.000-100.000 |
| Máquina de Medição por Coordenadas | 0,001 | 180-600 | 80.000-300.000 |
O desenvolvimento de critérios de aceitação requer colaboração entre as equipes de design, fabricação e qualidade. Os critérios devem equilibrar os requisitos cosméticos com a viabilidade da fabricação, considerando fatores como custo da peça, volume de produção e aplicação de uso final.
Análise de Impacto de Custo
A mitigação da marca do pino ejetor acarreta implicações de custo significativas em várias fases de fabricação. Modificações de design para eliminar a ejeção da superfície cosmética podem aumentar a complexidade da matriz em 15-30%, impactando diretamente os custos de ferramental.
Sistemas de ejeção alternativos, como placas extratoras ou ejetores de lâmina, normalmente adicionam € 5.000-€ 25.000 aos custos da matriz, dependendo da complexidade da peça e do tamanho da matriz. No entanto, esses investimentos geralmente se mostram econômicos para produção de alto volume, onde os custos de rejeição de peças excedem os prêmios de ferramental.
As operações secundárias para remover ou mascarar as marcas de pinos ejetores variam de € 1 a € 15 por peça, dependendo do tipo de tratamento e do tamanho da peça. As operações manuais de polimento para remoção de marcas podem custar € 8-€ 20 por peça, adicionando 30-90 minutos ao tempo de processamento.
Ao fazer o pedido da Microns Hub, você se beneficia de relacionamentos diretos com fabricantes que garantem controle de qualidade superior e preços competitivos em comparação com as plataformas de mercado. Nossa experiência técnica em posicionamento de pinos ejetores e otimização de design de matriz significa que cada projeto de fundição recebe a atenção aos detalhes necessária para os requisitos de superfície cosmética.
Os custos de sucata e retrabalho de peças rejeitadas devido a marcas de pinos ejetores normalmente variam de € 50 a € 500 por peça, dependendo dos custos de material, complexidade de usinagem e urgência de entrega. Esses custos geralmente excedem os investimentos em otimização do sistema de ejeção nas primeiras alguns milhares de peças produzidas.
Integração com Serviços de Fabricação
O gerenciamento bem-sucedido de marcas de pinos ejetores requer integração em vários processos de fabricação. Quando os componentes exigem operações pós-fundição através de nossos serviços de fabricação, os locais dos pinos ejetores devem coordenar com os requisitos de fixação e usinagem.
As operações de usinagem secundárias podem eliminar as marcas de pinos ejetores através da remoção estratégica de material. No entanto, esta abordagem requer coordenação cuidadosa entre as equipes de fundição e usinagem para garantir tolerâncias de material adequadas e controle dimensional.
As considerações de montagem influenciam o posicionamento do pino ejetor quando as marcas ocorrem em superfícies que fazem interface com outros componentes. Superfícies de vedação de gaxetas, áreas de montagem de rolamentos e recursos rosqueados requerem atenção especial para evitar problemas funcionais da marcação do pino ejetor.
Os processos de tratamento térmico, particularmente o revenimento T6 para peças estruturais de alumínio fundido, podem afetar a visibilidade da marca do pino ejetor através de mudanças microestruturais e padrões de alívio de tensão.
Perguntas Frequentes
O que faz com que as marcas de pinos ejetores pareçam mais escuras após a anodização?
As marcas de pinos ejetores parecem mais escuras após a anodização porque a deformação plástica localizada cria diferentes estruturas cristalinas no alumínio. Essas áreas deformadas têm energia de superfície e porosidade alteradas, fazendo com que a camada de óxido anódico se forme com espessura e densidade diferentes. O resultado é uma variação de cor visível, mesmo quando as diferenças dimensionais são mínimas.
Como calculo o diâmetro mínimo do pino ejetor para evitar flambagem?
Use a fórmula de flambagem de Euler: P_crítico = (π² × E × I) / (K × L²). Para pinos de aço ferramenta (E = 200 GPa), calcule o momento de inércia da área I = πd⁴/64, use K = 2,0 para condições fixas-livres e L como comprimento não suportado. Certifique-se de que sua força de ejeção necessária permaneça abaixo de 70% da carga crítica calculada para margem de segurança.
As marcas de pinos ejetores podem ser completamente eliminadas de superfícies visíveis?
Sim, através de técnicas de design adequadas, incluindo ejeção por placa extratora, ejetores de lâmina ou posicionamento estratégico de pinos em áreas não visíveis. As placas extratoras eliminam completamente o contato pontual, enquanto os ejetores de lâmina distribuem as forças linearmente. Abordagens alternativas incluem ejeção assistida por ar ou projetar linhas de partição para colocar todos os pinos em superfícies ocultas.
Qual é a profundidade máxima aceitável da marca do pino ejetor para superfícies cosméticas?
Para superfícies cosméticas de Classe A, as marcas não devem exceder 0,05 mm de profundidade com diâmetros inferiores a 2,0 mm. As superfícies de Classe B podem aceitar marcas de até 0,15 mm de profundidade. Esses limites se aplicam a peças com acabamento natural de alumínio; peças revestidas com pó podem aceitar marcas mais profundas (até 0,20 mm) devido aos efeitos de preenchimento do revestimento.
Como a temperatura da peça durante a ejeção afeta a gravidade da marca do pino?
Temperaturas de ejeção mais altas aumentam a gravidade da marca devido à redução da resistência ao escoamento do material. Peças ejetadas acima de 200°C mostram marcas 40-60% mais profundas do que aquelas resfriadas a 150°C. No entanto, o tempo de resfriamento impacta a eficiência do ciclo. A temperatura ideal de ejeção equilibra a gravidade da marca com os requisitos de produtividade, tipicamente 160-180°C para fundição de alumínio.
Qual material de pino ejetor oferece o melhor acabamento de superfície em fundidos de alumínio?
Pinos de aço ferramenta endurecido (58-62 HRC) com superfícies polidas fornecem resultados ideais. O aço ferramenta H13 oferece excelente resistência ao desgaste e estabilidade térmica. As superfícies dos pinos devem ser polidas para Ra 0,2 μm ou melhor e tratadas com revestimento de TiN para vida útil prolongada. Evite materiais de pino mais macios que podem emperrar ou deformar durante o serviço.
Como faço para modernizar as matrizes existentes para reduzir a marcação do pino ejetor?
As opções de modernização incluem aumentar o diâmetro do pino (se o espaço permitir), adicionar mais pinos para distribuir as cargas, converter para ejetores de lâmina em áreas críticas ou implementar sistemas de assistência pneumática. Cada abordagem requer uma análise cuidadosa da geometria da matriz existente e das limitações estruturais. A conversão completa da placa extratora normalmente requer modificação extensa da matriz e pode não ser econômica para ferramentas existentes.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece