Fixadores PEM: Selecionando as Porcas de Encaixe por Pressão Certas para Alumínio Fino
A fixação de painéis de alumínio finos apresenta desafios únicos que os fixadores rosqueados padrão não conseguem resolver de forma eficaz. Ao lidar com espessuras de material abaixo de 2 mm, porcas e parafusos tradicionais criam concentrações de tensão que comprometem a integridade estrutural, enquanto roscas usinadas frequentemente se desgastam sob cargas moderadas. As porcas de encaixe por pressão PEM resolvem este problema crítico de engenharia, distribuindo as cargas por uma área de superfície maior e criando conexões rosqueadas permanentes e confiáveis em montagens de chapas metálicas finas.
Principais Conclusões
- As porcas de encaixe por pressão distribuem as cargas de forma mais eficaz do que as roscas usinadas em chapas de alumínio com menos de 2 mm de espessura
- Os fixadores auto-cravantes eliminam a necessidade de operações secundárias e fornecem recursos de montagem nivelada
- A seleção do material entre porcas PEM de aço inoxidável e alumínio afeta diretamente a resistência à corrosão galvânica
- O dimensionamento adequado do furo dentro de tolerâncias de ±0,05 mm garante força de aderência ideal e evita distorção do painel
Compreendendo a Tecnologia de Encaixe por Pressão PEM
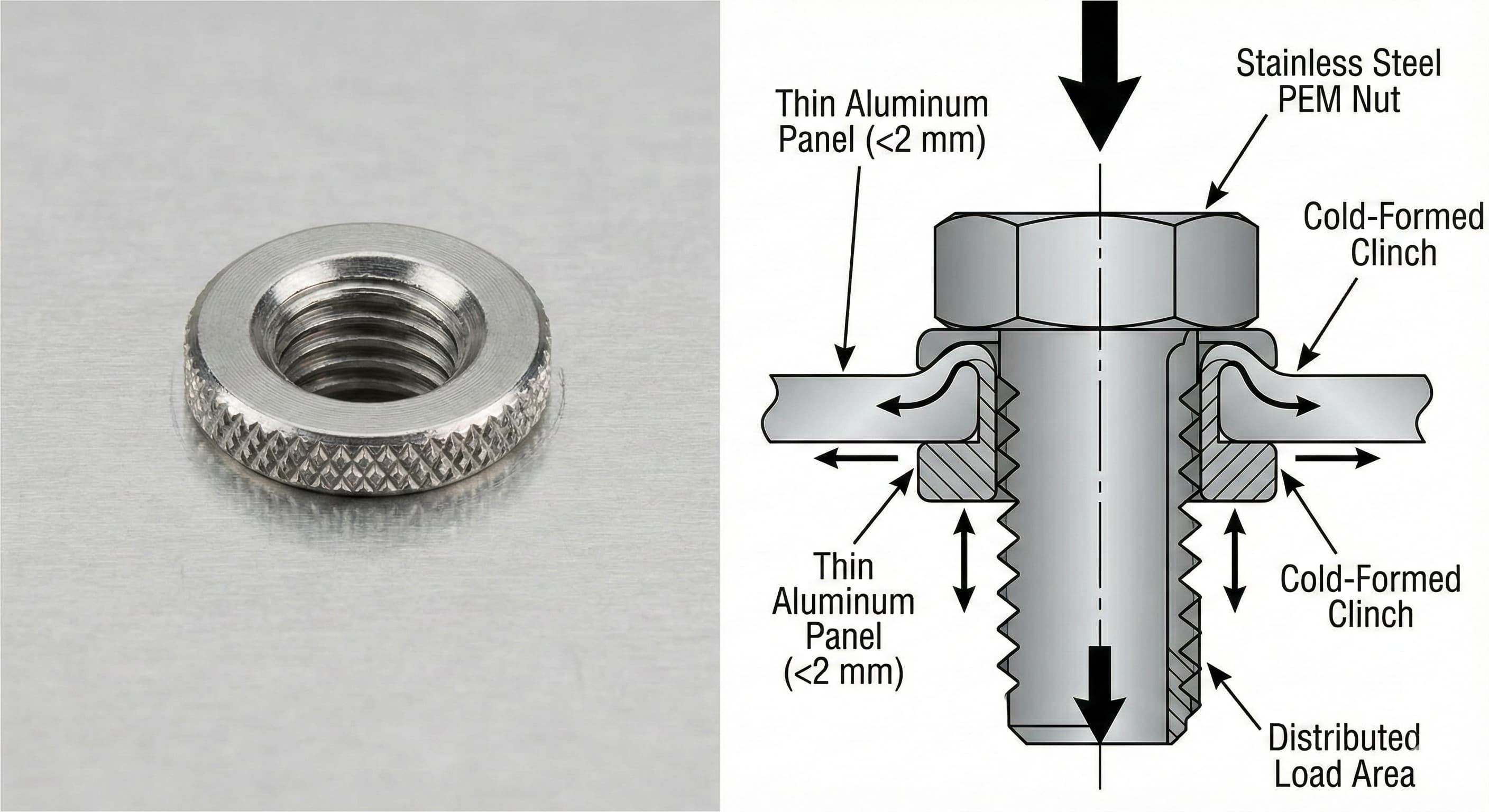
Os fixadores PEM utilizam um mecanismo auto-cravante que cria uma conexão mecânica permanente através da deformação controlada tanto do fixador quanto do material hospedeiro. Ao contrário das conexões rosqueadas tradicionais que dependem exclusivamente do engate da rosca, as porcas de encaixe por pressão apresentam uma haste serrilhada ou hexagonal que penetra e desloca o substrato de alumínio durante a instalação.
O princípio fundamental envolve três zonas distintas de interação do material. O diâmetro piloto cria o alinhamento inicial e evita o movimento lateral durante a instalação. O diâmetro de cravação, normalmente 0,2-0,4 mm maior que o piloto, gera a força de retenção primária através da compressão radial. Finalmente, o flange da cabeça distribui as cargas de fixação em uma área de superfície 3-4 vezes maior que o diâmetro do fixador.
A instalação requer uma aplicação de força controlada, normalmente variando de 8-15 kN, dependendo do tamanho do fixador e da espessura do material. Esta força deve ser aplicada perpendicularmente à superfície do painel com o mínimo de desvio lateral para evitar a cravação assimétrica que pode reduzir a força de retenção em até 40%. O processo cria uma junta conformada a frio que realmente aumenta em resistência ao longo do tempo devido ao endurecimento por trabalho do alumínio deslocado.
Serviços de fabricação de chapas metálicas de qualidade reconhecem que a instalação de encaixe por pressão requer ferramentas especializadas e controle preciso da força para obter resultados consistentes em todas as tiragens de produção.
Critérios de Seleção de Material
Escolher o material de fixação PEM apropriado envolve equilibrar propriedades mecânicas, resistência à corrosão e considerações de custo específicas para aplicações de alumínio fino. As três opções de material primárias oferecem vantagens distintas, dependendo dos requisitos da aplicação.
As porcas PEM de aço inoxidável, normalmente fabricadas com graus 303 ou 416, fornecem as maiores resistências à tração e ao cisalhamento, mantendo excelente resistência à corrosão. A opção de aço inoxidável 303 oferece usinabilidade e qualidade de rosca superiores, com resistências ao escoamento atingindo 310 MPa. No entanto, as ligeiras propriedades magnéticas e o maior coeficiente de expansão térmica em comparação com o alumínio podem criar desafios em montagens de precisão.
Os fixadores de aço carbono com revestimento de zinco ou zinco-níquel oferecem resistência máxima ao menor custo. Estes fixadores podem atingir resistências à tração superiores a 450 MPa, tornando-os ideais para aplicações de alta carga. A principal limitação envolve a compatibilidade galvânica, pois a diferença significativa de potencial eletroquímico entre o aço e o alumínio acelera a corrosão em ambientes úmidos.
| Material | Resistência à Tração (MPa) | Resistência à Corrosão | Fator de Custo | Melhores Aplicações |
|---|---|---|---|---|
| Aço Inoxidável 303 | 310-350 | Excelente | 2.1x | Marinha, processamento de alimentos |
| Alumínio 6061 | 276 | Boa (com alumínio) | 1.8x | Aeroespacial, eletrônicos |
| Aço Carbono (Galvanizado com Zn) | 450-520 | Razoável | 1.0x | Estrutural interno |
| Aço Inoxidável 416 | 380-420 | Muito Boa | 2.4x | Dispositivos médicos |
As porcas PEM de alumínio, fabricadas com 6061-T6 ou ligas semelhantes, oferecem a compatibilidade galvânica ideal para substratos de alumínio. Embora a resistência mecânica permaneça inferior às alternativas de aço, a eliminação da corrosão por metais diferentes frequentemente supera esta limitação em aplicações de longo prazo. A correspondência de expansão térmica também evita o acúmulo de tensão durante o ciclo de temperatura.
Parâmetros Críticos de Instalação
A instalação bem-sucedida de fixadores PEM em alumínio fino requer controle preciso de múltiplas variáveis interdependentes. A preparação do furo representa o fator mais crítico, pois a precisão dimensional afeta diretamente a força de retenção e a integridade do painel.
As tolerâncias do diâmetro do furo devem estar dentro de ±0,05 mm da dimensão piloto especificada para obter o desempenho de cravação ideal. Furos superdimensionados reduzem a compressão radial e podem diminuir a resistência ao arrancamento em 25-35%. Furos subdimensionados criam forças de instalação excessivas que podem rachar ligas de alumínio frágeis ou causar cravação incompleta em materiais endurecidos por trabalho.
Os requisitos de distância da borda tornam-se particularmente importantes em seções finas onde o deslocamento do material durante a cravação pode se aproximar da borda do painel. As distâncias mínimas da borda devem ser iguais a 2,5 vezes o diâmetro do fixador, com 3,0 vezes preferível para aplicações críticas. Isso garante volume de material adequado para a formação adequada da cravação sem rasgar a borda.
As faixas de compatibilidade de espessura do painel variam de acordo com o design do fixador, mas a maioria das porcas PEM padrão acomoda chapas de alumínio de 0,5-3,0 mm. A uniformidade da espessura em toda a zona de cravação afeta a consistência da retenção, tornando a seleção do material e nossos serviços de fabricação cruciais para manter os padrões de qualidade.
Os requisitos de força de instalação escalam aproximadamente com o quadrado do diâmetro do fixador e linearmente com a espessura do material. Um fixador #8-32 em alumínio 6061-T6 de 1,6 mm normalmente requer força de instalação de 12-14 kN, enquanto o mesmo fixador em material de 0,8 mm precisa de apenas 7-9 kN. Força excessiva pode causar ondulação ou ruptura do painel, enquanto força insuficiente resulta em cravação incompleta.
| Espessura do Painel (mm) | Tolerância do Furo (mm) | Distância Mínima da Borda | Força de Instalação (kN) | Aplicações Típicas |
|---|---|---|---|---|
| 0.5-0.8 | +0.00/-0.05 | 3.5x diâmetro | 6-9 | Gabinetes eletrônicos |
| 0.9-1.5 | +0.05/-0.00 | 3.0x diâmetro | 10-13 | Painéis de eletrodomésticos |
| 1.6-2.4 | +0.05/-0.00 | 2.8x diâmetro | 12-16 | Componentes automotivos |
| 2.5-3.0 | +0.08/-0.00 | 2.5x diâmetro | 15-20 | Montagens estruturais |
Distribuição de Carga e Design da Junta
Compreender os mecanismos de transferência de carga em juntas de fixadores PEM permite que os engenheiros otimizem o design da junta para requisitos de aplicação específicos. Ao contrário das conexões rosqueadas convencionais, onde as cargas se concentram nos primeiros engates de rosca, as porcas de encaixe por pressão distribuem as forças através de múltiplas zonas de contato.
O caminho de carga primário começa no flange da cabeça do fixador, que cria uma distribuição de tensão de rolamento na superfície do alumínio. As tensões de pico ocorrem nas bordas do flange, tornando a seleção do diâmetro da cabeça crítica para evitar o escoamento do alumínio sob altas cargas de fixação. A análise de elementos finitos mostra que aumentar o diâmetro da cabeça de 2,0 para 2,5 vezes o diâmetro da rosca reduz a tensão de rolamento de pico em aproximadamente 30%.
As cargas de cisalhamento são transferidas através da zona de material cravado, onde o alumínio deformado cria um intertravamento mecânico com a haste do fixador. Esta conexão pode normalmente suportar 60-80% da resistência ao cisalhamento final do fixador antes que a falha do material ocorra no substrato de alumínio em vez do próprio fixador.
A resistência ao arrancamento se desenvolve através de três mecanismos: interferência mecânica no diâmetro de cravação, atrito ao longo da superfície da haste e rolamento contra o colar de material deformado. A contribuição relativa de cada mecanismo depende das propriedades da liga de alumínio, com ligas mais macias dependendo mais da interferência mecânica.
Para resultados de alta precisão, Obtenha um orçamento em 24 horas da Microns Hub.
As considerações de rigidez da junta tornam-se importantes em aplicações de carregamento dinâmico onde a resistência à fadiga depende da uniformidade da distribuição de carga. As juntas PEM normalmente exibem 15-25% menos rigidez do que as conexões rosqueadas equivalentes devido à conformidade introduzida pela zona de material deformado. Esta rigidez reduzida pode realmente melhorar o desempenho da fadiga, reduzindo as concentrações de tensão, mas pode afetar as frequências ressonantes em aplicações sensíveis à vibração.
Compatibilidade da Liga de Alumínio
Diferentes ligas de alumínio respondem de forma variável à instalação de encaixe por pressão devido a diferenças nas características de endurecimento por trabalho, ductilidade e estrutura de grãos. Compreender estes comportamentos específicos do material permite a seleção adequada do fixador e a otimização dos parâmetros de instalação.
O alumínio 6061-T6 representa o substrato mais comumente especificado para aplicações PEM, oferecendo um excelente equilíbrio de resistência, ductilidade e usinabilidade. O têmpera T6 fornece resistência ao escoamento suficiente (276 MPa) para resistir à deformação excessiva durante a cravação, mantendo ductilidade suficiente para evitar rachaduras. A uniformidade do tamanho do grão nas ligas 6061 garante um comportamento de cravação consistente em todos os lotes de produção.
O alumínio 5052-H32 oferece resistência à corrosão superior e excelentes características de conformação, tornando-o adequado para geometrias complexas que exigem estratégias de vedação IP65. No entanto, o comportamento de endurecimento por trabalho durante a cravação pode aumentar as forças de instalação em 20-30% em comparação com as ligas 6061. Este material também exibe maior retorno elástico, afetando potencialmente a retenção do fixador se os parâmetros de instalação não forem ajustados corretamente.
O alumínio 7075-T6 oferece a opção de maior resistência, mas apresenta desafios para a instalação PEM. A ductilidade limitada e a alta taxa de endurecimento por trabalho podem causar cravação incompleta ou rachaduras no material ao redor do fixador. Quando substratos 7075 são necessários, a seleção do fixador deve favorecer designs com diâmetros de cravação reduzidos e perfis de haste graduados para minimizar o deslocamento do material.
| Liga | Têmpera | Resistência ao Escoamento (MPa) | Alongamento (%) | Compatibilidade PEM | Notas de Instalação |
|---|---|---|---|---|---|
| 6061 | T6 | 276 | 12-17 | Excelente | Parâmetros padrão |
| 5052 | H32 | 193 | 12-18 | Muito Boa | Aumentar a força em 20-25% |
| 7075 | T6 | 503 | 5-11 | Razoável | Reduzir o diâmetro de cravação |
| 3003 | H14 | 145 | 8-16 | Boa | Risco de superdeformação |
| 2024 | T3 | 345 | 15-20 | Ruim | Problemas com o conteúdo de cobre |
A orientação do grão em relação à direção da cravação pode influenciar a qualidade da junta, particularmente em materiais de chapa laminada onde as propriedades direcionais podem variar em 10-15%. A instalação ideal ocorre quando o eixo do fixador se alinha perpendicularmente à direção de laminação, minimizando o risco de delaminação ou rasgo preferencial.
Controle de Qualidade e Métodos de Teste
Estabelecer procedimentos robustos de controle de qualidade para instalações PEM garante um desempenho consistente da junta e evita falhas em campo. Múltiplos métodos de inspeção e teste fornecem diferentes níveis de informações sobre a qualidade da instalação e a confiabilidade a longo prazo.
A inspeção visual permanece a primeira linha de controle de qualidade, focando no assentamento da cabeça, deformação do painel e integridade da borda. Fixadores instalados corretamente devem assentar nivelados com a superfície do painel sem criar ondulações ou áreas elevadas que excedam 0,1 mm. O alumínio ao redor do fixador deve mostrar padrões de deformação uniformes sem rachaduras, rasgos ou acúmulo excessivo de material.
A calibração passa/não passa fornece um método rápido no chão de fábrica para verificar a qualidade da cravação. Estes calibradores verificam tanto a protusão do fixador na parte traseira quanto o assentamento da cabeça no lado da instalação. Os critérios de aceitação típicos exigem protusão na parte traseira entre 0,2-0,8 mm, dependendo da espessura do painel e do design do fixador.
O teste de torque avalia a resistência rotacional dos fixadores instalados, que se correlaciona com a qualidade da cravação. Fixadores sub-cravados exibem valores de torque de saída reduzidos, enquanto unidades instaladas corretamente normalmente requerem 80-120% do torque mínimo especificado para causar rotação. Este método de teste funciona particularmente bem para amostragem de produção, mas destrói as juntas testadas.
O teste de expulsão fornece dados quantitativos sobre a força de retenção, aplicando cargas axiais até que ocorra a falha do fixador. Os dispositivos de teste devem garantir a aplicação uniforme da carga perpendicular à superfície do painel para gerar dados significativos. Os critérios de aceitação normalmente exigem forças de expulsão superiores a 75% dos valores publicados, contabilizando as variações de instalação e material.
A análise de seção transversal através da preparação metalográfica revela a geometria interna da cravação e os padrões de fluxo do material. Este método destrutivo fornece a avaliação mais abrangente da qualidade da junta, mas requer equipamentos e conhecimentos especializados. Os principais critérios de avaliação incluem uniformidade do diâmetro da cravação, continuidade do material e ausência de vazios ou rachaduras na zona deformada.
Estratégias de Otimização de Custos
Alcançar a implementação de fixadores PEM com custo-benefício requer equilibrar os custos iniciais do fixador com as despesas totais de montagem, incluindo mão de obra, ferramentas e controle de qualidade. Várias estratégias podem impactar significativamente a economia geral do projeto sem comprometer o desempenho.
Acordos de compra em volume com fornecedores de fixadores podem reduzir os custos unitários em 15-30%, garantindo a estabilidade da cadeia de suprimentos. Padronizar em uma gama limitada de tamanhos e materiais de fixadores simplifica o gerenciamento de estoque e os requisitos de ferramentas de instalação. A maioria das aplicações pode ser adequadamente atendida com três tamanhos de rosca (#8-32, #10-32 e 1/4-20) em dois estilos de cabeça.
A automação da instalação torna-se economicamente atraente para volumes de produção superiores a 10.000 unidades anualmente. Os sistemas de prensa pneumática podem instalar fixadores PEM a taxas de 300-500 por hora com consistência superior em comparação com a instalação manual. O controle de qualidade aprimorado reduz as taxas de sucata e elimina a necessidade de inspeção individual do fixador em muitas aplicações.
Ao fazer o pedido da Microns Hub, você se beneficia de relacionamentos diretos com fabricantes que garantem controle de qualidade superior e preços competitivos em comparação com as plataformas de mercado. Nossa experiência técnica e abordagem de serviço personalizado significam que cada projeto recebe a atenção aos detalhes que merece, muitas vezes reduzindo os custos totais do projeto através de recomendações de design otimizadas.
A otimização do design pode eliminar os fixadores completamente em algumas aplicações através de recursos de fixação integrais ou conexões de encaixe. No entanto, esta abordagem requer uma análise cuidadosa dos requisitos de carga e das capacidades de fabricação. Os fixadores PEM frequentemente fornecem a solução mais econômica quando a removibilidade ou conexões de alta resistência são necessárias.
| Volume de Produção | Método de Instalação | Custo de Mão de Obra (€/fixador) | Controle de Qualidade | Fator de Custo Total |
|---|---|---|---|---|
| <1.000 | Prensa manual | 0.08-0.12 | 100% visual | 1.0x |
| 1.000-10.000 | Prensa pneumática | 0.04-0.06 | Amostragem de 10% | 0.7x |
| 10.000-50.000 | Semi-automático | 0.02-0.03 | Processo estatístico | 0.5x |
| >50.000 | Totalmente automático | 0.01-0.015 | Monitoramento contínuo | 0.4x |
Aplicações Avançadas e Considerações Especiais
Aplicações especializadas frequentemente requerem modificações nos designs de fixadores PEM padrão ou nos procedimentos de instalação para atender a requisitos de desempenho exclusivos. Compreender estas técnicas avançadas permite que os engenheiros expandam a aplicabilidade da tecnologia de encaixe por pressão.
Aplicações seladas que exigem proteção ambiental se beneficiam de fixadores PEM com ranhuras de O-ring integradas ou arruelas de vedação. Estes designs mantêm as vantagens da instalação de encaixe por pressão, fornecendo níveis de proteção IPX7 ou superiores. A eficácia da vedação depende da geometria adequada da ranhura e da compatibilidade do material entre a vedação e o substrato de alumínio.
Aplicações de alta temperatura acima de 150°C requerem consideração cuidadosa das diferenças de expansão térmica entre os materiais do fixador e do substrato. As porcas PEM de aço inoxidável em painéis de alumínio experimentam expansão diferencial que pode aumentar ou diminuir as forças de retenção, dependendo dos padrões de ciclo de temperatura. A análise térmica de elementos finitos torna-se necessária para aplicações críticas.
Os requisitos de compatibilidade eletromagnética (EMC) em gabinetes eletrônicos podem favorecer fixadores PEM de alumínio para manter a condutividade através das juntas. O processo de cravação cria um contato metal-metal estanque a gás que fornece excelente continuidade elétrica com valores de resistência normalmente abaixo de 0,001 ohms. Este desempenho supera a maioria das interfaces de junta com gaxeta ou pintadas.
As montagens multicamadas apresentam desafios únicos ao instalar fixadores PEM através de materiais empilhados. O fixador deve cravar efetivamente na camada primária, evitando danos às camadas secundárias. As tolerâncias de empilhamento tornam-se críticas, pois as variações podem impedir a cravação completa ou causar ruptura em componentes adjacentes.
Ambientes de vibração exigem métodos de retenção aprimorados além dos mecanismos de encaixe por pressão padrão. Compostos de travamento de rosca, operações de estaqueamento ou designs de fixadores especializados com recursos de travamento mecânico podem ser necessários para evitar o afrouxamento sob cargas dinâmicas. O teste de acordo com MIL-STD-810 ou padrões semelhantes valida o desempenho em espectros de vibração específicos.
Solução de Problemas Comuns de Instalação
Identificar e resolver problemas de instalação PEM requer análise sistemática dos modos de falha e suas causas raízes. A maioria dos problemas decorre de preparação inadequada do furo, parâmetros de instalação incorretos ou problemas de compatibilidade de material.
A cravação incompleta se manifesta como força de retenção reduzida e lacunas visíveis entre a cabeça do fixador e a superfície do painel. Esta condição normalmente resulta de força de instalação insuficiente, furos superdimensionados ou material endurecido por trabalho que resiste à deformação. As soluções incluem aumentar a força de instalação em 10-15%, verificar as dimensões do furo e recozer materiais endurecidos por trabalho quando possível.
A distorção do painel ao redor dos fixadores instalados indica força de instalação excessiva ou suporte de material inadequado durante a cravação. O alumínio fino cede sob cargas concentradas, criando ondulações ou áreas elevadas que afetam o ajuste da montagem. Reduzir a força de instalação e melhorar o suporte da placa de apoio normalmente resolve este problema sem comprometer a força de retenção.
A rotação do fixador durante a montagem sugere formação de cravação inadequada ou interfaces contaminadas que reduzem o atrito. Óleo, fluidos de corte ou oxidação podem impedir o engate adequado do material durante a instalação. Os procedimentos de limpeza usando isopropanol ou desengraxantes alcalinos restauram o comportamento de cravação adequado na maioria dos casos.
O rasgo da borda ocorre quando material insuficiente existe para conter as forças de cravação, normalmente devido a distâncias de borda inadequadas ou defeitos de material perto do local de instalação. A prevenção requer adesão estrita às especificações mínimas de distância da borda e inspeção do material para identificar inclusões ou laminações que poderiam se propagar em rasgos.
O rachamento ao redor dos fixadores instalados indica fragilidade do material ou concentrações de tensão excessivas durante a instalação. Este problema ocorre com mais frequência com ligas de alumínio de alta resistência ou materiais sujeitos a trabalho a frio anterior. As soluções incluem recozimento de alívio de tensão, modificações no design do fixador para reduzir o diâmetro da cravação ou mudar para materiais de substrato mais dúcteis.
Perguntas Frequentes
Qual é a espessura mínima de alumínio adequada para porcas de encaixe por pressão PEM?
A maioria das porcas PEM padrão requer uma espessura mínima de 0,5 mm para cravação adequada em substratos de alumínio. Abaixo desta espessura, o material carece de volume suficiente para formar um intertravamento mecânico confiável. Fixadores especializados para chapas finas podem acomodar materiais tão finos quanto 0,3 mm, mas estes requerem procedimentos de instalação modificados e podem ter capacidade de carga reduzida.
Como evito a corrosão galvânica ao usar fixadores PEM de aço em alumínio?
A prevenção da corrosão galvânica requer a eliminação do contato de umidade e eletrólito entre metais diferentes. Use fixadores PEM de aço inoxidável ou alumínio quando possível, aplique revestimentos dielétricos ou selantes na interface ou garanta que a montagem opere em ambientes secos. Os fixadores de aço revestidos com zinco-níquel oferecem compatibilidade aprimorada em comparação com o revestimento de zinco padrão.
Os fixadores PEM podem ser removidos e reinstalados em painéis de alumínio?
Os fixadores PEM criam instalações permanentes que não podem ser removidas com segurança sem danificar o substrato de alumínio. O processo de cravação deforma ambos os materiais, tornando a reversão impossível. Aplicações que exigem removibilidade devem usar porcas convencionais com placas de apoio ou porcas de gaiola projetadas para aplicações de chapas finas.
Qual força de instalação é necessária para diferentes tamanhos de fixadores PEM em alumínio?
As forças de instalação variam de acordo com o tamanho do fixador e a espessura do alumínio. As faixas típicas incluem 6-9 kN para fixadores #6-32, 10-13 kN para #8-32, 12-16 kN para #10-32 e 18-25 kN para tamanhos de 1/4-20 em alumínio de 1,6 mm. Consulte as especificações do fabricante para valores exatos, pois as forças podem variar em 20-30% entre diferentes designs de fixadores.
Como verifico a qualidade adequada da instalação do fixador PEM?
A verificação da qualidade combina inspeção visual, verificação dimensional e testes funcionais. Procure por assentamento nivelado da cabeça, deformação uniforme do material e protusão na parte traseira de 0,2-0,8 mm. O teste de torque deve exigir 80-120% dos valores especificados para causar rotação do fixador. O teste de expulsão fornece dados quantitativos de força de retenção para aplicações críticas.
O que acontece se o tamanho do furo estiver incorreto para a instalação PEM?
Furos superdimensionados reduzem a força de retenção em 25-35% e podem impedir a cravação completa. Furos subdimensionados aumentam as forças de instalação e podem rachar materiais frágeis ou causar assentamento incompleto do fixador. As tolerâncias do furo devem permanecer dentro de ±0,05 mm das dimensões especificadas para um desempenho ideal.
Existem limitações de temperatura para fixadores PEM em montagens de alumínio?
As instalações PEM padrão funcionam de forma confiável de -40°C a +150°C. Temperaturas mais altas exigem análise da expansão térmica diferencial entre os materiais do fixador e do substrato. Os fixadores de aço inoxidável se expandem menos que o alumínio, potencialmente reduzindo as forças de retenção durante os ciclos de aquecimento. Os fixadores PEM de alumínio fornecem melhor compatibilidade térmica para aplicações de temperatura extrema.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece