Projetando Gabinetes Personalizados: Estratégias de Vedação IP65 para Chapas Metálicas
Gabinetes de chapa metálica com classificação IP65 enfrentam um desafio fundamental de engenharia: manter a proteção ambiental, acomodando a expansão térmica, as tolerâncias de fabricação e a capacidade de manutenção em campo. A proteção de 6 milímetros contra a entrada de poeira e jatos de água de baixa pressão exige estratégias de vedação precisas que levem em conta o comportamento do material, a dinâmica de compressão da junta e a integridade da vedação a longo prazo sob ciclos térmicos.
Principais Conclusões
- IP65 requer proteção completa contra poeira e resistência a jatos de água de qualquer direção a 12,5 litros por minuto
- As taxas de compressão da junta entre 15-25% garantem uma vedação ideal, evitando a degradação do material
- A seleção do material impacta diretamente os coeficientes de expansão térmica, afetando o desempenho da vedação a longo prazo
- A geometria adequada da ranhura com proporções de largura para profundidade de 3:2 maximiza a retenção da junta e a eficácia da vedação
Compreendendo os Requisitos IP65 para Aplicações de Chapas Metálicas
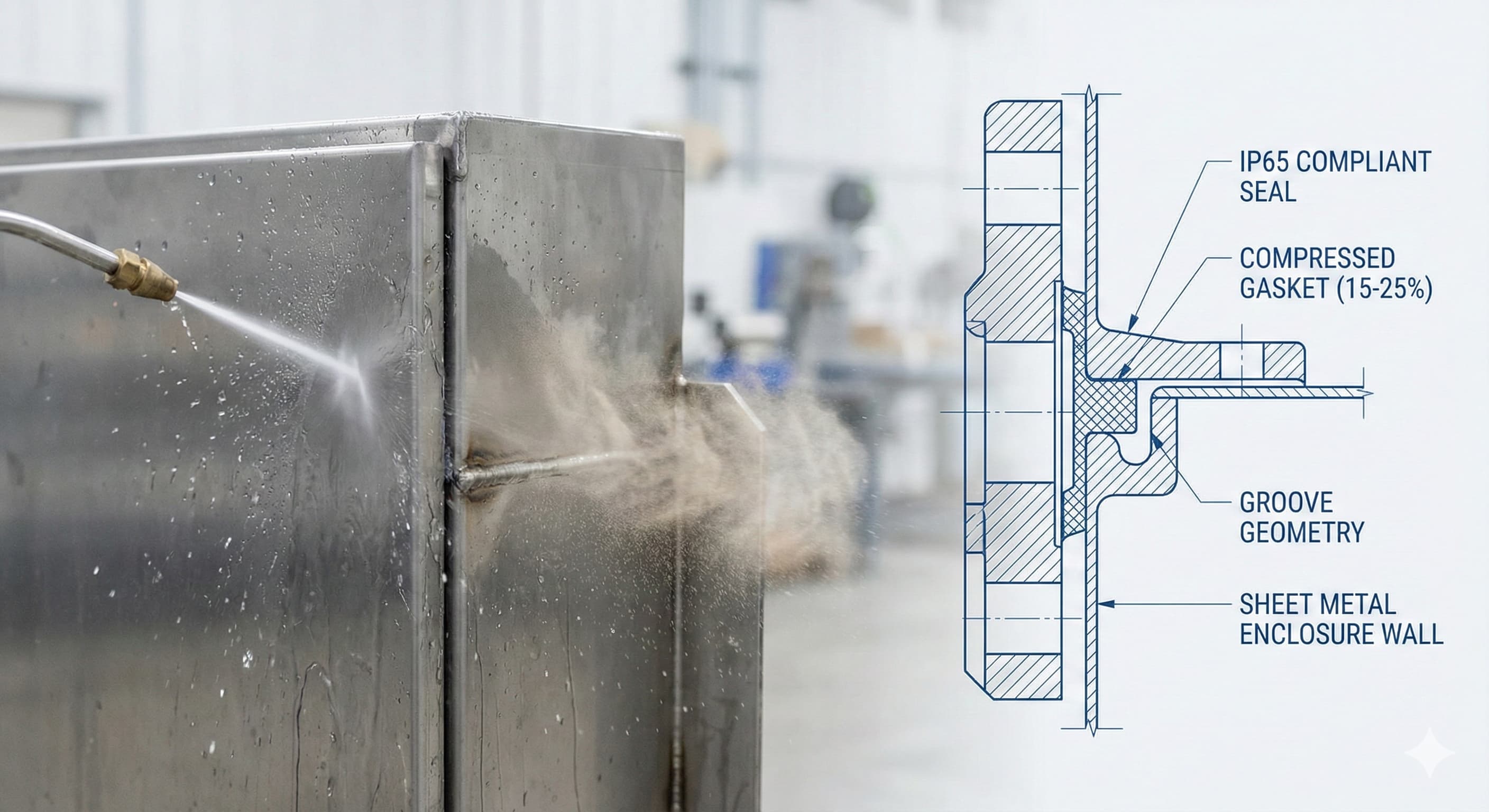
O padrão IP65 da Comissão Eletrotécnica Internacional exige proteção completa contra a entrada de poeira (nível 6) e resistência a jatos de água de um bico de 6,3 mm a 12,5 litros por minuto de qualquer direção (nível 5). Para gabinetes de chapa metálica, isso se traduz em manter a integridade da vedação nas interfaces de junção que experimentam expansão térmica diferencial, estresse mecânico de vibração e potencial deformação sob carga.
Os diferenciais de pressão críticos em aplicações IP65 normalmente variam de 1 a 5 kPa, embora ambientes industriais possam exigir resistência de até 10 kPa. O sistema de vedação deve acomodar essas pressões, mantendo a funcionalidade em faixas de temperatura operacional de -40°C a +85°C para aplicações padrão, com projetos especializados estendendo-se a +125°C para ambientes de alta temperatura.
A espessura da chapa metálica impacta significativamente a eficácia da estratégia de vedação. Materiais de bitola padrão de 1,0 mm a 3,0 mm exigem diferentes abordagens de compressão da junta em comparação com chapas mais pesadas de 5,0 mm a 8,0 mm. Materiais mais finos exibem maior deflexão sob cargas de compressão da junta, potencialmente comprometendo a geometria da vedação ao longo do tempo.
Seleção de Materiais e Considerações Térmicas
O alumínio 5052-H32 e o 6061-T6 representam as escolhas de chapa metálica mais comuns para gabinetes IP65, cada um apresentando características distintas de expansão térmica que influenciam diretamente o desempenho da vedação. O coeficiente de expansão térmica para ligas de alumínio é em média 23,1 × 10⁻⁶/°C, criando mudanças dimensionais mensuráveis em grandes gabinetes.
| Grau do Material | Expansão Térmica (10⁻⁶/°C) | Resistência ao Escoamento (MPa) | Fator de Custo | Compatibilidade de Vedação |
|---|---|---|---|---|
| Al 5052-H32 | 23.8 | 193 | 1.0x | Excelente |
| Al 6061-T6 | 23.6 | 276 | 1.2x | Excelente |
| Aço Inoxidável 304 | 17.3 | 215 | 2.8x | Muito Bom |
| Aço Inoxidável 316L | 16.0 | 170 | 4.2x | Excelente |
| Aço Laminado a Frio | 12.0 | 350 | 0.6x | Bom (revestido) |
Os graus de aço inoxidável 304 e 316L oferecem coeficientes de expansão térmica mais baixos, reduzindo o estresse da vedação durante o ciclo de temperatura. No entanto, o aumento do custo do material e os requisitos de conformação devem ser equilibrados com a melhoria da estabilidade dimensional. O aço laminado a frio oferece excelente resistência e expansão térmica mínima, mas requer revestimentos protetores para evitar corrosão galvânica quando combinado com materiais de junta padrão.
Os requisitos de acabamento de superfície para uma vedação IP65 eficaz normalmente especificam valores Ra entre 0,8-3,2 μm nas superfícies de contato da junta. Acabamentos mais lisos melhoram a vedação inicial, mas podem reduzir a mordida da junta, enquanto superfícies mais ásperas aumentam a retenção mecânica ao custo de caminhos de vazamento microscópicos.
Seleção de Juntas e Dinâmica de Compressão
As juntas de EPDM (Etileno Propileno Dieno Monômero) dominam as aplicações IP65 devido à excelente resistência às intempéries, estabilidade ao ozônio e resistência à deformação permanente inferior a 25% após 1000 horas a 70°C. As classificações de durômetro Shore A entre 60-80 fornecem um equilíbrio ideal entre a conformabilidade da vedação e a integridade estrutural sob cargas de compressão.
As taxas de compressão exigem controle preciso para atingir o desempenho IP65. A compressão ideal normalmente varia de 15 a 25% da seção transversal original da junta, com taxas de compressão mais altas levando à degradação acelerada do material e potencial extrusão da junta. Uma compressão mais baixa pode permitir caminhos de vazamento sob ciclo de pressão ou estresse de expansão térmica.
| Material da Junta | Durômetro Shore A | Taxa de Compressão | Intervalo de Temperatura (°C) | Resistência Química |
|---|---|---|---|---|
| EPDM | 70 ± 5 | 20-25% | -40 a +120 | Excelente |
| Silicone | 60 ± 5 | 15-20% | -60 a +200 | Bom |
| Neoprene | 65 ± 5 | 20-30% | -35 a +100 | Muito Bom |
| Fluorocarbono (FKM) | 75 ± 5 | 15-20% | -20 a +200 | Excelente |
| Nitrilo (NBR) | 70 ± 5 | 25-35% | -30 a +100 | Bom |
A geometria da seção transversal da junta impacta significativamente a eficácia da vedação. As seções transversais redondas fornecem distribuição uniforme de tensão, mas exigem geometria de ranhura precisa. Os perfis em forma de D oferecem melhor retenção em ranhuras rasas, mas podem criar concentrações de tensão na interface plana. As juntas ocas reduzem as forças de compressão, mas sacrificam a capacidade de resistência à pressão.
Projeto de Ranhura e Tolerâncias de Fabricação
A geometria da ranhura determina diretamente a retenção da junta, a uniformidade da compressão e a integridade da vedação a longo prazo. A proporção ideal de largura para profundidade de 3:2 garante suporte adequado da junta, evitando compressão excessiva ou extrusão sob pressão. Para juntas redondas padrão de 6 mm de diâmetro, as dimensões da ranhura normalmente especificam 4,5 mm de largura × 3,0 mm de profundidade com controle de tolerância de ±0,1 mm.
As tolerâncias de fabricação nas dimensões da ranhura exigem uma consideração cuidadosa dos efeitos cumulativos de empilhamento. As tolerâncias de posição de ±0,2 mm nas linhas de centro da ranhura garantem o alinhamento adequado da junta nas superfícies de acoplamento, enquanto a variação de profundidade além de ±0,1 mm cria compressão irregular que compromete o desempenho da vedação.
Os raios de canto no projeto da ranhura devem acomodar a flexibilidade da junta, mantendo a integridade estrutural. Os requisitos mínimos de raio normalmente equivalem a 0,3 vezes o diâmetro da junta para evitar rachaduras por tensão do material durante a instalação e o ciclo de compressão. Cantos afiados criam pontos de concentração de tensão que aceleram a falha da junta por meio da propagação de rachaduras.
Para resultados de alta precisão,envie seu projeto para um orçamento em 24 horas da Microns Hub.
Estratégias Avançadas de Vedação e Proteção Multi-Estágios
Gabinetes complexos geralmente exigem estratégias de vedação multi-estágios para obter proteção IP65 confiável. As vedações primárias lidam com a maioria da exclusão ambiental, enquanto as vedações secundárias fornecem proteção de backup contra a degradação da vedação primária ou defeitos de instalação. Essa redundância se mostra particularmente valiosa em aplicações críticas onde as consequências da falha da vedação se estendem além dos custos de substituição de componentes.
As vedações labirínticas complementam os sistemas baseados em juntas, criando caminhos tortuosos que reduzem o diferencial de pressão nas vedações primárias. Esses recursos geométricos, usinados ou formados em superfícies de acoplamento, melhoram significativamente a confiabilidade geral do sistema sem adicionar custos de material. Os projetos típicos de labirinto incorporam 2-3 mudanças direcionais com folgas de 0,5-1,0 mm.
Os recursos de drenagem integrados ao projeto do gabinete evitam o acúmulo de água que pode sobrecarregar os sistemas de vedação durante a exposição prolongada. Orifícios de drenagem estrategicamente posicionados com 3-5 mm de diâmetro, localizados em pontos baixos geométricos, permitem a evacuação da umidade, mantendo a integridade IP65. Esses recursos exigem posicionamento cuidadoso para evitar a criação de caminhos de entrada em condições de pressão.
| Estratégia de Vedação | Complexidade | Impacto no Custo | Fator de Confiabilidade | Requisitos de Manutenção |
|---|---|---|---|---|
| Junta Simples | Baixa | 1.0x | Padrão | Substituição a cada 5 anos |
| Junta Dupla | Média | 1.8x | Alta | Substituição a cada 7 anos |
| Junta + Labirinto | Média | 1.4x | Muito Alta | Substituição a cada 10 anos |
| Sistema Multi-estágio | Alta | 2.5x | Excelente | Inspeção a cada 3 anos |
| Soldado + Junta | Alta | 2.2x | Excelente | Permanente |
Seleção de Fixadores e Controle de Compressão
As especificações do fixador impactam diretamente a uniformidade da compressão da junta e o desempenho da vedação a longo prazo. Os parafusos de cabeça cilíndrica de aço inoxidável fornecem resistência à corrosão e aplicação de torque precisa, com M6 × 1,0 representando o tamanho mais comum para aplicações de gabinete padrão. O espaçamento dos fixadores normalmente varia de 80 a 120 mm no centro, com espaçamento mais próximo necessário para substratos de chapa metálica mais finos.
As especificações de torque devem levar em conta as propriedades do material da junta, a espessura do substrato e os efeitos do ciclo térmico. As juntas de EPDM padrão em gabinetes de alumínio normalmente exigem torque de 4-6 N⋅m em fixadores M6, com valores ajustados com base no durômetro da junta e nos requisitos de compressão. O aperto excessivo cria concentrações de tensão que aceleram a degradação da junta, enquanto o torque insuficiente permite o relaxamento da vedação sob o ciclo térmico.
Os compostos de travamento de rosca evitam o afrouxamento do fixador devido à vibração ou ao ciclo térmico, mas a seleção deve considerar os requisitos de desmontagem para manutenção. Os compostos anaeróbicos de média resistência fornecem retenção adequada, permitindo a manutenção em campo com ferramentas padrão. Compostos de alta resistência podem exigir aplicação de calor para desmontagem, complicando os procedimentos de manutenção.
A seleção da arruela influencia a distribuição da carga nas superfícies da junta. As arruelas de aço inoxidável com 12 mm de diâmetro externo distribuem as cargas de compressão de forma eficaz, evitando a deformação do substrato. Os designs de arruelas cativas reduzem o tempo de montagem e eliminam hardware solto durante as operações de manutenção em campo.
Processos de Fabricação e Controle de Qualidade
As operações de conformação de chapas metálicas devem acomodar os requisitos de ranhura da junta durante a fase de projeto para garantir a viabilidade da fabricação e a relação custo-benefício. As operações de conformação por freio normalmente podem acomodar recursos de ranhura perpendiculares aos eixos de dobra, enquanto as ranhuras paralelas podem exigir operações de usinagem secundárias que aumentam significativamente os custos de produção.
A usinagem CNC de ranhuras de junta fornece controle dimensional superior em comparação com as operações de conformação, particularmente para geometrias complexas ou requisitos de tolerância restrita. Os serviços de usinagem CNC de precisão da Microns Hub garantem que as dimensões da ranhura atendam aos requisitos de vedação IP65, otimizando a eficiência da fabricação para protótipos e quantidades de produção.
As operações de soldagem perto de áreas de junta exigem gerenciamento cuidadoso do calor para evitar a distorção do substrato que compromete a geometria da ranhura. A soldagem TIG com entrada de calor controlada normalmente mantém a estabilidade dimensional dentro de limites aceitáveis, enquanto a soldagem MIG pode exigir usinagem pós-soldagem para restaurar as especificações da ranhura.
Os procedimentos de controle de qualidade para gabinetes IP65 devem validar a conformidade dimensional e o desempenho real da vedação. As máquinas de medição de coordenadas verificam as dimensões da ranhura com precisão de ±0,05 mm, enquanto o teste de decaimento de pressão confirma taxas de vazamento abaixo de 1 × 10⁻⁶ mbar⋅l/s sob condições operacionais simuladas.
| Processo de Fabricação | Precisão do Sulco (mm) | Taxa de Produção | Custo de Configuração | Melhores Aplicações |
|---|---|---|---|---|
| Usinagem CNC | ±0.03 | Média | Alto | Geometrias complexas |
| Dobra em Prensa | ±0.15 | Alta | Baixo | Sulcos retos simples |
| Matriz Progressiva | ±0.08 | Muito Alta | Muito Alto | Produção de alto volume |
| Corte a Laser + Formato | ±0.10 | Média | Médio | Volumes médios |
| Jato de Água + Secundário | ±0.05 | Baixa | Médio | Materiais espessos |
Protocolos de Teste e Validação
A validação IP65 requer protocolos de teste sistemáticos que simulem condições operacionais do mundo real, fornecendo dados de desempenho quantitativos. Os procedimentos de teste padrão seguem as especificações IEC 60529, utilizando câmaras de poeira calibradas e aparelhos de jato de água para verificar os níveis de proteção sob condições controladas.
O teste de entrada de poeira emprega talco ou poeira de teste padronizada circulada através de câmaras em concentrações e velocidades de ar especificadas. A duração do teste normalmente se estende por 8 horas com ciclo de pressão periódico para simular os efeitos da respiração térmica. A exclusão completa de poeira deve ser demonstrada sem acúmulo mensurável dentro do gabinete.
O teste de jato de água utiliza bicos de 6,3 mm fornecendo 12,5 litros por minuto a 30 kPa de pressão de todas as direções. A duração do teste cobre 15 minutos no mínimo com o gabinete orientado para apresentar o máximo desafio aos sistemas de vedação. Nenhuma entrada de água é aceitável, com qualquer umidade detectada constituindo falha no teste.
O teste de confiabilidade a longo prazo incorpora o ciclo térmico entre extremos de temperatura operacional, normalmente 1000 ciclos de -40°C a +85°C com tempos de permanência de 2 horas. As medições de deformação permanente da junta verificam a estabilidade do material, enquanto o teste de taxa de vazamento confirma a integridade contínua da vedação durante toda a duração do teste.
Estratégias de Otimização de Custos
A seleção do material impacta significativamente os custos totais do projeto, com as ligas de alumínio oferecendo um equilíbrio ideal entre desempenho e economia para a maioria das aplicações. Os graus de aço inoxidável exigem preços premium, mas fornecem resistência à corrosão e estabilidade dimensional superiores que podem justificar o aumento dos custos em ambientes agressivos ou requisitos de vida útil estendida.
A seleção da junta apresenta oportunidades para otimização de custos sem comprometer o desempenho IP65. As formulações de EPDM padrão fornecem excelente desempenho a preços competitivos, enquanto compostos especializados como materiais de fluorocarbono podem ser desnecessários, a menos que existam requisitos específicos de resistência química. As seções transversais de junta personalizadas podem reduzir o uso de material em comparação com os perfis redondos padrão, mantendo a eficácia da vedação.
A seleção do processo de fabricação requer uma análise cuidadosa dos requisitos de volume e da complexidade geométrica. As aplicações de baixo volume se beneficiam de processos flexíveis como conformação por freio e nossos serviços de fabricação que minimizam os investimentos em ferramentas. A produção de alto volume justifica o uso de ferramentas de matriz progressiva, apesar dos custos iniciais significativos devido ao tempo de fabricação por unidade reduzido e à consistência dimensional aprimorada.
Ao fazer o pedido da Microns Hub, você se beneficia de relacionamentos diretos com o fabricante que garantem controle de qualidade superior e preços competitivos em comparação com as plataformas de mercado. Nossa experiência técnica e abordagem de serviço personalizado significam que cada projeto recebe a atenção aos detalhes necessária para um desempenho IP65 confiável em diversos ambientes operacionais.
Armadilhas Comuns de Design e Soluções
O espaçamento inadequado dos fixadores representa uma das causas mais frequentes de falha de vedação IP65 em gabinetes de chapa metálica. O espaçamento excessivo permite a deflexão do substrato entre os fixadores, criando lacunas que comprometem a compressão da junta. A prática padrão limita o espaçamento a 100 mm para espessura de chapa de 2,0 mm, com redução proporcional para materiais mais finos.
As interseções da ranhura da junta nos cantos exigem atenção especial para evitar caminhos de vazamento que contornam a interface de vedação primária. As juntas de canto moldadas eliminam as juntas que criam pontos de falha potenciais, enquanto as juntas de emenda exigem procedimentos precisos de corte e colagem para manter a integridade da vedação. Os raios de canto devem acomodar os requisitos de raio de curvatura da junta sem criar concentrações de tensão.
Os cálculos de expansão térmica geralmente negligenciam a expansão diferencial entre materiais diferentes em projetos compostos. As estruturas de reforço de aço combinadas com revestimentos de alumínio criam padrões de tensão que podem comprometer a uniformidade da compressão da junta durante as excursões de temperatura. As soluções de design incluem juntas de expansão ou seleção de materiais que minimizem as incompatibilidades de expansão térmica.
As inconsistências no acabamento da superfície perto das áreas de contato da junta frequentemente resultam de controle de processo inadequado durante a fabricação. As operações de soldagem que criam rugosidade ou contaminação local exigem pós-processamento para restaurar as condições de superfície especificadas. Os procedimentos de controle de qualidade devem verificar os requisitos de acabamento da superfície, além das especificações dimensionais.
Perguntas Frequentes
Qual taxa de compressão da junta fornece o desempenho de vedação IP65 ideal?
As taxas de compressão ideais variam de 15 a 25% da seção transversal original da junta para a maioria dos materiais EPDM. Essa faixa fornece pressão de contato suficiente para uma vedação eficaz, evitando a degradação do material devido à compressão excessiva. As classificações de durômetro Shore A influenciam a compressão ideal, com materiais mais macios exigindo taxas de compressão mais baixas.
Como os efeitos da expansão térmica impactam a integridade da vedação a longo prazo?
A expansão térmica cria mudanças dimensionais que estressam os materiais da junta e potencialmente comprometem a geometria da vedação. Os gabinetes de alumínio se expandem aproximadamente 0,23 mm por metro por aumento de temperatura de 10°C. As estratégias de design incluem juntas de expansão, seleção de materiais com coeficientes térmicos correspondentes e materiais de junta com alta capacidade de alongamento.
Quais tolerâncias de fabricação são necessárias para uma geometria de ranhura de junta eficaz?
As tolerâncias de largura da ranhura normalmente especificam ±0,1 mm para retenção ideal da junta e controle de compressão. As tolerâncias de profundidade devem manter ±0,1 mm para garantir compressão uniforme em todo o perímetro da junta. As tolerâncias de posição de ±0,2 mm evitam o desalinhamento da junta que cria caminhos de vazamento.
A classificação IP65 pode ser mantida com painéis ou portas removíveis?
Sim, os painéis removíveis podem manter a proteção IP65 com design de dobradiça e sistemas de junta adequados. As dobradiças de piano fornecem suporte contínuo ao longo das bordas do painel, enquanto as travas de compressão projetadas adequadamente garantem a compressão adequada da junta. Vários fixadores com valores de torque especificados oferecem soluções alternativas para painéis acessados com frequência.
Quais procedimentos de teste verificam a conformidade com IP65 em gabinetes personalizados?
O teste IP65 segue os padrões IEC 60529 com teste de câmara de poeira por 8 horas no mínimo e teste de jato de água a 12,5 litros por minuto de bicos de 6,3 mm. O teste de decaimento de pressão complementa os procedimentos padrão, quantificando as taxas de vazamento sob condições controladas. A validação do ciclo térmico confirma o desempenho em faixas de temperatura operacional.
Como a espessura da chapa metálica afeta a compressão da junta e o desempenho da vedação?
A chapa metálica mais fina se deflete mais sob cargas de compressão da junta, potencialmente criando distribuição de pressão irregular que compromete a eficácia da vedação. Materiais abaixo de 1,5 mm de espessura geralmente exigem espaçamento de fixador mais próximo ou recursos de reforço para manter a rigidez adequada. Materiais mais espessos fornecem melhor estabilidade dimensional, mas aumentam os custos de material e as cargas de conformação.
Quais são os materiais mais econômicos para gabinetes de chapa metálica IP65?
O alumínio 5052-H32 oferece a melhor combinação de custo, conformabilidade e resistência à corrosão para a maioria das aplicações IP65. O aço laminado a frio oferece menor custo de material, mas requer revestimentos protetores e seleção cuidadosa do material da junta para evitar corrosão galvânica. Os graus de aço inoxidável justificam preços premium apenas quando condições ambientais específicas exigem resistência à corrosão superior.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece