Estampagem Profunda vs. Repuxagem: Fabricação de Formas Metálicas Cilíndricas
A fabricação de componentes metálicos cilíndricos apresenta aos engenheiros dois processos de conformação primários: estampagem profunda e repuxagem de metal. Cada processo oferece vantagens distintas em termos de utilização de material, custos de ferramentas, volumes de produção e tolerâncias alcançáveis. Compreender as diferenças fundamentais entre esses processos é fundamental para otimizar os resultados de fabricação e a relação custo-benefício.
Principais Conclusões
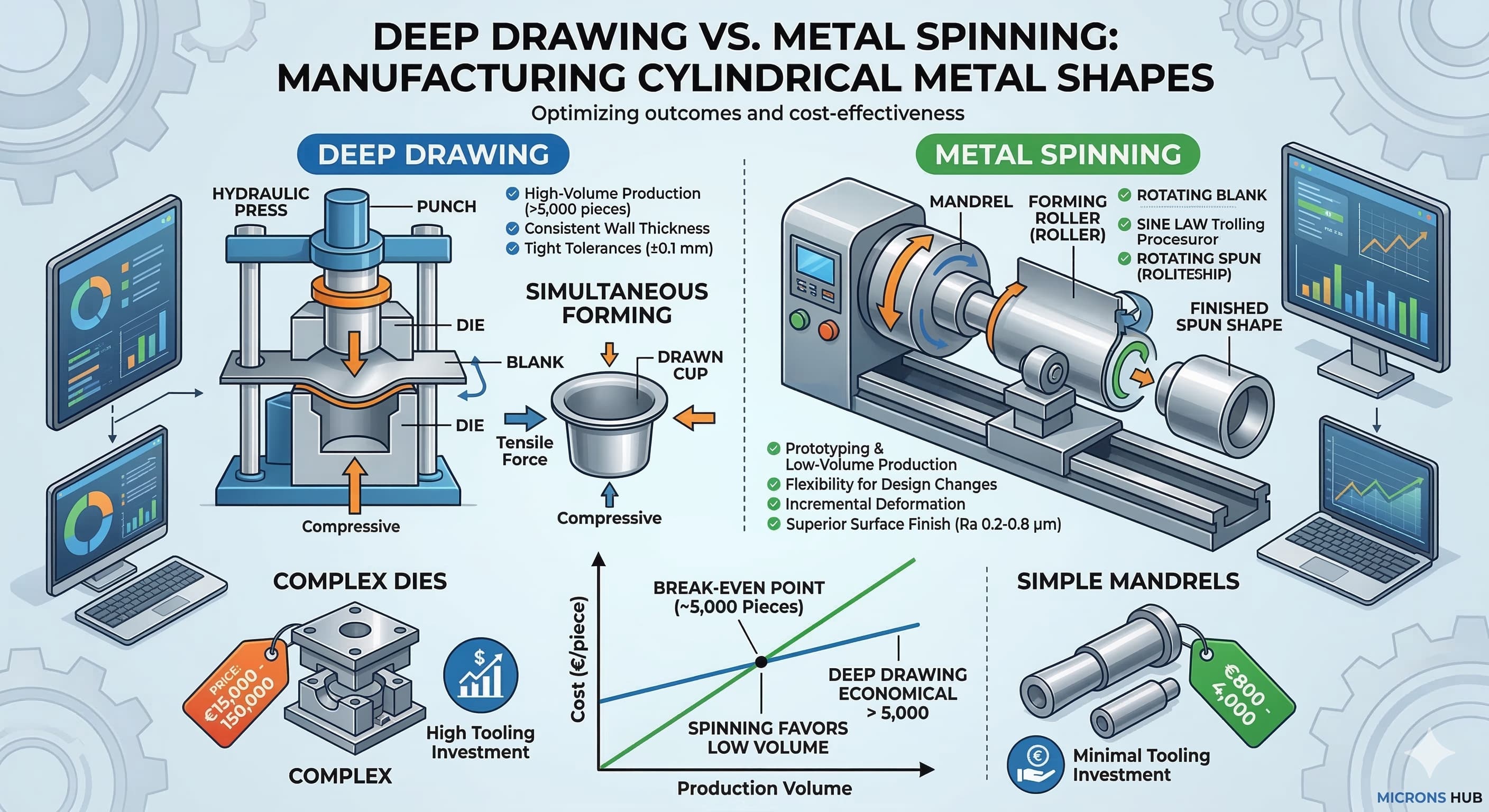
- A estampagem profunda se destaca na produção de alto volume com espessura de parede consistente e tolerâncias apertadas (±0,1 mm)
- A repuxagem de metal oferece flexibilidade superior para prototipagem e produção de baixo volume com investimento mínimo em ferramentas
- A seleção do material impacta significativamente a viabilidade do processo, com a estampagem profunda exigindo maiores taxas de ductilidade
- A análise de custos revela que a estampagem profunda se torna econômica em volumes superiores a 5.000 peças anualmente
Fundamentos do Processo de Estampagem Profunda
A estampagem profunda transforma chapas metálicas planas em componentes cilíndricos ou em forma de caixa através de uma combinação de forças de tração e compressão. O processo utiliza um sistema de punção e matriz onde a punção força o blank através da cavidade da matriz, criando uma forma oca sem costura com uma profundidade maior que metade do diâmetro.
O parâmetro crítico na estampagem profunda é a taxa de estampagem (DR), calculada como o diâmetro do blank dividido pelo diâmetro da punção. Para a maioria dos materiais, uma única operação de estampagem pode atingir taxas entre 1,8:1 e 2,2:1. Quando taxas mais altas são necessárias, vários estágios de estampagem se tornam necessários, com cada estágio subsequente reduzindo o diâmetro em aproximadamente 20-30%.
O fluxo de material durante a estampagem profunda segue padrões específicos. As regiões externas do blank experimentam compressão circunferencial, enquanto o material da parede lateral sofre tensão de tração. Esta condição de dupla tensão requer materiais com excelente ductilidade e estrutura de grão uniforme. Aços como DC04 (EN 10130) e a liga de alumínio 3003-H14 demonstram desempenho ideal devido aos seus altos valores r (taxa de deformação) de 1,8-2,2.
O design da ferramenta desempenha um papel crucial na obtenção de resultados consistentes. O raio da matriz normalmente varia de 6 a 10 vezes a espessura do material, enquanto o raio da punção é mantido em 4 a 8 vezes a espessura. Essas taxas evitam o rasgo do material durante a operação de conformação, minimizando os efeitos de retorno elástico.
Mecânica do Processo de Repuxagem de Metal
A repuxagem de metal, também conhecida como conformação por repuxo, molda componentes cilíndricos girando um blank de metal em alta velocidade enquanto aplica pressão localizada através de ferramentas de conformação. O blank é fixado contra um mandril que define a geometria interna, e o material é progressivamente conformado sobre este mandril usando rolos ou ferramentas de repuxagem especializadas.
O processo opera com princípios fundamentalmente diferentes da estampagem profunda. Em vez de conformação simultânea, a repuxagem cria a forma desejada através de deformação incremental. O material flui radialmente para dentro e axialmente ao longo da superfície do mandril, com a espessura da parede variando de acordo com a lei do seno: t₁ = t₀ × sen α, onde t₁ é a espessura final, t₀ é a espessura inicial e α é o ângulo do eixo de rotação.
Os mandris de repuxagem exigem usinagem precisa, mas representam custos de ferramentas significativamente menores em comparação com as matrizes de estampagem profunda. Um mandril de aço típico para repuxagem custa €800-1.500, enquanto ferramentas de estampagem profunda equivalentes variam de €15.000-50.000, dependendo da complexidade e dos requisitos de produção.
O processo acomoda uma gama mais ampla de materiais, incluindo ligas de endurecimento por trabalho que podem ser desafiadoras para estampagem profunda. O aço inoxidável 316L, o titânio Ti-6Al-4V e o Inconel 625 podem ser repuxados com sucesso devido à natureza incremental da deformação, o que evita a concentração excessiva de tensão.
Seleção de Material e Compatibilidade
A seleção do material representa um ponto de decisão crítico entre os processos de estampagem profunda e repuxagem. Cada método de conformação impõe diferentes exigências às propriedades do material, influenciando tanto a viabilidade do processo quanto a qualidade final do componente.
| Propriedade do Material | Requisitos de Estampagem Profunda | Requisitos de Repuxo | Valores Típicos |
|---|---|---|---|
| Alongamento (%) | ≥25% | ≥15% | DC04: 38-42% |
| Valor-r (Razão de Deformação) | ≥1.4 | ≥0.8 | Al 3003: 0.6-0.8 |
| Valor-n (Endurecimento por Deformação) | 0.20-0.25 | 0.15-0.30 | 304 SS: 0.45 |
| Resistência ao Escoamento (MPa) | 140-300 | 200-600 | Ti-6Al-4V: 880 |
A estampagem profunda exige materiais com altas taxas de deformação plástica (valores r) para evitar orelhas e garantir um fluxo de material uniforme. O valor r representa a razão entre a deformação da largura e a deformação da espessura durante o teste de tração. Materiais com valores r abaixo de 1,0 tendem a afinar excessivamente durante as operações de estampagem, levando a uma possível falha.
Os processos de repuxagem acomodam materiais com índices de conformabilidade mais baixos porque a deformação ocorre incrementalmente, em vez de simultaneamente em todo o blank. Essa característica torna a repuxagem particularmente adequada para ligas de alta resistência e materiais exóticos onde a estampagem profunda excederia os limites de conformação do material.
O tamanho do grão afeta significativamente ambos os processos, mas com diferentes implicações. Materiais de grão fino (tamanho de grão ASTM 7-9) proporcionam melhor acabamento superficial em aplicações de estampagem profunda, enquanto a repuxagem pode tolerar estruturas de grão mais grosseiras sem comprometer a precisão dimensional.
Design de Ferramentas e Análise de Investimento
A diferença fundamental nos requisitos de ferramentas entre estampagem profunda e repuxagem impacta diretamente a economia do projeto e os prazos de entrega. A estampagem profunda exige matrizes progressivas usinadas com precisão, fabricadas em aços para ferramentas como D2 ou A2, com valores de dureza variando de 58 a 62 HRC.
A construção de matrizes progressivas envolve várias estações para geometrias complexas, com cada estação exigindo alinhamento preciso e controle de folga. As folgas típicas da matriz variam de 1,1 a 1,3 vezes a espessura do material para aço e de 1,2 a 1,4 vezes para ligas de alumínio. Essas tolerâncias apertadas exigem fabricação de alta precisão, elevando os custos de ferramentas.
Os mandris de repuxagem oferecem um investimento em ferramentas drasticamente reduzido. Um mandril típico pode ser fabricado em alumínio 7075-T6 para aplicações de protótipo ou em aço 4140 para tiragens de produção. O mandril requer apenas a geometria interna final, eliminando os complexos perfis de cavidade necessários para as matrizes de estampagem profunda.
| Componente de Ferramental | Custo de Estampagem Profunda (€) | Custo de Repuxo (€) | Prazo de Entrega (Semanas) |
|---|---|---|---|
| Cilíndrico Simples (Ø100mm) | 15.000 - 25.000 | 800 - 1.500 | 6-8 vs 2-3 |
| Perfil Escalonado Complexo | 35.000 - 60.000 | 2.000 - 4.000 | 10-12 vs 3-4 |
| Progressivo Multi-Estágio | 75.000 - 150.000 | N/A (Estágio Único) | 12-16 vs N/A |
| Manutenção de Ferramentas (Anual) | 5-10% do Custo Inicial | 2-3% do Custo Inicial | Contínuo |
As considerações sobre a vida útil da ferramenta diferenciam ainda mais os processos. As matrizes de estampagem profunda normalmente suportam 500.000-2.000.000 de ciclos, dependendo do material e da complexidade, enquanto os mandris de repuxagem podem exceder 10.000 ciclos com manutenção adequada. No entanto, as ferramentas de repuxagem (rolos e implementos de conformação) exigem substituição periódica a cada 5.000-15.000 ciclos.
Para resultados de alta precisão, envie seu projeto para um orçamento em 24 horas da Microns Hub.
Precisão Dimensional e Qualidade da Superfície
Alcançar um controle dimensional preciso requer a compreensão de como cada processo influencia a geometria final do componente. A estampagem profunda normalmente oferece concentricidade superior e uniformidade da espessura da parede devido à ação de conformação simultânea em todo o blank.
A variação da espessura da parede em componentes estampados profundamente geralmente permanece dentro de ±10-15% da espessura original do blank, com as seções mais finas ocorrendo no raio do nariz da punção. Este padrão de afinamento previsível permite que os engenheiros compensem através da seleção da espessura do blank e do agendamento da redução da estampagem.
As operações de repuxagem produzem componentes com espessura de parede seguindo a relação da lei do seno, resultando em variação intencional da espessura que deve ser acomodada nos cálculos de projeto. No entanto, a repuxagem oferece controle superior sobre a geometria local, permitindo recursos como flanges, ranhuras e curvas complexas que exigiriam várias operações de estampagem profunda.
A qualidade do acabamento superficial difere significativamente entre os processos. Os componentes estampados profundamente exibem características de superfície uniformes que correspondem à condição original do blank, normalmente Ra 0,8-1,6 μm para substratos de aço laminado a frio. As operações de repuxagem podem atingir acabamentos de superfície superiores (Ra 0,2-0,8 μm) através da ação de brunimento das ferramentas de conformação, particularmente benéfico para aplicações que exigem pós-processamento mínimo.
As tolerâncias dimensionais alcançáveis através de cada processo refletem os mecanismos de conformação fundamentais. A estampagem profunda atinge rotineiramente ±0,1 mm no diâmetro e ±0,15 mm na altura para componentes de até 200 mm de diâmetro. As tolerâncias de repuxagem dependem da precisão do mandril e do controle do processo, normalmente fornecendo ±0,2 mm no diâmetro e ±0,25 mm na altura para componentes de tamanho semelhante.
Otimização do Volume de Produção
A análise econômica revela distintos pontos de equilíbrio onde cada processo se torna vantajoso. O alto investimento em ferramentas da estampagem profunda requer volumes de produção substanciais para justificar o gasto inicial, enquanto os menores custos de configuração da repuxagem favorecem lotes menores e desenvolvimento de protótipos.
O cálculo do custo por peça inclui a eficiência da utilização do material, que favorece fortemente a estampagem profunda para geometrias simples. Os cilindros estampados profundamente normalmente atingem 85-92% de utilização do material, enquanto as operações de repuxagem variam de 95-98% devido à geração mínima de sucata. No entanto, a vantagem de eficiência de material da repuxagem diminui ao considerar o potencial para blanks iniciais mais espessos necessários para atingir a espessura final desejada em áreas críticas.
| Volume de Produção | Estampagem Profunda (€/peça) | Repuxo (€/peça) | Processo Recomendado |
|---|---|---|---|
| 1-100 peças | 45.00 - 65.00 | 12.00 - 18.00 | Repuxo |
| 500-1.000 peças | 18.00 - 25.00 | 10.00 - 15.00 | Repuxo |
| 5.000-10.000 peças | 4.50 - 6.50 | 8.00 - 12.00 | Estampagem Profunda |
| 50.000+ peças | 2.20 - 3.80 | 7.50 - 11.00 | Estampagem Profunda |
A análise do tempo de ciclo revela a superioridade da estampagem profunda em cenários de alto volume. Uma operação de estampagem profunda típica é concluída em 3-8 segundos, dependendo da complexidade, enquanto as operações de repuxagem exigem 2-15 minutos por componente. Esta diferença dramática na taxa de produção torna a estampagem profunda a escolha clara para aplicações de alto volume, apesar do investimento inicial em ferramentas.
As operações secundárias impactam significativamente o custo total de fabricação. Os componentes estampados profundamente frequentemente exigem aparamento, perfuração ou operações de conformação adicionais que adicionam €0,50-2,00 por peça. As operações de repuxagem normalmente fornecem componentes quase na forma final, exigindo processamento secundário mínimo, oferecendo vantagens de custo em geometrias complexas.
Controle de Qualidade e Métodos de Inspeção
Os protocolos de garantia de qualidade para ambos os processos devem abordar as características únicas e os potenciais modos de falha de cada método de conformação. O controle de qualidade da estampagem profunda se concentra na prevenção de defeitos comuns, como orelhas, rugas, rasgos e afinamento excessivo, através da otimização dos parâmetros do processo e do controle estatístico do processo.
Os pontos de medição críticos para componentes estampados profundamente incluem a distribuição da espessura da parede usando medição ultrassônica, precisão dimensional através de máquinas de medição de coordenadas (CMM) e avaliação da qualidade da superfície. Sistemas de monitoramento em linha podem detectar variações na força da punção, indicando potencial desgaste da ferramenta ou alterações nas propriedades do material.
O controle de qualidade da repuxagem enfatiza a precisão do mandril, a condição da ferramenta de conformação e a consistência da velocidade de rotação. A natureza incremental da repuxagem permite ajustes no processo, proporcionando oportunidades para corrigir desvios dimensionais durante a conformação, em vez de descartar componentes concluídos.
A implementação do controle estatístico do processo difere entre os processos. A estampagem profunda se beneficia de valores Cpk superiores a 1,33 para dimensões críticas, alcançáveis através do controle rigoroso do posicionamento do blank, consistência da lubrificação e tonelagem da prensa. As operações de repuxagem exigem monitoramento da estabilidade da velocidade de rotação (±2%), consistência da taxa de alimentação (±5%) e uniformidade da pressão de conformação.
Ao fazer o pedido da Microns Hub, você se beneficia de relacionamentos diretos com fabricantes que garantem controle de qualidade superior e preços competitivos em comparação com as plataformas de mercado. Nossa experiência técnica e abordagem de serviço personalizado significam que cada projeto recebe a atenção aos detalhes que merece, com documentação de qualidade abrangente e rastreabilidade.
Integração com Sistemas de Fabricação
Os ambientes de fabricação modernos exigem integração perfeita dos processos de conformação com as operações upstream e downstream. As linhas de estampagem profunda normalmente incorporam alimentação automatizada de blanks, sistemas de transferência e serviços de usinagem CNC de precisão integrados para operações secundárias.
A natureza de alta velocidade das operações de estampagem profunda exige sistemas de automação sofisticados capazes de manter os tempos de ciclo, garantindo a qualidade consistente das peças. Os sistemas de matrizes progressivas podem integrar várias operações de conformação, perfuração e aparamento dentro de um único curso da prensa, maximizando a eficiência e minimizando os custos de manuseio.
As operações de repuxagem, embora geralmente exijam mais intervenção manual, oferecem flexibilidade para acomodar mudanças de projeto e variações de produto. Os tornos de repuxagem CNC fornecem controle automatizado das sequências de conformação, mantendo a adaptabilidade inerente do processo a diferentes geometrias de componentes.
A integração com nossos serviços de fabricação permite o gerenciamento abrangente do projeto desde o projeto inicial até a inspeção final. Esta abordagem integrada garante a seleção ideal do processo com base nos requisitos específicos do projeto, em vez de limitar as opções a métodos de fabricação únicos.
As considerações da cadeia de suprimentos também influenciam a seleção do processo. A dependência da estampagem profunda em ferramentas especializadas cria dependências de fabricantes de ferramentas e matrizes, potencialmente estendendo os prazos de entrega para novos projetos. As operações de repuxagem geralmente podem utilizar o estoque de mandris existente ou fabricar rapidamente novos mandris usando recursos de usinagem padrão.
Aplicações Avançadas e Estudos de Caso
As aplicações aeroespaciais demonstram a importância crítica da seleção do processo em ambientes exigentes. A estampagem profunda se destaca na produção de componentes de tanques de combustível onde a espessura de parede consistente e a construção à prova de vazamentos são fundamentais. O processo oferece a repetibilidade dimensional necessária para operações de montagem automatizadas, mantendo a integridade estrutural necessária para aplicações de vasos de pressão.
A repuxagem encontra aplicação na indústria aeroespacial para seções de cone complexas, ogivas e dutos de transição onde a capacidade de formar curvas compostas e espessura de parede variável oferece vantagens de projeto. A compatibilidade do processo com ligas de titânio e Inconel o torna particularmente valioso para aplicações de alta temperatura onde as propriedades do material excedem os limites de conformação da estampagem profunda convencional.
As aplicações automotivas mostram a tomada de decisão orientada por volume. A estampagem profunda domina a produção de componentes de alto volume, como cárteres de óleo, tanques de combustível e elementos estruturais, onde o custo de ferramentas amortizado se torna insignificante em milhões de componentes. A integração do processo com as linhas de montagem automotiva fornece a velocidade e a consistência necessárias para a fabricação just-in-time.
A fabricação de dispositivos médicos apresenta desafios únicos onde biocompatibilidade, acabamento superficial e precisão dimensional convergem. As operações de repuxagem se destacam na produção de instrumentos cirúrgicos e componentes de dispositivos implantáveis onde o acabamento superficial superior e a compatibilidade do material com ligas exóticas fornecem vantagens clínicas.
A indústria eletrônica aproveita ambos os processos, dependendo dos requisitos de volume. A estampagem profunda atende a aplicações de alto volume, como dissipadores de calor e componentes de blindagem eletromagnética, enquanto a repuxagem atende a requisitos especializados como aplicações de blindagem EMI onde geometrias complexas e acabamento superficial superior influenciam o desempenho.
Tendências Tecnológicas Futuras
As tecnologias emergentes continuam a expandir as capacidades de ambos os processos de conformação. As prensas de estampagem profunda servo-acionadas fornecem perfis de movimento programáveis, permitindo a otimização do fluxo de material e a redução dos efeitos de retorno elástico. Esses sistemas avançados alcançam forças de conformação com precisão antes inatingível com prensas mecânicas convencionais.
As técnicas de conformação a quente estendem a gama de materiais adequados para operações de estampagem profunda. As ligas de alumínio que tradicionalmente exigiam vários estágios de estampagem agora podem ser conformadas em operações únicas através do aquecimento controlado de blanks e matrizes. Este avanço reduz a complexidade das ferramentas, melhorando a eficiência da utilização do material.
A repuxagem CNC continua a evoluir através de sistemas aprimorados de monitoramento de processo e controle adaptativo. A medição em tempo real das forças de conformação e das dimensões dos componentes permite o ajuste automático dos parâmetros do processo, reduzindo os requisitos de habilidade do operador e melhorando a consistência dimensional.
A fabricação aditiva influencia ambos os processos através de aplicações de ferramentas rápidas. Mandris e ferramentas de conformação impressos em 3D permitem o desenvolvimento de protótipos econômicos e tiragens de produção de baixo volume, preenchendo a lacuna entre os investimentos tradicionais em ferramentas e os requisitos do projeto.
O avanço do software de simulação fornece uma previsão cada vez mais precisa do fluxo de material, distribuição de tensão e potenciais modos de falha. A análise de elementos finitos (FEA) permite a otimização do processo antes da fabricação da ferramenta, reduzindo o tempo de desenvolvimento e melhorando as taxas de sucesso da primeira peça.
Perguntas Frequentes
Qual é a espessura mínima de parede alcançável com estampagem profunda versus repuxagem?
A estampagem profunda normalmente mantém a espessura da parede dentro de 85-90% da espessura original do blank, com espessura prática mínima em torno de 0,3 mm para aço e 0,5 mm para alumínio. A repuxagem pode atingir paredes mais finas em áreas localizadas, potencialmente atingindo 0,2 mm de espessura, mas isso varia de acordo com a relação da lei do seno e a geometria do mandril.
Como os custos de material se comparam entre os dois processos?
Os custos de material favorecem a estampagem profunda devido à melhor utilização do material (85-92%) em comparação com a maior utilização da repuxagem (95-98%), mas exigência de blanks iniciais mais espessos. A estampagem profunda normalmente usa 15-25% menos matéria-prima para formas cilíndricas simples, embora essa vantagem diminua com geometrias complexas que exigem várias operações.
Qual qualidade de acabamento superficial pode ser alcançada com cada processo?
A estampagem profunda mantém o acabamento superficial original do blank, normalmente Ra 0,8-1,6 μm para substratos de aço laminado a frio. A repuxagem pode atingir acabamentos de superfície superiores de Ra 0,2-0,8 μm através da ação de brunimento das ferramentas de conformação, tornando-a preferível para aplicações que exigem pós-processamento mínimo ou acabamentos decorativos.
Qual processo oferece melhor controle de tolerância dimensional?
A estampagem profunda atinge rotineiramente tolerâncias de ±0,1 mm no diâmetro e ±0,15 mm na altura para componentes de até 200 mm de diâmetro. A repuxagem normalmente fornece ±0,2 mm no diâmetro e ±0,25 mm na altura, embora um controle superior da geometria local seja possível através de operação qualificada e ferramentas adequadas.
Como o volume de produção afeta a economia do processo?
A estampagem profunda se torna economicamente vantajosa em volumes superiores a 5.000 peças anualmente devido aos altos custos de ferramentas (€15.000-60.000), mas baixos custos por peça (€2,20-6,50). A repuxagem favorece a produção de baixo volume com investimento mínimo em ferramentas (€800-4.000), mas custos por peça mais altos (€8,00-18,00) em altos volumes.
Quais são os prazos de entrega típicos para ferramentas e primeiras peças?
As ferramentas de estampagem profunda exigem 6-16 semanas, dependendo da complexidade, com matrizes cilíndricas simples levando 6-8 semanas e ferramentas progressivas de vários estágios estendendo-se a 16 semanas. Os mandris de repuxagem normalmente exigem 2-4 semanas, permitindo uma iniciação de projeto mais rápida e ciclos de iteração de projeto.
Qual processo acomoda melhor as mudanças de projeto durante a produção?
A repuxagem oferece flexibilidade superior para modificações de projeto, muitas vezes exigindo apenas ajustes do mandril ou fabricação de novo mandril custando €800-4.000. As mudanças de projeto de estampagem profunda normalmente exigem modificações da matriz ou substituição completa da matriz, representando investimentos significativos de tempo e custo de €5.000-25.000, dependendo do escopo das mudanças necessárias.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece