Do STEP ao Código G: Como Verificamos Seu CAD para Fabricabilidade
Converter arquivos CAD em peças fabricáveis requer uma verificação rigorosa em cada etapa do pipeline STEP para código G. Na Microns Hub, desenvolvemos protocolos sistemáticos que detectam problemas de design antes que se tornem falhas de produção dispendiosas, garantindo que seus componentes atendam às especificações dimensionais e às restrições de fabricação.
Nosso processo de verificação integra análise geométrica, validação de propriedades do material e otimização do percurso da ferramenta para fornecer peças que correspondam à sua intenção de engenharia, mantendo a relação custo-benefício e os prazos de entrega.
- A validação do arquivo STEP identifica anomalias geométricas e superfícies não manifold que podem comprometer a precisão da usinagem
- A análise DFM avalia a acessibilidade dos recursos, as folgas da ferramenta e as sequências de usinagem ideais antes do início da programação
- A verificação do código G simula as condições reais de corte para evitar colisões, otimizar os tempos de ciclo e garantir a conformidade dimensional
- Os ajustes específicos do material levam em consideração a expansão térmica, o encruamento e as variações da força de corte durante a produção
Análise de Arquivos STEP e Validação Geométrica
A base da fabricação confiável começa com uma análise abrangente do arquivo STEP. Nossa equipe de engenharia realiza validação multicamadas usando software especializado de análise CAD que examina a integridade geométrica, a continuidade da superfície e a consistência dimensional em relação às tolerâncias de fabricação.
Os arquivos STEP (Padrão para Troca de Dados do Produto) geralmente contêm problemas geométricos sutis invisíveis em visualizadores CAD padrão. Arestas não manifold, superfícies auto-intersectantes e lacunas microscópicas entre faces adjacentes podem causar falhas catastróficas durante a geração do código G. Empregamos algoritmos automatizados de correção geométrica seguidos de verificação manual para garantir que cada superfície seja fabricável.
A validação normal da superfície é particularmente crítica para geometrias complexas. Normais invertidas podem causar erros de cálculo do percurso da ferramenta, levando a sulcos ou remoção incompleta do material. Nosso processo de validação verifica a consistência normal em todas as superfícies, identificando e corrigindo problemas de orientação antes do início da usinagem.
| Verificação de Validação | Intervalo de Tolerância | Impacto se Falhar | Método de Correção |
|---|---|---|---|
| Continuidade da Superfície | ±0.001 mm | Desvios do caminho da ferramenta | Algoritmos de correção de superfície |
| Orientação Normal | Consistência do vetor | Gouging ou material faltando | Correção normal manual |
| Conectividade de Borda | Tolerância de folga zero | Falha na geração de código G | Reconstrução de borda |
| Precisão Dimensional | ±0.01 mm | Rejeição de peça | Escalonamento/correção de geometria |
A verificação da consistência da unidade evita erros de escala que afetam as colaborações internacionais. Uma peça projetada em polegadas, mas importada como milímetros, resulta em componentes 25,4 vezes menores do que o pretendido. Nossos protocolos de validação detectam automaticamente discrepâncias de unidade e as sinalizam para revisão de engenharia antes que o processamento continue.
Projeto para Avaliação de Fabricabilidade
A avaliação DFM transforma projetos teóricos em soluções práticas de fabricação. Nossa avaliação se concentra na acessibilidade dos recursos, nos requisitos de folga da ferramenta e nas sequências de usinagem ideais que minimizam as mudanças de configuração, mantendo a precisão dimensional.
Cantos internos afiados apresentam desafios imediatos de fabricabilidade. As fresas de topo criam cantos arredondados com raios mínimos iguais à metade do diâmetro da ferramenta. Recursos que exigem raios internos de 0,5 mm exigem microferramentas especializadas que aumentam significativamente os tempos de ciclo e os custos. Recomendamos modificações de design que acomodem ferramentas padrão, preservando os requisitos funcionais.
A análise da proporção avalia a relação entre a profundidade e a largura do recurso. Ranhuras profundas e estreitas com proporções superiores a 5:1 exigem ferramentas especializadas de longo alcance e criam desafios com a evacuação de cavacos e o controle de vibração. Para recursos de bolsas profundas, recomendamos modificações de design que melhorem o acesso da ferramenta e reduzam as forças de usinagem.
A avaliação da espessura da parede garante a integridade estrutural durante as operações de usinagem. Recursos de paredes finas podem desviar sob forças de fixação ou cargas de corte, causando desvios dimensionais e possíveis danos à peça. As recomendações de espessura mínima da parede variam de acordo com o material, mas normalmente variam de 1,0 mm para ligas de alumínio a 2,0 mm para componentes de aço.
Considerações de Design Específicas do Material
Diferentes materiais impõem restrições de fabricação exclusivas que influenciam as recomendações de design. O alumínio 6061-T6 oferece excelente usinabilidade com mínimo encruamento, permitindo parâmetros de corte agressivos e obtenção de tolerância restrita. No entanto, seu módulo de elasticidade relativamente baixo (69 GPa) exige consideração cuidadosa da deflexão sob forças de usinagem.
O aço inoxidável 316L apresenta desafios com o encruamento durante as operações de corte. Recursos que exigem várias passagens ou cortes interrompidos podem desenvolver camadas superficiais endurecidas que aceleram o desgaste da ferramenta e comprometem o acabamento da superfície. Nossa análise DFM identifica esses problemas potenciais e recomenda modificações de design ou estratégias de ferramentas especializadas.
| Material | Espessura Mínima da Parede | Razão de Aspecto Máxima | Limite de Raio Interno | Capacidade de Tolerância |
|---|---|---|---|---|
| Al 6061-T6 | 1.0 mm | 8:1 | 0.2 mm | ±0.025 mm |
| SS 316L | 1.5 mm | 6:1 | 0.3 mm | ±0.05 mm |
| Ti 6Al-4V | 2.0 mm | 4:1 | 0.5 mm | ±0.075 mm |
| Inconel 718 | 2.5 mm | 3:1 | 0.8 mm | ±0.1 mm |
Programação CAM e Otimização do Percurso da Ferramenta
A programação de Fabricação Auxiliada por Computador (CAM) traduz a geometria verificada em percursos de ferramenta otimizados que equilibram tempo de ciclo, vida útil da ferramenta e precisão dimensional. Nossa abordagem de programação considera as propriedades do material, as restrições de fixação e os recursos da máquina para gerar estratégias de corte eficientes.
As operações de desbaste removem material a granel usando parâmetros de corte agressivos, deixando folgas de estoque consistentes para as passagens de acabamento. Normalmente, mantemos uma folga de estoque de 0,2 a 0,5 mm, dependendo da geometria do recurso e dos requisitos de tolerância. As estratégias de limpeza adaptativa variam as taxas de avanço e as distâncias de passo com base no engajamento do material, reduzindo as forças de corte e prolongando a vida útil da ferramenta.
As operações de semiacabamento criam condições de superfície uniformes para as passagens finais, abordando as transições geométricas entre os recursos. Essas operações são particularmente críticas para superfícies 3D complexas, onde as mudanças normais da superfície exigem atenção cuidadosa à orientação da ferramenta e à direção do corte.
As passagens de acabamento alcançam as dimensões finais e os requisitos de superfície usando parâmetros de corte otimizados. A seleção da ferramenta equilibra os requisitos de acabamento da superfície com as metas de produtividade. As fresas de topo de metal duro com revestimentos especializados podem atingir acabamentos de superfície de Ra 0,8 μm ou melhor em ligas de alumínio, mantendo tempos de ciclo razoáveis.
Estratégias Avançadas de Percurso da Ferramenta
As técnicas de usinagem de alta velocidade (HSM) permitem o processamento eficiente de geometrias complexas, mantendo a precisão dimensional. As estratégias HSM usam profundidades axiais de corte leves (normalmente 0,1-0,3 mm) combinadas com altas taxas de avanço para manter cargas de cavacos ideais, minimizando as forças de corte.
Os padrões de fresamento trocoidal criam percursos de ferramenta suaves e contínuos que eliminam mudanças bruscas de direção e reduzem os ciclos de aceleração/desaceleração da máquina. Esses padrões são particularmente eficazes para operações de ranhura e usinagem de bolsas profundas, onde os percursos de ferramenta convencionais criariam forças de corte excessivas.
Para resultados de alta precisão, Solicite um orçamento gratuito e obtenha preços em 24 horas da Microns Hub.
A orientação de fresamento ascendente fornece acabamento de superfície e precisão dimensional superiores em comparação com o fresamento convencional. A ação de corte empurra a peça contra a fixação em vez de levantá-la, reduzindo a vibração e melhorando a qualidade da superfície. No entanto, a compensação de folga da máquina deve ser devidamente calibrada para evitar problemas de engate da ferramenta.
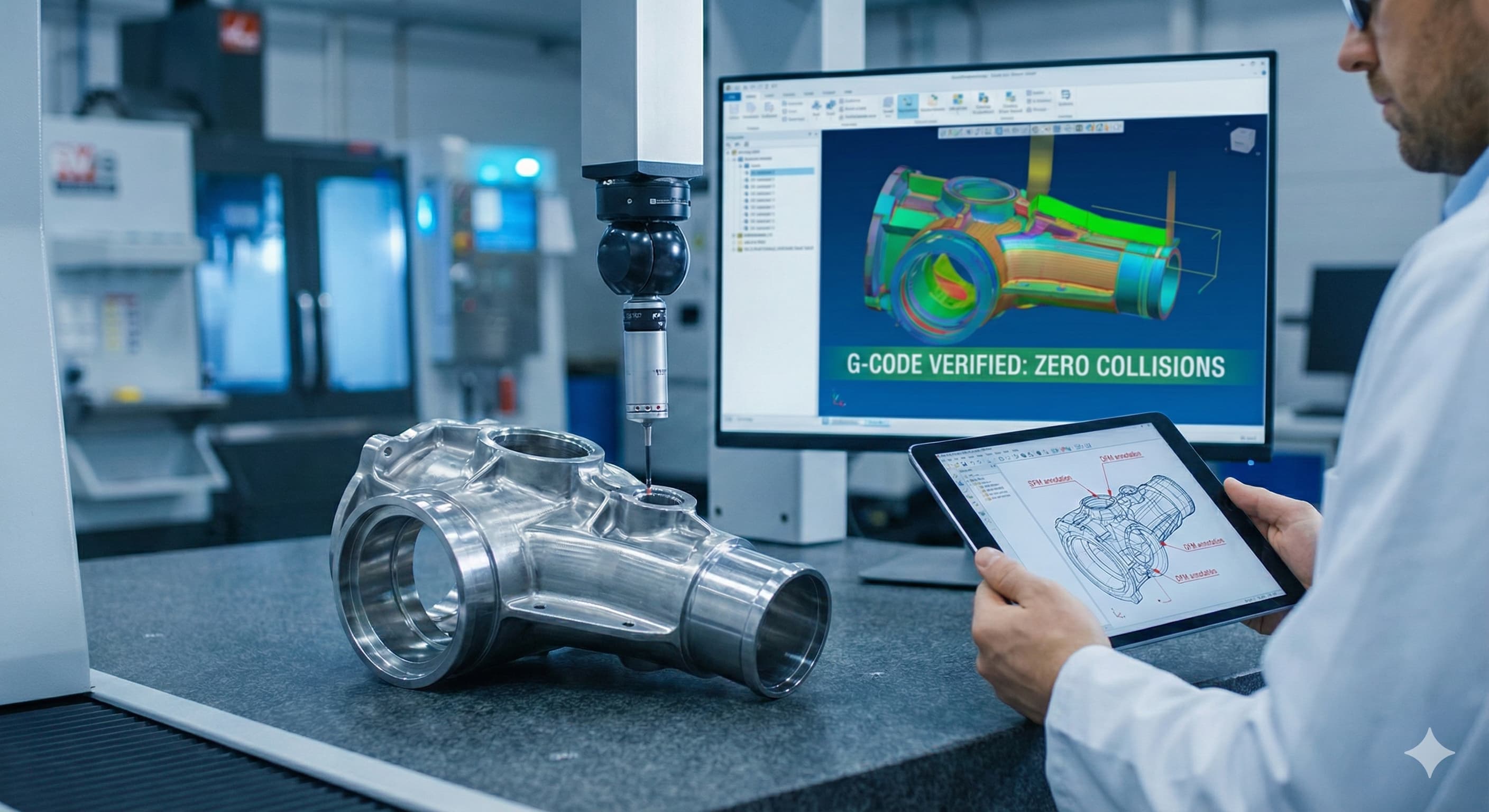
Verificação e Simulação do Código G
A verificação do código G representa o portão de qualidade final antes do início da usinagem física. Nosso software de simulação cria representações virtuais de operações de corte que identificam possíveis colisões, verificam a precisão dimensional e otimizam os tempos de ciclo.
Os algoritmos de detecção de colisão verificam as folgas da ferramenta durante todo o ciclo de usinagem, incluindo movimentos rápidos de posicionamento e trocas de ferramenta. A simulação considera a geometria real da máquina, incluindo dimensões do fuso, configurações do porta-ferramentas e acessórios de fixação. Essa abordagem abrangente evita falhas dispendiosas que podem danificar o equipamento ou comprometer a qualidade da peça.
A verificação dimensional compara a geometria da peça simulada com as especificações CAD originais. A simulação leva em consideração a deflexão da ferramenta, os efeitos térmicos e as variações da força de corte para prever as dimensões finais da peça com precisão de ±0,005 mm. Essa capacidade preditiva permite ajustes de processo antes do início da usinagem.
A otimização do tempo de ciclo equilibra as metas de produtividade com os requisitos de qualidade. A simulação identifica oportunidades para aumentar as taxas de avanço durante operações menos críticas, mantendo parâmetros conservadores para recursos com tolerância crítica. A otimização típica resulta em reduções de tempo de ciclo de 15 a 25% sem comprometer a qualidade.
| Parâmetro de Simulação | Tolerância de Verificação | Precisão Típica | Intervalo de Ajuste |
|---|---|---|---|
| Precisão Dimensional | ±0.01 mm | ±0.005 mm | Compensação de ±0.002 mm |
| Acabamento da Superfície | Ra 1.6 μm | Ra 0.8 μm | Variação de ±0.4 μm |
| Tempo de Ciclo | Variação de ±5% | Variação de ±2% | Potencial de otimização de 10-30% |
| Vida Útil da Ferramenta | Previsão de ±10% | Previsão de ±5% | Possível melhoria de 20-50% |
Simulação de Remoção de Material
A simulação avançada de remoção de material rastreia as condições de corte durante todo o ciclo de usinagem, identificando áreas de carregamento excessivo da ferramenta ou engate insuficiente do material. Essa análise é particularmente valiosa para superfícies 3D complexas, onde as condições de corte variam continuamente.
Os algoritmos de previsão da força de corte consideram as propriedades do material, a geometria da ferramenta e os parâmetros de corte para estimar as forças de usinagem durante cada operação. As áreas de alta força recebem atenção especial para garantir uma fixação adequada e evitar a distorção da peça durante a usinagem.
A análise térmica prevê a geração e distribuição de calor durante as operações de corte. Temperaturas excessivas podem causar expansão térmica que compromete a precisão dimensional ou o encruamento que acelera o desgaste da ferramenta. A simulação identifica áreas de alta temperatura e recomenda estratégias de resfriamento ou ajustes de parâmetros.
Integração de Controle de Qualidade
A integração do controle de qualidade garante que as peças fabricadas atendam às especificações por meio de medição sistemática e validação do processo. Nossos protocolos de qualidade combinam o monitoramento no processo com a inspeção pós-usinagem para manter resultados consistentes em todas as quantidades de produção.
Os métodos de Controle Estatístico de Processo (CEP) rastreiam as principais características dimensionais durante as execuções de produção. Os gráficos de controle identificam o desvio do processo antes que as peças fiquem fora dos limites de especificação, permitindo ajustes proativos que evitam peças defeituosas. Normalmente, alcançamos valores de Cpk de 1,33 ou superiores para dimensões críticas.
A inspeção da Máquina de Medição de Coordenadas (MMC) fornece validação dimensional abrangente para geometrias complexas. Nossa programação gera rotinas de inspeção automatizadas que medem recursos críticos, minimizando o tempo de configuração. A precisão típica da inspeção é de ±0,002 mm com repetibilidade de ±0,001 mm.
Ao fazer o pedido na Microns Hub, você se beneficia de relacionamentos diretos com o fabricante que garantem controle de qualidade superior e preços competitivos em comparação com as plataformas de mercado. Nossa abordagem integrada de verificação de design, otimização de fabricação e garantia de qualidade oferece resultados consistentes que atendem aos seus requisitos de engenharia, mantendo os prazos de entrega competitivos.
Rastreabilidade e Documentação
Pacotes de documentação completos acompanham cada componente fabricado, fornecendo rastreabilidade total desde a certificação da matéria-prima até os resultados da inspeção final. As certificações de materiais verificam a química e as propriedades mecânicas de acordo com os padrões aplicáveis, como ASTM B209 para chapas de alumínio ou ASTM A240 para chapas de aço inoxidável.
Os relatórios de Inspeção do Primeiro Artigo (FAI) documentam a conformidade dimensional para as peças de produção iniciais. Esses relatórios incluem valores medidos reais para todas as dimensões especificadas, medições de acabamento de superfície e verificação das propriedades do material. A aprovação da FAI estabelece a linha de base de fabricação para quantidades de produção subsequentes.
A documentação de controle de processo registra os parâmetros de corte, o uso da ferramenta e os tempos de ciclo para cada peça fabricada. Essas informações permitem a recriação rápida do processo para pedidos repetidos e fornecem dados valiosos para iniciativas de melhoria contínua.
Integração com Serviços de Fabricação
Nossos protocolos de verificação se integram perfeitamente com nossos serviços de fabricação para fornecer soluções abrangentes para componentes complexos. Peças de várias operações que exigem usinagem CNC e serviços de fabricação de chapas metálicas se beneficiam do planejamento coordenado que otimiza a sequência completa de fabricação.
As considerações de montagem influenciam as recomendações de design de peças individuais. Os componentes que exigem ajustes de pressão, fixadores roscados ou juntas soldadas recebem análise especializada para garantir ajuste e função adequados. A análise de empilhamento de tolerância evita problemas de interferência que podem comprometer as operações de montagem.
Operações secundárias, como tratamento térmico, revestimento de superfície ou processos de acabamento, são consideradas durante a verificação inicial do projeto. Essas operações podem afetar as dimensões da peça por meio de expansão térmica, acúmulo de espessura de revestimento ou remoção de material durante o acabamento. Nosso processo de verificação leva em consideração esses efeitos para garantir que as peças finais atendam às especificações.
Estratégias de Otimização de Custos
A otimização de custos começa durante a fase de verificação por meio de modificações de design que reduzem a complexidade da fabricação sem comprometer a funcionalidade. Mudanças simples, como aumentar os raios dos cantos, ajustar as posições dos furos para tamanhos de broca padrão ou modificar os requisitos de acabamento da superfície, podem reduzir significativamente os custos de produção.
A análise de utilização de material identifica oportunidades para minimizar o desperdício por meio de estratégias ideais de orientação e aninhamento de peças. Para componentes de engrenagens de precisão e peças similares de alto valor, economias de material de 15 a 30% são frequentemente alcançáveis por meio de um planejamento cuidadoso.
A padronização de ferramentas reduz a complexidade da configuração e os requisitos de estoque. Nosso processo de verificação identifica oportunidades para usar ferramentas padrão em vários recursos, reduzindo os tempos de ciclo e simplificando os requisitos de programação.
| Categoria de Otimização | Redução de Custo Típica | Complexidade de Implementação | Impacto na Qualidade |
|---|---|---|---|
| Simplificação do Projeto | 15-25% | Baixa | Neutro ou positivo |
| Otimização de Material | 10-20% | Média | Neutro |
| Padronização de Ferramentas | 8-15% | Média | Neutro |
| Integração de Processos | 12-30% | Alta | Positivo |
Perguntas Frequentes
Como você lida com arquivos STEP com geometria ausente ou corrompida?
Usamos algoritmos automatizados de correção combinados com técnicas manuais de reconstrução para reparar defeitos geométricos. Nosso processo inclui reconstrução de superfície para faces ausentes, restauração de conectividade de borda e correção de vetor normal. Se a correção não for possível, fornecemos feedback detalhado com modificações de design recomendadas para resolver os problemas.
Quais capacidades de tolerância você pode alcançar com diferentes materiais?
As capacidades de tolerância dependem das propriedades do material, da geometria da peça e dos processos de fabricação. Para alumínio 6061-T6, normalmente alcançamos ±0,025 mm em recursos usinados. O aço inoxidável 316L normalmente atinge ±0,05 mm, enquanto materiais mais desafiadores, como Inconel 718, são mantidos em ±0,1 mm. Tolerâncias mais restritas são possíveis com ferramentas especializadas e operações adicionais.
Como você verifica a precisão do percurso da ferramenta antes da usinagem?
Nosso processo de verificação de código G usa software de simulação avançado que modela o processo completo de usinagem, incluindo deflexão da ferramenta, forças de corte e efeitos térmicos. A simulação compara a geometria da peça prevista com as especificações CAD com precisão de ±0,005 mm, permitindo a otimização do processo antes do início da usinagem física.
Quais modificações de design você recomenda para redução de custos?
As modificações comuns de redução de custos incluem aumentar os raios dos cantos internos para acomodar ferramentas maiores, ajustar os tamanhos dos furos para diâmetros de broca padrão, reduzir os requisitos de acabamento da superfície sempre que possível e modificar a orientação da peça para minimizar o desperdício de material. Fornecemos recomendações detalhadas que mantêm a funcionalidade, reduzindo a complexidade da fabricação.
Como você lida com peças que exigem vários processos de fabricação?
Os componentes de vários processos recebem planejamento coordenado que otimiza a sequência completa de fabricação. Consideramos os efeitos de empilhamento de tolerância, as mudanças nas propriedades do material devido ao tratamento térmico e as variações dimensionais de operações secundárias. Nossa abordagem integrada garante que todos os processos trabalhem juntos para atender às especificações finais da peça.
Qual documentação de qualidade você fornece com as peças fabricadas?
Pacotes de documentação completos incluem certificações de materiais, relatórios de inspeção dimensional, medições de acabamento de superfície e documentação de Inspeção do Primeiro Artigo (FAI) quando necessário. Também fornecemos registros de controle de processo mostrando parâmetros de corte, uso da ferramenta e tempos de ciclo para rastreabilidade total.
Como você otimiza os tempos de ciclo, mantendo a qualidade?
A otimização do tempo de ciclo usa estratégias avançadas de percurso da ferramenta, como limpeza adaptativa, fresamento trocoidal e técnicas de usinagem de alta velocidade. Nosso software de simulação identifica oportunidades para aumentar as taxas de avanço durante operações não críticas, mantendo parâmetros conservadores para recursos com tolerância crítica, normalmente alcançando reduções de tempo de 15 a 25% sem comprometer a qualidade.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece