Corte a Laser vs. Jato de Água: Escolhendo o Método Certo para Chapas Grossas
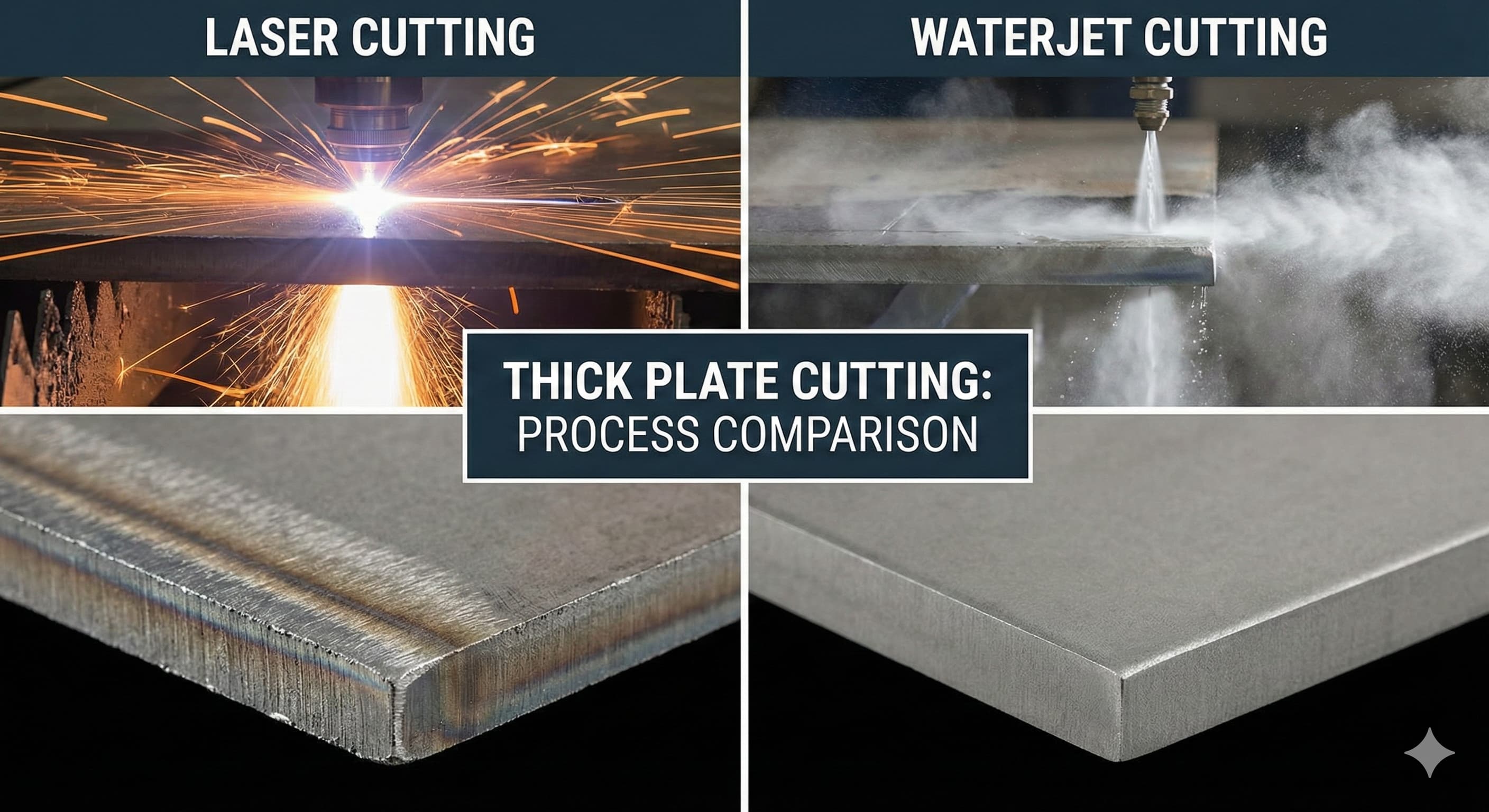
Ao cortar chapas grossas com mais de 25 mm de espessura, a escolha entre o corte a laser e a tecnologia de jato de água determina fundamentalmente o sucesso do projeto, a eficiência de custos e a qualidade final da peça. Essa decisão impacta tudo, desde as propriedades metalúrgicas até a precisão dimensional e a economia de produção.
Principais Conclusões:
- O jato de água se destaca para chapas com mais de 100 mm de espessura, com qualidade de borda superior e sem zonas afetadas pelo calor
- O corte a laser domina a velocidade e a relação custo-benefício para chapas de 25 a 50 mm de espessura em aços carbono
- O tipo de material dita a seleção do método: materiais reflexivos favorecem o jato de água, aços carbono favorecem o laser
- O custo total do projeto inclui desperdício de material, operações secundárias e tempo de configuração além das taxas horárias
Compreendendo os Fundamentos do Corte de Chapas Grossas
O corte de chapas grossas apresenta desafios únicos que amplificam as diferenças entre as tecnologias de laser e jato de água. À medida que a espessura do material aumenta além de 25 mm, fatores como entrada de calor, velocidade de corte, perpendicularidade da borda e tensão do material tornam-se considerações críticas que podem fazer ou quebrar as especificações do projeto.
O corte a laser utiliza um feixe focado de luz coerente, normalmente de fontes de fibra ou CO2, combinado com gases auxiliares para derreter e soprar o material. Para chapas grossas, lasers de fibra com potências de 6 kW a 30 kW são padrão, com potências mais altas permitindo velocidades de corte mais rápidas e capacidade de seção espessa aprimorada. O processo gera uma entrada de calor significativa, criando uma zona afetada pelo calor (ZAC) que se estende por 0,1-0,5 mm da borda de corte, dependendo do material e da espessura.
O corte com jato de água emprega água de ultra-alta pressão (normalmente 60.000-90.000 PSI) misturada com partículas abrasivas de granada para erodir o material por meio de ação mecânica. Este processo de corte a frio não gera ZAC e pode cortar virtualmente qualquer material, independentemente da dureza ou propriedades térmicas. O processo opera em velocidades muito mais lentas do que o laser, mas oferece qualidade de borda e precisão dimensional superiores para seções espessas.
Capacidades e Limitações de Espessura do Material
Compreender os limites práticos de espessura para cada tecnologia ajuda a estabelecer critérios preliminares de seleção de processo antes da análise detalhada.
| Tipo de Material | Laser Máximo (mm) | Waterjet Máximo (mm) | Laser de Alcance Ideal | Waterjet de Alcance Ideal |
|---|---|---|---|---|
| Aço Carbono | 40-50 | 200+ | 6-25 | 25-150 |
| Aço Inoxidável 316L | 30-40 | 200+ | 6-20 | 20-100 |
| Alumínio 6061-T6 | 25-30 | 150+ | 3-15 | 15-80 |
| Aço Ferramenta H13 | 15-20 | 200+ | Não recomendado | 10-100 |
| Inconel 718 | 8-12 | 100+ | Não recomendado | 5-50 |
Essas faixas de espessura representam limites práticos onde a qualidade de corte aceitável e as velocidades de produção razoáveis podem ser mantidas. Exceder as faixas ideais normalmente resulta em má qualidade da borda, conicidade excessiva ou velocidades de corte não econômicas.
Qualidade da Borda e Considerações Metalúrgicas
As diferenças de qualidade da borda entre laser e jato de água tornam-se pronunciadas em aplicações de chapas grossas, afetando diretamente a funcionalidade da peça e os requisitos de operação secundária.
O corte a laser de chapas grossas produz um acabamento de borda característico com zonas distintas. A porção superior normalmente exibe uma superfície lisa e ligeiramente estriada da ação de fusão e sopro de gás. À medida que a espessura aumenta, a porção inferior pode mostrar estrias aumentadas, ligeira conicidade e potencial fixação de escória. A ZAC se estende por 0,2-0,8 mm, dependendo do material e da espessura, afetando potencialmente as propriedades mecânicas em aplicações críticas.
O corte com jato de água oferece qualidade de borda consistente em toda a espessura total do material com conicidade mínima (normalmente 0,003-0,005 mm por mm de espessura). A borda exibe uma textura fina e uniforme da ação de corte abrasivo sem alterações metalúrgicas. Isso torna o jato de água ideal para aplicações que exigem condições de borda precisas para manuseio seguro ou operações de soldagem subsequentes.
Para resultados de alta precisão, Obtenha sua cotação personalizada entregue em 24 horas da Microns Hub.
Os valores de rugosidade da superfície diferem significativamente entre os processos. O corte a laser normalmente produz valores Ra de 6,3-12,5 μm em chapas grossas, enquanto o jato de água atinge consistentemente 1,6-6,3 μm. Essa diferença geralmente elimina os requisitos de usinagem secundária para peças de jato de água.
Velocidade de Corte e Economia de Produção
A análise da velocidade de produção deve levar em conta o tempo de configuração, o tempo de perfuração e a velocidade de corte real para determinar as verdadeiras capacidades de rendimento.
| Espessura (mm) | Material | Velocidade do Laser (mm/min) | Velocidade do Waterjet (mm/min) | Tempo de Perfuração do Laser (seg) | Tempo de Perfuração do Waterjet (seg) |
|---|---|---|---|---|---|
| 25 | Aço Carbono | 800-1200 | 200-300 | 2-4 | 10-15 |
| 40 | Aço Carbono | 300-500 | 150-200 | 5-8 | 15-25 |
| 50 | Aço Inoxidável 316L | 200-300 | 120-180 | 8-12 | 20-30 |
| 75 | Alumínio 6061 | Não prático | 100-150 | N/A | 25-40 |
| 100 | Aço Carbono | Não prático | 80-120 | N/A | 40-60 |
O tempo de perfuração torna-se cada vez mais significativo para chapas grossas, afetando particularmente peças pequenas com múltiplas perfurações. A perfuração a laser degrada-se rapidamente com a espessura, enquanto o tempo de perfuração com jato de água aumenta mais linearmente, mas começa a partir de uma linha de base mais alta.
Considerações Específicas do Material
Diferentes materiais exibem respostas variadas ao corte a laser e com jato de água, influenciando a seleção do processo além de simples considerações de espessura.
Desempenho do Aço Carbono: Os aços carbono respondem excelentemente ao corte a laser até 40-50 mm de espessura devido à reação exotérmica entre o ferro e o gás auxiliar de oxigênio. Esta reação fornece energia de corte adicional, permitindo velocidades mais rápidas e cortes mais limpos. O corte com jato de água de aço carbono produz qualidade de borda superior, mas em velocidades significativamente mais lentas para seções mais finas.
Desafios do Aço Inoxidável: Os aços inoxidáveis apresentam dificuldades para o corte a laser devido à alta refletividade e condutividade térmica. O gás auxiliar de nitrogênio é normalmente necessário para evitar a oxidação, aumentando os custos operacionais. O corte com jato de água elimina essas preocupações, proporcionando excelentes resultados em todas as classes de aço inoxidável.
Complicações do Alumínio: A alta refletividade e condutividade térmica do alumínio tornam o corte a laser desafiador, particularmente para seções espessas. O jato de água se destaca no corte de alumínio, proporcionando bordas limpas sem a fusão e ressolidificação que podem comprometer o acabamento da superfície em aplicações críticas.
Ligas Exóticas: Materiais como Inconel, Hastelloy e aços ferramenta são mais adequados para corte com jato de água devido à sua resistência a altas temperaturas e características de endurecimento por trabalho que complicam o processamento a laser.
Tolerância e Precisão Dimensional
As tolerâncias alcançáveis variam significativamente entre os processos e são afetadas pela espessura do material, geometria da peça e condição da máquina.
As tolerâncias de corte a laser para chapas grossas normalmente variam de ±0,1-0,3 mm, dependendo da espessura e do material. A distorção térmica torna-se um fator significativo à medida que a espessura aumenta, afetando potencialmente a precisão dimensional em peças grandes. A largura do entalhe (normalmente 0,2-0,4 mm) permanece relativamente consistente, mas uma ligeira conicidade pode se desenvolver em seções espessas.
O corte com jato de água atinge consistentemente tolerâncias de ±0,05-0,1 mm em toda a faixa de espessura com conicidade mínima. A estreita largura do entalhe (0,8-1,2 mm) e o processo de corte a frio eliminam as preocupações com distorção térmica. No entanto, tempos de corte mais longos podem permitir um ligeiro desvio da máquina em cortes muito longos.
Análise de Custo e Fatores Econômicos
A verdadeira comparação de custos requer análise além das taxas operacionais horárias simples, incorporando tempo de configuração, utilização de material, operações secundárias e considerações de qualidade.
| Fator de Custo | Corte a Laser | Corte Waterjet | Impacto no Custo Total |
|---|---|---|---|
| Taxa Operacional por Hora | €45-85 | €55-95 | Médio |
| Tempo de Configuração | 15-30 minutos | 20-40 minutos | Alto para pequenos lotes |
| Utilização de Material | 85-92% | 88-95% | Alto para materiais caros |
| Operações Secundárias | Frequentemente necessário | Raramente necessário | Alto |
| Custos de Consumíveis | €2-8 por hora | €15-25 por hora | Médio |
Os custos de consumíveis diferem significativamente entre os processos. O corte a laser consome gases auxiliares (oxigênio, nitrogênio ou ar) e substituições ocasionais de bicos. O corte com jato de água requer granada abrasiva (€0,30-0,50 por kg), vedações de alta pressão e substituição periódica do orifício da joia.
Ao fazer o pedido da Microns Hub, você se beneficia de relacionamentos diretos com fabricantes que garantem controle de qualidade superior e preços competitivos em comparação com plataformas de mercado. Nossa experiência técnica e abordagem de serviço personalizado significam que cada projeto recebe a atenção aos detalhes que merece, com acesso a recursos de laser e jato de água sob o mesmo teto.
Matriz de Decisão de Seleção de Processo
A seleção sistemática do processo requer a avaliação de múltiplos fatores ponderados pelas prioridades do projeto. Os fatores críticos de decisão incluem tipo e espessura do material, qualidade de borda necessária, tolerâncias dimensionais, volume de produção e restrições orçamentárias.
Escolha o corte a laser quando: a espessura do material for inferior a 25 mm para a maioria dos materiais, a velocidade de produção for crítica, o material for aço carbono, o aninhamento apertado for necessário para a eficiência do material ou as restrições orçamentárias favorecerem taxas horárias mais baixas, apesar das potenciais operações secundárias.
Escolha o corte com jato de água quando: a espessura do material exceder as faixas ideais de laser, for necessária qualidade de borda superior, nenhuma ZAC for aceitável, os materiais incluírem alumínio, aço inoxidável ou ligas exóticas, tolerâncias apertadas forem críticas em toda a espessura ou a aplicação envolver componentes elétricos que exigem bordas limpas.
Integração com o Fluxo de Trabalho de Fabricação
Ambos os métodos de corte se integram de forma diferente com os processos de fabricação downstream, afetando a eficiência geral da produção e a qualidade da peça.
As peças cortadas a laser geralmente requerem rebarbação, acabamento de borda ou operações de alívio de tensão, particularmente para seções espessas. A ZAC pode exigir tratamento térmico para restaurar as propriedades mecânicas em aplicações críticas. No entanto, as velocidades de corte mais rápidas podem permitir estratégias de produção just-in-time para muitas aplicações.
As peças de jato de água normalmente prosseguem diretamente para operações subsequentes, como conformação, soldagem ou montagem, sem processamento intermediário. Este fluxo de trabalho simplificado geralmente compensa as velocidades de corte mais lentas por meio da redução do manuseio e das operações secundárias. A integração com serviços de usinagem CNC de precisão é perfeita devido à qualidade de borda superior e precisão dimensional.
Ambos os processos complementam toda a gama de nossos serviços de fabricação, incluindo operações de conformação, soldagem e acabamento. A chave é selecionar o método de corte que otimiza todo o fluxo de trabalho de produção, em vez de focar apenas no desempenho do corte.
Requisitos de Controle de Qualidade e Inspeção
Os procedimentos de controle de qualidade diferem entre o corte a laser e com jato de água devido às características distintas de cada processo e suas aplicações típicas.
As peças cortadas a laser exigem inspeção para consistência da qualidade da borda, fixação de escória, precisão dimensional, incluindo potencial distorção térmica, extensão e propriedades da ZAC e variação do acabamento da superfície entre as superfícies de corte superior e inferior. Seções mais espessas podem exibir conicidade que requer medição e comparação com as especificações.
As peças cortadas com jato de água precisam de avaliação para precisão dimensional e conicidade, consistência do acabamento da superfície, perpendicularidade da borda e potencial delaminação em materiais em camadas. A ação de corte consistente normalmente resulta em resultados de qualidade mais previsíveis em todas as séries de produção.
Ambos os processos se beneficiam do monitoramento do controle estatístico do processo de parâmetros-chave, como velocidade de corte, condição do consumível e calibração da máquina para manter resultados consistentes em todas as séries de produção.
Considerações Ambientais e de Segurança
O impacto ambiental e os requisitos de segurança diferem significativamente entre as operações de corte a laser e com jato de água, afetando os requisitos das instalações e os procedimentos operacionais.
O corte a laser gera fumos e partículas que requerem sistemas de extração e filtragem. O consumo de gás auxiliar, particularmente nitrogênio para corte de aço inoxidável, representa uma consideração ambiental contínua. Os níveis de ruído são geralmente moderados, mas os protocolos de segurança a laser exigem adesão estrita para evitar lesões oculares.
O corte com jato de água produz contaminantes mínimos no ar, mas gera quantidades significativas de pasta abrasiva que requer descarte adequado. Os sistemas de tratamento e reciclagem de água são essenciais para a conformidade ambiental. Os níveis de ruído são mais altos do que o corte a laser, exigindo proteção auditiva para os operadores.
Ambos os processos consomem energia elétrica significativa, com sistemas a laser normalmente consumindo 20-100 kW e sistemas de jato de água exigindo 50-200 kW, dependendo do tamanho e da configuração. As considerações de eficiência energética favorecem o corte a laser para a maioria das aplicações dentro de sua faixa de capacidade.
Perguntas Frequentes
Qual é a espessura máxima que cada processo pode cortar de forma confiável?
O corte a laser lida de forma confiável com aço carbono até 40-50 mm e aço inoxidável até 30-40 mm com boa qualidade de borda. O corte com jato de água pode processar virtualmente qualquer material com até 200+ mm de espessura com qualidade consistente, limitado principalmente pela profundidade da garganta da máquina em vez da capacidade de corte.
Como a velocidade de corte se compara entre laser e jato de água para chapas grossas?
O corte a laser é significativamente mais rápido para materiais dentro de sua capacidade de espessura, muitas vezes 3-5 vezes mais rápido do que o jato de água. No entanto, à medida que a espessura se aproxima dos limites do laser, a vantagem de velocidade diminui enquanto a qualidade da borda se degrada. O jato de água mantém velocidades de corte consistentes, independentemente da espessura.
Qual processo oferece melhor precisão dimensional para chapas grossas?
O corte com jato de água oferece consistentemente precisão dimensional superior (±0,05-0,1 mm) com conicidade mínima em toda a espessura do material. A precisão do corte a laser se degrada com a espessura devido a efeitos térmicos e potencial desenvolvimento de conicidade, normalmente atingindo ±0,1-0,3 mm em seções espessas.
Quais são as diferenças de custo típicas entre o corte a laser e com jato de água?
O corte a laser geralmente oferece taxas horárias mais baixas (€45-85 vs €55-95 para jato de água), mas pode exigir operações secundárias. O jato de água tem custos de consumíveis mais altos (€15-25/hora vs €2-8/hora), mas raramente precisa de processamento adicional. O custo total do projeto depende dos requisitos específicos e da complexidade da peça.
Como as propriedades do material afetam a seleção do processo?
Os aços carbono favorecem o corte a laser devido aos benefícios da reação exotérmica, enquanto materiais reflexivos (alumínio, cobre) e ligas de alta temperatura (Inconel, aços ferramenta) têm melhor desempenho com jato de água. Os aços inoxidáveis podem usar qualquer processo, com o laser oferecendo velocidade e o jato de água fornecendo qualidade de borda superior.
Quais operações secundárias são normalmente necessárias para cada processo?
As peças cortadas a laser geralmente requerem rebarbação, remoção de escória e, potencialmente, tratamento térmico para resolver os efeitos da ZAC. As peças de jato de água normalmente precisam de operações secundárias mínimas além da limpeza padrão, prosseguindo diretamente para as etapas de fabricação subsequentes, como soldagem ou conformação.
Qual processo é melhor para peças que exigem soldagem subsequente?
O corte com jato de água é geralmente preferido para peças que exigem soldagem devido à ausência de ZAC e à qualidade de borda superior. A borda limpa e livre de óxido produzida pelo jato de água elimina potenciais fontes de contaminação da solda e reduz o tempo de preparação pré-soldagem.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece