Chanfros vs. Filetes: Qual Método de Quebra de Aresta é Mais Barato de Usinar?
Engenheiros de manufatura enfrentam uma decisão de custo crítica em cada peça usinada: as quebras de aresta devem ser chanfros ou filetes? Este detalhe aparentemente menor pode alterar os custos de produção em 15-40%, dependendo da geometria da peça, seleção de material e volume de produção. A escolha impacta não apenas o tempo de usinagem, mas também o desgaste da ferramenta, a qualidade do acabamento superficial e os processos de montagem downstream.
A maioria dos engenheiros opta por chanfros devido à sua aparente simplicidade, mas essa suposição geralmente leva a resultados de custo subótimos. A realidade envolve interações complexas entre a geometria da ferramenta de corte, velocidades do fuso, taxas de remoção de material e eficiência do percurso da ferramenta que exigem uma análise mais profunda.
- Chanfros normalmente reduzem o tempo de usinagem em 25-35% em comparação com filetes em operações CNC padrão
- Raios de filete abaixo de 0,5 mm exigem ferramentas especializadas que aumentam os custos em €0,15-€0,45 por metro linear
- A dureza do material acima de 45 HRC favorece significativamente a geometria do chanfro para otimização da vida útil da ferramenta
- Volumes de produção acima de 500 unidades geralmente justificam investimentos em ferramentas de filete, apesar dos custos de configuração mais altos
Compreendendo os Fundamentos da Quebra de Aresta
As quebras de aresta servem a múltiplas funções de engenharia além da estética. Arestas afiadas criam concentrações de tensão que podem iniciar rachaduras por fadiga, particularmente em aplicações de carregamento cíclico. Elas também apresentam riscos de segurança durante as operações de manuseio e montagem. Do ponto de vista da fabricação, as quebras de aresta controladas eliminam as rebarbas microscópicas e as projeções afiadas que inevitavelmente resultam das operações de usinagem.
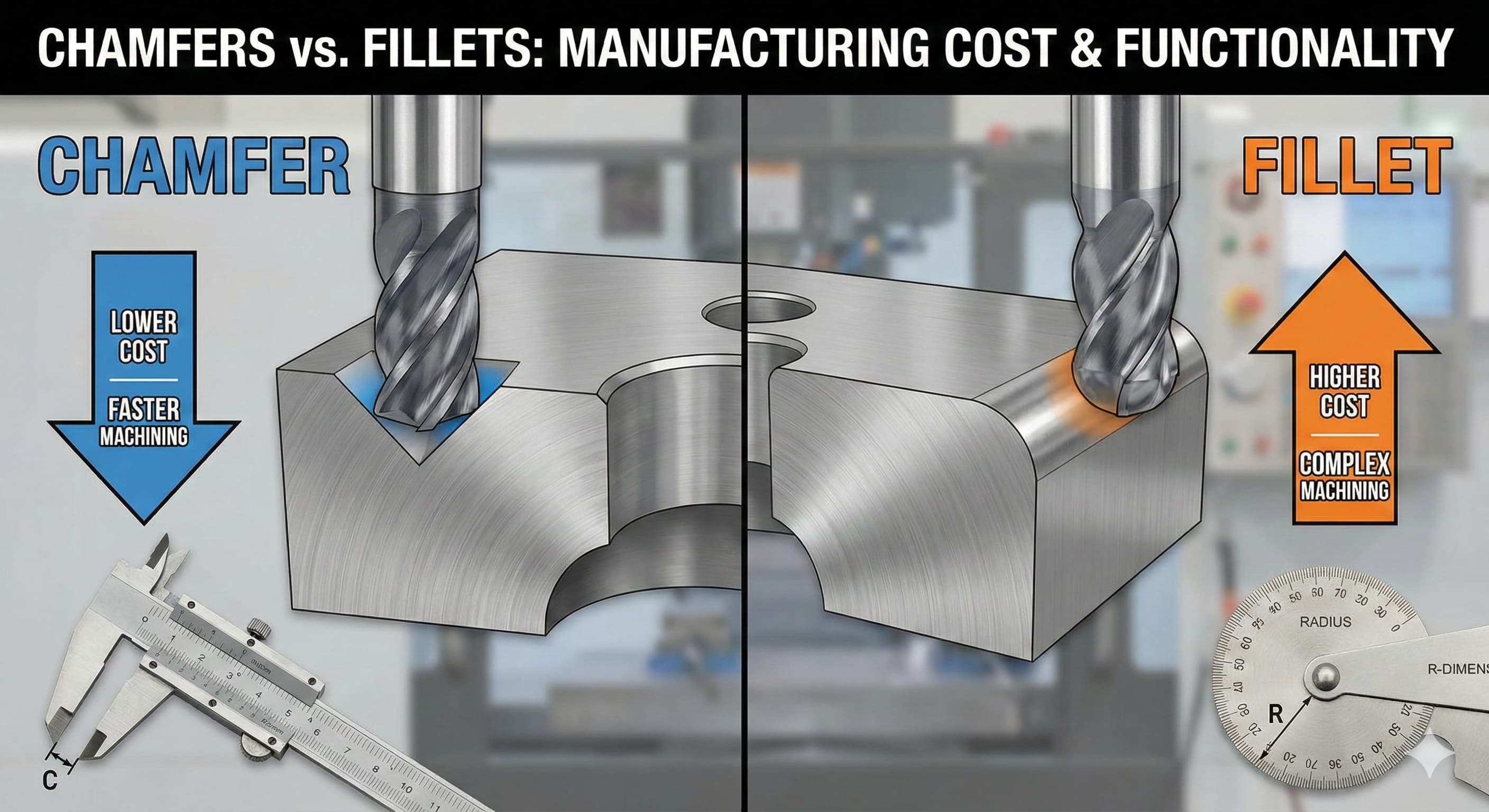
Chanfros representam a solução geométrica mais simples — um corte angular reto que remove a interseção da aresta afiada. Os ângulos de chanfro padrão variam de 30° a 60°, sendo 45° o mais comum devido à disponibilidade de ferramentas e facilidade de inspeção. As dimensões do chanfro normalmente seguem a notação "C0.5" indicando um chanfro de 0,5 mm a 45°, embora outros ângulos exijam indicações específicas como "0,5 x 30°".
Filetes criam uma transição de raio suave entre as superfícies, eliminando completamente a interseção angular. Raios de filete comuns variam de R0,2 mm para recursos finos até R5,0 mm ou maiores para aplicações estruturais. Ao contrário dos chanfros, os filetes fornecem distribuição de tensão e resistência à fadiga superiores, tornando-os preferidos para componentes altamente carregados.
As implicações de fabricação diferem significativamente entre essas abordagens. Os chanfros podem frequentemente ser criados usando fresas de topo padrão ou ferramentas de chanfro em uma única passagem, enquanto os filetes exigem fresas de topo esféricas ou ferramentas de raio com percursos de ferramenta cuidadosamente programados para manter um acabamento superficial consistente.
Análise do Processo de Usinagem
A usinagem de chanfros aproveita a mecânica de corte direta. As ferramentas de chanfro padrão apresentam arestas de corte de ponto único retificadas em ângulos precisos, permitindo cortes de largura total em uma única passagem. Esta abordagem minimiza o tempo do fuso e reduz a complexidade da programação. O engate da ferramenta permanece consistente durante todo o corte, permitindo forças de corte previsíveis e excelente acabamento superficial.
Para chanfros de até 2,0 mm em materiais como alumínio 6061-T6, os parâmetros de corte típicos incluem:
| Parâmetro | Intervalo de Valores | Notas de Otimização |
|---|---|---|
| Velocidade do Eixo | 8.000-15.000 RPM | Velocidades mais altas para chanfros menores |
| Taxa de Avanço | 1.500-4.000 mm/min | Ajuste com base na dureza do material |
| Profundidade de Corte | Passe único de largura total | Elimina múltiplos passes |
| Vida Útil da Ferramenta | 15-25 metros lineares | Ferramentas de metal duro em alumínio |
A usinagem de filetes apresenta maior complexidade devido aos requisitos de geometria curva. As fresas de topo esféricas devem seguir percursos de ferramenta 3D precisos para manter dimensões de raio consistentes. A qualidade do acabamento superficial depende fortemente da distância de passo — um espaçamento mais apertado melhora o acabamento, mas aumenta o tempo de usinagem exponencialmente.
As considerações críticas da usinagem de filetes incluem a deflexão da ferramenta, que se torna problemática com ferramentas de raio pequeno. Uma fresa de topo esférica de 2,0 mm que se estende 15 mm do fuso pode desviar 0,02-0,05 mm sob cargas de corte normais, afetando diretamente a precisão do raio. Isso exige ferramentas mais curtas e rígidas ou parâmetros de corte reduzidos.
Nossos serviços de usinagem CNC de precisão utilizam dispositivos de fixação especializados e porta-ferramentas encurtados para minimizar problemas de deflexão, mantendo parâmetros de corte ideais para operações de chanfro e filete.
Análise do Fator de Custo
Os custos de aquisição de ferramentas mostram diferenças imediatas entre as operações de chanfro e filete. As ferramentas de chanfro padrão variam de €45-85 por ferramenta para opções de metal duro de qualidade, com cada ferramenta capaz de processar 15-25 metros lineares em alumínio ou 8-12 metros em aço. As ferramentas de filete especializadas custam €65-150 por ferramenta, dependendo do tamanho do raio e das especificações de revestimento.
O impacto do inventário de ferramentas agrava esses custos. As ferramentas de chanfro cobrem amplas faixas dimensionais — uma única ferramenta de chanfro de 45° pode criar qualquer tamanho de chanfro limitado apenas pelo diâmetro da ferramenta. As operações de filete exigem ferramentas dedicadas para cada tamanho de raio, multiplicando os requisitos de inventário. Uma oficina típica mantém 3-4 ferramentas de chanfro versus 12-18 ferramentas de raio para cobertura de capacidade equivalente.
As diferenças de tempo de usinagem provam ser ainda mais significativas do que os custos de ferramentas na produção de alto volume. Os chanfros normalmente exigem 0,8-1,2 minutos por metro linear de quebra de aresta, enquanto os filetes exigem 2,5-4,5 minutos por metro linear devido aos complexos requisitos de percurso da ferramenta e taxas de avanço mais lentas exigidas pela geometria da fresa de topo esférica.
| Operação | Tempo de Configuração | Tempo de Ciclo/Metro | Custo da Ferramenta | Vida Útil da Ferramenta |
|---|---|---|---|---|
| Chanfro (Padrão) | 8-12 minutos | 0,8-1,2 minutos | €45-85 | 15-25 metros |
| Chanfro (Complexo) | 12-18 minutos | 1,2-1,8 minutos | €65-120 | 12-18 metros |
| Raio R0.5-2.0 | 15-25 minutos | 2,5-3,5 minutos | €85-140 | 8-15 metros |
| Raio R2.0-5.0 | 12-20 minutos | 1,8-2,8 minutos | €95-150 | 12-22 metros |
As operações secundárias também influenciam as equações de custo total. As arestas chanfradas geralmente exigem leve rebarbação para remover pequenas marcas de ferramenta, adicionando €0,08-0,15 por metro linear em custos de acabamento manual. As operações de filete bem executadas normalmente não precisam de acabamento secundário, embora atingir este nível de qualidade exija configuração precisa da máquina e parâmetros de corte ideais.
Considerações Específicas do Material
As propriedades do material afetam drasticamente a equação de custo entre chanfros e filetes. Em ligas de alumínio como 6061-T6, ambas as operações funcionam bem com ferramentas e parâmetros padrão. A excelente usinabilidade do material e as características de evacuação de cavacos suportam o corte agressivo em qualquer geometria.
Os aços inoxidáveis como o 316L apresentam desafios diferentes. A tendência de encruamento do material favorece a geometria do chanfro, onde o engate de corte consistente impede a formação de camadas endurecidas que podem danificar os cortes subsequentes. As operações de filete em aço inoxidável exigem atenção cuidadosa às relações de velocidade de corte e taxa de avanço para manter a formação adequada de cavacos e evitar o encruamento nas zonas de transição curvas.
Os aços de alta resistência acima de 40 HRC favorecem significativamente as operações de chanfro. O percurso de corte linear permite um engate consistente da ferramenta e padrões de desgaste previsíveis. O corte de filetes em materiais endurecidos geralmente produz vibração devido às forças de corte variáveis ao longo do percurso da ferramenta curva, levando a um acabamento superficial ruim e desgaste acelerado da ferramenta.
Para materiais desafiadores, a seleção da abordagem pode impactar os custos em 200-300%. Em Inconel 718, as operações de chanfro podem custar €2,50-3,20 por metro linear, enquanto as operações de filete equivalentes podem atingir €7,50-9,80 por metro linear devido aos requisitos de ferramentas especializadas e parâmetros de corte drasticamente reduzidos.
Ao trabalhar com materiais exóticos ou aplicações críticas, estratégias de usinagem especializadas tornam-se essenciais para manter a qualidade e a relação custo-benefício.
Para resultados de alta precisão, Obtenha sua cotação personalizada entregue em 24 horas da Microns Hub.
Design para Otimização da Fabricação
Escolhas de design inteligentes podem eliminar completamente o dilema de custo entre chanfro e filete. O posicionamento estratégico de recursos, a padronização dimensional e as decisões de geometria conscientes da fabricação reduzem os custos de produção, independentemente da seleção da quebra de aresta.
A padronização em tamanhos de chanfro comuns como C0.5, C1.0 e C1.5 permite a utilização máxima da ferramenta em vários projetos. Da mesma forma, a padronização de filetes em torno de R0.5, R1.0, R2.0 e R3.0 reduz o inventário de ferramentas e a complexidade de configuração. As peças projetadas em torno dessas dimensões padrão se beneficiam de parâmetros de corte otimizados e dados de vida útil da ferramenta estabelecidos.
A acessibilidade dos recursos impacta significativamente a eficiência da usinagem. Os chanfros em arestas externas exigem folga mínima da ferramenta e podem frequentemente ser usinados com ferramentas padrão. Os filetes internos exigem consideração para o acesso da ferramenta, requisitos de folga e potencial interferência com dispositivos de fixação.
A interação entre as quebras de aresta e os recursos adjacentes cria considerações de custo adicionais. Os chanfros normalmente terminam de forma limpa em recursos de interseção, enquanto os filetes podem exigir geometria de mistura complexa que aumenta o tempo de programação e a complexidade da usinagem. Essas interseções devem ser cuidadosamente consideradas durante a fase de projeto para evitar surpresas dispendiosas durante a produção.
As especificações de tolerância também afetam as relações de custo. Os chanfros podem normalmente ser mantidos em ±0,1 mm sem consideração especial, enquanto as tolerâncias de raio de filete abaixo de ±0,05 mm podem exigir equipamentos de medição especializados e controle de processo mais rigoroso, adicionando €0,25-0,45 por recurso aos custos de inspeção.
Economia de Produção em Volume
O volume de produção altera fundamentalmente a equação de custo entre as operações de chanfro e filete. A prototipagem de baixo volume e o trabalho personalizado favorecem fortemente os chanfros devido à complexidade de configuração reduzida e aos requisitos de ferramentas. O investimento de tempo na programação de filetes e na configuração de ferramentas especializadas não pode ser amortizado em peças suficientes para justificar a complexidade adicional.
Em volumes moderados (50-500 peças), o ponto de decisão muda com base em fatores específicos da peça. Geometrias complexas com múltiplos requisitos de raio podem justificar investimentos em ferramentas dedicadas, enquanto peças simples com requisitos mínimos de quebra de aresta continuam a favorecer abordagens de chanfro.
A produção de alto volume acima de 1.000 peças abre possibilidades de otimização adicionais. Dispositivos de fixação dedicados, ferramentas especializadas e programas otimizados podem reduzir os custos de filete por peça abaixo das alternativas de chanfro em aplicações específicas. A chave reside na análise abrangente de todos os fatores de custo, incluindo operações secundárias, requisitos de qualidade e considerações de montagem downstream.
Os sistemas de produção automatizados mostram afinidade particular pelas operações de chanfro devido às suas forças de corte previsíveis e requisitos de percurso da ferramenta simplificados. Os cenários de fabricação sem supervisão se beneficiam da complexidade reduzida e da confiabilidade aprimorada dos processos de chanfro.
| Gama de Volume | Custo do Chanfro/Peça | Custo do Raio/Peça | Abordagem Recomendada |
|---|---|---|---|
| 1-25 peças | €0,85-1,20 | €1,85-3,20 | Chanfro preferido |
| 25-100 peças | €0,65-0,95 | €1,25-2,10 | Chanfro normalmente melhor |
| 100-500 peças | €0,45-0,75 | €0,85-1,45 | Depende da complexidade |
| 500-2000 peças | €0,35-0,55 | €0,55-0,95 | Raio competitivo |
| 2000+ peças | €0,25-0,45 | €0,35-0,65 | Análise completa necessária |
Ao fazer o pedido na Microns Hub, você se beneficia de relacionamentos diretos com fabricantes que garantem controle de qualidade superior e preços competitivos em comparação com plataformas de mercado. Nossa experiência técnica e abordagem de serviço personalizado significam que cada projeto recebe a atenção aos detalhes que merece, seja otimizando para operações de chanfro ou filete.
Considerações de Qualidade e Inspeção
Os requisitos de controle de qualidade influenciam significativamente o verdadeiro custo das operações de chanfro versus filete. A inspeção de chanfros utiliza técnicas de medição diretas — paquímetros básicos, medidores de altura ou comparadores ópticos podem verificar as dimensões de forma rápida e precisa. As indicações de chanfro padrão como "C1.0" fornecem critérios de inspeção claros e inequívocos que minimizam disputas de qualidade e retrabalho.
A inspeção de filetes exige abordagens mais sofisticadas. Os medidores de raio fornecem verificação básica para filetes maiores, mas a medição de precisão requer máquinas de medição por coordenadas (MMC) ou equipamentos ópticos especializados. A geometria curva dificulta o estabelecimento de datums de medição claros, levando potencialmente a diferenças de interpretação entre os padrões de qualidade do fornecedor e do cliente.
Os requisitos de acabamento superficial também diferem entre as duas abordagens. Os chanfros normalmente atingem Ra 1,6-3,2 μm diretamente das operações de usinagem, adequados para a maioria das aplicações sem acabamento secundário. Os filetes exigem mais atenção aos parâmetros de corte e às estratégias de percurso da ferramenta para atingir qualidade de superfície equivalente, particularmente nas zonas de transição onde o engate da ferramenta varia continuamente.
Para aplicações que exigem acabamento superficial superior (Ra 0,8 μm ou melhor), os filetes podem realmente fornecer vantagens de custo. A transição curva suave elimina a interseção angular que pode coletar contaminantes ou criar dificuldades de limpeza em aplicações de qualidade alimentar ou farmacêutica.
Os requisitos de documentação e rastreabilidade favorecem as operações de chanfro devido aos seus procedimentos de medição e registro diretos. Os certificados de qualidade podem declarar claramente "C1.0 ±0.1" com confiança, enquanto a documentação de filete pode exigir indicações de dimensionamento e tolerância geométrica (GD&T) mais complexas para definir adequadamente os critérios de aceitação.
Recomendações Específicas da Aplicação
As aplicações estruturais que exigem máxima resistência à fadiga favorecem claramente a geometria do filete, apesar dos custos de fabricação mais altos. A transição de tensão suave fornecida por filetes adequadamente projetados pode estender a vida útil do componente em 200-400% em comparação com projetos chanfrados equivalentes. Em aplicações aeroespaciais, automotivas ou de dispositivos médicos onde as consequências da falha são graves, o investimento adicional em fabricação se justifica.
Por outro lado, produtos de consumo, gabinetes e componentes industriais gerais geralmente têm um desempenho adequado com arestas chanfradas a custos de fabricação significativamente reduzidos. A chave reside em combinar a seleção da quebra de aresta com os requisitos de desempenho reais, em vez de optar por qualquer abordagem sem análise.
Considerações estéticas podem substituir a otimização de custo puro em componentes visíveis. Os filetes geralmente fornecem uma aparência mais refinada e acabada que os consumidores associam à maior qualidade. Este valor de percepção pode justificar custos de fabricação adicionais em aplicações voltadas para o consumidor.
Os requisitos de montagem e manuseio também influenciam a seleção ideal. Os chanfros fornecem geometria consistente e previsível que simplifica os processos de montagem automatizados e reduz o risco de interferência ou ligação durante o acoplamento de peças. Os filetes, embora mais suaves, podem criar condições de contato ambíguas que complicam os sistemas de montagem automatizados.
A relação entre as quebras de aresta e outros processos de fabricação como operações de furação deve ser considerada durante a otimização do projeto para garantir a eficiência geral da fabricação.
Nossa abordagem abrangente através de nossos serviços de fabricação garante que a seleção da quebra de aresta se alinhe com seus requisitos de aplicação específicos, otimizando os custos gerais de produção.
Tendências Tecnológicas Futuras
As tecnologias de fabricação emergentes estão remodelando a dinâmica de custo entre as operações de chanfro e filete. O software CAM avançado com otimização automatizada do percurso da ferramenta reduz a complexidade de programação tradicionalmente associada às operações de filete. Os algoritmos de aprendizado de máquina agora podem otimizar os parâmetros de corte em tempo real, reduzindo a lacuna de experiência entre a usinagem de chanfro e filete.
Os centros de usinagem de alta velocidade com dinâmica de fuso e controle de vibração aprimorados estão tornando as operações de filete de raio pequeno mais economicamente viáveis. Os fabricantes de ferramentas estão desenvolvendo revestimentos e geometrias especializados que estendem a vida útil da ferramenta em aplicações de filete difíceis, fechando gradualmente a lacuna de custo com as operações de chanfro.
As abordagens de fabricação híbrida que combinam processos aditivos e subtrativos podem eventualmente eliminar completamente a decisão entre chanfro e filete. As peças podem ser impressas com geometria de filete integrada e acabamento usinado para superfícies críticas, capturando os benefícios de ambas as abordagens.
A implementação da Indústria 4.0 com recursos de monitoramento em tempo real e manutenção preditiva favorece operações mais complexas como filetes, fornecendo o controle de processo necessário para resultados consistentes e repetíveis. As ferramentas inteligentes com sensores embutidos podem otimizar os parâmetros de corte continuamente, reduzindo a lacuna de conhecimento do processo que tradicionalmente favorecia operações de chanfro mais simples.
Perguntas Frequentes
Qual é a diferença de custo típica entre as operações de chanfro e filete?
Os chanfros normalmente custam 40-60% menos do que os filetes equivalentes em operações de usinagem padrão. Para peças de alumínio, os chanfros custam em média €0,45-0,75 por metro linear, enquanto os filetes variam de €0,85-1,45 por metro linear, incluindo ferramentas, configuração e tempo de usinagem. A diferença exata depende do material, da complexidade da geometria e do volume de produção.
Chanfros e filetes podem ser usados de forma intercambiável de uma perspectiva funcional?
Nem sempre. Embora ambos eliminem arestas afiadas, os filetes fornecem distribuição de tensão e resistência à fadiga superiores devido às suas transições de raio suaves. Os chanfros são adequados para rebarbação geral e requisitos de segurança, mas não podem corresponder ao desempenho do filete em aplicações de alta tensão. Os componentes estruturais sob carregamento cíclico normalmente exigem geometria de filete, independentemente das implicações de custo.
Quais tamanhos de raio tornam as operações de filete competitivas em termos de custo com os chanfros?
Raios de filete maiores (R2,0 mm e acima) se aproximam da relação custo-benefício do chanfro devido a parâmetros de corte mais agressivos e vida útil da ferramenta aprimorada. Raios pequenos abaixo de R0,8 mm exigem ferramentas especializadas e parâmetros de corte conservadores que aumentam significativamente os custos. O ponto de cruzamento normalmente ocorre em torno de R1,5-2,0 mm, dependendo do material e do volume de produção.
Como as propriedades do material afetam a equação de custo do chanfro versus filete?
Materiais duros acima de 45 HRC favorecem fortemente as operações de chanfro devido ao engate consistente da ferramenta e aos padrões de desgaste previsíveis. Materiais macios e pegajosos como alumínio puro podem realmente favorecer as operações de filete porque a ação de corte contínua impede a formação de aresta postiça. Os aços inoxidáveis e as ligas de encruamento geralmente são usinados de forma mais econômica com geometria de chanfro devido à sua sensibilidade a cortes interrompidos.
Quais recursos de design podem minimizar os custos de usinagem da quebra de aresta, independentemente da escolha da geometria?
A padronização em tamanhos comuns (C0.5, C1.0, R0.5, R1.0) maximiza a utilização da ferramenta e reduz o tempo de configuração. Garantir acesso e folga adequados da ferramenta elimina a necessidade de dispositivos de fixação especializados ou ferramentas estendidas. Evitar interseções e misturas complexas reduz a complexidade da programação e o tempo de usinagem para operações de chanfro e filete.
Como o volume de produção afeta a seleção ideal da quebra de aresta?
Volumes baixos abaixo de 100 peças favorecem fortemente os chanfros devido à redução dos custos de configuração e ferramentas. Volumes médios de 100-1000 peças criam um ponto de decisão onde a complexidade da peça e os requisitos de desempenho determinam a seleção ideal. Altos volumes acima de 1000 peças podem justificar investimentos em ferramentas de filete quando os requisitos funcionais exigem geometria de raio, potencialmente atingindo custos por peça competitivos com as operações de chanfro.
Quais diferenças de inspeção e controle de qualidade existem entre chanfros e filetes?
Os chanfros usam ferramentas de medição simples, como paquímetros e medidores de altura, com indicações dimensionais claras. Os filetes exigem equipamentos de medição mais sofisticados, como medidores de raio ou sistemas CMM para verificação precisa. Esta diferença adiciona €0,15-0,35 por recurso aos custos de inspeção para geometria de filete, particularmente importante em aplicações de alta precisão ou certificadas que exigem relatórios dimensionais completos.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece