A Verdade Sobre Fresamento de Roscas CNC vs. Rosqueamento para Aços Temperados
A fabricação de componentes de aço temperado com recursos rosqueados apresenta um ponto de decisão crítico que impacta diretamente os custos de produção, os tempos de ciclo e a qualidade das peças. Engenheiros que trabalham com materiais acima de 35 HRC enfrentam desafios únicos onde os métodos de rosqueamento tradicionais frequentemente falham, levando a ferramentas quebradas, peças rejeitadas e atrasos na produção.
Principais conclusões:
- O fresamento de roscas oferece uma vida útil da ferramenta 3 a 5 vezes maior em aços temperados acima de 40 HRC em comparação com o rosqueamento convencional
- Os custos iniciais de ferramentas para fresamento de roscas são 40-60% mais altos, mas o ROI é alcançado dentro de 200-500 furos rosqueados
- O rosqueamento permanece econômico para aços mais macios (abaixo de 30 HRC) e ciclos de produção de alto volume
- A qualidade da rosca e a precisão geométrica favorecem o fresamento para aplicações de precisão que exigem tolerâncias de Classe 2A ou melhores
Compreendendo as Diferenças Fundamentais
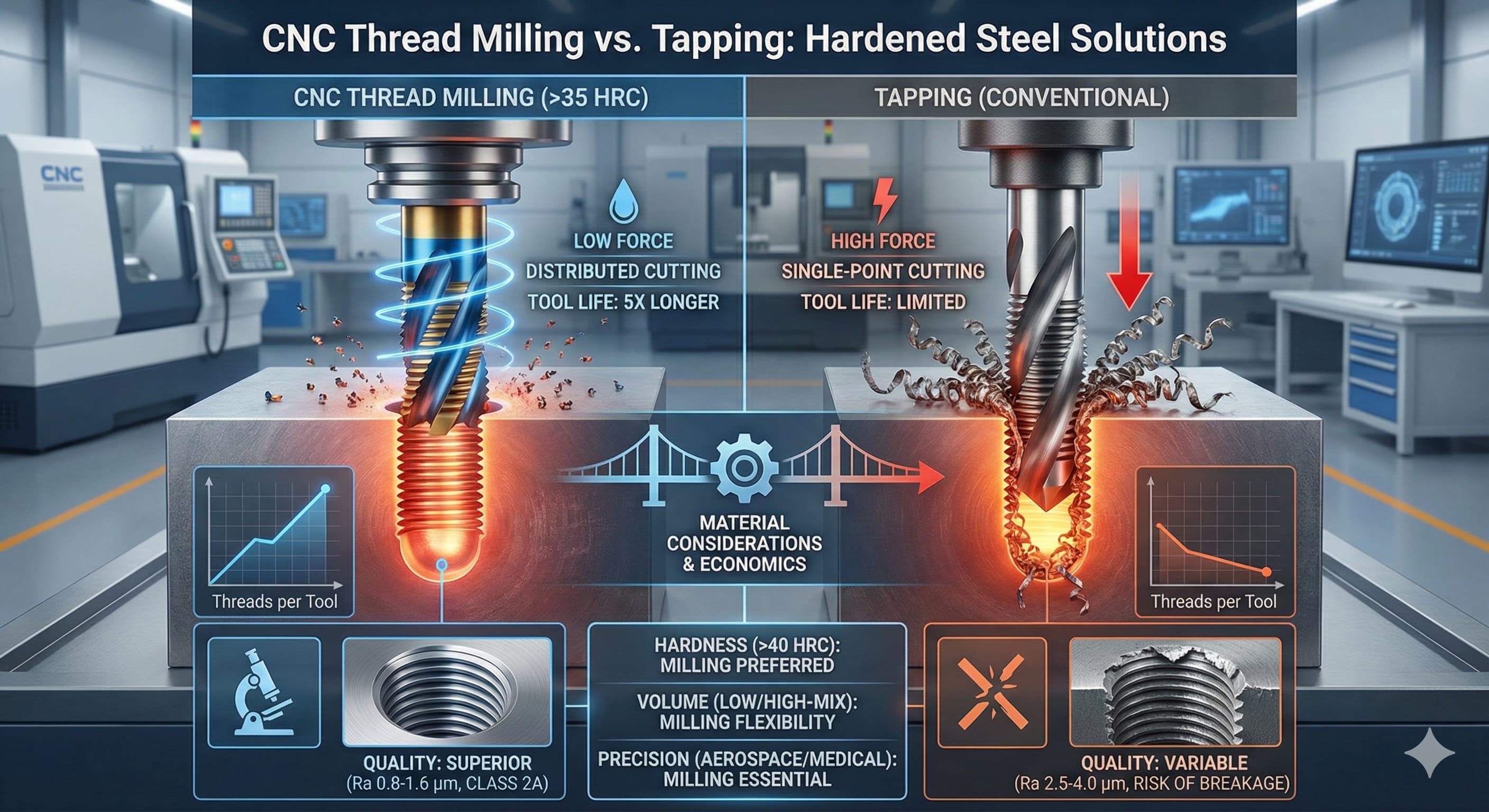
O fresamento de roscas e o rosqueamento representam abordagens fundamentalmente diferentes para criar roscas internas em componentes de aço temperado. O rosqueamento depende de uma ação de corte de ponto único onde as ranhuras do macho cortam e formam simultaneamente o perfil da rosca através do avanço axial. Este processo gera forças de corte significativas concentradas na ponta da ferramenta, criando concentrações de tensão substanciais que se tornam problemáticas em materiais de endurecimento por trabalho, como aço inoxidável 17-4 PH ou aços ferramenta acima de 45 HRC.
O fresamento de roscas, inversamente, emprega uma fresa de múltiplos dentes que se move em um padrão de interpolação helicoidal ao redor da circunferência do furo. Cada aresta de corte remove um pequeno cavaco durante seu engate, distribuindo as forças de corte através de múltiplos pontos de contato. Esta abordagem reduz as forças de corte de pico em 60-70% em comparação com o rosqueamento, particularmente benéfico ao usinar aços endurecidos por precipitação ou componentes totalmente temperados.
As diferenças cinemáticas se estendem além da distribuição de força. O rosqueamento requer sincronização perfeita entre a rotação do fuso e a taxa de avanço - qualquer desvio resulta em roscas rasgadas ou quebra da ferramenta. Os controladores CNC modernos alcançam isso através de ciclos de rosqueamento rígidos, mas as limitações de aceleração/desaceleração do fuso ainda criam desafios. O fresamento de roscas elimina essa restrição completamente, pois o caminho da ferramenta é gerado através de interpolação programada em vez de sincronização mecânica.
Considerações de Material para Aplicações de Aço Temperado
As classes de aço temperado respondem de forma diferente a cada processo de rosqueamento com base em sua estrutura metalúrgica e características de endurecimento por trabalho. Aços ferramenta totalmente temperados como D2 (60-62 HRC) ou A2 (58-60 HRC) apresentam desafios extremos para o rosqueamento devido à sua distribuição uniforme de dureza e conteúdo de carboneto. O fresamento de roscas se mostra superior nessas aplicações, com melhorias na vida útil da ferramenta atingindo 400-500% em relação às abordagens de rosqueamento convencionais.
| Grau do Aço | Dureza (HRC) | Taxa de Sucesso de Rosqueamento | Vantagem da Fresagem de Roscas | Método Recomendado |
|---|---|---|---|---|
| 4140 Recozido | 22-25 | 95% | Desvantagem de custo | Rosqueamento |
| 4140 T&T | 28-32 | 85% | Marginal | Qualquer método |
| 4340 T&T | 35-40 | 65% | Significativo | Fresagem de roscas |
| 17-4 PH H900 | 40-44 | 45% | Crítico | Fresagem de roscas |
| Aço Ferramenta D2 | 60-62 | 15% | Essencial | Apenas fresagem de roscas |
Aços inoxidáveis endurecidos por precipitação como 15-5 PH e 17-4 PH merecem consideração especial devido às suas tendências de endurecimento por trabalho. Esses materiais podem aumentar em dureza em 5-8 pontos HRC durante a usinagem se os parâmetros de corte forem inadequados. O rosqueamento desses materiais frequentemente resulta em endurecimento por trabalho à frente das arestas de corte, levando à falha prematura da ferramenta. A ação de corte distribuída do fresamento de roscas minimiza os efeitos de endurecimento por trabalho, mantendo a qualidade consistente da rosca.
Componentes cementados apresentam outro desafio único onde a dureza da superfície pode exceder 58 HRC enquanto a dureza do núcleo permanece em 25-30 HRC. O gradiente de dureza cria condições de corte variáveis que os machos lutam para acomodar. O fresamento de roscas mantém um desempenho consistente em toda a zona de transição de dureza, produzindo qualidade de rosca uniforme da superfície ao núcleo.
Vida Útil da Ferramenta e Análise Econômica
A comparação da vida útil da ferramenta entre o fresamento de roscas e o rosqueamento em aços temperados revela diferenças dramáticas que impactam diretamente a economia da fabricação. Em aços totalmente temperados acima de 45 HRC, machos de qualidade normalmente produzem 15-25 roscas aceitáveis antes da substituição, enquanto as fresas de roscas podem gerar 200-400 roscas sob condições equivalentes. Esta melhoria de 10-15x na vida útil da ferramenta altera fundamentalmente a equação de custo, apesar do maior investimento inicial em ferramentas.
Considere um exemplo prático envolvendo 100 roscas M8x1,25 em aço inoxidável 17-4 PH (42 HRC). Machos espirais premium custam aproximadamente €35-45 cada e produzem 20-30 roscas antes da falha. As fresas de roscas custam €120-150, mas geram 300-500 roscas antes da substituição. O custo de ferramenta por rosca favorece o fresamento em 40-50% antes de considerar fatores secundários como tempo de inatividade da máquina e redução de sucata.
A análise do tempo de ciclo requer uma consideração cuidadosa da configuração e da complexidade da programação. Os ciclos de rosqueamento são concluídos em 8-15 segundos por rosca, dependendo da profundidade e do passo, enquanto o fresamento de roscas requer 25-45 segundos para recursos equivalentes. No entanto, esta comparação ignora a probabilidade de quebra do macho e o tempo de inatividade associado. Um único macho quebrado pode exigir 30-60 minutos para extração e reparo do furo, eliminando qualquer vantagem de tempo de ciclo.
Para resultados de alta precisão, receba um orçamento detalhado em 24 horas da Microns Hub.
Qualidade da Rosca e Precisão Geométrica
As diferenças de qualidade da rosca entre o fresamento e o rosqueamento tornam-se pronunciadas em aplicações de aço temperado onde as forças de corte e a deflexão da ferramenta impactam significativamente a geometria final. O fresamento de roscas produz perfis de rosca consistentemente superiores com variações de diâmetro de passo normalmente mantidas dentro de ±0,025 mm em comparação com ±0,050 mm alcançáveis através do rosqueamento em materiais temperados.
A qualidade do acabamento superficial favorece fortemente o fresamento de roscas em aplicações de aço temperado. As múltiplas arestas de corte e a formação otimizada de cavacos características das fresas de roscas produzem valores Ra de 0,8-1,6 μm, enquanto as roscas rosqueadas em materiais semelhantes normalmente exibem valores Ra de 2,5-4,0 μm. Esta melhoria torna-se crítica em aplicações que exigem resistência à fadiga ou resistência à corrosão onde as irregularidades da superfície servem como concentradores de tensão ou locais de iniciação de corrosão por frestas.
A precisão geométrica estende-se além do acabamento superficial para incluir a precisão da forma da rosca e a manutenção da tolerância posicional. O fresamento de roscas mantém ângulos de rosca consistentes (normalmente ±0,5°) mesmo em zonas de dureza variáveis, enquanto as roscas rosqueadas podem exibir variações de 1-2° à medida que os machos se desviam sob cargas de corte variáveis. Esta vantagem de precisão prova ser essencial em montagens de precisão onde a interferência da rosca afeta as forças de montagem e a consistência da pré-carga da junta.
Requisitos de Máquina-Ferramenta e Considerações de Configuração
Os requisitos de máquina-ferramenta diferem significativamente entre as operações de fresamento de roscas e rosqueamento, particularmente ao processar aços temperados. O rosqueamento exige uma construção de fuso rígida com capacidades de sincronização precisas, normalmente limitando as aplicações a centros de usinagem com ciclos de rosqueamento dedicados e capacidade de torque adequada. Os requisitos de potência do fuso para rosquear aços temperados frequentemente excedem 5-8 kW para roscas M10 e maiores devido às altas demandas de torque.
O fresamento de roscas coloca diferentes demandas nas máquinas-ferramentas, exigindo capacidades de interpolação precisas e condições de corte estáveis, em vez de saída de torque máxima. A maioria dos centros de usinagem de 3 eixos modernos pode executar com sucesso operações de fresamento de roscas, embora a capacidade de 5 eixos torne-se vantajosa para recursos rosqueados angulares ou complexos. As velocidades do fuso para fresamento de roscas normalmente variam de 1.500 a 4.000 RPM, dependendo do diâmetro da fresa e do material, colocando demandas moderadas nos sistemas de energia do fuso.
A complexidade da programação representa uma consideração significativa para a implementação da produção. O rosqueamento requer ciclos enlatados G84 ou G74 simples com complexidade de programação mínima, tornando-o acessível a programadores iniciantes. O fresamento de roscas exige programação de interpolação helicoidal (G02/G03 com movimento simultâneo do eixo Z) ou software CAM especializado com rotinas de rosqueamento. Esta complexidade traduz-se em maior tempo de programação e maiores requisitos de habilidade para o pessoal de configuração.
Parâmetros de Corte e Otimização do Processo
Os parâmetros de corte ideais para rosqueamento de aço temperado variam dramaticamente entre os processos de rosqueamento e fresamento. Os parâmetros de rosqueamento são amplamente limitados pelos requisitos de passo da rosca - um macho M10x1,5 deve avançar 1,5 mm por revolução, independentemente das propriedades do material. Esta restrição força compromissos na seleção da velocidade da superfície, resultando frequentemente em condições de corte abaixo do ideal para materiais temperados.
| Parâmetro do Processo | Rosqueamento (4340 @ 38 HRC) | Fresagem de Roscas (4340 @ 38 HRC) | Vantagem de Otimização |
|---|---|---|---|
| Velocidade de Corte (m/min) | 8-12 | 80-120 | Fresagem de roscas |
| Avanço (mm/rev) | Fixo (passo) | 0.05-0.15 | Fresagem de roscas |
| Força de Corte (N) | 800-1,200 | 200-400 | Fresagem de roscas |
| Engajamento da Ferramenta | 100% | 15-25% | Fresagem de roscas |
Os parâmetros de fresamento de roscas podem ser otimizados independentemente para velocidade de corte, taxa de avanço e engate axial. Velocidades de superfície de 80-150 m/min são alcançáveis em aços temperados usando fresas de roscas de metal duro com revestimentos apropriados, em comparação com 8-15 m/min típicos para operações de rosqueamento. Esta vantagem de velocidade traduz-se diretamente em melhor vida útil da ferramenta através da redução do endurecimento por trabalho e melhor evacuação de cavacos.
A aplicação de refrigerante prova ser crítica para ambos os processos, mas apresenta desafios diferentes. O rosqueamento requer refrigerante de inundação ou entrega através do fuso para evitar o empacotamento de cavacos e fornecer lubrificação adequada. O fresamento de roscas beneficia da aplicação de refrigerante de névoa que não interfere na evacuação de cavacos, proporcionando controle térmico e vida útil prolongada da ferramenta.
Análise de Custo: Investimento Inicial vs. Economia Operacional
A comparação econômica entre o fresamento de roscas e o rosqueamento em aplicações de aço temperado requer análise em múltiplas categorias de custo, incluindo ferramentas, tempo de máquina, custos de qualidade e operações secundárias. O investimento inicial em ferramentas favorece fortemente o rosqueamento com machos premium custando €35-60 em comparação com €120-200 para fresas de roscas equivalentes. No entanto, esta análise muda dramaticamente ao considerar a vida útil da ferramenta e o custo total por rosca.
A análise de custo operacional deve contabilizar a probabilidade de quebra do macho e os custos de recuperação associados. A extração de machos quebrados em componentes de aço temperado frequentemente requer usinagem por descarga elétrica (EDM) ou ferramentas de extração especializadas, com custos atingindo €200-500 por incidente, incluindo mão de obra e potencial sucata. O fresamento de roscas virtualmente elimina o risco de quebra devido às menores forças de corte e à evacuação superior de cavacos.
Os custos de qualidade favorecem significativamente o fresamento de roscas em aplicações de aço temperado. A geometria da rosca e o acabamento superficial aprimorados reduzem a probabilidade de problemas de montagem, rosqueamento cruzado ou falha prematura da junta. Estas melhorias de qualidade traduzem-se em custos de garantia reduzidos e melhor satisfação do cliente, embora a quantificação exija uma análise específica da aplicação.
Ao encomendar da Microns Hub, você se beneficia de relacionamentos diretos com fabricantes que garantem controle de qualidade superior e preços competitivos em comparação com plataformas de mercado. Nossa experiência técnica e abordagem de serviço personalizado significam que cada projeto recebe a atenção aos detalhes necessária para soluções de rosqueamento ideais em componentes de aço temperado.
Recomendações Específicas da Aplicação
As aplicações aeroespaciais envolvendo aços inoxidáveis endurecidos por precipitação ou ligas de titânio favorecem fortemente o fresamento de roscas devido às características de endurecimento por trabalho do material e aos rigorosos requisitos de qualidade. Componentes como conjuntos de trem de pouso, suportes de motor e acessórios estruturais exigem qualidade de rosca que atenda ou exceda consistentemente os requisitos de especificação. A precisão geométrica superior e o acabamento superficial alcançados através do fresamento de roscas justificam o tempo de ciclo adicional nestas aplicações críticas.
As aplicações automotivas apresentam critérios de seleção mais matizados onde o volume de produção e a criticidade do componente influenciam a seleção do processo. Componentes de transmissão de alto volume ou blocos de motor podem justificar o rosqueamento para roscas em áreas totalmente temperadas abaixo de 35 HRC, enquanto componentes especiais de baixo volume se beneficiam da flexibilidade e vantagens de qualidade do fresamento de roscas. A capacidade de produzir múltiplos tamanhos de rosca com uma única fresa de roscas oferece vantagens significativas em ambientes de produção de baixo volume e alta mistura.
A fabricação de dispositivos médicos, particularmente implantes ortopédicos e instrumentos cirúrgicos, requer fresamento de roscas para materiais biocompatíveis como aço inoxidável 17-4 PH ou ligas de titânio. O acabamento superficial superior e a precisão geométrica impactam diretamente o desempenho e a longevidade do dispositivo. A capacidade do fresamento de roscas de manter a qualidade consistente em zonas de dureza variáveis prova ser essencial em componentes que exigem tratamento térmico extenso ou processos de modificação de superfície.
Para fabricantes que buscam soluções abrangentes além das operações de rosqueamento, os serviços de fabricação de chapas metálicas podem fornecer abordagens de fabricação integradas que otimizam a produção geral de componentes. Da mesma forma, nossos serviços de fabricação abrangem a gama completa de processos necessários para componentes complexos de aço temperado.
Integração com Processos de Fabricação Avançados
A integração do fresamento de roscas com processos de fabricação avançados como operações de ferramentas acionadas oferece vantagens significativas na fabricação de componentes complexos. Os centros de usinagem multieixos podem combinar operações de torneamento, fresamento e rosqueamento em configurações únicas, reduzindo o tempo de manuseio e melhorando as relações geométricas entre os recursos. Esta integração prova ser particularmente valiosa em componentes de aço temperado onde múltiplas configurações aumentam o risco de endurecimento por trabalho e variação dimensional.
As operações de torneamento duro seguidas de fresamento de roscas representam uma abordagem emergente para componentes que exigem usinagem extensa na condição temperada. Esta sequência minimiza a distorção do tratamento térmico, mantendo a qualidade superior da rosca em comparação com a usinagem pré-endurecimento e o tratamento térmico subsequente. A combinação prova ser especialmente eficaz para componentes que exigem tolerâncias geométricas mais apertadas do que as alcançáveis através de sequências convencionais de tratamento térmico e retificação.
A integração da fabricação aditiva representa uma oportunidade futura onde o fresamento de roscas oferece qualidade de rosca superior em comparação com as roscas impressas. Componentes produzidos através de fusão seletiva a laser (SLM) ou fusão por feixe de elétrons (EBM) frequentemente exigem pós-processamento para recursos rosqueados críticos. O fresamento de roscas acomoda as condições de superfície variáveis e as propriedades do material características dos componentes fabricados aditivamente melhor do que as abordagens de rosqueamento convencionais.
Tendências Futuras e Desenvolvimento de Tecnologia
As tecnologias emergentes de revestimento de ferramentas continuam a melhorar o desempenho do fresamento de roscas em aplicações de aço temperado. Sistemas de revestimento avançados como AlCrN e carbono tipo diamante (DLC) fornecem resistência ao desgaste aprimorada e coeficientes de atrito reduzidos, estendendo a vida útil da ferramenta em 30-50% adicionais em comparação com os revestimentos TiAlN convencionais. Estes desenvolvimentos fortalecem ainda mais as vantagens econômicas do fresamento de roscas em aplicações exigentes.
As tecnologias de usinagem adaptativa que monitoram as forças de corte e ajustam automaticamente os parâmetros mostram-se particularmente promissoras para aplicações de fresamento de roscas. Estes sistemas podem detectar condições de endurecimento por trabalho ou estados de desgaste da ferramenta e modificar os parâmetros de corte em tempo real para manter o desempenho ideal. Tais capacidades provam ser especialmente valiosas em aplicações de aço temperado onde as propriedades do material podem variar dentro de componentes individuais.
O fresamento de roscas de alta velocidade representa uma tendência emergente onde as velocidades de corte que se aproximam de 200-300 m/min tornam-se alcançáveis através de ferramentas especializadas e projetos de máquinas-ferramentas. Estes desenvolvimentos prometem eliminar a desvantagem do tempo de ciclo tradicionalmente associada ao fresamento de roscas, mantendo as características superiores de qualidade da rosca e vida útil da ferramenta.
Perguntas Frequentes
Qual limite de dureza torna o fresamento de roscas mais econômico do que o rosqueamento em aço?
O ponto de cruzamento normalmente ocorre em torno de 32-35 HRC, onde as taxas de quebra do macho começam a aumentar significativamente enquanto o desempenho da fresa de roscas permanece estável. Acima de 40 HRC, o fresamento de roscas torna-se economicamente superior na maioria das aplicações devido à vida útil da ferramenta dramaticamente melhorada e às taxas de sucata reduzidas.
O fresamento de roscas pode produzir roscas com os mesmos padrões de precisão que o rosqueamento?
O fresamento de roscas produz consistentemente precisão superior em comparação com o rosqueamento em aços temperados, com tolerâncias de diâmetro de passo normalmente 40-50% mais apertadas. Melhorias no acabamento superficial de 50-60% são comuns, tornando o fresamento de roscas a escolha preferida para aplicações de precisão que exigem ajustes de Classe 2A ou melhores.
Como a complexidade da programação afeta a implementação do fresamento de roscas?
O software CAM moderno eliminou amplamente as preocupações com a complexidade da programação através de rotinas de rosqueamento especializadas e geração automatizada de caminho da ferramenta. O tempo de configuração aumenta em aproximadamente 15-20% em comparação com o rosqueamento, mas este investimento é recuperado nas primeiras peças de produção através da melhoria da qualidade e da redução da sucata.
Quais modificações na máquina-ferramenta são necessárias para fresar aços temperados?
A maioria dos centros de usinagem de 3 eixos existentes pode executar o fresamento de roscas sem modificação, desde que tenham potência de fuso adequada (normalmente 3-5 kW mínimo) e capacidade de interpolação helicoidal. A entrega de refrigerante através do fuso, embora benéfica, não é obrigatória para operações de fresamento de roscas bem-sucedidas.
Como os requisitos de fluido de corte diferem entre o fresamento de roscas e o rosqueamento?
O fresamento de roscas normalmente requer entrega de refrigerante menos agressiva do que o rosqueamento, com refrigerante de névoa frequentemente suficiente para a maioria das aplicações. O rosqueamento exige refrigerante de inundação ou entrega através do fuso para evitar o empacotamento de cavacos e fornecer lubrificação adequada na zona de corte confinada.
Quais tamanhos de rosca favorecem cada processo em aplicações de aço temperado?
O fresamento de roscas mostra vantagens crescentes à medida que o tamanho da rosca aumenta, com roscas M6 e maiores normalmente favorecendo o fresamento em aços temperados. Roscas menores (M3-M5) ainda podem justificar o rosqueamento em materiais moderadamente duros (30-35 HRC), dependendo do volume de produção e dos requisitos de qualidade.
Como o tamanho do lote influencia a comparação econômica entre os processos?
A produção de alto volume (>10.000 peças anualmente) pode justificar o rosqueamento para aços moderadamente duros devido aos tempos de ciclo mais rápidos, enquanto a produção de baixo volume e alta mistura favorece fortemente a flexibilidade e a consistência de qualidade do fresamento de roscas. O ponto de cruzamento varia com a dureza do material e as especificações da rosca.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece