Alcançando ±0,005mm: Um Guia para Designers sobre Usinagem de Tolerância Estreita
Alcançar tolerâncias de ±0,005mm representa a interseção da precisão da engenharia e da excelência da fabricação—onde até mesmo desvios microscópicos podem significar a diferença entre o sucesso funcional e uma falha dispendiosa. Na Microns Hub, refinamos esses processos através de milhares de componentes de alta precisão em aplicações aeroespaciais, médicas e automotivas.
Principais Conclusões
- O controle de temperatura dentro de ±1°C é fundamental para manter tolerâncias de ±0,005mm durante as operações de usinagem
- A seleção do material impacta diretamente na capacidade de realização—Al 6061-T6 oferece estabilidade dimensional superior em comparação com alternativas de usinagem livre
- A deflexão da ferramenta se torna o principal fator limitante em tolerâncias mais estreitas que ±0,01mm, exigindo estratégias de fixação especializadas
- Os protocolos de medição pós-processo devem levar em conta os coeficientes de expansão térmica e os orçamentos de incerteza de medição
Compreendendo a Física da Usinagem de Tolerância Estreita
Alcançar tolerâncias de ±0,005mm exige uma compreensão fundamental das forças físicas em jogo durante a remoção de material. Os coeficientes de expansão térmica tornam-se críticos—o alumínio expande 23,6 × 10⁻⁶ m/m°C, o que significa que uma variação de temperatura de 10°C em uma peça de 100mm cria uma mudança dimensional de 0,0236mm, quase cinco vezes a nossa tolerância alvo.
A deflexão da ferramenta segue a teoria básica da viga, onde a deflexão é igual à força vezes o comprimento ao cubo, dividido por três vezes o módulo de elasticidade e o momento de inércia (δ = FL³/3EI). Para uma fresa de metal duro de 25mm sob uma força de corte de 200N, a deflexão atinge aproximadamente 0,003mm—já 60% do nosso orçamento de tolerância antes de considerar outras fontes de erro.
O crescimento térmico do fuso representa outro fator crítico. Os fusos modernos podem crescer 0,01-0,02mm durante a primeira hora de operação, à medida que as temperaturas dos rolamentos se estabilizam. Essa taxa de crescimento exige protocolos de pré-condicionamento térmico e sistemas de posicionamento com compensação de temperatura para resultados consistentes.
Seleção de Material para Aplicações de Tolerância Estreita
As propriedades do material influenciam diretamente a usinabilidade e a estabilidade dimensional em tolerâncias estreitas. As principais características incluem condutividade térmica, coeficiente de expansão térmica, módulo de elasticidade e homogeneidade microestrutural.
| Grau do Material | Expansão Térmica (10⁻⁶/°C) | Condutividade Térmica (W/m·K) | Estabilidade Dimensional | Fator de Custo |
|---|---|---|---|---|
| Al 6061-T6 | 23.6 | 167 | Excelente | 1.0x |
| Al 7075-T6 | 23.2 | 130 | Muito Bom | 1.8x |
| Aço 4140 | 11.2 | 42.6 | Bom | 1.2x |
| Inoxidável 316L | 16.0 | 16.3 | Razoável | 2.1x |
| Titânio Ti-6Al-4V | 8.6 | 6.7 | Excelente | 8.5x |
O Alumínio 6061-T6 surge como a escolha ideal para a maioria das aplicações de tolerância estreita, combinando excelente condutividade térmica para dissipação de calor com microestrutura consistente para estabilidade dimensional. O têmpera T6 fornece distribuição uniforme de dureza, eliminando variações de tensão interna que podem causar distorção pós-usinagem.
Para aplicações em aço, o 4140 oferece estabilidade dimensional superior devido ao seu menor coeficiente de expansão térmica. No entanto, as características de endurecimento por trabalho exigem atenção cuidadosa aos parâmetros de corte para evitar modificações na camada superficial que afetam as dimensões finais.
Requisitos e Capacidades da Máquina-Ferramenta
Alcançar tolerâncias de ±0,005mm requer máquinas-ferramentas com características de desempenho específicas. Precisão de posicionamento, repetibilidade, estabilidade térmica e rigidez dinâmica contribuem para a capacidade de tolerância final.
Os modernos centros de usinagem CNC devem demonstrar precisão de posicionamento melhor que ±0,0025mm e repetibilidade dentro de ±0,001mm para alcançar consistentemente tolerâncias de peça de ±0,005mm. Isso deixa margem adequada para desgaste da ferramenta, efeitos térmicos e variação do processo.
A rigidez dinâmica torna-se crítica durante a remoção de material. A estrutura da máquina deve resistir à deflexão sob as forças de corte, mantendo o rastreamento preciso do caminho da ferramenta. A rigidez do loop—a rigidez combinada do fuso, porta-ferramenta, ferramenta de corte e configuração da peça de trabalho—normalmente precisa exceder 200 N/μm para trabalhos de tolerância estreita.
Os sistemas de compensação térmica monitoram e corrigem ativamente o crescimento térmico nas estruturas da máquina. Os encoders lineares fornecem feedback de posição em tempo real, enquanto os sensores de temperatura em toda a máquina permitem a modelagem térmica preditiva para compensação dimensional.
Seleção e Geometria da Ferramenta de Corte
A seleção de ferramentas para usinagem de tolerância estreita prioriza a rigidez, a resistência ao desgaste e a estabilidade térmica em relação às taxas máximas de remoção de material. As ferramentas de metal duro com geometrias otimizadas minimizam as forças de corte, proporcionando consistência prolongada na vida útil da ferramenta.
O diâmetro da fresa impacta diretamente na deflexão—dobrar o diâmetro aumenta a rigidez em 16 vezes (relação de quarta potência). No entanto, ferramentas maiores exigem maior potência do fuso e podem não se encaixar nas restrições geométricas das características da peça.
| Diâmetro da Ferramenta (mm) | Relação Comprimento-Diâmetro | DOC Máximo (mm) | Deflexão Típica (μm) |
|---|---|---|---|
| 6.0 | 3:1 | 0.5 | 2.1 |
| 10.0 | 3:1 | 1.0 | 0.8 |
| 16.0 | 3:1 | 2.0 | 0.2 |
| 20.0 | 3:1 | 3.0 | 0.1 |
Os revestimentos das ferramentas de corte desempenham um papel crucial na consistência dimensional. Os revestimentos de TiAlN fornecem excelente resistência ao desgaste e estabilidade térmica até 800°C, mantendo arestas de corte afiadas por mais tempo para um acabamento superficial consistente e precisão dimensional.
Estratégias de Fixação e Suporte da Peça
Os sistemas de suporte da peça para usinagem de tolerância estreita devem fornecer suporte rígido, minimizando as tensões induzidas que podem causar distorção da peça. A filosofia de design da fixação muda da força máxima de fixação para a distribuição otimizada de tensão.
Os sistemas de fixação hidráulica oferecem forças de fixação precisas e repetíveis com excelente rigidez. As pressões de fixação típicas de 50-70 bar fornecem poder de retenção adequado sem restringir excessivamente seções de paredes finas que podem se deformar sob força excessiva.
A localização de seis pontos seguindo o princípio 3-2-1 garante restrição cinemática sem definir excessivamente a posição da peça de trabalho. As superfícies de referência primárias exigem uma área de contato mínima de 20mm² para estabilidade, enquanto as referências secundárias e terciárias precisam de redução progressiva nos pontos de contato para evitar restrição excessiva.
Para resultados de alta precisão, obtenha sua cotação personalizada entregue em 24 horas da Microns Hub.
Garras macias personalizadas usinadas in-situ fornecem suporte ideal para a peça, acomodando geometrias complexas. As garras são usinadas grosseiramente, montadas na fixação e, em seguida, usinadas com acabamento nas dimensões finais usando a mesma configuração que usinará as peças de produção.
Controles Ambientais e Gerenciamento Térmico
O controle de temperatura representa o fator ambiental mais crítico para a usinagem de tolerância estreita. Um ambiente controlado mantém dimensões consistentes durante todo o processo de usinagem e operações de medição subsequentes.
O controle de temperatura do chão de fábrica dentro de ±1°C permite um comportamento de expansão térmica previsível. Para aplicações críticas, o controle de temperatura dentro de ±0,5°C fornece margem adicional para estabilidade dimensional. Isso requer sistemas HVAC industriais com controle de temperatura específico da zona e monitoramento contínuo.
O gerenciamento da temperatura do fluido de corte evita choque térmico e mantém o desempenho consistente da ferramenta. As temperaturas do fluido mantidas dentro de ±2°C do ambiente evitam gradientes térmicos que podem induzir distorção da peça. A entrega de refrigerante de alto volume e baixa pressão (200-400 L/min) fornece remoção de calor eficaz sem forças de corte excessivas.
O pré-condicionamento da máquina envolve a operação de fusos e acionamentos de avanço através de ciclos de movimento representativos antes da usinagem de produção. Isso estabiliza as temperaturas dos rolamentos e os padrões de crescimento térmico, eliminando o desvio dimensional comum em condições de partida a frio.
Otimização de Parâmetros de Processo
Os parâmetros de corte para usinagem de tolerância estreita priorizam a precisão dimensional e a integridade da superfície em relação à produtividade máxima. Parâmetros conservadores garantem desempenho consistente da ferramenta ao longo de ciclos de vida útil prolongados.
As velocidades de superfície normalmente funcionam 20-30% abaixo das recomendações máximas para a combinação material/ferramenta. Para Al 6061-T6 com ferramentas de metal duro não revestidas, as velocidades de superfície ideais variam de 150-200 m/min em comparação com as capacidades máximas próximas a 300 m/min.
As taxas de avanço equilibram os requisitos de acabamento superficial com a geração de força de corte. Os avanços ideais mantêm a formação contínua de cavacos, minimizando a deflexão da ferramenta. Para tolerâncias de ±0,005mm, os avanços normalmente variam de 0,05-0,15 mm/dente, dependendo do diâmetro da ferramenta e da geometria da peça.
| Material | Velocidade de Superfície (m/min) | Taxa de Avanço (mm/dente) | DOC Axial (mm) | DOC Radial (mm) |
|---|---|---|---|---|
| Al 6061-T6 | 150-200 | 0.08-0.12 | 3-5 | 0.2-0.5 |
| Aço 4140 | 80-120 | 0.05-0.10 | 2-4 | 0.1-0.3 |
| Inoxidável 316L | 60-100 | 0.05-0.08 | 1-3 | 0.1-0.2 |
| Titânio Ti-6Al-4V | 40-80 | 0.03-0.06 | 1-2 | 0.05-0.15 |
A fresagem concordante fornece acabamento superficial superior e precisão dimensional para trabalhos de tolerância estreita. A ação de corte puxa a peça de trabalho para dentro da fixação em vez de levantá-la, mantendo o posicionamento consistente durante todo o ciclo de usinagem.
Controle de Qualidade e Protocolos de Medição
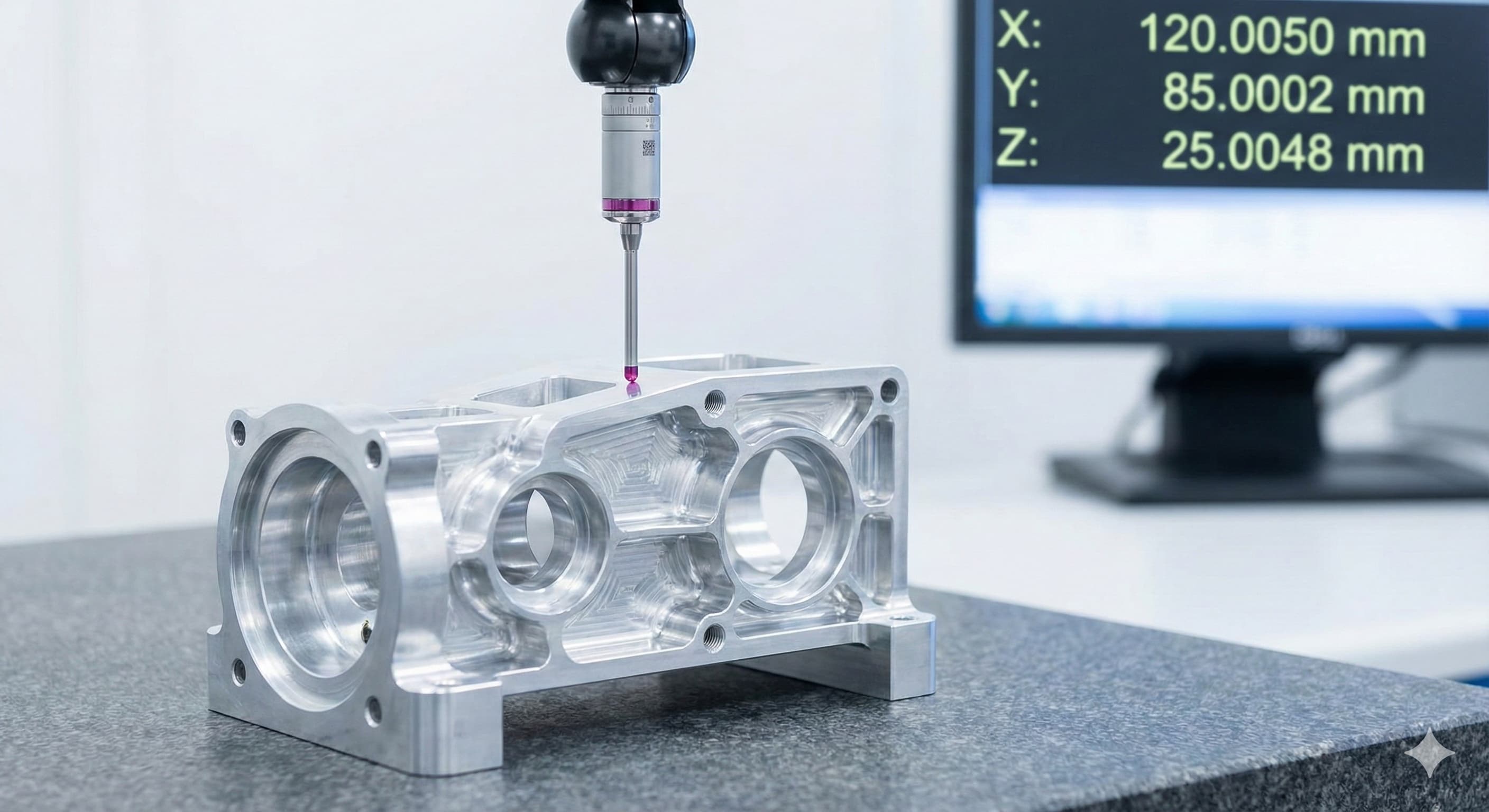
As estratégias de medição para tolerâncias de ±0,005mm exigem instrumentos com precisão pelo menos 10 vezes melhor do que a tolerância que está sendo verificada. Isso exige máquinas de medição por coordenadas (CMMs) com precisão volumétrica melhor que ±0,0005mm sobre o envelope de medição.
A imersão térmica garante a precisão da medição, permitindo que as peças se estabilizem na temperatura da sala de medição. A prática padrão exige tempos mínimos de imersão de 4 horas para peças de alumínio, com imersão de 8 horas para componentes de aço devido à menor condutividade térmica.
Os orçamentos de incerteza de medição contabilizam todas as fontes de erro, incluindo calibração do instrumento, efeitos ambientais, configuração da peça e técnica do operador. A incerteza de medição combinada não deve exceder 20% da tolerância que está sendo verificada—incerteza máxima de ±0,001mm para tolerâncias de ±0,005mm.
Ao fazer o pedido da Microns Hub, você se beneficia de relacionamentos diretos com fabricantes que garantem controle de qualidade superior e preços competitivos em comparação com plataformas de mercado. Nossa experiência técnica e abordagem de serviço personalizado significam que cada projeto recebe a atenção aos detalhes que merece, com documentação abrangente apoiando cada verificação dimensional.
Técnicas Avançadas para Precisão Extrema
O Wire EDM (Usinagem por Descarga Elétrica a Fio) fornece capacidades dimensionais além da usinagem convencional para geometrias específicas. O Wire EDM atinge rotineiramente tolerâncias de ±0,002mm em contornos complexos, mantendo excelentes características de acabamento superficial.
A usinagem multi-eixo permite a fabricação completa da peça em configurações únicas, eliminando tolerâncias de empilhamento de múltiplas operações. Os centros de usinagem de cinco eixos com precisão do eixo rotativo melhor que ±2 segundos de arco permitem geometrias complexas, mantendo tolerâncias estreitas em todo o processo.
Os sistemas de medição em processo monitoram as dimensões durante as operações de usinagem, permitindo a compensação em tempo real para desgaste da ferramenta e efeitos térmicos. Os sistemas de medição a laser e as sondas de contato fornecem feedback para algoritmos de controle adaptativo que mantêm as dimensões dentro da especificação.
Para aplicações que exigem usinagem de precisão e produção em volume, nossos serviços de fabricação abrangentes incluem capacidades especializadas para trabalhos de tolerância estreita, juntamente com métodos de produção de alto volume.
Considerações de Custo e Otimização Econômica
A usinagem de tolerância estreita envolve prêmios de custo significativos em comparação com o trabalho de tolerância padrão. Compreender esses direcionadores de custo permite decisões de design informadas que equilibram os requisitos de desempenho com as restrições econômicas.
Os custos de configuração aumentam drasticamente para trabalhos de tolerância estreita devido à fixação especializada, tempos de configuração mais longos e extensos requisitos de inspeção do primeiro artigo. Os custos de configuração normalmente representam 40-60% do custo total do trabalho para pequenas quantidades, em comparação com 15-25% para trabalhos de tolerância padrão.
Os tempos de ciclo de usinagem aumentam devido a parâmetros de corte conservadores, passes de acabamento adicionais e potenciais inspeções de meio ciclo. Espere tempos de ciclo 2-3x mais longos em comparação com a usinagem de tolerância padrão para geometrias semelhantes.
| Intervalo de Tolerância | Multiplicador do Tempo de Configuração | Multiplicador do Tempo de Ciclo | Impacto no Custo Total |
|---|---|---|---|
| ±0.1mm (Padrão) | 1.0x | 1.0x | Linha de Base |
| ±0.02mm | 1.5x | 1.8x | 2.2x |
| ±0.01mm | 2.2x | 2.8x | 3.8x |
| ±0.005mm | 3.5x | 4.2x | 6.5x |
Os custos de controle de qualidade aumentam significativamente devido a equipamentos de medição especializados, tempos de inspeção prolongados e requisitos de documentação abrangentes. Os custos de inspeção CMM sozinhos podem representar 15-25% do custo total de fabricação para peças de tolerância estreita.
Diretrizes de Design para Fabricabilidade
A otimização do design para fabricabilidade de tolerância estreita requer a compreensão da interação entre os requisitos geométricos e as restrições de fabricação. Decisões de design adequadas tomadas no início do processo de desenvolvimento podem reduzir drasticamente os custos de fabricação, melhorando os resultados de qualidade.
A acessibilidade do recurso afeta tanto a capacidade de alcançar a tolerância quanto o custo. Os recursos internos que exigem ferramentas longas e de pequeno diâmetro enfrentam desafios significativos de deflexão. Sempre que possível, projete recursos acessíveis com ferramentas curtas e rígidas ou considere abordagens de usinagem multi-face.
As especificações de raio de canto devem refletir as capacidades da ferramenta, em vez de requisitos puramente funcionais. Cantos internos menores que 0,5mm de raio exigem micro ferramentas especializadas com rigidez limitada. Os raios de canto de fresa padrão de 0,1-0,2mm fornecem um bom compromisso entre funcionalidade e fabricabilidade.
Nossa experiência em verificação CAD e análise de fabricabilidade ajuda a identificar problemas potenciais antes do início da produção, economizando tempo e reduzindo custos, garantindo que sua intenção de design seja devidamente realizada nos componentes finais.
Integração com Outros Processos de Fabricação
A usinagem de tolerância estreita geralmente representa uma etapa em uma sequência de fabricação multi-processo. Compreender como a usinagem se integra com outros processos garante resultados gerais ideais e evita problemas downstream.
As operações de tratamento térmico podem introduzir mudanças dimensionais que devem ser acomodadas na sequência de usinagem. As distorções pós-tratamento térmico normalmente variam de 0,01-0,05mm, dependendo da geometria da peça e do material, exigindo operações de usinagem de acabamento após o processamento térmico.
Tratamentos de superfície, como anodização, adicionam 0,005-0,015mm de espessura às peças de alumínio, exigindo compensação nas dimensões de pré-tratamento. A anodização de revestimento duro pode adicionar até 0,025mm por superfície, impactando significativamente os recursos de tolerância estreita.
Para aplicações que exigem componentes plásticos com insertos de metal, nossos serviços de moldagem por injeção podem acomodar insertos de metal usinados com precisão com tolerâncias mantidas durante o processo de sobremoldagem, criando componentes híbridos que aproveitam os pontos fortes de ambos os materiais.
Perguntas Frequentes
Qual precisão da máquina-ferramenta é necessária para alcançar tolerâncias de peça de ±0,005mm de forma consistente?
As máquinas-ferramentas devem demonstrar precisão de posicionamento melhor que ±0,0025mm e repetibilidade dentro de ±0,001mm. Isso fornece margem adequada para variação do processo, desgaste da ferramenta e efeitos térmicos, mantendo a tolerância alvo.
Como a seleção do material afeta a capacidade de alcançar tolerâncias estreitas?
O coeficiente de expansão térmica do material e a homogeneidade microestrutural são fatores críticos. O Al 6061-T6 oferece excelente estabilidade dimensional devido ao têmpera uniforme e boa condutividade térmica, enquanto as classes de usinagem livre podem ter propriedades menos consistentes que afetam as dimensões finais.
Quais controles ambientais são necessários para a usinagem de tolerância de ±0,005mm?
O controle de temperatura dentro de ±1°C é essencial, com ±0,5°C preferível para aplicações críticas. O controle de umidade entre 45-55% UR evita problemas de condensação, e o isolamento de vibração pode ser necessário em instalações próximas a máquinas pesadas ou transporte.
Como os erros de deflexão da ferramenta de corte impactam as capacidades de tolerância estreita?
A deflexão da ferramenta segue a relação L³/D⁴, onde a deflexão aumenta com o cubo do comprimento e diminui com a quarta potência do diâmetro. Uma fresa de metal duro de 25mm de comprimento e 6mm de diâmetro pode se deformar 0,003mm sob forças de corte típicas, consumindo 60% do orçamento de tolerância de ±0,005mm.
Qual incerteza de medição é aceitável para verificar tolerâncias de ±0,005mm?
A incerteza de medição não deve exceder 20% da tolerância que está sendo verificada, exigindo incerteza máxima de ±0,001mm para tolerâncias de ±0,005mm. Isso exige precisão CMM melhor que ±0,0005mm e controle de temperatura adequado durante a medição.
Quanto aumentam os tempos de configuração e ciclo para trabalhos de tolerância estreita?
Os tempos de configuração normalmente aumentam 3,5x devido à fixação especializada e à extensa verificação da configuração. Os tempos de ciclo aumentam 4,2x devido a parâmetros de corte conservadores e passes de acabamento adicionais, resultando em um impacto de custo geral de aproximadamente 6,5x o trabalho de tolerância padrão.
O Wire EDM pode alcançar tolerâncias melhores do que a usinagem convencional para geometrias complexas?
O Wire EDM atinge rotineiramente tolerâncias de ±0,002mm em contornos complexos com excelente acabamento superficial. No entanto, é limitado a geometrias de furo passante e tem taxas de remoção de material mais lentas, tornando-o adequado para aplicações específicas onde a usinagem convencional enfrenta restrições geométricas.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece