Tornos de Ferramentas Acionadas: Combinando Torneamento e Fresamento para Geometrias Complexas
Os tornos de ferramentas acionadas eliminam a limitação tradicional de separar as operações de torneamento e fresamento, integrando ferramentas de corte motorizadas diretamente no sistema de cabeçote do torno. Essa tecnologia permite que os fabricantes concluam geometrias complexas que exigem movimentos de corte rotacionais e lineares em uma única configuração, reduzindo erros de manuseio e melhorando drasticamente a precisão das peças para componentes com tolerâncias apertadas abaixo de ±0,02 mm.
- Os sistemas de ferramentas acionadas combinam recursos de torneamento e fresamento em uma única configuração, reduzindo o manuseio de peças e melhorando a precisão para geometrias complexas
- A seleção adequada da ferramenta e a coordenação da velocidade do cabeçote entre os cabeçotes principal e auxiliar são fundamentais para obter acabamentos de superfície abaixo de Ra 0,8 μm
- A relação custo-benefício aumenta significativamente para peças que exigem furação radial, fresamento transversal e operações de torneamento em comparação com configurações de máquinas separadas
- Os desafios de integração incluem gerenciamento térmico, controle de vibração e programação coordenada entre vários eixos de corte
Compreendendo a Arquitetura da Tecnologia de Ferramentas Acionadas
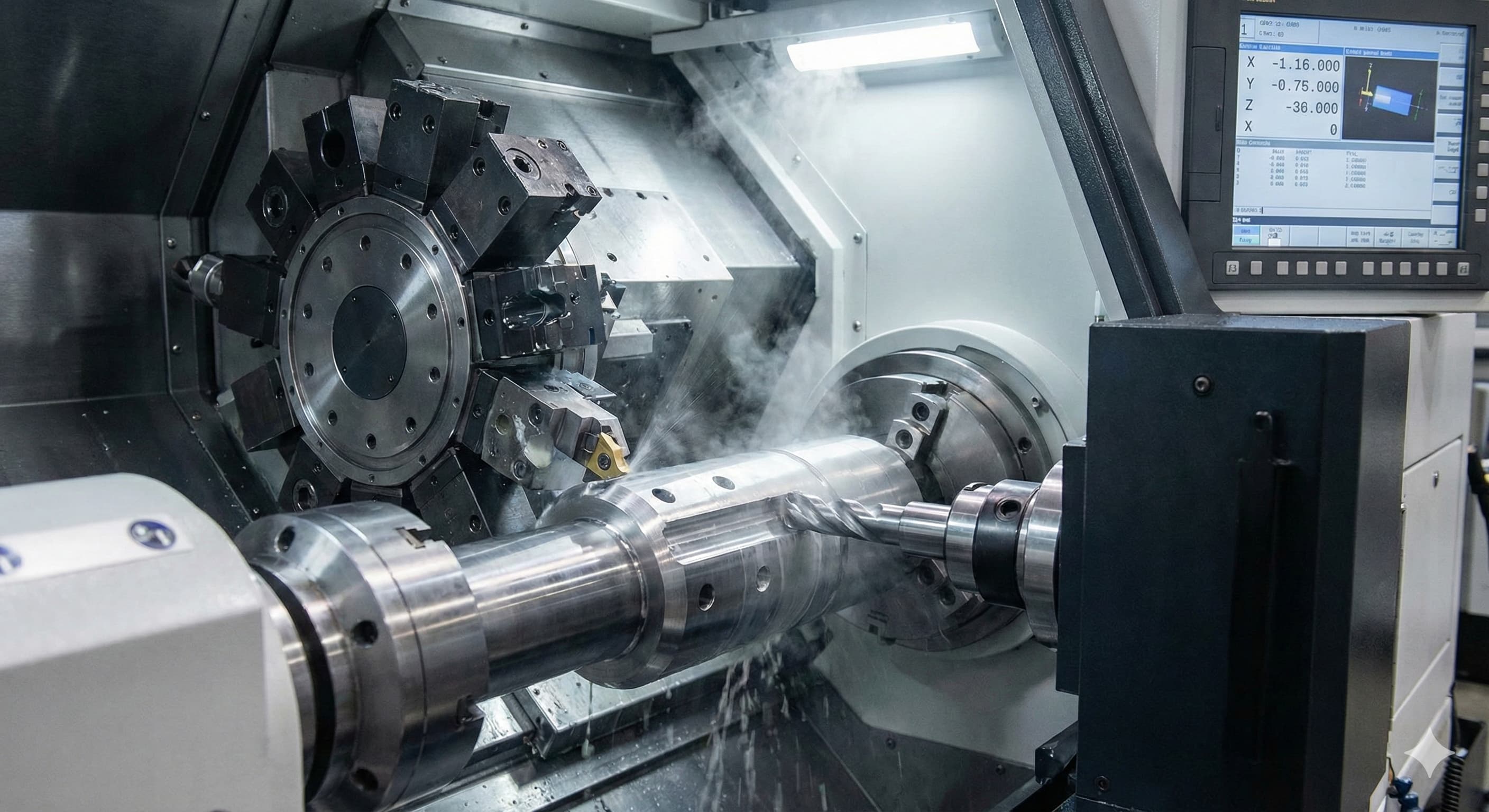
Os sistemas de ferramentas acionadas integram ferramentas de corte motorizadas diretamente na torre do torno por meio de acionamentos de cabeçote dedicados. Ao contrário das ferramentas estáticas que dependem exclusivamente da rotação da peça de trabalho, as ferramentas acionadas recebem energia rotacional independente de motores elétricos ou hidráulicos montados dentro do conjunto da torre. Essa capacidade de movimento duplo permite operações como furação radial, fresamento transversal e contornos complexos enquanto a peça de trabalho permanece presa no cabeçote principal.
A arquitetura fundamental consiste em três componentes principais: o sistema de cabeçote principal que lida com a rotação da peça de trabalho, os cabeçotes de ferramentas acionadas montados na torre que fornecem rotação da ferramenta de corte e o sistema de controle CNC coordenado que gerencia movimentos multieixos simultâneos. Os tornos de ferramentas acionadas modernos normalmente apresentam 8 a 12 posições de ferramentas acionadas com velocidades de cabeçote variando de 50 a 6.000 RPM, dependendo dos requisitos específicos da ferramenta e do material da peça de trabalho.
A transmissão de energia para as ferramentas acionadas ocorre por meio de motores elétricos de acionamento direto ou sistemas hidráulicos. Os sistemas de acionamento elétrico oferecem precisão de controle de velocidade superior e são preferidos para aplicações que exigem acabamentos de superfície consistentes abaixo de Ra 1,6 μm. Os sistemas hidráulicos fornecem maior saída de torque, tornando-os adequados para operações de fresamento pesado em materiais como aço endurecido ou ligas de titânio, onde as forças de corte excedem 2.000 N.
A integração de ferramentas acionadas impacta significativamente as características de vibração da usinagem, particularmente ao cortar seções de paredes finas onde a espessura da parede fica abaixo de 3 mm. A rigidez adequada do sistema torna-se fundamental para manter a precisão dimensional em várias operações de corte.
Capacidades Operacionais e Integração de Processos
Os tornos de ferramentas acionadas se destacam na fabricação de componentes que tradicionalmente exigiam várias configurações em diferentes tipos de máquinas. As principais capacidades operacionais incluem furação radial, fresamento descentralizado, corte de engrenagens, usinagem de polígonos e contornos de superfície complexos. Cada tipo de operação requer consideração específica dos parâmetros de corte, geometria da ferramenta e fixação da peça de trabalho para obter resultados ideais.
As operações de furação radial se beneficiam significativamente da implementação de ferramentas acionadas, pois os furos podem ser usinados perpendicularmente ao eixo principal sem reposicionar a peça de trabalho. Essa capacidade é essencial para componentes como manifolds hidráulicos, onde tolerâncias precisas de posicionamento de furos de ±0,05 mm devem ser mantidas em várias operações de furação. A eliminação de mudanças de configuração reduz os erros de posicionamento cumulativos que normalmente se acumulam durante o processamento tradicional em várias máquinas.
As operações de fresamento transversal permitem a criação de rasgos de chaveta, superfícies planas e perfis complexos ao longo do comprimento da peça de trabalho. A combinação da rotação da peça de trabalho e do movimento da ferramenta acionada permite o fresamento helicoidal, que produz acabamentos de superfície superiores em comparação com os processos convencionais de brochamento ou eletroerosão. As técnicas de interpolação helicoidal podem atingir valores de rugosidade de superfície abaixo de Ra 0,4 μm em ligas de alumínio como 6061-T6 quando implementadas corretamente.
As operações de contorno complexo representam a aplicação mais avançada da tecnologia de ferramentas acionadas. Ao coordenar o eixo C do cabeçote principal com a rotação da ferramenta acionada e o movimento linear, os fabricantes podem criar geometrias complexas, como perfis de came, polígonos irregulares e superfícies esculpidas. Essa capacidade é particularmente valiosa para componentes aeroespaciais e peças de instrumentação de precisão, onde a complexidade geométrica impacta diretamente o desempenho funcional.
Especificações Técnicas e Parâmetros de Desempenho
O desempenho do sistema de ferramentas acionadas depende muito das especificações do cabeçote, da eficiência da transmissão de energia e dos recursos de gerenciamento térmico. A compreensão desses parâmetros técnicos permite a seleção adequada do sistema e o planejamento ideal do processo para requisitos de fabricação específicos.
| Parâmetro | Intervalo Padrão | Intervalo de Alto Desempenho | Impacto na Aplicação |
|---|---|---|---|
| Velocidade do Eixo da Ferramenta Acionada | 50-3.000 RPM | 100-8.000 RPM | Qualidade do acabamento superficial |
| Potência do Eixo | 3-7.5 kW | 7.5-22 kW | Taxas de remoção de material |
| Cone do Porta-Ferramenta | BT30, BT40 | HSK-A63, HSK-E40 | Velocidade de troca de ferramenta, rigidez |
| Precisão de Posicionamento | ±0.01 mm | ±0.005 mm | Capacidade de tolerância dimensional |
| Repetibilidade | ±0.005 mm | ±0.002 mm | Consistência do processo |
Os requisitos de potência do cabeçote variam significativamente com base no tipo de material e nos parâmetros de corte. As ligas de alumínio normalmente exigem 2-5 kW para operações de fresamento eficazes, enquanto os aços endurecidos e as ligas de titânio podem exigir 10-15 kW para taxas de remoção de material comparáveis. A relação potência/peso do sistema de ferramentas acionadas impacta diretamente as velocidades de corte alcançáveis e a produtividade geral.
O gerenciamento térmico torna-se fundamental durante operações prolongadas de ferramentas acionadas, particularmente ao cortar materiais difíceis de usinar. Aumentos de temperatura do cabeçote acima de 60°C podem causar desvio dimensional e desgaste prematuro da ferramenta. Os sistemas avançados incorporam circuitos de resfriamento dedicados e monitoramento de temperatura para manter o desempenho consistente durante as execuções de produção.
A seleção da interface do porta-ferramentas impacta significativamente a rigidez do sistema e a eficiência da troca de ferramentas. Os sistemas HSK fornecem força de fixação e repetibilidade superiores em comparação com os cones BT tradicionais, tornando-os preferidos para aplicações de precisão que exigem precisão de troca de ferramentas dentro de ±0,003 mm.
Considerações sobre Materiais e Estratégias de Corte
Diferentes materiais exigem estratégias de corte específicas quando processados em tornos de ferramentas acionadas. A combinação de operações de torneamento e fresamento cria desafios únicos em termos de forças de corte, evacuação de cavacos e geração térmica que devem ser abordados por meio da seleção adequada de parâmetros e design de ferramentas.
As ligas de alumínio, particularmente 6061-T6 e 7075-T6, respondem bem às operações de ferramentas acionadas devido às suas características de usinagem favoráveis. Altas velocidades de cabeçote entre 2.000-4.000 RPM combinadas com taxas de avanço agressivas de até 0,3 mm/rev permitem excelentes acabamentos de superfície e altas taxas de remoção de material. O principal desafio reside no gerenciamento de cavacos, pois a tendência do alumínio de formar cavacos longos e fibrosos pode interferir nas operações simultâneas de torneamento e fresamento.
| Material | Velocidade Recomendada (RPM) | Taxa de Avanço (mm/rev) | Método de Refrigeração | Desafios Primários |
|---|---|---|---|---|
| Al 6061-T6 | 2.000-4.000 | 0.2-0.4 | Fluido de corte por inundação | Evacuação de cavacos |
| Aço 1045 | 800-1.500 | 0.1-0.25 | Fluido de corte de alta pressão | Geração de calor |
| Inox 316 | 400-800 | 0.05-0.15 | Refrigeração através da ferramenta | Encruamento |
| Ti-6Al-4V | 200-500 | 0.05-0.1 | Refrigeração criogênica | Desgaste da ferramenta, calor |
| Inconel 718 | 100-300 | 0.03-0.08 | Inundação de alto volume | Desgaste rápido da ferramenta |
Os materiais de aço apresentam desafios moderados em aplicações de ferramentas acionadas. Os aços carbono como o AISI 1045 são facilmente usinados com resfriamento adequado, enquanto os aços de liga exigem velocidades de corte reduzidas para gerenciar a geração de calor. A principal preocupação envolve a manutenção de forças de corte consistentes em ambas as operações de torneamento e fresamento para evitar a deflexão da peça de trabalho em seções de paredes finas.
O processamento de aço inoxidável exige atenção cuidadosa à prevenção do encruamento. A natureza de corte interrompido das operações de ferramentas acionadas pode causar endurecimento da superfície se as velocidades de corte caírem abaixo do limite mínimo de espessura do cavaco. A manutenção de taxas de avanço consistentes acima de 0,05 mm/rev ajuda a evitar esse problema, garantindo uma vida útil aceitável da ferramenta.
As ligas de titânio representam os materiais mais desafiadores para aplicações de ferramentas acionadas. A baixa condutividade térmica do Ti-6Al-4V causa rápido acúmulo de calor nas arestas de corte, levando à falha prematura da ferramenta. Estratégias de corte especializadas envolvendo padrões de fresamento trocoidal e ângulos de engate constantes ajudam a distribuir a carga de calor de forma mais eficaz.
Para resultados de alta precisão, Envie seu projeto para um orçamento em 24 horas do Microns Hub.
Seleção de Ferramentas e Estratégias de Configuração
A seleção adequada de ferramentas forma a base de operações bem-sucedidas de ferramentas acionadas. Os requisitos exclusivos de torneamento e fresamento simultâneos exigem ferramentas de corte especializadas projetadas para lidar com as condições de corte dinâmicas e as cargas de cavacos variáveis encontradas durante a usinagem multieixos.
A seleção de fresas de topo para aplicações de ferramentas acionadas difere significativamente das operações de fresamento convencionais. As ferramentas devem suportar as forças centrífugas geradas pela rotação da peça de trabalho, mantendo a eficiência de corte durante o engate radial. As ferramentas de metal duro com revestimentos de TiAlN fornecem desempenho ideal para a maioria das aplicações, oferecendo resistência ao desgaste e estabilidade térmica até temperaturas de corte de 800°C.
A geometria da ferramenta torna-se crítica ao fazer a transição entre as operações de torneamento e fresamento dentro do mesmo programa. As fresas de topo de hélice variável reduzem o potencial de vibração durante as operações de fresamento transversal, enquanto o espaçamento desigual ajuda a minimizar as vibrações harmônicas que podem causar a degradação do acabamento da superfície. A seleção do raio do canto deve equilibrar a resistência da aresta com os requisitos de rugosidade da superfície alcançáveis.
A seleção da broca para operações de furação radial requer consideração dos requisitos de evacuação de cavacos e qualidade do furo. As brocas com refrigeração interna são essenciais para furos mais profundos que 3× o diâmetro, pois a evacuação de cavacos torna-se difícil devido ao movimento composto da rotação da peça de trabalho e do avanço da broca. As capacidades de tolerância do furo normalmente variam de IT7 a IT9, dependendo da qualidade da broca e da rigidez da configuração.
A precisão da pré-ajuste da ferramenta impacta diretamente a qualidade geral da peça e a eficiência da configuração. Os sistemas de ferramentas acionadas exigem tolerâncias de pré-ajuste dentro de ±0,005 mm para manter a precisão de posicionamento em várias operações de corte. Equipamentos avançados de pré-ajuste com sistemas automáticos de reconhecimento de ferramentas reduzem o tempo de configuração, garantindo o posicionamento consistente da ferramenta.
Programação e Otimização de Processos
A programação CNC para tornos de ferramentas acionadas requer técnicas avançadas que coordenam vários sistemas de cabeçote enquanto gerenciam trajetórias de ferramentas complexas. Os pacotes de software CAM modernos fornecem módulos especializados para programação de ferramentas acionadas, mas a compreensão dos princípios subjacentes permanece essencial para a otimização do processo.
A sincronização entre o posicionamento do eixo C do cabeçote principal e as operações da ferramenta acionada requer controle de tempo preciso. O sistema CNC deve coordenar a posição angular da peça de trabalho com o engate da ferramenta para garantir a geometria de corte adequada durante toda a operação. Essa coordenação torna-se particularmente crítica durante a interpolação helicoidal, onde os movimentos angulares e lineares devem permanecer perfeitamente sincronizados para manter a carga de cavacos constante.
A otimização da taxa de avanço envolve o equilíbrio da produtividade com os requisitos de acabamento da superfície em diferentes operações de corte. As operações de torneamento normalmente obtêm resultados ideais com a programação de velocidade de superfície constante, enquanto as operações de fresamento se beneficiam de estratégias de avanço constante por dente. A transição entre esses modos de programação deve ocorrer perfeitamente para evitar variações no acabamento da superfície nos limites da operação.
As estratégias de fixação da peça de trabalho impactam significativamente a precisão alcançável e a qualidade do acabamento da superfície. As placas de três garras tradicionais podem introduzir erros de descentramento que se amplificam durante as operações de ferramentas acionadas. Os dispositivos de fixação dedicados projetados para geometrias de peças específicas geralmente fornecem resultados superiores, particularmente para componentes que exigem tolerâncias de concentricidade abaixo de 0,02 mm.
A otimização da trajetória da ferramenta concentra-se em minimizar o tempo de corte no ar, mantendo condições de corte consistentes. Os movimentos rápidos de translação entre as operações devem seguir trajetórias otimizadas que evitem a colisão com a peça de trabalho e os componentes da fixação. Os sistemas CAM avançados fornecem recursos de simulação que verificam as trajetórias da ferramenta e identificam possíveis condições de interferência antes da execução do programa.
Controle de Qualidade e Estratégias de Medição
O controle de qualidade em operações de ferramentas acionadas requer estratégias de medição abrangentes que abordem os desafios exclusivos da fabricação multi-operação. A combinação de recursos de torneamento e fresamento em uma única peça exige técnicas de inspeção capazes de verificar geometrias complexas com alta precisão e repetibilidade.
As máquinas de medição por coordenadas (CMMs) fornecem a solução mais abrangente para a inspeção de peças de ferramentas acionadas. A capacidade de medir recursos torneados e fresados usando sistemas de coordenadas consistentes garante que os relacionamentos de recursos adequados sejam mantidos. Os sistemas de apalpador de contato permitem a medição de recursos internos que podem ser inacessíveis com métodos de medição tradicionais.
Os sistemas de apalpamento na máquina oferecem recursos de verificação em tempo real que permitem o ajuste do processo durante a fabricação. Os tornos de ferramentas acionadas modernos podem ser equipados com apalpadores de contato que verificam as dimensões críticas imediatamente após a usinagem, permitindo ajustes automáticos de offset para manter tolerâncias apertadas durante as execuções de produção.
A medição do acabamento da superfície torna-se complexa ao lidar com peças que contêm superfícies torneadas e fresadas. Diferentes técnicas de medição podem ser necessárias para várias orientações de superfície, e a correlação entre os métodos de medição deve ser estabelecida para garantir a consistência. As superfícies torneadas normalmente exibem padrões de camada circunferencial, enquanto as superfícies fresadas mostram padrões direcionais relacionados ao movimento da ferramenta.
A implementação do controle estatístico de processo (CEP) requer consideração cuidadosa das múltiplas variáveis envolvidas nas operações de ferramentas acionadas. Os gráficos de controle devem levar em conta a progressão do desgaste da ferramenta em diferentes operações de corte e os efeitos de interação entre os processos de torneamento e fresamento na qualidade final da peça.
Análise de Custos e Considerações Econômicas
A implementação de ferramentas acionadas envolve um investimento de capital significativo que deve ser justificado por meio de melhoria da produtividade, redução dos custos de configuração e melhoria da qualidade da peça. A compreensão dos fatores econômicos permite a avaliação adequada dos sistemas de ferramentas acionadas para aplicações de fabricação específicas.
Os custos iniciais de equipamentos para tornos de ferramentas acionadas variam de € 150.000 para sistemas básicos a € 800.000 para configurações multieixos avançadas. O prêmio de custo em relação aos tornos convencionais normalmente varia de 40 a 70%, dependendo do número de posições de ferramentas acionadas e da complexidade do sistema. Este investimento deve ser avaliado em relação à economia potencial no tempo de configuração, custos de mão de obra e melhoria da consistência da qualidade.
| Fator de Custo | Processo Convencional | Processo de Ferramenta Acionada | Potencial de Economia |
|---|---|---|---|
| Tempo de Configuração por Peça | 45-60 minutos | 15-25 minutos | 50-65% |
| Operações de Manuseio | 3-5 configurações | 1 configuração | 70-80% |
| Precisão Dimensional | ±0.05 mm típico | ±0.02 mm alcançável | Taxas de sucata reduzidas |
| Requisitos de Espaço Físico | Múltiplas máquinas | Máquina única | 40-60% |
| Requisitos de Mão de Obra | 2-3 operadores | 1 operador | 50-65% |
Os custos de ferramentas representam uma despesa contínua significativa nas operações de ferramentas acionadas. As ferramentas de corte especializadas necessárias para aplicações de ferramentas acionadas normalmente custam 20-40% mais do que as ferramentas convencionais devido aos seus requisitos de design aprimorados e volumes de produção mais baixos. No entanto, a melhoria da vida útil da ferramenta resultante de melhores condições de corte geralmente compensa este prêmio de custo inicial.
As considerações de volume de produção desempenham um papel crucial na justificativa econômica. Os sistemas de ferramentas acionadas demonstram vantagens claras para produção de médio a alto volume, onde a redução do tempo de configuração proporciona economias substanciais. Para aplicações de baixo volume, os benefícios podem ser menos pronunciados, a menos que a complexidade da peça ou os requisitos de qualidade justifiquem o investimento.
Ao fazer o pedido no Microns Hub, você se beneficia de relacionamentos diretos com o fabricante que garantem controle de qualidade superior e preços competitivos em comparação com as plataformas de mercado. Nossa experiência técnica e abordagem de serviço personalizado significam que cada projeto recebe a atenção aos detalhes que merece, particularmente para aplicações complexas de ferramentas acionadas que exigem coordenação precisa entre vários processos de fabricação.
Muitas aplicações de ferramentas acionadas complementam outros processos de fabricação, como serviços de moldagem por injeção, onde os componentes de moldes de precisão exigem as geometrias complexas alcançáveis por meio de operações combinadas de torneamento e fresamento. Nossos serviços de fabricação abrangentes permitem a integração perfeita em várias tecnologias de produção.
Desafios e Soluções de Implementação
A implementação bem-sucedida de ferramentas acionadas requer a abordagem de vários desafios técnicos e operacionais que podem impactar o desempenho do sistema e a qualidade da peça. A compreensão desses desafios e suas soluções permite um planejamento de processo e otimização do sistema mais eficazes.
O gerenciamento térmico representa um dos desafios mais significativos nas operações de ferramentas acionadas. A combinação de vários processos de corte gera calor substancial que deve ser removido de forma eficaz para manter a estabilidade dimensional. O resfriamento inadequado pode causar crescimento térmico na peça de trabalho e na estrutura da máquina, levando a erros dimensionais que excedem ±0,1 mm em recursos críticos.
O controle de vibração torna-se complexo devido à interação entre vários sistemas rotativos. O cabeçote principal, os cabeçotes de ferramentas acionadas e a peça de trabalho criam um sistema dinâmico propenso a frequências de ressonância que podem causar vibração e degradação do acabamento da superfície. A seleção adequada da velocidade do cabeçote e a otimização dos parâmetros de corte ajudam a evitar faixas de frequência problemáticas, mantendo a produtividade.
O gerenciamento de cavacos apresenta desafios únicos quando várias operações de corte ocorrem simultaneamente ou em rápida sucessão. Os sistemas eficazes de evacuação de cavacos devem lidar com as características variáveis dos cavacos produzidos por diferentes operações de corte, evitando a interferência dos cavacos com operações subsequentes. Sistemas de refrigeração de alta pressão e sistemas de transporte de cavacos dedicados atendem a esses requisitos.
A complexidade da programação aumenta significativamente em comparação com as operações de torno convencionais. A coordenação de vários eixos e sistemas de ferramentas requer habilidades de programação avançadas e compreensão abrangente da mecânica de corte. O investimento em treinamento de programadores e software CAM avançado torna-se essencial para a implementação bem-sucedida.
A detecção de interferência de ferramentas e a prevenção de colisões exigem recursos sofisticados de programação e simulação. A proximidade de várias ferramentas de corte e dispositivos de fixação cria inúmeros cenários potenciais de colisão que devem ser identificados e evitados por meio de verificação cuidadosa do programa e simulação da máquina.
Desenvolvimentos Futuros e Tendências Tecnológicas
A tecnologia de ferramentas acionadas continua a evoluir com os avanços no design de máquinas, sistemas de controle e tecnologia de ferramentas de corte. A compreensão dessas tendências ajuda os fabricantes a tomar decisões informadas sobre investimentos em equipamentos e estratégias de desenvolvimento de processos.
A integração de máquinas multitarefa representa uma tendência significativa onde os recursos de ferramentas acionadas são combinados com processos de fabricação adicionais, como retificação, corte de engrenagens e fabricação aditiva. Esses sistemas híbridos permitem a produção completa de peças em uma única configuração, reduzindo ainda mais os requisitos de manuseio e melhorando a produtividade geral.
A inteligência artificial e a integração de aprendizado de máquina permitem a manutenção preditiva e a otimização automática de processos. Os sistemas de controle avançados podem monitorar as condições de corte em tempo real e ajustar os parâmetros automaticamente para manter o desempenho ideal, prolongando a vida útil da ferramenta e melhorando a consistência da qualidade da peça.
Os sistemas de monitoramento de ferramentas que usam sensores de emissão acústica e análise de vibração fornecem feedback em tempo real sobre as condições de corte e a progressão do desgaste da ferramenta. Esses sistemas permitem o agendamento automático da troca de ferramentas e o ajuste dos parâmetros do processo para manter a qualidade consistente durante as execuções de produção.
Materiais avançados e tecnologias de revestimento continuam a melhorar o desempenho das ferramentas de corte para aplicações de ferramentas acionadas. Revestimentos de carbono tipo diamante e superfícies de ferramentas nanoestruturadas fornecem resistência ao desgaste aprimorada e atrito reduzido, permitindo velocidades de corte mais altas e vida útil prolongada da ferramenta.
Perguntas Frequentes
Quais são as principais vantagens dos tornos de ferramentas acionadas em relação às operações separadas de torneamento e fresamento?
Os tornos de ferramentas acionadas eliminam várias configurações combinando torneamento e fresamento em uma operação, reduzindo erros de manuseio e melhorando a precisão para ±0,02 mm. O tempo de configuração normalmente diminui em 50-65%, enquanto a consistência dimensional melhora significativamente devido ao referenciamento de ponto único em todas as operações de corte.
Que tipos de peças se beneficiam mais dos recursos de ferramentas acionadas?
Os componentes que exigem furação radial, rasgos de chaveta, superfícies planas ou perfis complexos se beneficiam mais das ferramentas acionadas. Os exemplos incluem manifolds hidráulicos, componentes aeroespaciais, peças de transmissão automotiva e componentes de instrumentação de precisão, onde a complexidade geométrica e as tolerâncias apertadas são críticas.
Como as velocidades de corte e os avanços diferem entre as operações de torneamento e fresamento em tornos de ferramentas acionadas?
As operações de torneamento normalmente usam programação de velocidade de superfície (150-300 m/min para aço), enquanto as operações de fresamento exigem programação de velocidade do cabeçote (500-3000 RPM). As taxas de avanço devem ser coordenadas entre as operações, com avanços de torneamento de 0,1-0,4 mm/rev e avanços de fresamento ajustados para os requisitos de carga de cavacos por dente.
Quais são as capacidades de tolerância típicas alcançáveis com sistemas de ferramentas acionadas?
Os tornos de ferramentas acionadas modernos alcançam precisão de posicionamento de ±0,005 mm e repetibilidade de ±0,002 mm. Tolerâncias dimensionais de IT7-IT8 são rotineiramente alcançáveis, com IT6 possível em condições ideais. As capacidades de acabamento da superfície variam de Ra 0,4-1,6 μm, dependendo do material e dos parâmetros de corte.
Como o desgaste da ferramenta progride de forma diferente em ferramentas acionadas em comparação com a usinagem convencional?
As aplicações de ferramentas acionadas geralmente experimentam um desgaste da ferramenta mais uniforme devido às condições de corte interrompidas e à melhor dissipação de calor. No entanto, a seleção da ferramenta torna-se crítica, pois as ferramentas devem lidar com forças de corte e cargas de cavacos variáveis. A programação adequada pode prolongar a vida útil da ferramenta em 20-40% em comparação com as operações separadas convencionais.
Quais estratégias de resfriamento e lubrificação funcionam melhor para operações de ferramentas acionadas?
Os sistemas de refrigeração de alta pressão (20-80 bar) fornecem resultados ideais para a maioria das aplicações de ferramentas acionadas. O resfriamento através da ferramenta é essencial para operações de furação mais profundas que 3× o diâmetro. Os sistemas de lubrificação de quantidade mínima (MQL) oferecem benefícios ambientais, mantendo uma boa qualidade de acabamento da superfície para materiais de alumínio e aço.
Como os requisitos de programação diferem para ferramentas acionadas em comparação com a programação CNC convencional?
A programação de ferramentas acionadas requer coordenação entre o eixo C do cabeçote principal e os movimentos da ferramenta acionada, exigindo recursos avançados de software CAM. Comandos de sincronização, verificação de interferência de ferramentas e sistemas de coordenadas multieixos aumentam a complexidade. O tempo de programação normalmente aumenta 30-50%, mas o tempo de configuração diminui significativamente, resultando em economia de tempo geral.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece