Wykrawanie a cięcie laserowe: kiedy inwestycja w oprzyrządowanie ma sens
Osoby podejmujące decyzje w produkcji stają przed krytycznym wyborem podczas planowania obróbki blach: wykrawanie lub cięcie laserowe. Decyzja ta wpływa na wszystko, od początkowych inwestycji w oprzyrządowanie po długoterminowe koszty produkcji, spójność jakości i elastyczność operacyjną. Złożoność wzrasta, gdy weźmie się pod uwagę zmienność grubości materiału, wymagania geometryczne i wielkości produkcji, które mogą się dramatycznie zmieniać w cyklu życia produktu.
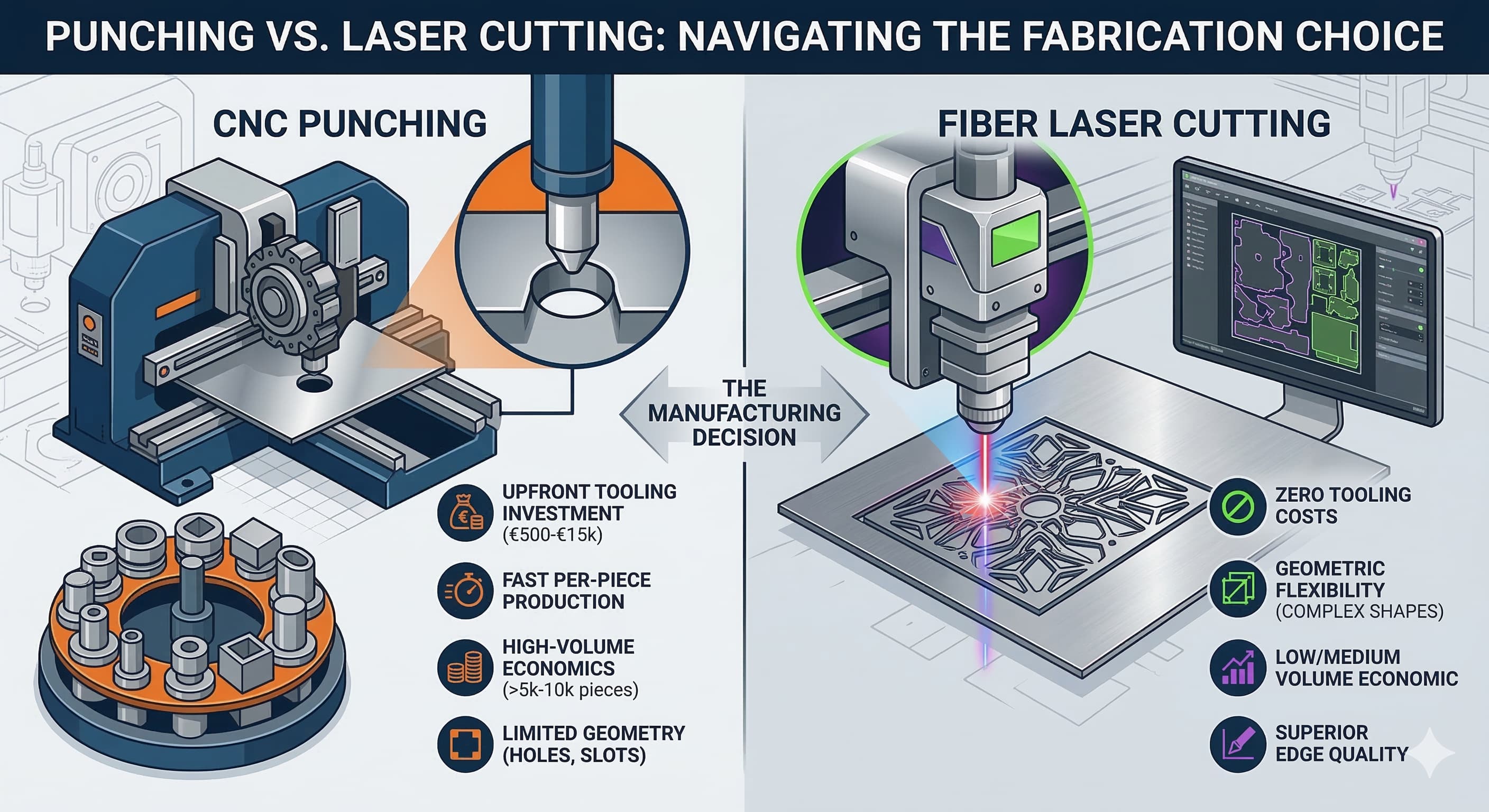
Kluczowe wnioski:
- Wykrawanie wymaga początkowej inwestycji w oprzyrządowanie (500-15 000 EUR za narzędzie), ale zapewnia lepszą ekonomię przy nakładach przekraczających 5 000-10 000 sztuk
- Cięcie laserowe oferuje zerowe koszty oprzyrządowania i elastyczność geometryczną, ale wiąże się z wyższymi kosztami jednostkowymi, wahającymi się od 0,50 EUR do 5,00 EUR w zależności od materiału i złożoności
- Istnieją granice grubości materiału: wykrawanie sprawdza się do grubości stali 6 mm, podczas gdy cięcie laserowe skutecznie radzi sobie z materiałami o grubości do 25 mm
- Wymagania jakościowe wpływają na wybór procesu - wykrawanie zapewnia dokładność pozycjonowania ±0,05 mm, podczas gdy cięcie laserowe osiąga ±0,1 mm z lepszą jakością krawędzi
Zrozumienie podstaw procesu wykrawania
Wykrawanie działa poprzez siłę ścinającą przykładaną przez precyzyjne oprzyrządowanie, tworząc czyste cięcia poprzez kontrolowane odkształcanie materiału. Proces wymaga niestandardowych matryc i stempli wykonanych zgodnie z dokładnymi specyfikacjami, zazwyczaj obrabianych z gatunków stali narzędziowej, takich jak D2 lub A2, o twardości 58-62 HRC. Nowoczesne rewolwerowe wykrawarki CNC osiągają dokładność pozycjonowania ±0,025 mm i mogą przetwarzać materiały o grubości do 6,35 mm w stali i 4 mm w gatunkach stali nierdzewnej, takich jak 316L.
Oczekiwana żywotność narzędzia różni się znacznie w zależności od właściwości materiału i geometrii stempla. Standardowe stemple okrągłe przetwarzające stal miękką osiągają 100 000-500 000 uderzeń przed koniecznością konserwacji, podczas gdy złożone kształty lub twarde materiały, takie jak Inconel 625, skracają żywotność narzędzia do 10 000-50 000 cykli. Koszty konserwacji narzędzi zazwyczaj stanowią 15-25% całkowitych kosztów operacyjnych wykrawania.
Proces wykrawania doskonale sprawdza się w tworzeniu precyzyjnych otworów, szczelin i wycięć z zachowaniem spójnej dokładności wymiarowej. W przypadku zastosowań wymagających wąskich tolerancji pozycjonowania otworów, wykrawanie zapewnia lepsze wyniki w porównaniu z termicznymi metodami cięcia. Jednak ograniczenie procesu staje się widoczne w przypadku złożonych geometrii wymagających ciągłych konturów lub skomplikowanych wycięć wewnętrznych.
Analiza technologii cięcia laserowego
Technologia cięcia laserem światłowodowym dominuje w nowoczesnej obróbce blach ze względu na doskonałą jakość wiązki i efektywność energetyczną. Obecne systemy działają na poziomach mocy od 1 kW do 15 kW, przy czym systemy 4 kW-6 kW stanowią idealne rozwiązanie do ogólnych prac związanych z obróbką. Współczynniki jakości wiązki (M²) poniżej 1,1 umożliwiają prędkości cięcia 15-25 metrów na minutę w stali miękkiej o grubości 2 mm przy jednoczesnym zachowaniu standardów jakości krawędzi zgodnie z normą jakości ISO 9013, klasa 2.
Zdolność cięcia różni się w zależności od rodzaju materiału i mocy lasera. System lasera światłowodowego o mocy 6 kW przetwarza stal miękką o grubości do 25 mm, stal nierdzewną do 20 mm i stopy aluminium do 12 mm. Jakość cięcia pogarsza się znacznie powyżej tych progów, co wymaga operacji wtórnych lub alternatywnych procesów. Zużycie gazu stanowi główny czynnik kosztowy - cięcie stali nierdzewnej azotem zużywa 10-15 metrów sześciennych na godzinę przy cenie 0,80-1,20 EUR za metr sześcienny.
Charakterystyka jakości krawędzi różni się znacznie od wykrawania. Cięcie laserowe wytwarza strefy wpływu ciepła (HAZ) o szerokości zazwyczaj 0,1-0,3 mm, w zależności od grubości materiału i parametrów cięcia. Ten wpływ termiczny może wpływać na właściwości materiału w krytycznych zastosowaniach, szczególnie w stali sprężynowej lub materiałach hartowanych, gdzie zmiany metalurgiczne wpływają na wydajność.
Kompleksowe ramy analizy kosztów
Całkowita ocena kosztów wymaga analizy wielu składników kosztów wykraczających poza proste obliczenia kosztów jednostkowych. Wykrawanie wiąże się ze znacznymi początkowymi inwestycjami w oprzyrządowanie, ale zapewnia korzyści skali przy większych nakładach. Standardowe stemple okrągłe kosztują od 500 do 1 500 EUR każdy, podczas gdy złożone narzędzia do formowania wahają się od 3 000 do 15 000 EUR w zależności od geometrii i wymagań dotyczących precyzji.
| Składnik kosztu | Wykrawanie | Cięcie laserowe | Próg rentowności |
|---|---|---|---|
| Inwestycja w oprzyrządowanie | €500-€15,000 | €0 | Zależy od złożoności |
| Czas konfiguracji | 15-45 minut | 5-15 minut | N/A |
| Prędkość przetwarzania (stal 2mm) | 800-1,200 uderzeń/godzinę | 15-25 m/min cięcia | Zależy od geometrii |
| Wykorzystanie materiału | 85-95% | 75-90% | Zależy od objętości |
| Operacje wtórne | Minimalne | Wymagane gratowanie | Zależy od jakości |
Koszty pracy mają znaczący wpływ na ekonomię procesu. Operacje wykrawania zazwyczaj wymagają wykwalifikowanego personelu do ustawiania, ale mogą działać bez nadzoru po zaprogramowaniu. Cięcie laserowe wymaga ciągłej uwagi operatora w zakresie obsługi materiału i monitorowania jakości. Europejskie stawki robocizny w wysokości 35-55 EUR za godzinę sprawiają, że rozważania dotyczące automatyzacji mają kluczowe znaczenie dla obu procesów.
Wzorce zużycia energii różnią się znacznie. Systemy wykrawania zużywają 15-25 kW podczas pracy, ale tylko podczas rzeczywistych cykli formowania. Systemy laserowe utrzymują podstawowe zużycie energii na poziomie 30-50 kW w sposób ciągły, przy czym szczytowe zużycie osiąga 60-80 kW podczas operacji cięcia. Przy europejskich stawkach za energię elektryczną dla przemysłu wynoszących 0,12-0,18 EUR za kWh koszty energii stają się znaczącym czynnikiem w produkcji wielkoseryjnej.
Kompatybilność i ograniczenia materiałowe
Wybór materiału wpływa na wykonalność procesu bardziej niż jakikolwiek inny czynnik. Wykrawanie doskonale sprawdza się w przypadku materiałów ciągliwych, które odkształcają się w przewidywalny sposób pod wpływem sił ścinających. Stale węglowe od gatunku S235 do S355 wykrawają się czysto do grubości 6 mm. Gatunki stali nierdzewnej 304 i 316L przetwarzają się skutecznie do 4 mm, chociaż charakterystyka umocnienia przez zgniot wymaga starannego projektowania narzędzi i protokołów konserwacji.
Stopy aluminium stanowią wyjątkowe wyzwanie dla operacji wykrawania. Miękkie gatunki, takie jak 1100 i 3003, mają tendencję do zacierania się na powierzchniach stempli, co wymaga specjalistycznych powłok lub materiałów narzędziowych. Twardsze stopy, takie jak 6061-T6, wykrawają się bardziej przewidywalnie, ale generują wyższe wskaźniki zużycia narzędzi. Właściwości adhezyjne aluminium często wymagają częstszego czyszczenia narzędzi i cykli konserwacji.
| Gatunek materiału | Maksymalna grubość wykrawania | Maksymalna grubość lasera | Preferowany proces |
|---|---|---|---|
| Stal miękka S235 | 6.0mm | 25mm | Wykrawanie < 3mm |
| Stal nierdzewna 304 | 4.0mm | 20mm | Laser do skomplikowanych cięć |
| Aluminium 6061-T6 | 3.0mm | 12mm | Preferowany laser |
| Stal COR-TEN | 5.0mm | 20mm | Zależy od procesu |
| Inconel 625 | 2.0mm | 8mm | Tylko laser |
Cięcie laserowe wykazuje doskonałą wszechstronność materiałową, przetwarzając wszystko, od cienkich folii po grube płyty w różnych systemach stopowych. Materiały odblaskowe, takie jak miedź i mosiądz, które historycznie stanowiły wyzwanie dla laserów CO2, są cięte wydajnie za pomocą nowoczesnej technologii laserów światłowodowych. Jednak koszty materiałów wzrastają wraz z obróbką laserową ze względu na większą szerokość rzazu i potencjalne zniekształcenia związane z ciepłem, co wymaga dodatkowych naddatków materiałowych.
Standardy jakości i tolerancje
Wymagania dotyczące dokładności wymiarowej często determinują wybór procesu bardziej niż względy kosztowe. Wykrawanie zapewnia wyjątkową dokładność pozycjonowania wzorów otworów i powtarzalnych elementów. Nowoczesne rewolwerowe wykrawarki CNC utrzymują dokładność otwór-otwór w granicach ±0,025 mm na wymiarach arkusza do 1500 mm × 3000 mm. Ten poziom precyzji jest odpowiedni do zastosowań wymagających wąskich tolerancji montażowych lub wielu komponentów wymagających zamienności.
Charakterystyka jakości krawędzi różni się zasadniczo między procesami. Krawędzie wykrawane wykazują charakterystyczną strefę ścinania, zazwyczaj 30-50% grubości materiału, a następnie strefę pęknięcia o bardziej szorstkiej teksturze. W przypadku stali miękkiej o grubości 2 mm strefa ścinania rozciąga się na około 0,6-1,0 mm, zapewniając gładkie powierzchnie nośne odpowiednie do zastosowań wałowych lub precyzyjnych zespołów.
Cięcie laserowe wytwarza różne charakterystyki krawędzi, którymi rządzą efekty termiczne i dobór gazu pomocniczego. Cięcie stali miękkiej z użyciem tlenu tworzy lekkie warstwy utleniania, które należy wziąć pod uwagę w zastosowaniach spawalniczych lub powłokowych. Cięcie azotem eliminuje utlenianie, ale zwiększa koszty operacyjne o 0,15-0,25 EUR za metr liniowy cięcia. Chropowatość powierzchni zazwyczaj waha się od Ra 12,5-25 μm w zależności od prędkości cięcia i grubości materiału.
Aby uzyskać wyniki o wysokiej precyzji, uzyskaj wycenę w 24 godziny od Microns Hub.
Rozważania dotyczące złożoności geometrycznej
Złożoność kształtu stanowi prawdopodobnie najbardziej decydujący czynnik przy wyborze procesu. Wykrawanie doskonale sprawdza się w tworzeniu wzorów prostych kształtów geometrycznych - otworów, szczelin, wycięć i podstawowych operacji formowania. Złożone wycięcia wewnętrzne lub skomplikowane kontury zewnętrzne wymagają wielu ustawień narzędzi lub okazują się niemożliwe w ramach ograniczeń procesu wykrawania.
Minimalne rozmiary elementów nakładają różne ograniczenia. Wykrawanie może tworzyć otwory tak małe, jak grubość materiału, z praktycznym minimum 1,0 mm średnicy w stali o grubości 2 mm. Jednak blisko rozmieszczone elementy wymagają uwzględnienia wytrzymałości ścianki między cięciami. Normy branżowe zalecają minimalne wymiary ścianki 1,5 × grubość materiału, aby zapobiec zniekształceniom podczas formowania.
Cięcie laserowe oferuje praktycznie nieograniczoną swobodę geometryczną w ramach ograniczeń grubości materiału. Narożniki wewnętrzne osiągają promienie tak małe, jak 0,1 mm, podczas gdy elementy zewnętrzne mogą zawierać złożone krzywe i skomplikowane detale niemożliwe do uzyskania za pomocą wykrawania. Ta elastyczność okazuje się nieoceniona w przypadku rozwoju prototypów lub produktów wymagających względów estetycznych obok wymagań funkcjonalnych.
Zaawansowane zastosowania produkcyjne często strategicznie łączą oba procesy. Usługi obróbki blach często wykorzystują wykrawanie do powtarzalnych wzorów otworów, a cięcie laserowe do złożonych profili obwodowych. To hybrydowe podejście optymalizuje zarówno efektywność kosztową, jak i możliwości geometryczne.
Ekonomia wielkości produkcji
Analiza progu rentowności wymaga starannej oceny całkowitych kosztów produkcji w oczekiwanym cyklu życia produktu. Produkcja niskoseryjna konsekwentnie faworyzuje cięcie laserowe ze względu na zerowe koszty oprzyrządowania i minimalne wymagania dotyczące ustawiania. W przypadku ilości poniżej 1000 sztuk obróbka laserowa zazwyczaj kosztuje 30-50% mniej niż wykrawanie, gdy inwestycje w oprzyrządowanie są amortyzowane.
Średnie wielkości produkcji między 1 000 a 10 000 sztuk stanowią najbardziej złożoną macierz decyzyjną. Koszty oprzyrządowania muszą być zrównoważone przez obniżone koszty obróbki jednostkowej i lepsze wykorzystanie materiału. Proste geometrie ze standardowym oprzyrządowaniem osiągają punkty progu rentowności około 2 000-3 000 sztuk, podczas gdy złożone kształty wymagające niestandardowego oprzyrządowania mogą nie osiągnąć parytetu kosztów aż do 8 000-10 000 sztuk.
Produkcja wielkoseryjna zdecydowanie faworyzuje ekonomię wykrawania. Po zamortyzowaniu kosztów oprzyrządowania koszty jednostkowe mogą spaść do 0,05-0,15 EUR w porównaniu z kosztami cięcia laserowego wynoszącymi 0,50-2,00 EUR za sztukę. Te dramatyczne różnice napędzają inwestycje w oprzyrządowanie dla każdego produktu, w przypadku którego oczekuje się rocznych nakładów przekraczających 15 000-20 000 sztuk.
| Wielkość produkcji | Zalecany proces | Koszt za sztukę | Inwestycja w konfigurację |
|---|---|---|---|
| < 500 sztuk | Cięcie laserowe | €0.80-€3.50 | €0 |
| 500-2,000 sztuk | Zależy od procesu | €0.60-€2.50 | €0-€5,000 |
| 2,000-10,000 sztuk | Wykrawanie (proste) | €0.25-€1.20 | €1,000-€8,000 |
| > 10,000 sztuk | Wykrawanie | €0.08-€0.35 | €2,000-€15,000 |
Wykorzystanie materiału i optymalizacja odpadów
Wydajność zagnieżdżania ma znaczący wpływ na koszty materiałów, szczególnie w przypadku drogich stopów lub produkcji wielkoseryjnej. Operacje wykrawania osiągają wskaźniki wykorzystania materiału na poziomie 85-95% dzięki zoptymalizowanym algorytmom zagnieżdżania i spójnym szerokościom rzazu. Przewidywalny charakter oprzyrządowania do wykrawania umożliwia precyzyjne planowanie materiałów i minimalne generowanie odpadów.
Wykorzystanie cięcia laserowego różni się znacznie w zależności od geometrii części i złożoności zagnieżdżania. Proste części prostokątne osiągają wykorzystanie na poziomie 90-95%, podczas gdy złożone kształty z licznymi wycięciami wewnętrznymi mogą dać tylko 65-75% wydajności. Szerokość rzazu - zazwyczaj 0,1-0,3 mm dla laserów światłowodowych - musi być uwzględniona w obliczeniach zagnieżdżania i może znacząco wpłynąć na koszty materiałów w przypadku precyzyjnych komponentów.
Obsługa pozostałości materiału różni się między procesami. Wykrawanie generuje czyste geometryczne pozostałości odpowiednie do zastosowań wtórnych lub zapasów dla mniejszych komponentów. Cięcie laserowe wytwarza nieregularne kształty często nienadające się do ponownego użycia, chociaż zaawansowane oprogramowanie do zagnieżdżania może identyfikować możliwości wykorzystania pozostałości w kolejnych seriach produkcyjnych.
Zamawiając w Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami rynkowymi. Nasza wiedza techniczna i zaawansowana optymalizacja zagnieżdżania zapewniają wskaźniki wykorzystania materiału konsekwentnie o 5-8% wyższe niż średnie w branży, co przekłada się bezpośrednio na oszczędności kosztów dla Twoich projektów.
Integracja procesów i optymalizacja przepływu pracy
Integracja przepływu pracy w produkcji wpływa na ogólną wydajność produkcji poza indywidualnymi możliwościami procesu. Operacje wykrawania integrują się bezproblemowo z innymi procesami formowania, takimi jak gięcie, tłoczenie i operacje montażowe. Spójna jakość krawędzi i dokładność wymiarowa ułatwiają procesy downstream bez dodatkowych etapów przygotowawczych.
Cięcie laserowe często wymaga operacji wtórnych w celu przygotowania krawędzi lub odprężenia. Strefy wpływu ciepła mogą wymagać obróbki skrawaniem lub szlifowania w krytycznych zastosowaniach. Wymagania dotyczące gratowania dodają 0,05-0,15 EUR za metr liniowy cięcia, w zależności od grubości materiału i specyfikacji jakości krawędzi.
Protokoły kontroli jakości różnią się znacznie między procesami. Operacje wykrawania korzystają ze statystycznej kontroli procesu monitorującej zużycie narzędzi i dryf wymiarowy. Po ustaleniu oprzyrządowanie do wykrawania zapewnia spójne wyniki wymagające jedynie okresowej weryfikacji. Cięcie laserowe wymaga ciągłego monitorowania jakości cięcia, ciśnienia gazu pomocniczego i efektów termicznych, które mogą się zmieniać w trakcie serii produkcyjnych.
Nowoczesna produkcja w coraz większym stopniu kładzie nacisk na elastyczność i szybką reakcję na zmiany rynkowe. Nasze usługi produkcyjne obejmują zarówno możliwości wykrawania, jak i cięcia laserowego, umożliwiając optymalny wybór procesu w oparciu o bieżące wymagania produkcyjne, a nie stałe ograniczenia sprzętowe.
Ewolucja technologii i przyszłe rozważania
Nowe technologie nadal zmieniają krajobraz wykrawania i cięcia laserowego. Zaawansowane oprzyrządowanie do wykrawania z napędami serwoelektrycznymi zapewnia lepszą dokładność i zmniejszony poziom hałasu w porównaniu z tradycyjnymi systemami hydraulicznymi. Możliwości wielonarzędziowe umożliwiają złożone operacje formowania, które wcześniej wymagały oddzielnych procesów.
Postęp w technologii laserowej koncentruje się na skalowaniu mocy i poprawie jakości wiązki. Lasery światłowodowe nowej generacji zbliżające się do poziomów mocy 20 kW rozszerzą możliwości cięcia grubych przekrojów przy jednoczesnym zachowaniu doskonałej jakości krawędzi. Adaptacyjne technologie cięcia automatycznie dostosowują parametry w oparciu o informacje zwrotne o jakości w czasie rzeczywistym, zmniejszając wymagania dotyczące umiejętności operatora i poprawiając spójność.
Integracja automatyzacji wpływa na oba procesy w różny sposób. Operacje wykrawania z łatwością obsługują zautomatyzowane systemy załadunku i rozładunku, a niektóre instalacje osiągają produkcję bezobsługową dla odpowiednich geometrii części. Automatyzacja cięcia laserowego stawia większe wyzwania ze względu na zmienne czasy przetwarzania i wymagania dotyczące monitorowania jakości, chociaż postępy w sztucznej inteligencji rozwiązują te ograniczenia.
Względy zrównoważonego rozwoju w coraz większym stopniu wpływają na wybór procesu. Wykrawanie generuje minimalne odpady i nie wymaga zużycia gazów, co jest zgodne z celami środowiskowymi. Zużycie energii podczas cięcia laserowego i zużycie gazu pomocniczego tworzą większy ślad środowiskowy, chociaż poprawa wydajności częściowo kompensuje te obawy.
Często zadawane pytania
Jaka jest minimalna ilość zamówienia, która sprawia, że inwestycja w oprzyrządowanie do wykrawania jest opłacalna?
Ilości progu rentowności zależą od złożoności części i kosztów oprzyrządowania, ale generalnie wahają się od 2 000 do 5 000 sztuk dla standardowych geometrii. Złożone kształty wymagające niestandardowego oprzyrządowania mogą potrzebować 8 000-12 000 sztuk, aby uzasadnić inwestycję. Rozważ całkowitą wielkość produkcji w całym cyklu życia wariantów produktu, które mogą współdzielić wspólne oprzyrządowanie, aby poprawić ekonomię.
Czy cięcie laserowe może dorównać dokładności wykrawania dla wzorów otworów?
Cięcie laserowe osiąga dokładność pozycjonowania ±0,1 mm, podczas gdy wykrawanie zapewnia ±0,025 mm dla rozstawu otworów. W przypadku zastosowań wymagających precyzyjnego dopasowania łożysk lub wąskich tolerancji montażowych, wykrawanie zapewnia lepszą dokładność. Jednak dokładność cięcia laserowego może być wystarczająca dla wielu zastosowań, oferując jednocześnie większą elastyczność geometryczną.
Jak grubość materiału wpływa na decyzję o wykrawaniu lub cięciu laserowym?
Wykrawanie staje się coraz trudniejsze powyżej grubości stali 6 mm ze względu na wymagania dotyczące siły i zużycie narzędzi. Cięcie laserowe skutecznie radzi sobie z materiałami o grubości do 25 mm przy odpowiednich poziomach mocy. W przypadku grubych przekrojów powyżej 8 mm cięcie laserowe zazwyczaj zapewnia lepszą jakość krawędzi i możliwości geometryczne niż alternatywy wykrawania.
Jakie operacje wtórne są zazwyczaj wymagane dla każdego procesu?
Wykrawanie rzadko wymaga operacji wtórnych poza lekkim gratowaniem w zastosowaniach kosmetycznych. Cięcie laserowe często wymaga gratowania, szczególnie na grubych przekrojach, i może wymagać odprężenia w zastosowaniach precyzyjnych. Strefy wpływu ciepła czasami wymagają usunięcia poprzez obróbkę skrawaniem lub szlifowanie.
Jak porównują się czasy ustawiania między wykrawaniem a cięciem laserowym dla krótkich serii?
Ustawienie cięcia laserowego zazwyczaj wymaga 5-15 minut na zaprogramowanie i ustawienie materiału. Ustawienie wykrawania obejmuje wybór narzędzi, instalację i weryfikację programu, co zwykle zajmuje 15-45 minut w zależności od złożoności. W przypadku ilości poniżej 100 sztuk zalety ustawiania cięcia laserowego często przeważają nad różnicami w kosztach jednostkowych.
Czy oba procesy mogą skutecznie obsługiwać ten sam zakres materiałów?
Cięcie laserowe wykazuje doskonałą wszechstronność materiałową, przetwarzając wszystko, od cienkich folii po egzotyczne stopy, takie jak Inconel i tytan. Wykrawanie najlepiej sprawdza się w przypadku materiałów ciągliwych o umiarkowanych poziomach wytrzymałości. Twarde lub kruche materiały, które mogłyby uszkodzić oprzyrządowanie do wykrawania, są skutecznie cięte za pomocą technologii laserowej.
Jakie standardy jakości mają zastosowanie do stanu krawędzi i dokładności wymiarowej?
Krawędzie wykrawane są zgodne z normami wymiarowymi ISO 2768 i wykazują charakterystyczne strefy ścinania. Krawędzie cięte laserowo są zgodne z klasyfikacjami jakości ISO 9013, przy czym klasa 2-3 jest typowa dla większości zastosowań. Oba procesy mogą osiągnąć wymagania dotyczące precyzji, jeśli są odpowiednio określone i kontrolowane, chociaż wykrawanie oferuje lepszą spójność wymiarową dla powtarzalnych elementów.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece