Obróbka Wysokowydajna (HSM): Korzyści dla Wykończenia Powierzchni Form Aluminiowych
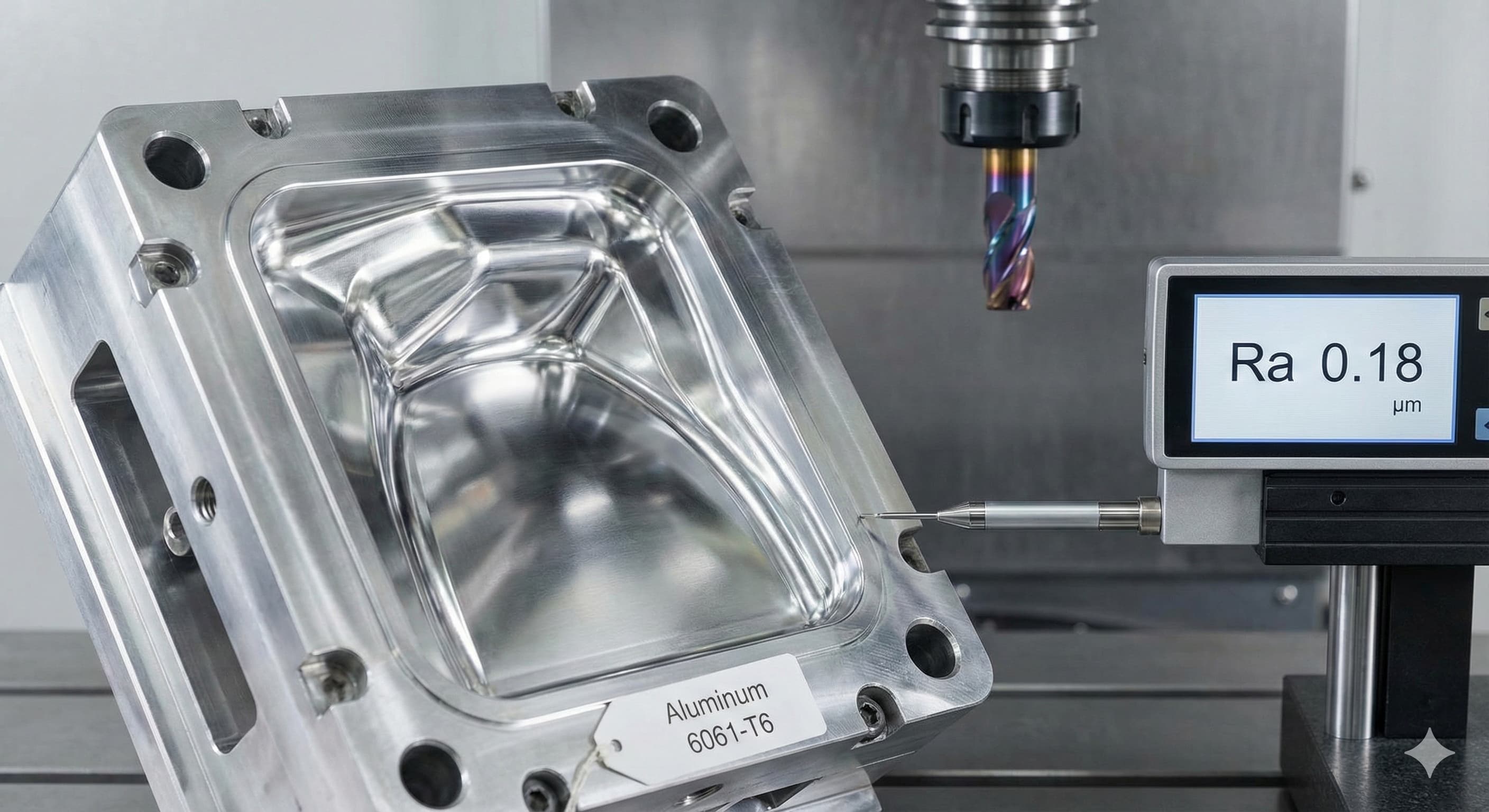
Jakość powierzchni form aluminiowych bezpośrednio determinuje sukces produktu w zastosowaniach związanych z formowaniem wtryskowym. Parametry obróbki wysokowydajnej (HSM) zasadniczo zmieniają topografię powierzchni poprzez kontrolowane interakcje narzędzie-obrabiany przedmiot przy podwyższonych prędkościach skrawania, zapewniając wartości Ra poniżej 0,2 μm bez wtórnych operacji wykończeniowych.
Kluczowe wnioski:
- HSM zmniejsza chropowatość powierzchni form aluminiowych o 60-80% w porównaniu z konwencjonalną obróbką dzięki zoptymalizowanym mechanizmom formowania wiórów
- Prędkości wrzeciona przekraczające 15 000 obr./min przy posuwach powyżej 5 000 mm/min eliminują narost na krawędzi skrawającej w stopach aluminium
- Istnieje bezpośrednia korelacja między prędkością skrawania a jakością wykończenia powierzchni dla zastosowań form z Al 6061-T6 i Al 7075-T6
- Strategie ścieżki narzędzia w HSM minimalizują efekty cykli termicznych, które degradują integralność powierzchni aluminium
Zrozumienie Fizyki Obróbki Wysokowydajnej dla Jakości Powierzchni Aluminium
Obróbka wysokowydajna zasadniczo zmienia mechanizm usuwania materiału w aluminium poprzez zwiększone prędkości skrawania, które przekraczają ograniczenia przewodności cieplnej materiału obrabianego. Podczas obróbki stopów aluminium przy konwencjonalnych prędkościach poniżej 300 m/min, generowanie ciepła tworzy zlokalizowane strefy termiczne, które sprzyjają tworzeniu się narostu na krawędzi skrawającej i efektom utwardzania powierzchniowego. Zjawiska te bezpośrednio wpływają na jakość wykończenia powierzchni, tworząc mikro-spawanie między narzędziem a materiałami obrabianymi.
Przejście na parametry robocze HSM — zazwyczaj prędkości skrawania 800-2 000 m/min dla aluminium — przesuwa strefę generowania ciepła do wióra, a nie do wykończonej powierzchni. Ta redystrybucja termiczna następuje, ponieważ skrócony czas kontaktu między narzędziem skrawającym a obrabianym przedmiotem zapobiega przenoszeniu ciepła do podłoża aluminiowego. Rezultat objawia się jako dramatycznie poprawione charakterystyki wykończenia powierzchni z wartościami Ra konsekwentnie osiągającymi zakres 0,1-0,3 μm bez operacji wtórnych.
Rozważania dotyczące właściwości materiału stają się krytyczne podczas wdrażania HSM do zastosowań form aluminiowych. Al 6061-T6 wykazuje optymalną reakcję HSM ze względu na zrównoważoną zawartość krzemu (0,4-0,8%), która zapewnia odpowiednią twardość bez nadmiernej ścieralności. Stan utwardzenia T6 zapewnia stabilność wymiarową podczas operacji z dużą prędkością, utrzymując spójną strukturę ziarna podczas całego procesu obróbki.
Optymalizacja geometrii narzędzia specjalnie dla aluminium HSM wymaga uwzględnienia kątów natarcia między 15-25° dodatnich, aby zminimalizować siły skrawania przy jednoczesnym zachowaniu wytrzymałości krawędzi. Kąty przyłożenia 8-12° zapobiegają kontaktowi ocierającemu, który generuje defekty powierzchni. Wybór powłoki koncentruje się na formulacjach z azotku tytanu i aluminium (TiAlN) lub węglika diamentopodobnego (DLC), które są odporne na adhezję aluminium w podwyższonych temperaturach.
Optymalizacja Prędkości Wrzeciona i Posuwu dla Jakości Powierzchni
Wybór prędkości wrzeciona bezpośrednio wpływa na jakość wykończenia powierzchni poprzez jego wpływ na spójność formowania wiórów i zarządzanie termiczne. Dane z badań operacji obróbki form aluminiowych pokazują, że optymalne wykończenie powierzchni występuje, gdy prędkości wrzeciona przekraczają krytyczny próg prędkości, w którym tworzenie się narostu na krawędzi skrawającej przechodzi w stabilne skrawanie w strefie ścinania.
W przypadku zastosowań form z Al 6061-T6, ten krytyczny próg zazwyczaj występuje przy prędkościach wrzeciona powyżej 12 000 obr./min przy użyciu frezów trzpieniowych o średnicy 10-12 mm. Przy tych prędkościach prędkość skrawania zbliża się do 400-500 m/min, skutecznie eliminując przerywany ruch skrawania, który tworzy nierówności powierzchni. Koordynacja posuwu staje się niezbędna do utrzymania optymalnego obciążenia wiórami na ząb przy jednoczesnym osiągnięciu maksymalnych korzyści w zakresie jakości powierzchni.
| Stop aluminium | Optymalna prędkość obrotowa wrzeciona (RPM) | Prędkość posuwu (mm/min) | Osiągalne Ra (μm) | Typowe zastosowania |
|---|---|---|---|---|
| Al 6061-T6 | 15,000-20,000 | 4,000-6,000 | 0.1-0.2 | Formy wtryskowe, oprzyrządowanie |
| Al 7075-T6 | 12,000-18,000 | 3,000-5,000 | 0.15-0.25 | Formy lotnicze, uchwyty |
| Al 2024-T4 | 10,000-15,000 | 2,500-4,000 | 0.2-0.35 | Formy prototypowe, miękkie oprzyrządowanie |
| Al 5083-H111 | 8,000-12,000 | 2,000-3,500 | 0.25-0.4 | Zastosowania morskie, matryce do formowania |
Zależność między posuwem a jakością powierzchni w aluminium HSM przebiega zgodnie z przewidywalnymi wzorcami opartymi na efektach grubości wióra. Optymalna grubość wióra dla aluminium zazwyczaj waha się od 0,05 do 0,15 mm na ząb, obliczana przez podzielenie posuwu przez iloczyn prędkości wrzeciona i liczby krawędzi skrawających. Przekroczenie tego zakresu powoduje nadmierne siły skrawania, które odkształcają obrabiany przedmiot i pogarszają jakość powierzchni, szczególnie w cienkościennych sekcjach formy.
Zaawansowane strategie HSM wykorzystują programowanie zmiennego posuwu, które dostosowuje parametry skrawania w oparciu o lokalną złożoność geometrii. W obszarach wnęk formy o ciasnych promieniach lub głębokich kieszeniach posuwy automatycznie zmniejszają się o 20-30%, aby utrzymać jakość powierzchni, zapobiegając jednocześnie pęknięciu narzędzia. To adaptacyjne podejście zapewnia spójne wykończenie powierzchni na złożonych geometriach form bez ręcznej interwencji.
Wpływ Strategii Ścieżki Narzędzia na Charakterystykę Powierzchni Aluminium
Programowanie ścieżki narzędzia bezpośrednio wpływa na jakość powierzchni aluminium poprzez kontrolę warunków skrawania i efektów cykli termicznych. Konwencjonalne ścieżki narzędzia, które wykorzystują pełne promieniowe zazębienie, powodują nadmierne nagrzewanie się i odkształcanie narzędzia, co objawia się widocznymi śladami obróbki na wykończonej powierzchni. Strategie ścieżki narzędzia HSM w szczególności rozwiązują te ograniczenia poprzez zoptymalizowane kąty zazębienia i utrzymanie stałego obciążenia wiórami.
Frezowanie trochoidalne stanowi najskuteczniejsze podejście do ścieżki narzędzia dla wnęk form aluminiowych, utrzymując stałe promieniowe zazębienie między 5-15% średnicy narzędzia przy jednoczesnym osiągnięciu wysokich współczynników usuwania materiału. Ta strategia zapobiega przerywanemu ruchowi skrawania, który tworzy nierówności powierzchni, zapewniając jednocześnie odpowiednie odprowadzanie wiórów. Ciągły ruch skrawania eliminuje ślady start-stop typowe dla konwencjonalnych prostokątnych ścieżek narzędzia.
Aby uzyskać wyniki o wysokiej precyzji, poproś o bezpłatną wycenę i uzyskaj ceny w ciągu 24 godzin od Microns Hub.
Orientacja frezowania współbieżnego staje się obowiązkowa dla zastosowań HSM aluminium ze względu na jego lepsze właściwości wykończenia powierzchni w porównaniu z konwencjonalnym frezowaniem. Działanie skrawające we frezowaniu współbieżnym rozpoczyna się od maksymalnej grubości wióra i zmniejsza się do zera, tworząc działanie ścinające, które zapewnia czyste generowanie powierzchni. Przeciwny przebieg grubości wióra w konwencjonalnym frezowaniu powoduje tarcie, które utwardza powierzchnię aluminium i pogarsza jakość wykończenia.
Wybór głębokości skrawania wymaga równowagi między produktywnością a celami jakości powierzchni. W przypadku form aluminiowych wymagających wartości Ra poniżej 0,2 μm, osiowa głębokość skrawania nie powinna przekraczać 0,5-1,0 mm, aby zapobiec nadmiernym siłom skrawania, które powodują odkształcenie narzędzia. Ostatnie przejścia wykańczające wykorzystują głębokość skrawania 0,1-0,2 mm ze zwiększonymi posuwami, aby utrzymać optymalne warunki skrawania przy jednoczesnym osiągnięciu doskonałej jakości powierzchni.
Uwagi Specyficzne dla Materiału w Zastosowaniach Form Aluminiowych
Wybór stopu aluminium znacząco wpływa na wyniki wykończenia powierzchni HSM ze względu na inherentne różnice we właściwościach materiału, które wpływają na charakterystykę obrabialności. Zawartość krzemu w szczególności wpływa na zachowanie podczas skrawania, przy czym stopy zawierające 0,4-1,2% krzemu wykazują optymalną reakcję HSM dzięki poprawionemu łamaniu wiórów i zmniejszonej tendencji do adhezji narzędzia.
Al 6061-T6 stanowi wzorcowy stop aluminium do zastosowań form ze względu na jego zrównoważony skład, który promuje doskonałą zdolność wykończenia powierzchni. System utwardzania wydzieleniowego magnez-krzem zapewnia odpowiednią wytrzymałość (granica plastyczności 276 MPa), zachowując jednocześnie charakterystykę obrabialności, która dobrze reaguje na parametry HSM. Stosunkowo niska zawartość miedzi (0,15-0,4%) minimalizuje tendencje do utwardzania powierzchniowego, które utrudniają osiągnięcie wykończenia powierzchni.
Wybór stanu utwardzenia krytycznie wpływa na wyniki jakości powierzchni HSM. Stan utwardzenia T6 zapewnia optymalną stabilność wymiarową podczas operacji z dużą prędkością dzięki w pełni starzonej mikrostrukturze, która jest odporna na efekty naprężeń wywołanych skrawaniem. Aluminium w stanie utwardzenia T4 wykazuje większą tendencję do utwardzania powierzchniowego podczas operacji skrawania, co wymaga zmodyfikowanych parametrów HSM, aby osiągnąć równoważne wyniki jakości powierzchni.
| Właściwość | Al 6061-T6 | Al 7075-T6 | Al 2024-T4 | Wpływ na wykończenie powierzchni HSM |
|---|---|---|---|---|
| Granica plastyczności (MPa) | 276 | 503 | 324 | Wyższa wytrzymałość wymaga niższych prędkości posuwu |
| Wytrzymałość na rozciąganie (MPa) | 310 | 572 | 469 | Wpływa na siłę skrawania i ugięcie narzędzia |
| Twardość (HB) | 95 | 150 | 120 | Twardsze materiały wymagają ostrzejszych narzędzi |
| Zawartość krzemu (%) | 0.4-0.8 | 0.4 max | 0.5 max | Wyższa zawartość Si poprawia łamanie wiórów |
| Wykończenie powierzchni Ra (μm) | 0.1-0.2 | 0.15-0.25 | 0.2-0.35 | Bezpośrednia korelacja ze składem stopu |
Historia obróbki cieplnej wpływa na reakcję aluminium na operacje HSM poprzez jej wpływ na strukturę ziarna i rozkład naprężeń wewnętrznych. Materiały poddane obróbce cieplnej roztworu i sztucznie starzone (stan T6) wykazują lepszą stabilność wymiarową podczas HSM w porównaniu z warunkami naturalnie starzonymi (T4), które mogą doświadczać odprężenia podczas operacji skrawania.
Strategie Chłodzenia i Smarowania dla Optymalnej Jakości Powierzchni
Wybór chłodziwa i metody dostarczania krytycznie wpływają na osiągnięcie jakości powierzchni aluminium w zastosowaniach HSM poprzez ich wpływ na zarządzanie ciepłem i wydajność odprowadzania wiórów. Tradycyjne chłodzenie zalewowe często okazuje się niewystarczające dla operacji HSM ze względu na niewystarczającą zdolność usuwania ciepła przy podwyższonych prędkościach skrawania i tendencję do tworzenia ponownego skrawania wiórów, co pogarsza jakość powierzchni.
Systemy minimalnego smarowania ilościowego (MQL) zapewniają lepsze wyniki dla aluminium HSM, zapewniając precyzyjne umieszczenie smaru przy jednoczesnym zachowaniu korzyści suchego skrawania, które zapobiegają adhezji wiórów. Natężenie przepływu MQL wynoszące 50-100 ml/godzinę przy użyciu estrów syntetycznych lub płynów do obróbki na bazie roślin tworzy optymalną równowagę między smarowaniem a zarządzaniem ciepłem bez pogarszania odprowadzania wiórów.
Wysokociśnieniowe systemy chłodzenia działające przy ciśnieniu 70-150 bar zapewniają wyjątkową zdolność odprowadzania wiórów, która jest niezbędna do utrzymania jakości powierzchni w głębokich wnękach formy. Prędkość strumienia chłodziwa musi przekraczać prędkość wiórów, aby zapewnić skuteczne usuwanie, zapobiegając jednocześnie uszkodzeniom spowodowanym ponownym skrawaniem. Prawidłowe ustawienie dyszy staje się krytyczne, z chłodziwem skierowanym zarówno na strefę skrawania, jak i na ścieżkę odprowadzania wiórów.
Systemy nadmuchu powietrza uzupełniają strategie chłodzenia cieczą, zapewniając całkowite usunięcie wiórów z obrobionych powierzchni przed kolejnymi przejściami narzędzia. Sprężone powietrze o ciśnieniu 6-8 bar skutecznie usuwa wióry aluminiowe, które w przeciwnym razie mogłyby powodować zarysowania powierzchni lub tworzenie się narostu na krawędzi skrawającej na narzędziach skrawających.
Kontrola Jakości i Techniki Pomiaru Powierzchni
Weryfikacja jakości powierzchni w zastosowaniach form aluminiowych wymaga wyrafinowanych technik pomiarowych, które dokładnie charakteryzują cechy powierzchni w mikroskali, które są krytyczne dla wydajności formowania. Profilometria kontaktowa przy użyciu instrumentów ze stylikiem zapewnia najbardziej niezawodną zdolność pomiaru Ra, z ograniczeniami promienia stylika wynoszącymi 2 μm, co zapewnia dokładne odwzorowanie charakterystyki tekstury powierzchni.
Bezkontaktowe optyczne systemy pomiarowe oferują zalety w przypadku złożonej oceny geometrii formy, gdzie dostęp stylika staje się problematyczny. Interferometria białego światła osiąga rozdzielczość pomiaru poniżej 0,1 nm, umożliwiając szczegółową analizę cech powierzchni, które wpływają na charakterystykę uwalniania formy i jakość części. Systemy te szczególnie wyróżniają się w pomiarze cech powierzchni w obszarach o ciasnych promieniach i głębokich wnękach, gdzie metody kontaktowe okazują się niepraktyczne.
Zamawiając w Microns Hub, korzystasz z bezpośrednich relacji z producentami, które zapewniają doskonałą kontrolę jakości i konkurencyjne ceny w porównaniu z platformami marketplace. Nasza wiedza techniczna i spersonalizowane podejście do obsługi oznaczają, że każdy projekt otrzymuje uwagę na szczegóły, na jaką zasługuje, z kompleksową dokumentacją jakości powierzchni dostarczaną dla każdego elementu formy aluminiowej.
Wdrożenie statystycznej kontroli procesu dla operacji HSM aluminium wymaga ciągłego monitorowania parametrów jakości powierzchni w celu zidentyfikowania dryfu procesu, zanim wpłynie on na jakość części. Karty kontrolne śledzące wartości Ra w wielu lokalizacjach pomiarowych umożliwiają wczesne wykrycie zużycia narzędzia lub odchylenia parametrów procesu, które pogarszają jakość powierzchni. Nasze precyzyjne usługi obróbki CNC obejmują zaawansowane protokoły kontroli jakości specjalnie zaprojektowane do zastosowań form aluminiowych.
Zaawansowane Techniki HSM dla Złożonych Geometrii Form
Złożone geometrie form aluminiowych stanowią wyjątkowe wyzwania dla osiągnięcia jakości powierzchni HSM ze względu na zmienne warunki skrawania w różnych typach cech. Obróbka głębokich kieszeni wymaga specjalistycznych strategii, które utrzymują jakość powierzchni, zapewniając jednocześnie odpowiednią sztywność narzędzia i zdolność odprowadzania wiórów podczas całego procesu skrawania.
Programowanie HSM wieloosiowe staje się niezbędne dla złożonych powierzchni form, gdzie utrzymanie optymalnej orientacji narzędzia względem powierzchni obrabianego przedmiotu zapewnia spójne warunki skrawania. Pięcioosiowa jednoczesna obróbka umożliwia ciągłe zazębienie narzędzia bez powstawania wżerów i słabej jakości powierzchni związanej z trzyosiowym przybliżeniem zakrzywionych powierzchni. Kontrola wektora osi narzędzia utrzymuje stałe kąty wyprzedzenia i pochylenia, które optymalizują generowanie powierzchni na złożonych geometriach.
Adaptacyjne strategie czyszczenia automatycznie dostosowują parametry skrawania w oparciu o lokalne warunki zazębienia materiału, zapewniając spójną jakość powierzchni na różnych grubościach ścianek i głębokościach kieszeni. Te inteligentne algorytmy ścieżki narzędzia zapobiegają odkształceniu narzędzia i drganiom, które powszechnie pogarszają jakość powierzchni w cienkościennych sekcjach formy.
Precyzyjna obróbka cech w formach aluminiowych często wymaga specjalistycznych technik mikro-HSM, które rozszerzają tradycyjne zasady HSM na wyjątkowo małe narzędzia skrawające i cechy. Prędkości wrzeciona mogą przekraczać 40 000 obr./min dla frezów trzpieniowych o średnicy mniejszej niż 1 mm, co wymaga specjalnego uwzględnienia dynamiki narzędzia i kontroli wibracji.
Analiza Kosztów i Korzyści HSM dla Produkcji Form Aluminiowych
Uzasadnienie ekonomiczne wdrożenia HSM w produkcji form aluminiowych wymaga kompleksowej analizy zarówno bezpośrednich kosztów obróbki, jak i korzyści związanych z jakością na dalszym etapie. Początkowa inwestycja w sprzęt zazwyczaj waha się od 150 000 do 500 000 EUR na centra obróbcze zdolne do HSM z odpowiednimi specyfikacjami wrzeciona i systemami sterowania. Jednak poprawa produktywności i jakości często uzasadnia inwestycję w ciągu 12-24 miesięcy w przypadku produkcji form o umiarkowanej do dużej objętości.
Redukcja czasu cyklu stanowi najbardziej bezpośrednią korzyść ekonomiczną, przy czym operacje zgrubnej obróbki form aluminiowych osiągają 3-5-krotny wzrost produktywności w porównaniu z konwencjonalną obróbką. Korzyści z operacji wykańczających okazują się jeszcze bardziej dramatyczne, przy czym HSM często całkowicie eliminuje wtórne operacje polerowania dzięki bezpośredniemu osiągnięciu wymaganych specyfikacji jakości powierzchni.
Rozważania dotyczące żywotności narzędzia przedstawiają złożone relacje ekonomiczne w zastosowaniach HSM aluminium. Chociaż prędkości skrawania dramatycznie wzrastają, poprawiona mechanika skrawania i zmniejszone tworzenie się narostu na krawędzi skrawającej często wydłużają żywotność narzędzia w porównaniu z konwencjonalną obróbką. Koszty frezów trzpieniowych z węglików spiekanych zazwyczaj wahają się od 50 do 200 EUR za narzędzie, przy czym zastosowania HSM osiągają 50-150% dłuższą żywotność narzędzia dzięki zmniejszonym mechanizmom zużycia adhezyjnego.
Korzyści związane z jakością obejmują eliminację wtórnych operacji wykończeniowych, zmniejszenie wskaźników przeróbek i poprawę spójności jakości części. Formy aluminiowe osiągające Ra 0,15 μm bezpośrednio z operacji HSM eliminują koszty polerowania w wysokości 200-800 EUR za metr kwadratowy, skracając jednocześnie czasy realizacji o 2-5 dni na formę.
| Współczynnik kosztów | Obróbka konwencjonalna | Wdrożenie HSM | Potencjał oszczędności | Okres zwrotu |
|---|---|---|---|---|
| Czas cyklu (godziny/forma) | 40-60 | 12-20 | 60-70% | 6-12 miesięcy |
| Wykańczanie wtórne (€/m²) | 400-800 | 0-100 | €300-700/m² | 3-6 miesięcy |
| Koszty narzędzi (€/część) | 25-45 | 15-30 | €10-15/część | 12-18 miesięcy |
| Kontrola jakości (€/forma) | 200-350 | 100-200 | €100-150/forma | 8-15 miesięcy |
| Całkowity koszt produkcji | 100% linia bazowa | 60-75% | Redukcja o 25-40% | 12-24 miesiące |
Dzięki naszym usługom produkcyjnym klienci regularnie osiągają 30-50% redukcję kosztów w produkcji form aluminiowych dzięki zoptymalizowanemu wdrożeniu HSM. Połączenie skróconych czasów cyklu, wyeliminowanych operacji wtórnych i poprawionej spójności jakości tworzy przekonujące korzyści ekonomiczne, które wykraczają daleko poza początkowe rozważania dotyczące kosztów obróbki.
Wytyczne Wdrożeniowe i Najlepsze Praktyki
Pomyślne wdrożenie HSM do zastosowań form aluminiowych wymaga systematycznego podejścia do wyboru sprzętu, rozwoju procesu i szkolenia operatorów. Specyfikacje obrabiarki muszą obejmować odpowiednią moc wrzeciona (zazwyczaj 15-40 kW), zdolność do pracy z dużą prędkością (15 000-40 000 obr./min) i precyzyjne systemy napędu posuwu zdolne do przyspieszeń przekraczających 1G, aby osiągnąć optymalną jakość powierzchni.
Rozwój procesu powinien rozpocząć się od testowania charakterystyki materiału w celu ustalenia optymalnych parametrów skrawania dla określonych stopów aluminium i stanów utwardzenia. Próbne cięcia przy użyciu różnych kombinacji prędkości wrzeciona i posuwu umożliwiają identyfikację optymalnego okna parametrów dla każdego zastosowania. Pomiar jakości powierzchni podczas całego procesu rozwoju zapewnia wybór parametrów w oparciu o rzeczywiste wymagania dotyczące wykończenia, a nie obliczenia teoretyczne.
Wymagania dotyczące szkolenia operatorów znacznie wzrastają w przypadku operacji HSM ze względu na krytyczny charakter wyboru parametrów i zmniejszony margines błędu przy podwyższonych prędkościach skrawania. Programy szkoleniowe powinny kłaść nacisk na zrozumienie fizyki skrawania, optymalizację ścieżki narzędzia i procedury kontroli jakości specyficzne dla zastosowań form aluminiowych.
Programy konserwacji zapobiegawczej stają się krytyczne dla sprzętu HSM ze względu na wymagające warunki pracy i wymagania dotyczące precyzji. Monitorowanie stanu wrzeciona, systemy pomiaru narzędzi i weryfikacja geometrii maszyny wymagają częstszej uwagi w porównaniu z konwencjonalnymi operacjami obróbki. Interwały konserwacji zazwyczaj zmniejszają się o 30-50%, aby zapewnić spójną wydajność i zdolność do uzyskania jakości powierzchni.
Przyszły Rozwój Technologii HSM Aluminium
Nowe technologie stale rozwijają możliwości HSM aluminium poprzez ulepszenia w materiałach narzędzi skrawających, konstrukcji obrabiarek i systemach monitorowania procesów. Substraty z węglików spiekanych o ultra-drobnych ziarnach z zaawansowanymi systemami powłok umożliwiają jeszcze wyższe prędkości skrawania przy jednoczesnym zachowaniu żywotności narzędzia i korzyści w zakresie jakości powierzchni.
Integracja sztucznej inteligencji w systemach HSM obiecuje adaptacyjną optymalizację parametrów, która reaguje na rzeczywiste warunki skrawania. Systemy te monitorują wibracje, emisje akustyczne i zużycie energii, aby automatycznie dostosowywać parametry skrawania w celu optymalnego utrzymania jakości powierzchni podczas całego procesu obróbki.
Integracja wytwarzania przyrostowego z HSM tworzy hybrydowe strategie produkcyjne, w których złożone geometrie form otrzymują drukowanie w kształcie zbliżonym do ostatecznego, a następnie operacje wykańczające HSM. Takie podejście optymalizuje zarówno produktywność, jak i jakość powierzchni, umożliwiając jednocześnie złożoność geometryczną wcześniej niemożliwą do osiągnięcia za pomocą konwencjonalnych metod wytwarzania.
Zaawansowane możliwości symulacji umożliwiają wirtualną optymalizację procesów HSM przed fizycznym wdrożeniem, skracając czas rozwoju i zapewniając optymalne wyniki od początkowych serii produkcyjnych. Systemy te dokładnie przewidują wyniki jakości powierzchni w oparciu o właściwości materiału, parametry skrawania i strategie ścieżki narzędzia.
Często Zadawane Pytania
Jakie prędkości wrzeciona są wymagane dla optymalnego wykończenia powierzchni form aluminiowych w HSM?
Optymalne wykończenie powierzchni form aluminiowych zazwyczaj wymaga prędkości wrzeciona przekraczających 15 000 obr./min dla większości zastosowań, przy czym konkretne wymagania różnią się w zależności od średnicy narzędzia i stopu aluminium. Dla Al 6061-T6 przy użyciu frezów trzpieniowych 10-12 mm prędkości 15 000-20 000 obr./min konsekwentnie osiągają wartości Ra poniżej 0,2 μm. Wyższe prędkości do 40 000 obr./min przynoszą korzyści mniejszym narzędziom o mniejszej średnicy i bardziej wymagającym wymaganiom dotyczącym jakości powierzchni.
W jaki sposób HSM eliminuje potrzebę wtórnych operacji wykończeniowych na formach aluminiowych?
HSM eliminuje wtórne wykańczanie, osiągając wymaganą jakość powierzchni bezpośrednio dzięki zoptymalizowanej mechanice skrawania, która zapobiega tworzeniu się narostu na krawędzi skrawającej i minimalizuje efekty utwardzania powierzchniowego. Wysokie prędkości skrawania przesuwają generowanie ciepła do wióra, a nie do obrabianego przedmiotu, umożliwiając bezpośrednie osiągnięcie wartości Ra w zakresie 0,1-0,3 μm, które spełniają wymagania formowania wtryskowego bez polerowania lub wykańczania EDM.
Które stopy aluminium najlepiej reagują na HSM w zastosowaniach form?
Al 6061-T6 zapewnia optymalne połączenie obrabialności i zdolności wykończenia powierzchni dla zastosowań form HSM, konsekwentnie osiągając wartości Ra 0,1-0,2 μm. Al 7075-T6 oferuje wyższą wytrzymałość, ale wymaga staranniejszego doboru parametrów, aby osiągnąć równoważną jakość powierzchni. Al 2024-T4 stwarza wyzwania ze względu na tendencje do utwardzania powierzchniowego, ale pozostaje opłacalny dla mniej wymagających zastosowań.
Jakie parametry skrawania zapewniają najlepszą równowagę między produktywnością a jakością powierzchni?
Optymalne parametry skrawania zazwyczaj łączą prędkości wrzeciona 15 000-20 000 obr./min z posuwami 4 000-6 000 mm/min dla form aluminiowych. Osiowa głębokość skrawania powinna pozostać poniżej 1,0 mm dla operacji wykańczających, z promieniowym zazębieniem ograniczonym do 5-15% średnicy narzędzia przy użyciu trochoidalnych ścieżek narzędzia. Parametry te utrzymują optymalne obciążenie wiórami, zapobiegając jednocześnie odkształceniu narzędzia, które pogarsza jakość powierzchni.
W jaki sposób strategia chłodzenia wpływa na jakość powierzchni aluminium HSM?
Strategia chłodzenia krytycznie wpływa na jakość powierzchni poprzez zarządzanie ciepłem i kontrolę odprowadzania wiórów. Minimalne smarowanie ilościowe (MQL) przy 50-100 ml/godzinę zapewnia optymalne smarowanie bez problemów z ponownym skrawaniem wiórów, podczas gdy wysokociśnieniowe chłodzenie przy 70-150 bar zapewnia całkowite odprowadzanie wiórów. Prawidłowe dostarczanie chłodziwa zapobiega tworzeniu się narostu na krawędzi skrawającej i utrzymuje spójne warunki skrawania, które są niezbędne dla doskonałego wykończenia powierzchni.
Jakie metody kontroli jakości najlepiej weryfikują wykończenie powierzchni form aluminiowych z HSM?
Profilometria kontaktowa przy użyciu stylika o promieniu 2 μm zapewnia najbardziej niezawodny pomiar Ra dla powierzchni form aluminiowych, z wieloma lokalizacjami pomiarowymi zapewniającymi ważność statystyczną. Bezkontaktowa interferometria białego światła oferuje zalety w przypadku złożonych geometrii i osiąga rozdzielczość sub-nanometrową dla szczegółowej charakterystyki powierzchni. Obie metody wymagają skalibrowanego sprzętu i przeszkolonych operatorów, aby uzyskać dokładne wyniki.
Jakie korzyści ekonomiczne uzasadniają inwestycję w HSM do produkcji form aluminiowych?
Inwestycja w HSM zazwyczaj osiąga zwrot w ciągu 12-24 miesięcy dzięki skróceniu czasu cyklu o 60-70%, eliminacji wtórnych operacji wykończeniowych kosztujących 300-700 EUR/m² i ogólnej redukcji kosztów produkcji o 25-40%. Dodatkowe korzyści obejmują poprawę spójności jakości, zmniejszenie wskaźników przeróbek i szybsze czasy dostawy, które poprawiają konkurencyjną pozycję na rynku produkcji form.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece