Ponsen vs. Lasersnijden: Wanneer het loont om te investeren in gereedschap
Besluitvormers in de productie staan voor een cruciale keuze bij het plannen van plaatbewerking: ponsen of lasersnijden. Deze beslissing heeft invloed op alles, van initiële investeringen in gereedschap tot lange termijn productiekosten, kwaliteitsconsistentie en operationele flexibiliteit. De complexiteit neemt toe bij het overwegen van variaties in materiaaldikte, geometrische eisen en productievolumes die dramatisch kunnen verschuiven gedurende de levenscycli van producten.
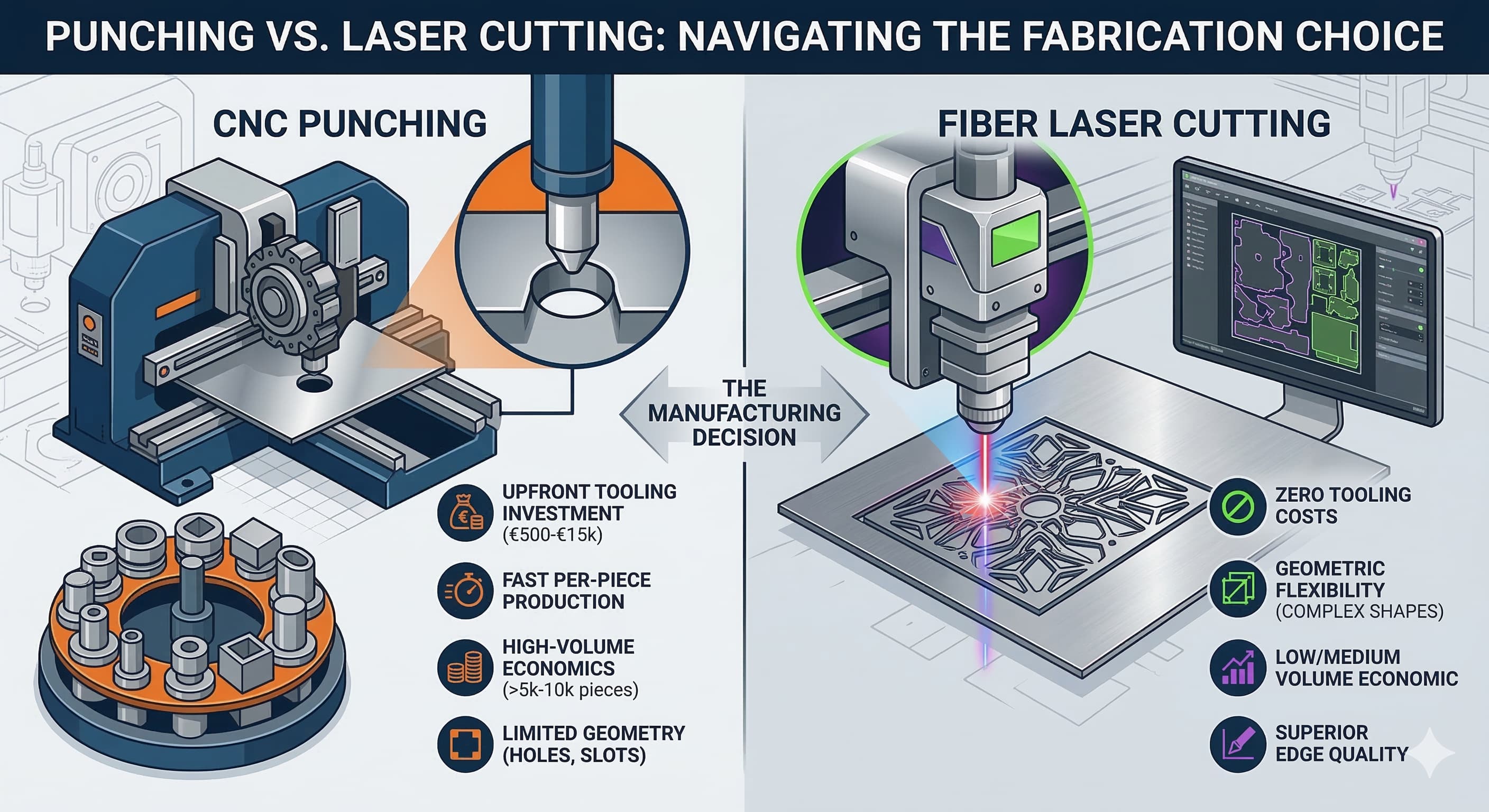
Belangrijkste punten:
- Ponsen vereist een initiële investering in gereedschap (€500-€15.000 per gereedschap), maar levert superieure economische voordelen bij volumes van meer dan 5.000-10.000 stuks
- Lasersnijden biedt geen gereedschapskosten en geometrische flexibiliteit, maar brengt hogere kosten per stuk met zich mee, variërend van €0,50-€5,00, afhankelijk van het materiaal en de complexiteit
- Er bestaan grenzen aan de materiaaldikte: ponsen blinkt uit tot een staaldikte van 6 mm, terwijl lasersnijden effectief materialen tot 25 mm verwerkt
- Kwaliteitseisen sturen de processelectie - ponsen levert een positionele nauwkeurigheid van ±0,05 mm, terwijl lasersnijden ±0,1 mm bereikt met een superieure randkwaliteit
Inzicht in de basisprincipes van het ponsproces
Ponsen werkt door middel van schuifkracht die wordt uitgeoefend door precisiegereedschap, waardoor zuivere sneden ontstaan door gecontroleerde materiaalvervorming. Het proces vereist op maat gemaakte matrijzen en stempels die volgens exacte specificaties zijn vervaardigd, meestal machinaal bewerkt uit gereedschapsstaalsoorten zoals D2 of A2 met hardheidswaarden van 58-62 HRC. Moderne CNC-revolverponsmachines bereiken een positioneringsnauwkeurigheid van ±0,025 mm en kunnen materialen tot 6,35 mm dikte in staal en 4 mm in roestvrij staalsoorten zoals 316L verwerken.
De levensduur van het gereedschap varieert aanzienlijk op basis van materiaaleigenschappen en ponsgeometrie. Standaard ronde stempels die zacht staal verwerken, bereiken 100.000-500.000 slagen voordat onderhoud nodig is, terwijl complexe vormen of harde materialen zoals Inconel 625 de levensduur van het gereedschap terugbrengen tot 10.000-50.000 cycli. De kosten voor gereedschapsonderhoud vertegenwoordigen doorgaans 15-25% van de totale operationele kosten van het ponsen.
Het ponsproces blinkt uit in het creëren van precieze gaten, sleuven en inkepingen met een consistente maatnauwkeurigheid. Voor toepassingen die nauwe toleranties vereisen op de positionering van gaten, levert ponsen superieure resultaten in vergelijking met thermische snijmethoden. De procesbeperking wordt echter duidelijk bij complexe geometrieën die continue contouren of ingewikkelde interne uitsparingen vereisen.
Technologieanalyse van lasersnijden
Fiberlasersnijtechnologie domineert de moderne plaatbewerking vanwege de superieure straalkwaliteit en energie-efficiëntie. Huidige systemen werken op vermogensniveaus van 1 kW tot 15 kW, waarbij 4 kW-6 kW-systemen de sweet spot vertegenwoordigen voor algemene fabricagewerkzaamheden. Straalkwaliteitsfactoren (M²) onder 1,1 maken snijsnelheden van 15-25 meter per minuut in 2 mm zacht staal mogelijk, terwijl de normen voor randkwaliteit per ISO 9013 kwaliteitsklasse 2 worden gehandhaafd.
De snijcapaciteit varieert per materiaalsoort en laservermogen. Een 6kW fiberlasersysteem verwerkt zacht staal tot 25 mm dikte, roestvrij staal tot 20 mm en aluminiumlegeringen tot 12 mm. De snijkwaliteit verslechtert aanzienlijk buiten deze drempels, waardoor secundaire bewerkingen of alternatieve processen nodig zijn. Gasverbruik vertegenwoordigt een belangrijke kostenfactor - stikstofsnijden van roestvrij staal verbruikt 10-15 kubieke meter per uur tegen €0,80-€1,20 per kubieke meter.
De kenmerken van de randkwaliteit verschillen aanzienlijk van ponsen. Lasersnijden produceert warmte beïnvloede zones (HAZ) die doorgaans 0,1-0,3 mm breed zijn, afhankelijk van de materiaaldikte en de snijparameters. Deze thermische invloed kan de materiaaleigenschappen in kritische toepassingen beïnvloeden, met name in verenstaal of geharde materialen waar metallurgische veranderingen de prestaties beïnvloeden.
Uitgebreid kostenanalysekader
Totale kosten evaluatie vereist het analyseren van meerdere kostencomponenten buiten eenvoudige berekeningen per stuk. Ponsen omvat aanzienlijke initiële investeringen in gereedschap, maar levert schaalvoordelen op bij hogere volumes. Standaard ronde stempels kosten €500-€1.500 per stuk, terwijl complexe vormgereedschappen variëren van €3.000-€15.000, afhankelijk van de geometrie en precisie-eisen.
| Kostencomponent | Ponsen | Lasersnijden | Break-even volume |
|---|---|---|---|
| Investering in gereedschap | €500-€15.000 | €0 | Varieert per complexiteit |
| Insteltijd | 15-45 minuten | 5-15 minuten | N.v.t. |
| Verwerkingssnelheid (2mm staal) | 800-1.200 hits/uur | 15-25 m/min snijden | Afhankelijk van geometrie |
| Materiaalgebruik | 85-95% | 75-90% | Afhankelijk van volume |
| Secundaire bewerkingen | Minimaal | Ontbramen vereist | Afhankelijk van kwaliteit |
Arbeidskosten hebben een aanzienlijke invloed op de proceseconomie. Ponsbewerkingen vereisen doorgaans geschoold instelpersoneel, maar kunnen onbeheerd worden uitgevoerd zodra ze zijn geprogrammeerd. Lasersnijden vereist continue aandacht van de operator voor materiaalbehandeling en kwaliteitsbewaking. Europese arbeidstarieven van €35-€55 per uur maken automatiseringsoverwegingen cruciaal voor beide processen.
Energieverbruikspatronen verschillen aanzienlijk. Ponssystemen verbruiken 15-25 kW tijdens bedrijf, maar alleen tijdens de daadwerkelijke vormcycli. Lasersystemen handhaven een basisstroomverbruik van 30-50 kW continu, met een piekverbruik van 60-80 kW tijdens snijbewerkingen. Bij Europese industriële elektriciteitstarieven van €0,12-€0,18 per kWh worden energiekosten belangrijke factoren bij productie in grote volumes.
Materiaalkompatibiliteit en beperkingen
Materiaalkeuze stuurt de haalbaarheid van het proces meer dan welke andere factor dan ook. Ponsen blinkt uit met ductiele materialen die voorspelbaar vervormen onder schuifkrachten. Koolstofstaalsoorten van kwaliteit S235 tot S355 ponsen zuiver tot 6 mm dikte. Roestvrij staalsoorten 304 en 316L verwerken effectief tot 4 mm, hoewel koudverstevigingseigenschappen een zorgvuldig gereedschapsontwerp en onderhoudsprotocollen vereisen.
Aluminiumlegeringen vormen unieke uitdagingen voor ponsbewerkingen. Zachte kwaliteiten zoals 1100 en 3003 hebben de neiging om aan ponsoppervlakken te vreten, waardoor gespecialiseerde coatings of gereedschapsmaterialen nodig zijn. Hardere legeringen zoals 6061-T6 ponsen voorspelbaarder, maar genereren hogere gereedschapsslijtagesnelheden. De kleefeigenschappen van aluminium vereisen vaak frequentere reinigings- en onderhoudscycli van het gereedschap.
| Materiaalsoort | Maximale ponsdikte | Maximale laserdikte | Voorkeursmethode |
|---|---|---|---|
| S235 Zacht staal | 6.0mm | 25mm | Ponsen < 3mm |
| 304 Roestvrij staal | 4.0mm | 20mm | Laser voor complexe sneden |
| 6061-T6 Aluminium | 3.0mm | 12mm | Laser heeft de voorkeur |
| COR-TEN Staal | 5.0mm | 20mm | Afhankelijk van methode |
| Inconel 625 | 2.0mm | 8mm | Alleen laser |
Lasersnijden demonstreert superieure materiaalveelzijdigheid en verwerkt alles van dunne folies tot dikke platen in diverse legeringssystemen. Reflecterende materialen zoals koper en messing, die van oudsher een uitdaging vormden voor CO2-lasers, snijden efficiënt met moderne fiberlasertechnologie. De materiaalkosten stijgen echter met laserbewerking als gevolg van grotere snijbreedtes en potentieel voor warmtegerelateerde vervorming, waardoor extra materiaalvergoedingen nodig zijn.
Kwaliteitsnormen en toleranties
De eisen aan de maatnauwkeurigheid bepalen vaak de processelectie meer dan kostenoverwegingen. Ponsen levert een uitzonderlijke positionele nauwkeurigheid voor gatenpatronen en repetitieve kenmerken. Moderne CNC-revolverponsmachines handhaven een gat-tot-gat nauwkeurigheid binnen ±0,025 mm over plaatdimensies tot 1500 mm × 3000 mm. Dit precisieniveau is geschikt voor toepassingen die nauwe montagetoleranties vereisen of meerdere componenten die uitwisselbaarheid vereisen.
De kenmerken van de randkwaliteit verschillen fundamenteel tussen processen. Geponste randen vertonen een karakteristieke schuifzone, doorgaans 30-50% van de materiaaldikte, gevolgd door een breukzone met een ruwere textuur. Voor 2 mm zacht staal strekt de schuifzone zich uit over ongeveer 0,6-1,0 mm en biedt gladde lageroppervlakken die geschikt zijn voor schachttoepassingen of precisieassemblages.
Lasersnijden produceert verschillende randkenmerken die worden bepaald door thermische effecten en de selectie van hulp gas. Zuurstofondersteund snijden van zacht staal creëert lichte oxidatielagen die in overweging moeten worden genomen bij las- of coatingtoepassingen. Stikstofsnijden elimineert oxidatie, maar verhoogt de operationele kosten met €0,15-€0,25 per lineaire meter snede. De oppervlakteruwheid varieert doorgaans van Ra 12,5-25 μm, afhankelijk van de snijsnelheid en de materiaaldikte.
Voor zeer nauwkeurige resultaten, vraag binnen 24 uur een offerte aan bij Microns Hub.
Overwegingen bij geometrische complexiteit
Vormcomplexiteit vertegenwoordigt misschien wel de meest doorslaggevende factor bij de processelectie. Ponsen blinkt uit in het creëren van patronen van eenvoudige geometrische vormen - gaten, sleuven, inkepingen en basisvormbewerkingen. Complexe interne uitsparingen of ingewikkelde externe contouren vereisen meerdere gereedschapsinstellingen of blijken onmogelijk binnen de beperkingen van het ponsproces.
Minimale afmetingen leggen verschillende beperkingen op. Ponsen kan gaten maken die zo klein zijn als de materiaaldikte, met praktische minima van 1,0 mm diameter in 2 mm staal. Nauw op elkaar geplaatste kenmerken vereisen echter de overweging van de websterkte tussen de sneden. Industriële normen bevelen minimale webafmetingen aan van 1,5 × de materiaaldikte om vervorming tijdens het vormen te voorkomen.
Lasersnijden biedt vrijwel onbeperkte geometrische vrijheid binnen de beperkingen van de materiaaldikte. Interne hoeken bereiken radii zo klein als 0,1 mm, terwijl externe kenmerken complexe curven en ingewikkelde details kunnen bevatten die onmogelijk zijn met ponsen. Deze flexibiliteit is van onschatbare waarde voor de ontwikkeling van prototypes of producten die naast functionele eisen ook esthetische overwegingen vereisen.
Geavanceerde fabricagetoepassingen combineren vaak beide processen strategisch. Plaatbewerking services maken vaak gebruik van ponsen voor repetitieve gatenpatronen, terwijl lasersnijden wordt gebruikt voor complexe perimeterprofielen. Deze hybride aanpak optimaliseert zowel de kostenefficiëntie als de geometrische mogelijkheden.
Productievolume-economie
Break-even analyse vereist een zorgvuldige evaluatie van de totale productiekosten over de verwachte levenscycli van het product. Productie in kleine volumes is consequent in het voordeel van lasersnijden vanwege de afwezigheid van gereedschapskosten en minimale insteleisen. Voor hoeveelheden onder de 1.000 stuks kost laserbewerking doorgaans 30-50% minder dan ponsen wanneer de investeringen in gereedschap worden afgeschreven.
Middelgrote productievolumes tussen 1.000-10.000 stuks vormen de meest complexe beslissingsmatrix. Gereedschapskosten moeten worden gecompenseerd door lagere bewerkingskosten per stuk en een verbeterd materiaalgebruik. Eenvoudige geometrieën met standaard gereedschap bereiken break-even punten rond de 2.000-3.000 stuks, terwijl complexe vormen die op maat gemaakt gereedschap vereisen mogelijk pas kostenneutraliteit bereiken bij 8.000-10.000 stuks.
Productie in grote volumes is sterk in het voordeel van de ponseconomie. Zodra de gereedschapskosten zijn afgeschreven, kunnen de kosten per stuk dalen tot €0,05-€0,15 vergeleken met lasersnijkosten van €0,50-€2,00 per stuk. Deze dramatische verschillen stimuleren investeringen in gereedschap voor elk product dat jaarlijks volumes van meer dan 15.000-20.000 stuks verwacht.
| Productievolume | Aanbevolen methode | Kosten per stuk | Investering in setup |
|---|---|---|---|
| < 500 stuks | Lasersnijden | €0,80-€3,50 | €0 |
| 500-2.000 stuks | Afhankelijk van methode | €0,60-€2,50 | €0-€5.000 |
| 2.000-10.000 stuks | Ponsen (simpel) | €0,25-€1,20 | €1.000-€8.000 |
| > 10.000 stuks | Ponsen | €0,08-€0,35 | €2.000-€15.000 |
Materiaalgebruik en afvaloptimalisatie
Nesting-efficiëntie heeft een aanzienlijke invloed op de materiaalkosten, met name voor dure legeringen of productie in grote volumes. Ponsbewerkingen bereiken materiaalgebruikspercentages van 85-95% door geoptimaliseerde nesting-algoritmen en consistente snijbreedtes. De voorspelbare aard van ponsgereedschap maakt een nauwkeurige materiaalplanning en minimale afvalproductie mogelijk.
Het gebruik van lasersnijden varieert aanzienlijk op basis van de geometrie van het onderdeel en de complexiteit van het nesten. Eenvoudige rechthoekige onderdelen bereiken een gebruik van 90-95%, terwijl complexe vormen met talrijke interne uitsparingen mogelijk slechts 65-75% efficiëntie opleveren. Snijbreedteoverwegingen - doorgaans 0,1-0,3 mm voor fiberlasers - moeten worden opgenomen in nesting-berekeningen en kunnen de materiaalkosten voor precisiecomponenten aanzienlijk beïnvloeden.
De behandeling van restmateriaal verschilt tussen de processen. Ponsen genereert zuivere geometrische restanten die geschikt zijn voor secundaire toepassingen of inventaris voor kleinere componenten. Lasersnijden produceert onregelmatige vormen die vaak ongeschikt zijn voor hergebruik, hoewel geavanceerde nesting-software mogelijkheden kan identificeren voor het gebruik van restanten in volgende productieruns.
Wanneer u bestelt bij Microns Hub, profiteert u van directe relaties met fabrikanten die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaatsplatforms. Onze technische expertise en geavanceerde nesting-optimalisatie leveren materiaalgebruikspercentages op die consistent 5-8% hoger liggen dan het industriegemiddelde, wat zich direct vertaalt in kostenbesparingen voor uw projecten.
Procesintegratie en workflowoptimalisatie
De integratie van de productieworkflow beïnvloedt de algehele productie-efficiëntie buiten de individuele procesmogelijkheden. Ponsbewerkingen integreren naadloos met andere vormprocessen zoals buigen, trekken en assemblagebewerkingen. De consistente randkwaliteit en maatnauwkeurigheid vergemakkelijken downstream-processen zonder extra voorbereidende stappen.
Lasersnijden vereist vaak secundaire bewerkingen voor randvoorbereiding of spanningsreductie. Warmte beïnvloede zones kunnen bewerkingen of slijpbewerkingen noodzakelijk maken voor kritische toepassingen. Ontbramen voegt €0,05-€0,15 per lineaire meter snede toe, afhankelijk van de materiaaldikte en de specificaties van de randkwaliteit.
Kwaliteitscontroleprotocollen verschillen aanzienlijk tussen de processen. Ponsbewerkingen profiteren van statistische procescontrole die gereedschapsslijtage en maatdrift bewaakt. Eenmaal ingesteld, levert ponsgereedschap consistente resultaten op die alleen periodieke verificatie vereisen. Lasersnijden vereist continue bewaking van de snijkwaliteit, de druk van het hulp gas en thermische effecten die gedurende de productieruns kunnen variëren.
Moderne productie benadrukt in toenemende mate flexibiliteit en snelle reactie op marktveranderingen. Onze productiediensten omvatten zowel pons- als lasersnijmogelijkheden, waardoor een optimale processelectie mogelijk is op basis van de huidige productie-eisen in plaats van vaste apparatuurbeperkingen.
Technologie-evolutie en toekomstige overwegingen
Opkomende technologieën blijven het landschap van ponsen versus lasersnijden hervormen. Geavanceerd ponsgereedschap met servo-elektrische aandrijvingen levert een verbeterde nauwkeurigheid en een lager geluidsniveau in vergelijking met traditionele hydraulische systemen. Multi-tool mogelijkheden maken complexe vormbewerkingen mogelijk die voorheen afzonderlijke processen vereisten.
De vooruitgang van de lasertechnologie richt zich op het schalen van het vermogen en het verbeteren van de straalkwaliteit. Next-generation fiberlasers die 20kW vermogensniveaus benaderen, zullen de snijmogelijkheden voor dikke secties uitbreiden met behoud van een uitstekende randkwaliteit. Adaptieve snijtechnologieën passen parameters automatisch aan op basis van real-time kwaliteitsfeedback, waardoor de vereisten voor de vaardigheid van de operator worden verminderd en de consistentie wordt verbeterd.
Automatisering integratie beïnvloedt beide processen anders. Ponsbewerkingen zijn gemakkelijk geschikt voor geautomatiseerde laad- en lossystemen, waarbij sommige installaties een productie zonder toezicht bereiken voor geschikte onderdeelgeometrieën. Lasersnijautomatisering staat voor grotere uitdagingen vanwege variabele verwerkingstijden en eisen voor kwaliteitsbewaking, hoewel vooruitgang in kunstmatige intelligentie deze beperkingen aanpakt.
Duurzaamheidsoverwegingen beïnvloeden in toenemende mate de processelectie. Ponsen genereert minimaal afval en vereist geen verbruiksgassen, wat aansluit bij milieudoelstellingen. Het energieverbruik van lasersnijden en het gebruik van hulp gas creëren grotere ecologische voetafdrukken, hoewel verbeteringen in de efficiëntie deze zorgen gedeeltelijk compenseren.
Veelgestelde vragen
Wat is de minimale bestelhoeveelheid die de investering in ponsgereedschap de moeite waard maakt?
Break-even hoeveelheden zijn afhankelijk van de complexiteit van het onderdeel en de gereedschapskosten, maar variëren over het algemeen van 2.000-5.000 stuks voor standaard geometrieën. Complexe vormen die op maat gemaakt gereedschap vereisen, hebben mogelijk 8.000-12.000 stuks nodig om de investering te rechtvaardigen. Overweeg het totale volume gedurende de levensduur van productvarianten die gemeenschappelijk gereedschap kunnen delen om de economie te verbeteren.
Kan lasersnijden de ponsnauwkeurigheid voor gatenpatronen evenaren?
Lasersnijden bereikt een positionele nauwkeurigheid van ±0,1 mm, terwijl ponsen ±0,025 mm levert voor de afstand tussen gaten. Voor toepassingen die nauwkeurige passingen of nauwe montagetoleranties vereisen, biedt ponsen een superieure nauwkeurigheid. De nauwkeurigheid van lasersnijden kan echter voldoende zijn voor veel toepassingen, terwijl het een grotere geometrische flexibiliteit biedt.
Hoe beïnvloedt de materiaaldikte de beslissing tussen ponsen en lasersnijden?
Ponsen wordt steeds moeilijker boven een staaldikte van 6 mm vanwege de krachtvereisten en de slijtage van het gereedschap. Lasersnijden verwerkt effectief materialen tot 25 mm met de juiste vermogensniveaus. Voor dikke secties boven 8 mm biedt lasersnijden doorgaans een betere randkwaliteit en geometrische mogelijkheden dan ponsalternatieven.
Welke secundaire bewerkingen zijn doorgaans vereist voor elk proces?
Ponsen vereist zelden secundaire bewerkingen buiten licht ontbramen voor cosmetische toepassingen. Lasersnijden vereist vaak ontbramen, met name op dikke secties, en kan spanningsreductie vereisen voor precisietoepassingen. Warmte beïnvloede zones vereisen af en toe verwijdering door middel van bewerkingen of slijpbewerkingen.
Hoe verhouden de insteltijden zich tussen ponsen en lasersnijden voor korte runs?
Lasersnijden vereist doorgaans 5-15 minuten voor het programmeren en positioneren van het materiaal. Het instellen van ponsen omvat de selectie van gereedschap, de installatie en de programmaverificatie, wat meestal 15-45 minuten duurt, afhankelijk van de complexiteit. Voor hoeveelheden onder de 100 stuks wegen de voordelen van de lasersnijopstelling vaak zwaarder dan de kostenverschillen per stuk.
Kunnen beide processen hetzelfde scala aan materialen effectief verwerken?
Lasersnijden demonstreert superieure materiaalveelzijdigheid en verwerkt alles van dunne folies tot exotische legeringen zoals Inconel en titanium. Ponsen werkt het beste met ductiele materialen tot matige sterkteniveaus. Harde of brosse materialen die ponsgereedschap zouden beschadigen, snijden effectief met lasertechnologie.
Welke kwaliteitsnormen zijn van toepassing op de randconditie en de maatnauwkeurigheid?
Geponste randen voldoen aan de ISO 2768 maatnormen en vertonen karakteristieke schuifzones. Lasergesneden randen volgen de ISO 9013 kwaliteitsclassificaties, met klasse 2-3 typisch voor de meeste toepassingen. Beide processen kunnen aan de precisie-eisen voldoen wanneer ze correct zijn gespecificeerd en gecontroleerd, hoewel ponsen een superieure maatconsistentie biedt voor repetitieve kenmerken.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece