Hoge Snelheidsbewerking (HSM): Voordelen voor de Oppervlakteafwerking van Aluminium Matrijzen
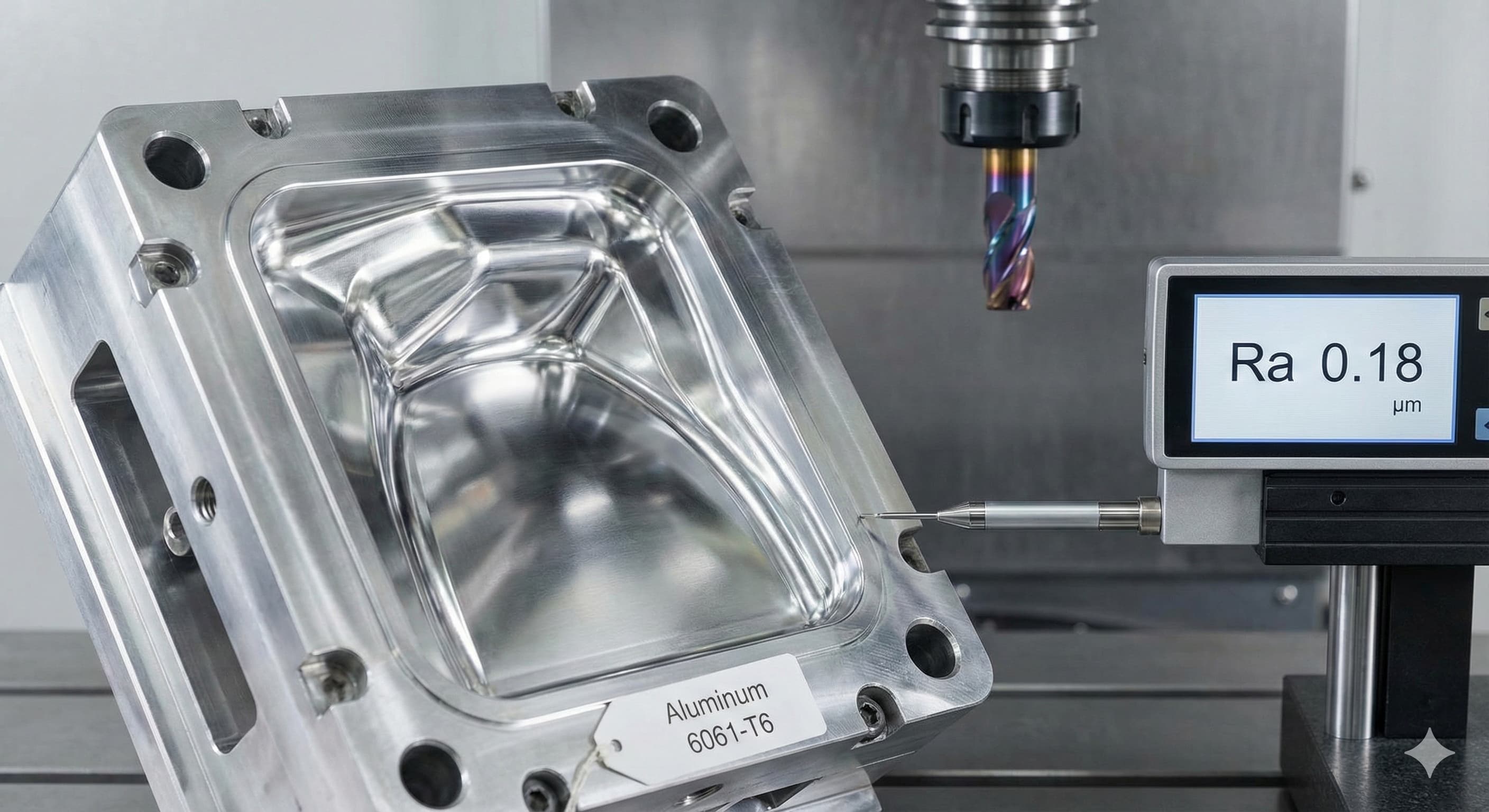
De oppervlaktekwaliteit van aluminium matrijzen bepaalt rechtstreeks het succes van producten in spuitgiettoepassingen. Hoge snelheidsbewerking (HSM) parameters veranderen fundamenteel de oppervlakte topografie door gecontroleerde gereedschap-werkstuk interacties bij verhoogde snijsnelheden, wat Ra waarden oplevert onder 0.2 μm zonder secundaire afwerkingsbewerkingen.
Belangrijkste punten:
- HSM vermindert de oppervlakteruwheid van aluminium matrijzen met 60-80% in vergelijking met conventionele bewerking door geoptimaliseerde spaandervormingsmechanismen
- Spindelsnelheden hoger dan 15.000 RPM met voedingssnelheden boven 5.000 mm/min elimineren de vorming van een opgebouwde snijkant op aluminiumlegeringen
- Er bestaat een directe correlatie tussen de snijsnelheid en de kwaliteit van de oppervlakteafwerking voor Al 6061-T6 en Al 7075-T6 matrijs toepassingen
- Gereedschapspad strategieën in HSM minimaliseren thermische cycluseffecten die de integriteit van het aluminium oppervlak aantasten
Inzicht in de Fysica van Hoge Snelheidsbewerking voor de Oppervlaktekwaliteit van Aluminium
Hoge snelheidsbewerking verandert fundamenteel het materiaalverwijderingsmechanisme in aluminium door verhoogde snijsnelheden die de thermische geleidingsbeperkingen van het werkstukmateriaal overschrijden. Bij het bewerken van aluminiumlegeringen bij conventionele snelheden onder 300 m/min, creëert warmteontwikkeling gelokaliseerde thermische zones die de vorming van een opgebouwde snijkant en werkverhardingseffecten bevorderen. Deze verschijnselen compromitteren direct de kwaliteit van de oppervlakteafwerking door micro-lassen tussen gereedschap en werkstukmaterialen te creëren.
De overgang naar HSM werkingsparameters - typisch 800-2.000 m/min snijsnelheden voor aluminium - verschuift de warmteontwikkelingszone naar de spaander in plaats van het afgewerkte oppervlak. Deze thermische herverdeling treedt op omdat de verkorte contacttijd tussen snijgereedschap en werkstuk warmteoverdracht naar het aluminiumsubstraat voorkomt. Het resultaat manifesteert zich als dramatisch verbeterde oppervlakteafwerkingseigenschappen met Ra waarden die consistent het bereik van 0.1-0.3 μm bereiken zonder secundaire bewerkingen.
Materiaaleigenschappen worden cruciaal bij het implementeren van HSM voor aluminium matrijs toepassingen. Al 6061-T6 vertoont een optimale HSM respons vanwege het evenwichtige siliciumgehalte (0.4-0.8%) dat zorgt voor voldoende hardheid zonder overmatige schuring. De T6 tempertoestand zorgt voor dimensionale stabiliteit tijdens hoge snelheidsbewerkingen door een consistente korrelstructuur te behouden gedurende het bewerkingsproces.
Gereedschapsgeometrie optimalisatie specifiek voor aluminium HSM vereist overweging van spaanhoeken tussen 15-25° positief om snijkrachten te minimaliseren met behoud van de randsterkte. Vrijloophoeken van 8-12° voorkomen wrijvingscontact dat oppervlakte defecten genereert. Coatingselectie richt zich op titanium aluminium nitride (TiAlN) of diamantachtige koolstof (DLC) formuleringen die aluminium adhesie bij verhoogde temperaturen weerstaan.
Spindelsnelheid en Voedingssnelheid Optimalisatie voor Oppervlaktekwaliteit
De selectie van de spindelsnelheid beïnvloedt direct de kwaliteit van de oppervlakteafwerking door het effect op de consistentie van de spaandervorming en het thermisch beheer. Onderzoeksgegevens van aluminium matrijs bewerkingen tonen aan dat de optimale oppervlakteafwerking optreedt wanneer de spindelsnelheden de kritische snelheidsdrempel overschrijden waar de vorming van een opgebouwde snijkant overgaat in stabiel schuifzone snijden.
Voor Al 6061-T6 matrijs toepassingen treedt deze kritische drempel typisch op bij spindelsnelheden boven 12.000 RPM bij gebruik van 10-12 mm diameter vingerfrezen. Bij deze snelheden nadert de snijsnelheid 400-500 m/min, waardoor de stick-slip snijwerking die oppervlakte onregelmatigheden creëert effectief wordt geëlimineerd. Voedingssnelheid coördinatie wordt essentieel om een optimale spaandebelasting per tand te behouden met het bereiken van maximale voordelen voor de oppervlaktekwaliteit.
| Aluminiumlegering | Optimale spindelsnelheid (RPM) | Voedingssnelheid (mm/min) | Haalbare Ra (μm) | Typische toepassingen |
|---|---|---|---|---|
| Al 6061-T6 | 15.000-20.000 | 4.000-6.000 | 0.1-0.2 | Spuitgietmatrijzen, gereedschap |
| Al 7075-T6 | 12.000-18.000 | 3.000-5.000 | 0.15-0.25 | Lucht- en ruimtevaartmatrijzen, bevestigingen |
| Al 2024-T4 | 10.000-15.000 | 2.500-4.000 | 0.2-0.35 | Prototype matrijzen, zacht gereedschap |
| Al 5083-H111 | 8.000-12.000 | 2.000-3.500 | 0.25-0.4 | Maritieme toepassingen, vormmatrijzen |
De relatie tussen voedingssnelheid en oppervlaktekwaliteit in aluminium HSM volgt voorspelbare patronen op basis van spaandikte effecten. De optimale spaandikte voor aluminium varieert typisch van 0.05-0.15 mm per tand, berekend door de voedingssnelheid te delen door het product van de spindelsnelheid en het aantal snijkanten. Het overschrijden van dit bereik creëert overmatige snijkrachten die het werkstuk afbuigen en de oppervlaktekwaliteit in gevaar brengen, met name in dunwandige matrijs secties.
Geavanceerde HSM strategieën maken gebruik van variabele voedingssnelheid programmering die de snijparameters aanpast op basis van de lokale geometrie complexiteit. In matrijs holte gebieden met strakke radii of diepe zakken, worden de voedingssnelheden automatisch met 20-30% verlaagd om de oppervlaktekwaliteit te behouden en tegelijkertijd gereedschapsbreuk te voorkomen. Deze adaptieve aanpak zorgt voor een consistente oppervlakteafwerking over complexe matrijs geometrieën zonder handmatige tussenkomst.
Impact van de Gereedschapspad Strategie op de Oppervlaktekenmerken van Aluminium
Gereedschapspad programmering beïnvloedt direct de oppervlaktekwaliteit van aluminium door de controle over de snij-ingrijpingsomstandigheden en thermische cycluseffecten. Conventionele gereedschapspaden die volledige radiale ingrijping gebruiken, creëren overmatige warmteopbouw en gereedschapsafbuiging die zich manifesteert als zichtbare bewerkingsmarkeringen op het afgewerkte oppervlak. HSM gereedschapspad strategieën pakken deze beperkingen specifiek aan door geoptimaliseerde ingrijphoeken en constant spaandebelasting onderhoud.
Trochoïdaal frezen vertegenwoordigt de meest effectieve gereedschapspad aanpak voor aluminium matrijs holtes, waarbij een constante radiale ingrijping tussen 5-15% van de gereedschapsdiameter wordt gehandhaafd met het bereiken van hoge materiaalverwijderingssnelheden. Deze strategie voorkomt de intermitterende snijwerking die oppervlakte onregelmatigheden creëert en zorgt tegelijkertijd voor adequate spaanderafvoer. De continue snijbeweging elimineert de start-stop markeringen die gebruikelijk zijn in conventionele rechthoekige gereedschapspaden.
Voor hoogprecisie resultaten, Vraag een gratis offerte aan en ontvang binnen 24 uur een prijsopgave van Microns Hub.
Klimmend frezen oriëntatie wordt verplicht voor aluminium HSM toepassingen vanwege de superieure oppervlakteafwerkingseigenschappen in vergelijking met conventioneel frezen. De snijwerking bij klimmend frezen begint met maximale spaandikte en vermindert tot nul, waardoor een scherende werking ontstaat die een schone oppervlakte generatie produceert. De tegengestelde spaandikte progressie van conventioneel frezen creëert een wrijvingswerking die het aluminium oppervlak werkverhardt en de afwerkingskwaliteit aantast.
De selectie van de snedediepte vereist een evenwicht tussen productiviteit en doelstellingen voor de oppervlaktekwaliteit. Voor aluminium matrijzen die Ra waarden onder 0.2 μm vereisen, mag de axiale snedediepte niet groter zijn dan 0.5-1.0 mm om overmatige snijkrachten te voorkomen die gereedschapsafbuiging veroorzaken. Laatste afwerkingsgangen maken gebruik van een snedediepte van 0.1-0.2 mm met verhoogde voedingssnelheden om optimale snijomstandigheden te behouden met het bereiken van een superieure oppervlaktekwaliteit.
Materiaalspecifieke Overwegingen voor Aluminium Matrijs Toepassingen
De selectie van de aluminiumlegering heeft een significante impact op de HSM oppervlakteafwerkingsresultaten vanwege inherente materiaaleigenschapsverschillen die de bewerkbaarheidseigenschappen beïnvloeden. Het siliciumgehalte beïnvloedt met name het snijgedrag, waarbij legeringen met 0.4-1.2% silicium een optimale HSM respons vertonen door verbeterde spaanderbreking en verminderde gereedschapsadhesie neigingen.
Al 6061-T6 vertegenwoordigt de benchmark aluminiumlegering voor matrijs toepassingen vanwege de evenwichtige samenstelling die een uitstekende oppervlakteafwerkingscapaciteit bevordert. Het magnesium-silicium precipitatiehardingssysteem biedt voldoende sterkte (vloeigrens 276 MPa) met behoud van bewerkbaarheidseigenschappen die goed reageren op HSM parameters. Het relatief lage kopergehalte (0.15-0.4%) minimaliseert werkverharding neigingen die het bereiken van de oppervlakteafwerking bemoeilijken.
De selectie van de tempertoestand beïnvloedt kritisch de HSM oppervlaktekwaliteit resultaten. De T6 temper biedt optimale dimensionale stabiliteit tijdens hoge snelheidsbewerkingen door de volledig verouderde microstructuur die bestand is tegen snij-geïnduceerde spanningseffecten. T4 temper aluminium vertoont een grotere neiging tot werkverharding tijdens snijbewerkingen, waardoor aangepaste HSM parameters vereist zijn om equivalente oppervlaktekwaliteit resultaten te bereiken.
| Eigenschap | Al 6061-T6 | Al 7075-T6 | Al 2024-T4 | Impact op HSM oppervlakteafwerking |
|---|---|---|---|---|
| Vloeigrens (MPa) | 276 | 503 | 324 | Hogere sterkte vereist lagere voedingssnelheden |
| Treksterkte (MPa) | 310 | 572 | 469 | Beïnvloedt snijkracht en gereedschapsafbuiging |
| Hardheid (HB) | 95 | 150 | 120 | Herdere materialen vereisen scherpere gereedschappen |
| Siliciumgehalte (%) | 0.4-0.8 | 0.4 max | 0.5 max | Hogere Si verbetert spaanderbreking |
| Oppervlakteafwerking Ra (μm) | 0.1-0.2 | 0.15-0.25 | 0.2-0.35 | Directe correlatie met legeringssamenstelling |
De thermische behandelingsgeschiedenis beïnvloedt de aluminium respons op HSM bewerkingen door de invloed op de korrelstructuur en interne spanningsverdeling. Oplossingswarmtebehandelde en kunstmatig verouderde materialen (T6 toestand) vertonen een superieure dimensionale stabiliteit tijdens HSM in vergelijking met natuurlijk verouderde omstandigheden (T4) die spanningsontlasting kunnen ervaren tijdens snijbewerkingen.
Koelvloeistof en Smeerstrategieën voor Optimale Oppervlaktekwaliteit
De selectie van de koelvloeistof en de toedieningsmethoden beïnvloeden kritisch het bereiken van de oppervlaktekwaliteit van aluminium in HSM toepassingen door hun effecten op warmtebeheer en spaanderafvoer efficiëntie. Traditionele overstromingskoeling blijkt vaak ontoereikend voor HSM bewerkingen vanwege onvoldoende warmteafvoercapaciteit bij verhoogde snijsnelheden en de neiging om spaander hersnijden te creëren die de oppervlaktekwaliteit aantast.
Minimum hoeveelheid smering (MQL) systemen leveren superieure resultaten voor aluminium HSM door nauwkeurige smeermiddel plaatsing te bieden met behoud van de droge snijvoordelen die spaander adhesie voorkomen. MQL stroomsnelheden van 50-100 ml/uur met behulp van synthetische esters of plantaardige snijvloeistoffen creëren de optimale balans tussen smering en warmtebeheer zonder de spaanderafvoer in gevaar te brengen.
Hogedruk koelvloeistofsystemen die werken bij 70-150 bar druk bieden een uitzonderlijke spaanderafvoercapaciteit die essentieel is voor het behouden van de oppervlaktekwaliteit in diepe matrijs holtes. De koelvloeistof jet snelheid moet de spaandersnelheid overschrijden om een effectieve verwijdering te garanderen en tegelijkertijd hersnijdingsschade te voorkomen. De juiste nozzle positionering wordt cruciaal, waarbij de koelvloeistof zowel op de snijzone als op het spaanderafvoerpad wordt gericht.
Luchtblaassystemen vullen vloeibare koelvloeistof strategieën aan door te zorgen voor een volledige spaanderverwijdering van bewerkte oppervlakken vóór volgende gereedschapsgangen. Perslucht bij 6-8 bar druk verwijdert effectief aluminium spaanders die anders oppervlakte krassen of de vorming van een opgebouwde snijkant op snijgereedschappen zouden kunnen veroorzaken.
Kwaliteitscontrole en Oppervlakte Meetmethoden
Oppervlaktekwaliteit verificatie in aluminium matrijs toepassingen vereist geavanceerde meetmethoden die de microschaal oppervlaktekenmerken nauwkeurig karakteriseren die cruciaal zijn voor de matrijs prestaties. Contact profilometrie met behulp van stylus instrumenten biedt de meest betrouwbare Ra meetcapaciteit, met stylus radius beperkingen van 2 μm die zorgen voor een nauwkeurige reproductie van oppervlakte textuurkenmerken.
Niet-contact optische meetsystemen bieden voordelen voor complexe matrijs geometrie evaluatie waar stylus toegang problematisch wordt. Witte licht interferometrie bereikt een meetresolutie onder 0.1 nm, waardoor een gedetailleerde analyse van oppervlaktekenmerken mogelijk is die de matrijs loslaat eigenschappen en de onderdeel kwaliteit beïnvloeden. Deze systemen blinken met name uit in het meten van oppervlaktekenmerken in strakke radius gebieden en diepe holtes waar contactmethoden onpraktisch blijken.
Bij het bestellen bij Microns Hub profiteert u van directe fabrikant relaties die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaats platforms. Onze technische expertise en persoonlijke service aanpak betekent dat elk project de aandacht voor detail krijgt die het verdient, met uitgebreide oppervlaktekwaliteit documentatie die wordt verstrekt voor elk aluminium matrijs onderdeel.
Statistische procescontrole implementatie voor aluminium HSM bewerkingen vereist continue monitoring van oppervlaktekwaliteit parameters om procesafwijkingen te identificeren voordat deze de onderdeel kwaliteit beïnvloeden. Controlekaarten die Ra waarden volgen over meerdere meetlocaties maken vroege detectie mogelijk van gereedschapsslijtage of procesparameter afwijking die de oppervlaktekwaliteit in gevaar brengt. Onze precisie CNC bewerkingsdiensten omvatten geavanceerde kwaliteitscontrole protocollen die specifiek zijn ontworpen voor aluminium matrijs toepassingen.
Geavanceerde HSM Technieken voor Complexe Matrijs Geometrieën
Complexe aluminium matrijs geometrieën presenteren unieke uitdagingen voor het bereiken van HSM oppervlaktekwaliteit vanwege variërende snijomstandigheden over verschillende functietypes. Diepe zak bewerking vereist gespecialiseerde strategieën die de oppervlaktekwaliteit behouden en tegelijkertijd zorgen voor voldoende gereedschapsstijfheid en spaanderafvoer capaciteit gedurende het snijproces.
Multi-axis HSM programmering wordt essentieel voor complexe matrijs oppervlakken waar het handhaven van een optimale gereedschapsoriëntatie ten opzichte van het werkstukoppervlak zorgt voor consistente snijomstandigheden. Vijf-assige simultaan bewerking maakt continue gereedschapsingrijping mogelijk zonder de gutsen en slechte oppervlaktekwaliteit die geassocieerd worden met drie-assige benadering van gebogen oppervlakken. Gereedschapsas vector controle handhaaft constante lead- en kantelhoeken die de oppervlakte generatie over complexe geometrieën optimaliseren.
Adaptieve ruimingsstrategieën passen automatisch de snijparameters aan op basis van lokale materiaal ingrijpingsomstandigheden, waardoor een consistente oppervlaktekwaliteit wordt gegarandeerd over variërende wanddiktes en zakdieptes. Deze intelligente gereedschapspad algoritmen voorkomen de gereedschapsafbuiging en het gekletter dat de oppervlaktekwaliteit in dunwandige matrijs secties vaak aantast.
Precisie functie bewerking in aluminium matrijzen vereist vaak gespecialiseerde micro-HSM technieken die traditionele HSM principes uitbreiden naar extreem kleine snijgereedschappen en functies. Spindelsnelheden kunnen hoger zijn dan 40.000 RPM voor vingerfrezen kleiner dan 1 mm diameter, waardoor gespecialiseerde overweging van gereedschapsdynamiek en trillingsbeheersing vereist is.
Kosten-Batenanalyse van HSM voor Aluminium Matrijs Productie
Economische rechtvaardiging voor HSM implementatie in aluminium matrijs productie vereist een uitgebreide analyse van zowel directe bewerkingskosten als downstream kwaliteitsvoordelen. De initiële investering in apparatuur varieert typisch van €150.000-500.000 voor HSM-geschikte bewerkingscentra met de juiste spindelspecificaties en controlesystemen. De productiviteits- en kwaliteitsverbeteringen rechtvaardigen echter vaak de investering binnen 12-24 maanden voor matige tot hoge volume matrijs productie.
Cyclustijd reductie vertegenwoordigt het meest directe economische voordeel, waarbij aluminium matrijs voorbewerkingen 3-5x productiviteitsverbeteringen bereiken in vergelijking met conventionele bewerking. De voordelen van de afwerkingsbewerking blijken nog dramatischer, waarbij HSM vaak secundaire polijstbewerkingen volledig elimineert door directe realisatie van de vereiste oppervlaktekwaliteit specificaties.
Gereedschapslevensduur overwegingen presenteren complexe economische relaties in aluminium HSM toepassingen. Hoewel de snijsnelheden dramatisch toenemen, verlengen de verbeterde snijmechanica en de verminderde vorming van een opgebouwde snijkant vaak de gereedschapslevensduur in vergelijking met conventionele bewerking. De kosten van hardmetalen vingerfrezen variëren typisch van €50-200 per gereedschap, waarbij HSM toepassingen 50-150% langere gereedschapslevensduur bereiken door verminderde adhesieve slijtagemechanismen.
Kwaliteitsgerelateerde kostenvoordelen omvatten eliminatie van secundaire afwerkingsbewerkingen, verminderde herbewerkingspercentages en verbeterde onderdeel kwaliteitsconsistentie. Aluminium matrijzen die Ra 0.15 μm direct van HSM bewerkingen bereiken, elimineren polijstkosten van €200-800 per vierkante meter en verkorten de doorlooptijden met 2-5 dagen per matrijs.
| Kostenfactor | Conventionele bewerking | HSM implementatie | Besparingspotentieel | Terugverdientijd |
|---|---|---|---|---|
| Cyclustijd (uren/matrijs) | 40-60 | 12-20 | 60-70% | 6-12 maanden |
| Secundaire afwerking (€/m²) | 400-800 | 0-100 | €300-700/m² | 3-6 maanden |
| Gereedschapskosten (€/onderdeel) | 25-45 | 15-30 | €10-15/onderdeel | 12-18 maanden |
| Kwaliteitscontrole (€/matrijs) | 200-350 | 100-200 | €100-150/matrijs | 8-15 maanden |
| Totale productiekosten | 100% basislijn | 60-75% | 25-40% reductie | 12-24 maanden |
Via onze fabricagediensten bereiken klanten regelmatig 30-50% kostenreductie in aluminium matrijs productie door geoptimaliseerde HSM implementatie. De combinatie van verminderde cyclustijden, geëlimineerde secundaire bewerkingen en verbeterde kwaliteitsconsistentie creëert overtuigende economische voordelen die zich ver uitstrekken voorbij de initiële bewerkingskosten overwegingen.
Implementatie Richtlijnen en Beste Praktijken
Succesvolle HSM implementatie voor aluminium matrijs toepassingen vereist een systematische aanpak van apparatuurselectie, procesontwikkeling en operator training. Machinegereedschap specificaties moeten voldoende spindelvermogen (typisch 15-40 kW), hoge snelheids capaciteit (15.000-40.000 RPM) en nauwkeurige voedingsaandrijfsystemen omvatten die in staat zijn tot versnellingspercentages van meer dan 1G voor het bereiken van optimale oppervlaktekwaliteit.
Procesontwikkeling moet beginnen met materiaal karakteriseringstests om optimale snijparameters vast te stellen voor specifieke aluminiumlegeringen en tempertoestanden. Testsneden met behulp van verschillende spindelsnelheid en voedingssnelheid combinaties maken identificatie mogelijk van het optimale parameter venster voor elke toepassing. Oppervlaktekwaliteit meting gedurende dit ontwikkelingsproces zorgt voor parameterselectie op basis van de werkelijke afwerkingsvereisten in plaats van theoretische berekeningen.
De vereisten voor operator training nemen aanzienlijk toe voor HSM bewerkingen vanwege de kritische aard van de parameterselectie en de verminderde foutmarge bij verhoogde snijsnelheden. Trainingsprogramma's moeten de nadruk leggen op het begrijpen van de snijfysica, gereedschapspad optimalisatie en kwaliteitscontrole procedures die specifiek zijn voor aluminium matrijs toepassingen.
Preventieve onderhoudsprogramma's worden cruciaal voor HSM apparatuur vanwege de veeleisende bedrijfsomstandigheden en precisie-eisen. Spindel conditie monitoring, gereedschap meetsystemen en machine geometrie verificatie vereisen frequentere aandacht in vergelijking met conventionele bewerkingsbewerkingen. Onderhoudsintervallen nemen typisch af met 30-50% om consistente prestaties en oppervlaktekwaliteit capaciteit te garanderen.
Toekomstige Ontwikkelingen in Aluminium HSM Technologie
Opkomende technologieën blijven de aluminium HSM mogelijkheden verbeteren door verbeteringen in snijgereedschap materialen, machinegereedschap ontwerp en proces monitoring systemen. Ultrafijne korrel hardmetaal substraten met geavanceerde coatingsystemen maken nog hogere snijsnelheden mogelijk met behoud van de voordelen van gereedschapslevensduur en oppervlaktekwaliteit.
Artificial intelligence integratie in HSM systemen belooft adaptieve parameter optimalisatie die reageert op real-time snijomstandigheden. Deze systemen bewaken trillingen, akoestische emissies en energieverbruik om automatisch de snijparameters aan te passen voor optimaal oppervlaktekwaliteit onderhoud gedurende het bewerkingsproces.
Additive manufacturing integratie met HSM creëert hybride productiestrategieën waarbij complexe matrijs geometrieën near-net-shape printing ontvangen, gevolgd door HSM afwerkingsbewerkingen. Deze aanpak optimaliseert zowel de productiviteit als de oppervlaktekwaliteit en maakt geometrische complexiteit mogelijk die voorheen onmogelijk was via conventionele fabricagemethoden.
Geavanceerde simulatie mogelijkheden maken virtuele optimalisatie van HSM processen mogelijk vóór fysieke implementatie, waardoor de ontwikkeltijd wordt verkort en optimale resultaten worden gegarandeerd vanaf de eerste productieruns. Deze systemen voorspellen nauwkeurig de oppervlaktekwaliteit resultaten op basis van materiaaleigenschappen, snijparameters en gereedschapspad strategieën.
Veelgestelde Vragen
Welke spindelsnelheden zijn vereist voor een optimale aluminium matrijs oppervlakteafwerking in HSM?
Een optimale aluminium matrijs oppervlakteafwerking vereist typisch spindelsnelheden van meer dan 15.000 RPM voor de meeste toepassingen, waarbij specifieke vereisten variëren op basis van de gereedschapsdiameter en de aluminiumlegering. Voor Al 6061-T6 met behulp van 10-12 mm vingerfrezen bereiken snelheden van 15.000-20.000 RPM consistent Ra waarden onder 0.2 μm. Hogere snelheden tot 40.000 RPM zijn gunstig voor gereedschappen met een kleinere diameter en meer veeleisende oppervlaktekwaliteit vereisten.
Hoe elimineert HSM de noodzaak voor secundaire afwerkingsbewerkingen op aluminium matrijzen?
HSM elimineert secundaire afwerking door de vereiste oppervlaktekwaliteit direct te bereiken door geoptimaliseerde snijmechanica die de vorming van een opgebouwde snijkant voorkomen en werkverhardingseffecten minimaliseren. De hoge snijsnelheden verschuiven de warmteontwikkeling naar de spaander in plaats van het werkstuk, waardoor directe realisatie van Ra waarden in het bereik van 0.1-0.3 μm mogelijk is die voldoen aan de spuitgietvereisten zonder polijsten of EDM afwerking.
Welke aluminiumlegeringen reageren het beste op HSM voor matrijs toepassingen?
Al 6061-T6 biedt de optimale combinatie van bewerkbaarheid en oppervlakteafwerkingscapaciteit voor HSM matrijs toepassingen, waarbij consistent Ra waarden van 0.1-0.2 μm worden bereikt. Al 7075-T6 biedt een hogere sterkte, maar vereist een zorgvuldigere parameterselectie om een equivalente oppervlaktekwaliteit te bereiken. Al 2024-T4 presenteert uitdagingen vanwege werkverharding neigingen, maar blijft haalbaar voor minder veeleisende toepassingen.
Welke snijparameters bieden de beste balans tussen productiviteit en oppervlaktekwaliteit?
Optimale snijparameters combineren typisch spindelsnelheden van 15.000-20.000 RPM met voedingssnelheden van 4.000-6.000 mm/min voor aluminium matrijzen. De axiale snedediepte moet onder 1.0 mm blijven voor afwerkingsbewerkingen, waarbij de radiale ingrijping beperkt is tot 5-15% van de gereedschapsdiameter met behulp van trochoïdale gereedschapspaden. Deze parameters handhaven een optimale spaandebelasting en voorkomen tegelijkertijd gereedschapsafbuiging die de oppervlaktekwaliteit in gevaar brengt.
Hoe beïnvloedt de koelvloeistof strategie de aluminium HSM oppervlaktekwaliteit?
De koelvloeistof strategie beïnvloedt kritisch de oppervlaktekwaliteit door warmtebeheer en spaanderafvoer controle. Minimum hoeveelheid smering (MQL) bij 50-100 ml/uur biedt optimale smering zonder problemen met spaander hersnijden, terwijl hogedruk koelvloeistof bij 70-150 bar zorgt voor een volledige spaanderafvoer. De juiste koelvloeistof toediening voorkomt de vorming van een opgebouwde snijkant en handhaaft consistente snijomstandigheden die essentieel zijn voor een superieure oppervlakteafwerking.
Welke kwaliteitscontrole methoden verifiëren het beste de aluminium matrijs oppervlakteafwerking van HSM?
Contact profilometrie met behulp van een 2 μm radius stylus biedt de meest betrouwbare Ra meting voor aluminium matrijs oppervlakken, waarbij meerdere meetlocaties zorgen voor statistische validiteit. Niet-contact witte licht interferometrie biedt voordelen voor complexe geometrieën en bereikt een sub-nanometer resolutie voor gedetailleerde oppervlakte karakterisering. Beide methoden vereisen gekalibreerde apparatuur en getrainde operators voor nauwkeurige resultaten.
Welke economische voordelen rechtvaardigen HSM investering voor aluminium matrijs productie?
HSM investering bereikt typisch een terugverdientijd binnen 12-24 maanden door cyclustijd reducties van 60-70%, eliminatie van secundaire afwerkingsbewerkingen die €300-700/m² kosten, en algehele productiekosten reducties van 25-40%. Extra voordelen zijn onder meer verbeterde kwaliteitsconsistentie, verminderde herbewerkingspercentages en snellere levertijden die de concurrentiepositie op de matrijs fabricagemarkt verbeteren.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece