Dieptrekken versus Spinnen: Cilindrische Metalen Vormen Fabriceren
Het fabriceren van cilindrische metalen componenten presenteert ingenieurs met twee primaire vormprocessen: dieptrekken en metaalspinnen. Elk proces biedt duidelijke voordelen op het gebied van materiaalgebruik, gereedschapskosten, productievolumes en haalbare toleranties. Het begrijpen van de fundamentele verschillen tussen deze processen is cruciaal voor het optimaliseren van fabricageresultaten en kosteneffectiviteit.
Belangrijkste punten
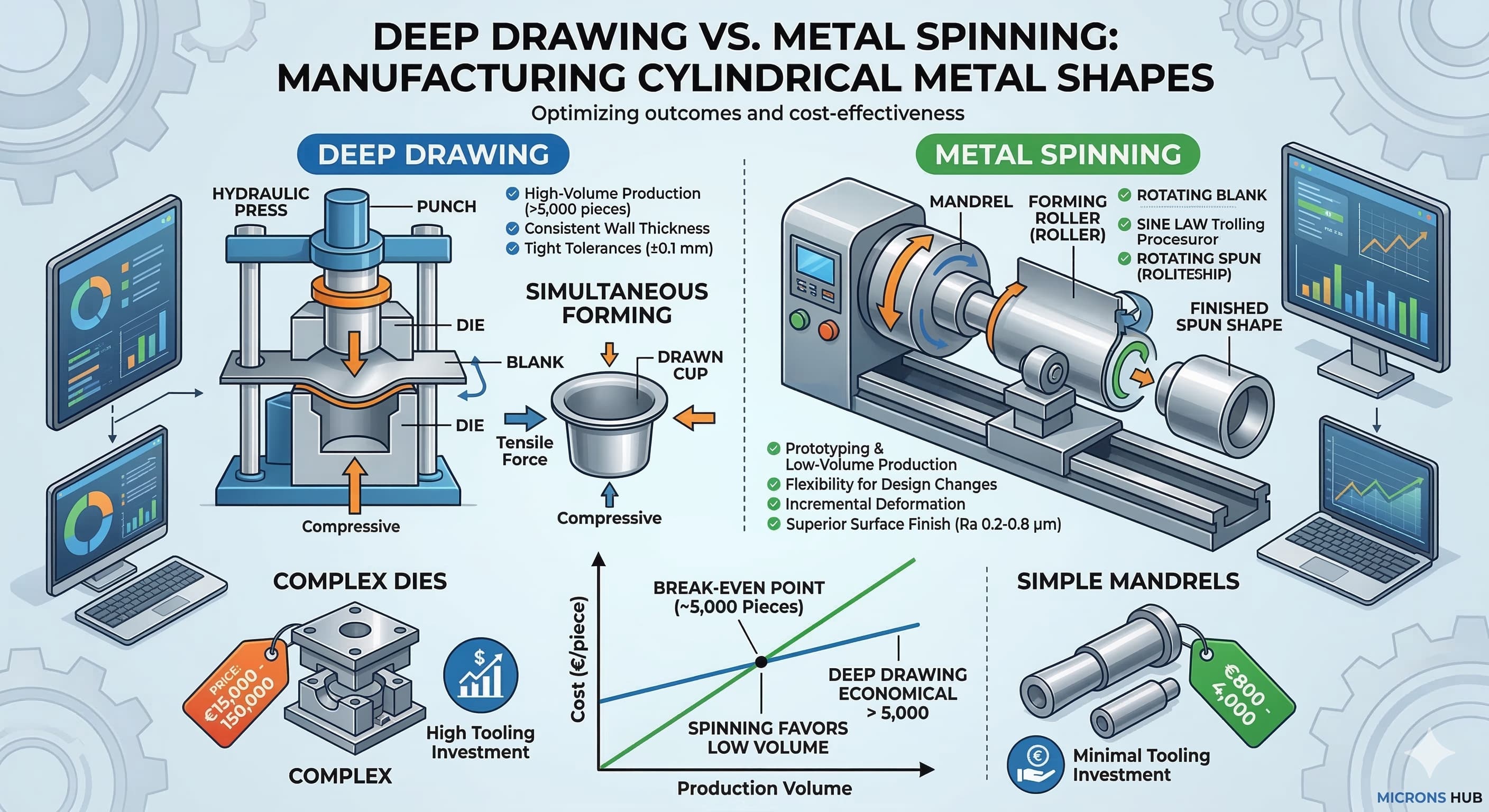
- Dieptrekken blinkt uit in productie met hoge volumes, consistente wanddikte en strakke toleranties (±0,1 mm)
- Metaalspinnen biedt superieure flexibiliteit voor prototyping en productie met lage volumes met minimale investering in gereedschap
- Materiaalkeuze heeft een aanzienlijke invloed op de levensvatbaarheid van het proces, waarbij dieptrekken hogere ductiliteitsverhoudingen vereist
- Kostenanalyse onthult dat dieptrekken economisch wordt bij volumes van meer dan 5.000 stuks per jaar
Fundamenten van het Dieptrekproces
Dieptrekken transformeert platte metalen platen in cilindrische of doosvormige componenten door een combinatie van trek- en drukkrachten. Het proces maakt gebruik van een stempel- en matrijsysteem waarbij de stempel de plaat door de matrijsopening dwingt, waardoor een naadloze holle vorm ontstaat met een diepte die groter is dan de helft van de diameter.
De kritische parameter bij dieptrekken is de trekverhouding (DR), berekend als de plaatdiameter gedeeld door de stempeldiameter. Voor de meeste materialen kan een enkele trekbewerking verhoudingen tussen 1,8:1 en 2,2:1 bereiken. Wanneer hogere verhoudingen vereist zijn, zijn meerdere trekfasen noodzakelijk, waarbij elke volgende fase de diameter met ongeveer 20-30% vermindert.
De materiaalstroom tijdens het dieptrekken volgt specifieke patronen. De buitenste gebieden van de plaat ervaren circumferentiële compressie, terwijl het zijwandmateriaal trekspanning ondergaat. Deze dubbele spanningsconditie vereist materialen met uitstekende ductiliteit en een uniforme korrelstructuur. Staalsoorten zoals DC04 (EN 10130) en aluminiumlegering 3003-H14 vertonen optimale prestaties vanwege hun hoge r-waarden (rekverhouding) van 1,8-2,2.
Het ontwerp van het gereedschap speelt een cruciale rol bij het bereiken van consistente resultaten. De matrijsradius varieert typisch van 6-10 keer de materiaaldikte, terwijl de stempelradius op 4-8 keer de dikte wordt gehouden. Deze verhoudingen voorkomen het scheuren van materiaal tijdens de vormbewerking en minimaliseren tegelijkertijd terugveringseffecten.
Mechanica van het Metaalspinproces
Metaalspinnen, ook bekend als spinvormen, vormt cilindrische componenten door een metalen plaat met hoge snelheid te roteren terwijl lokale druk wordt uitgeoefend door middel van vormgereedschappen. De plaat wordt vastgeklemd tegen een doorn die de interne geometrie definieert, en het materiaal wordt geleidelijk over deze doorn gevormd met behulp van rollen of gespecialiseerde spingereedschappen.
Het proces werkt volgens fundamenteel andere principes dan dieptrekken. In plaats van gelijktijdig vormen, creëert spinnen de gewenste vorm door incrementele vervorming. Materiaal stroomt radiaal naar binnen en axiaal langs het doorn oppervlak, waarbij de wanddikte varieert volgens de sinuswet: t₁ = t₀ × sin α, waarbij t₁ de uiteindelijke dikte is, t₀ de initiële dikte en α de hoek vanaf de rotatieas.
Spindoorns vereisen nauwkeurige bewerking, maar vertegenwoordigen aanzienlijk lagere gereedschapskosten in vergelijking met dieptrekmallen. Een typische stalen doorn voor spinnen kost €800-1.500, terwijl gelijkwaardig dieptrekgereedschap varieert van €15.000-50.000, afhankelijk van de complexiteit en productievereisten.
Het proces is geschikt voor een breder scala aan materialen, waaronder koudverstevigende legeringen die een uitdaging kunnen vormen voor dieptrekken. Roestvrij staal 316L, titanium Ti-6Al-4V en Inconel 625 kunnen met succes worden gesponnen vanwege de incrementele aard van de vervorming, die overmatige spanningsconcentratie voorkomt.
Materiaalkeuze en Compatibiliteit
Materiaalkeuze vertegenwoordigt een kritisch beslispunt tussen dieptrek- en spinprocessen. Elke vormmethode stelt verschillende eisen aan materiaaleigenschappen, wat zowel de haalbaarheid van het proces als de uiteindelijke kwaliteit van de component beïnvloedt.
| Materiaaleigenschap | Vereisten voor dieptrekken | Vereisten voor spinnen | Typische waarden |
|---|---|---|---|
| Rek (%) | ≥25% | ≥15% | DC04: 38-42% |
| r-waarde (rekverhouding) | ≥1.4 | ≥0.8 | Al 3003: 0.6-0.8 |
| n-waarde (rekversteviging) | 0.20-0.25 | 0.15-0.30 | 304 SS: 0.45 |
| Vloeigrens (MPa) | 140-300 | 200-600 | Ti-6Al-4V: 880 |
Dieptrekken vereist materialen met hoge plastische rekverhoudingen (r-waarden) om oren te voorkomen en een uniforme materiaalstroom te garanderen. De r-waarde vertegenwoordigt de verhouding van breedterek tot dikterek tijdens trekproeven. Materialen met r-waarden onder 1,0 hebben de neiging om overmatig dun te worden tijdens trekbewerkingen, wat kan leiden tot falen.
Spinprocessen zijn geschikt voor materialen met lagere vervormbaarheidsindices omdat vervorming incrementeel plaatsvindt in plaats van gelijktijdig over de gehele plaat. Deze eigenschap maakt spinnen bijzonder geschikt voor hoogvaste legeringen en exotische materialen waar dieptrekken de vervormingsgrenzen van het materiaal zou overschrijden.
Korrelgrootte beïnvloedt beide processen aanzienlijk, maar met verschillende implicaties. Fijnkorrelige materialen (ASTM korrelgrootte 7-9) zorgen voor een betere oppervlakteafwerking in dieptrektoepassingen, terwijl spinnen grovere korrelstructuren kan tolereren zonder de maatnauwkeurigheid in gevaar te brengen.
Gereedschapsontwerp en Investeringsanalyse
Het fundamentele verschil in gereedschapsvereisten tussen dieptrekken en spinnen heeft een directe invloed op de projecteconomie en doorlooptijden. Dieptrekken vereist nauwkeurig bewerkte progressieve matrijzen vervaardigd uit gereedschapsstaalsoorten zoals D2 of A2, met hardheidswaarden variërend van 58-62 HRC.
De constructie van progressieve matrijzen omvat meerdere stations voor complexe geometrieën, waarbij elk station nauwkeurige uitlijning en spelingcontrole vereist. Typische matrijsspelingen variëren van 1,1-1,3 keer de materiaaldikte voor staal en 1,2-1,4 keer voor aluminiumlegeringen. Deze strakke toleranties vereisen fabricage met hoge precisie, waardoor de gereedschapskosten stijgen.
Spindoorns bieden een aanzienlijk lagere investering in gereedschap. Een typische doorn kan worden vervaardigd uit aluminium 7075-T6 voor prototype toepassingen of staal 4140 voor productieruns. De doorn vereist alleen de uiteindelijke interne geometrie, waardoor de complexe holteprofielen die nodig zijn voor dieptrekmallen, worden geëlimineerd.
| Gereedschapscomponent | Kosten dieptrekken (€) | Kosten spinnen (€) | Levertijd (weken) |
|---|---|---|---|
| Eenvoudig cilindrisch (Ø100mm) | 15.000 - 25.000 | 800 - 1.500 | 6-8 vs 2-3 |
| Complex getrapt profiel | 35.000 - 60.000 | 2.000 - 4.000 | 10-12 vs 3-4 |
| Meerfasig progressief | 75.000 - 150.000 | N/A (Enkele fase) | 12-16 vs N/A |
| Gereedschapsonderhoud (jaarlijks) | 5-10% van de initiële kosten | 2-3% van de initiële kosten | Lopend |
Overwegingen met betrekking tot de levensduur van het gereedschap onderscheiden de processen verder. Dieptrekmallen zijn typisch bestand tegen 500.000-2.000.000 cycli, afhankelijk van materiaal en complexiteit, terwijl spindoorns meer dan 10.000 cycli kunnen overschrijden met het juiste onderhoud. Spingereedschappen (rollen en vormwerktuigen) vereisen echter periodieke vervanging om de 5.000-15.000 cycli.
Voor resultaten met hoge precisie, Dien uw project in voor een offerte binnen 24 uur van Microns Hub.
Maatnauwkeurigheid en Oppervlaktekwaliteit
Het bereiken van nauwkeurige maatcontrole vereist inzicht in hoe elk proces de uiteindelijke componentgeometrie beïnvloedt. Dieptrekken levert doorgaans een superieure concentriciteit en uniformiteit van de wanddikte vanwege de gelijktijdige vormwerking over de gehele plaat.
De variatie in wanddikte in diepgetrokken componenten blijft over het algemeen binnen ±10-15% van de oorspronkelijke plaatdikte, waarbij de dunste secties zich bevinden bij de stempelneusradius. Dit voorspelbare verdunningspatroon stelt ingenieurs in staat om te compenseren door middel van plaatdikte selectie en trekreductieplanning.
Spinbewerkingen produceren componenten met een wanddikte volgens de sinuswet relatie, wat resulteert in opzettelijke diktevariatie waarmee rekening moet worden gehouden in ontwerpberekeningen. Spinnen biedt echter superieure controle over de lokale geometrie, waardoor functies zoals flenzen, groeven en complexe curven mogelijk zijn die meerdere dieptrekbewerkingen vereisen.
De kwaliteit van de oppervlakteafwerking verschilt aanzienlijk tussen de processen. Diepgetrokken componenten vertonen uniforme oppervlaktekenmerken die overeenkomen met de oorspronkelijke plaattoestand, typisch Ra 0,8-1,6 μm voor koudgewalste staalsubstraten. Spinbewerkingen kunnen superieure oppervlakteafwerkingen (Ra 0,2-0,8 μm) bereiken door de polijstende werking van vormgereedschappen, wat vooral gunstig is voor toepassingen die minimale nabewerking vereisen.
Maattoleranties die haalbaar zijn door elk proces weerspiegelen de fundamentele vormmechanismen. Dieptrekken bereikt routinematig ±0,1 mm op diameter en ±0,15 mm op hoogte voor componenten tot 200 mm diameter. Spintoleranties zijn afhankelijk van de doornnauwkeurigheid en procescontrole, en leveren doorgaans ±0,2 mm op diameter en ±0,25 mm op hoogte voor componenten van vergelijkbare grootte.
Optimalisatie van Productievolume
Economische analyse onthult duidelijke break-even punten waar elk proces voordelig wordt. De hoge investering in gereedschap bij dieptrekken vereist aanzienlijke productievolumes om de initiële uitgaven te rechtvaardigen, terwijl de lagere opstartkosten van spinnen kleinere batches en prototype ontwikkeling begunstigen.
De kosten-per-stuk berekening omvat de efficiëntie van het materiaalgebruik, wat dieptrekken sterk begunstigt voor eenvoudige geometrieën. Diepgetrokken cilinders bereiken typisch 85-92% materiaalgebruik, terwijl spinbewerkingen variëren van 95-98% vanwege minimale afvalproductie. Het voordeel van de materiaalefficiëntie van spinnen vermindert echter wanneer rekening wordt gehouden met de mogelijkheid van dikkere startplaten die nodig zijn om de gewenste uiteindelijke dikte in kritieke gebieden te bereiken.
| Productievolume | Dieptrekken (€/stuk) | Spinnen (€/stuk) | Aanbevolen proces |
|---|---|---|---|
| 1-100 stuks | 45.00 - 65.00 | 12.00 - 18.00 | Spinnen |
| 500-1.000 stuks | 18.00 - 25.00 | 10.00 - 15.00 | Spinnen |
| 5.000-10.000 stuks | 4.50 - 6.50 | 8.00 - 12.00 | Dieptrekken |
| 50.000+ stuks | 2.20 - 3.80 | 7.50 - 11.00 | Dieptrekken |
Cyclus tijdanalyse onthult de superioriteit van dieptrekken in scenario's met hoge volumes. Een typische dieptrekbewerking is voltooid in 3-8 seconden, afhankelijk van de complexiteit, terwijl spinbewerkingen 2-15 minuten per component vereisen. Dit dramatische verschil in productiesnelheid maakt dieptrekken de duidelijke keuze voor toepassingen met hoge volumes, ondanks de initiële investering in gereedschap.
Secundaire bewerkingen hebben een aanzienlijke invloed op de totale fabricagekosten. Diepgetrokken componenten vereisen vaak trimmen, doorboren of extra vormbewerkingen die €0,50-2,00 per stuk toevoegen. Spinbewerkingen leveren typisch bijna-netto-vorm componenten op die minimale secundaire verwerking vereisen, wat kostenvoordelen biedt bij complexe geometrieën.
Kwaliteitscontrole en Inspectiemethoden
Kwaliteitsborgingsprotocollen voor beide processen moeten de unieke kenmerken en potentiële faalmodi van elke vormmethode aanpakken. De kwaliteitscontrole bij dieptrekken richt zich op het voorkomen van veelvoorkomende defecten zoals oren, rimpels, scheuren en overmatige verdunning door procesparameteroptimalisatie en statistische procescontrole.
Kritieke meetpunten voor diepgetrokken componenten omvatten wanddikteverdeling met behulp van ultrasone meting, maatnauwkeurigheid door coördinatenmeetmachines (CMM) en beoordeling van de oppervlaktekwaliteit. Inline monitoringsystemen kunnen stempelkrachtvariaties detecteren die wijzen op mogelijke gereedschapslijtage of veranderingen in materiaaleigenschappen.
De kwaliteitscontrole bij spinnen benadrukt de nauwkeurigheid van de doorn, de conditie van het vormgereedschap en de consistentie van de rotatiesnelheid. De incrementele aard van spinnen maakt in-proces aanpassingen mogelijk, waardoor mogelijkheden ontstaan om maat afwijkingen te corrigeren tijdens het vormen in plaats van voltooide componenten te schrappen.
De implementatie van statistische procescontrole verschilt tussen de processen. Dieptrekken profiteert van Cpk-waarden van meer dan 1,33 voor kritieke afmetingen, haalbaar door strakke controle van de plaatpositionering, smeerconsistentie en pers tonnage. Spinbewerkingen vereisen monitoring van de stabiliteit van de rotatiesnelheid (±2%), de consistentie van de aanvoersnelheid (±5%) en de uniformiteit van de vormdruk.
Wanneer u bestelt bij Microns Hub, profiteert u van directe fabrikantrelaties die zorgen voor superieure kwaliteitscontrole en concurrerende prijzen in vergelijking met marktplaatsplatforms. Onze technische expertise en persoonlijke serviceaanpak betekent dat elk project de aandacht voor detail krijgt die het verdient, met uitgebreide kwaliteitsdocumentatie en traceerbaarheid.
Integratie met Fabricagesystemen
Moderne fabricageomgevingen vereisen naadloze integratie van vormprocessen met upstream en downstream bewerkingen. Dieptreklijnen omvatten typisch geautomatiseerde plaattoevoer, transfersystemen en geïntegreerde precisie CNC-bewerkingsdiensten voor secundaire bewerkingen.
De hoge snelheid van dieptrekbewerkingen vereist geavanceerde automatiseringssystemen die in staat zijn om de cyclustijden te handhaven en tegelijkertijd een consistente onderdeelkwaliteit te garanderen. Progressieve matrijs systemen kunnen meerdere vormbewerkingen, doorboren en trimmen integreren binnen een enkele persslag, waardoor de efficiëntie wordt gemaximaliseerd en de handlingkosten worden geminimaliseerd.
Spinbewerkingen, hoewel over het algemeen meer handmatige tussenkomst vereisen, bieden flexibiliteit bij het accommoderen van ontwerpwijzigingen en productvariaties. CNC-spinbanken bieden geautomatiseerde controle van vormsequenties met behoud van de inherente aanpasbaarheid van het proces aan verschillende componentgeometrieën.
Integratie met onze fabricagediensten maakt uitgebreid projectmanagement mogelijk van initieel ontwerp tot eindinspectie. Deze geïntegreerde aanpak zorgt voor een optimale processelectie op basis van specifieke projectvereisten in plaats van het beperken van opties tot enkele fabricagemethoden.
Overwegingen met betrekking tot de toeleveringsketen beïnvloeden ook de processelectie. De afhankelijkheid van dieptrekken van gespecialiseerd gereedschap creëert afhankelijkheden van gereedschap- en matrijzenmakers, waardoor de doorlooptijden voor nieuwe projecten mogelijk worden verlengd. Spinbewerkingen kunnen vaak gebruikmaken van bestaande doorninventaris of snel nieuwe doorns vervaardigen met behulp van standaard bewerkingsmogelijkheden.
Geavanceerde Toepassingen en Casestudies
Lucht- en ruimtevaarttoepassingen demonstreren het kritieke belang van processelectie in veeleisende omgevingen. Dieptrekken blinkt uit in het produceren van brandstoftankcomponenten waar een consistente wanddikte en lekvrije constructie van het grootste belang zijn. Het proces levert de maat herhaalbaarheid die vereist is voor geautomatiseerde assemblagebewerkingen met behoud van de structurele integriteit die nodig is voor drukvattoepassingen.
Spinnen vindt toepassing in de lucht- en ruimtevaart voor complexe kegelsecties, neuskegels en overgangskanaalwerk waar het vermogen om samengestelde curven en variërende wanddikte te vormen ontwerpvoordelen biedt. De compatibiliteit van het proces met titanium- en Inconel-legeringen maakt het bijzonder waardevol voor toepassingen bij hoge temperaturen waar materiaaleigenschappen de vormgrenzen van conventioneel dieptrekken overschrijden.
Automobieltoepassingen tonen volumegestuurde besluitvorming. Dieptrekken domineert de productie van componenten met hoge volumes, zoals oliecarters, brandstoftanks en structurele elementen, waar de afgeschreven gereedschapskosten verwaarloosbaar worden over miljoenen componenten. De procesintegratie met automobielassemblagelijnen biedt de snelheid en consistentie die vereist zijn voor just-in-time fabricage.
De fabricage van medische apparatuur presenteert unieke uitdagingen waar biocompatibiliteit, oppervlakteafwerking en maatnauwkeurigheid samenkomen. Spinbewerkingen blinken uit in het produceren van chirurgische instrumenten en implanteerbare apparaatcomponenten waar de superieure oppervlakteafwerking en materiaalcompatibiliteit met exotische legeringen klinische voordelen bieden.
De elektronica-industrie maakt gebruik van beide processen, afhankelijk van de volumevereisten. Dieptrekken dient toepassingen met hoge volumes, zoals koellichamen en elektromagnetische afschermingscomponenten, terwijl spinnen gespecialiseerde vereisten aanpakt, zoals EMI-afschermingstoepassingen waar complexe geometrieën en een superieure oppervlakteafwerking de prestaties beïnvloeden.
Toekomstige Technologietrends
Opkomende technologieën blijven de mogelijkheden van beide vormprocessen uitbreiden. Servo-aangedreven dieptrekpersen bieden programmeerbare bewegingsprofielen, waardoor optimalisatie van de materiaalstroom en vermindering van terugveringseffecten mogelijk zijn. Deze geavanceerde systemen bereiken vormkrachten met precisie die voorheen onbereikbaar was met conventionele mechanische persen.
Warmvormtechnieken breiden het scala aan materialen uit dat geschikt is voor dieptrekbewerkingen. Aluminiumlegeringen die traditioneel meerdere trekfasen vereisten, kunnen nu in enkele bewerkingen worden gevormd door gecontroleerde verwarming van platen en matrijzen. Deze vooruitgang vermindert de complexiteit van het gereedschap en verbetert de efficiëntie van het materiaalgebruik.
CNC-spinnen blijft evolueren door verbeterde procesmonitoring en adaptieve controlesystemen. Real-time meting van vormkrachten en componentafmetingen maakt automatische aanpassing van procesparameters mogelijk, waardoor de vereisten voor de vaardigheid van de operator worden verminderd en de maatconsistentie wordt verbeterd.
Additieve fabricage beïnvloedt beide processen door snelle gereedschapstoepassingen. 3D-geprinte doorns en vormgereedschappen maken kosteneffectieve prototype ontwikkeling en productieruns met lage volumes mogelijk, waardoor de kloof wordt overbrugd tussen traditionele gereedschapsinvesteringen en projectvereisten.
Simulatiesoftware biedt steeds nauwkeurigere voorspellingen van materiaalstroom, spanningsverdeling en potentiële faalmodi. Eindige-elementenanalyse (FEA) maakt procesoptimalisatie mogelijk voorafgaand aan de fabricage van gereedschap, waardoor de ontwikkeltijd wordt verkort en de succespercentages van het eerste stuk worden verbeterd.
Veelgestelde Vragen
Wat is de minimale wanddikte die haalbaar is met dieptrekken versus spinnen?
Dieptrekken handhaaft typisch de wanddikte binnen 85-90% van de oorspronkelijke plaatdikte, met een minimale praktische dikte van ongeveer 0,3 mm voor staal en 0,5 mm voor aluminium. Spinnen kan dunnere wanden bereiken in gelokaliseerde gebieden, mogelijk tot een dikte van 0,2 mm, maar dit varieert afhankelijk van de sinuswet relatie en de doorngeometrie.
Hoe verhouden de materiaalkosten zich tussen de twee processen?
Materiaalkosten zijn gunstiger voor dieptrekken vanwege een beter materiaalgebruik (85-92%) in vergelijking met het hogere gebruik van spinnen (95-98%), maar de vereiste voor dikkere startplaten. Dieptrekken gebruikt typisch 15-25% minder grondstoffen voor eenvoudige cilindrische vormen, hoewel dit voordeel afneemt bij complexe geometrieën die meerdere bewerkingen vereisen.
Welke kwaliteit van de oppervlakteafwerking kan met elk proces worden bereikt?
Dieptrekken handhaaft de oorspronkelijke oppervlakteafwerking van de plaat, typisch Ra 0,8-1,6 μm voor koudgewalste staalsubstraten. Spinnen kan superieure oppervlakteafwerkingen van Ra 0,2-0,8 μm bereiken door de polijstende werking van vormgereedschappen, waardoor het de voorkeur verdient voor toepassingen die minimale nabewerking of decoratieve afwerkingen vereisen.
Welk proces biedt een betere maat tolerantie controle?
Dieptrekken bereikt routinematig ±0,1 mm toleranties op diameter en ±0,15 mm op hoogte voor componenten tot 200 mm diameter. Spinnen levert typisch ±0,2 mm op diameter en ±0,25 mm op hoogte, hoewel superieure lokale geometriecontrole mogelijk is door bekwame bediening en het juiste gereedschap.
Hoe beïnvloedt het productievolume de proceseconomie?
Dieptrekken wordt economisch voordelig bij volumes van meer dan 5.000 stuks per jaar vanwege hoge gereedschapskosten (€15.000-60.000) maar lage kosten per stuk (€2,20-6,50). Spinnen is gunstiger voor productie met lage volumes met minimale investering in gereedschap (€800-4.000) maar hogere kosten per stuk (€8,00-18,00) bij hoge volumes.
Wat zijn de typische doorlooptijden voor gereedschap en eerste artikelen?
Dieptrekgereedschap vereist 6-16 weken, afhankelijk van de complexiteit, waarbij eenvoudige cilindrische matrijzen 6-8 weken duren en progressieve meertraps gereedschap 16 weken. Spindoorns vereisen typisch 2-4 weken, waardoor een snellere projectinitiatie en ontwerpiteratie cycli mogelijk zijn.
Welk proces is beter geschikt voor ontwerpwijzigingen tijdens de productie?
Spinnen biedt superieure flexibiliteit voor ontwerpwijzigingen, waarbij vaak alleen doorn aanpassingen of nieuwe doornfabricage nodig zijn die €800-4.000 kosten. Dieptrekontwerpwijzigingen vereisen typisch matrijs wijzigingen of volledige matrijs vervanging, wat aanzienlijke tijd- en kosteninvesteringen van €5.000-25.000 vertegenwoordigt, afhankelijk van de omvang van de vereiste wijzigingen.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece