Utstøterstiftmerker: Designe "sikre soner" på kosmetiske støpeoverflater
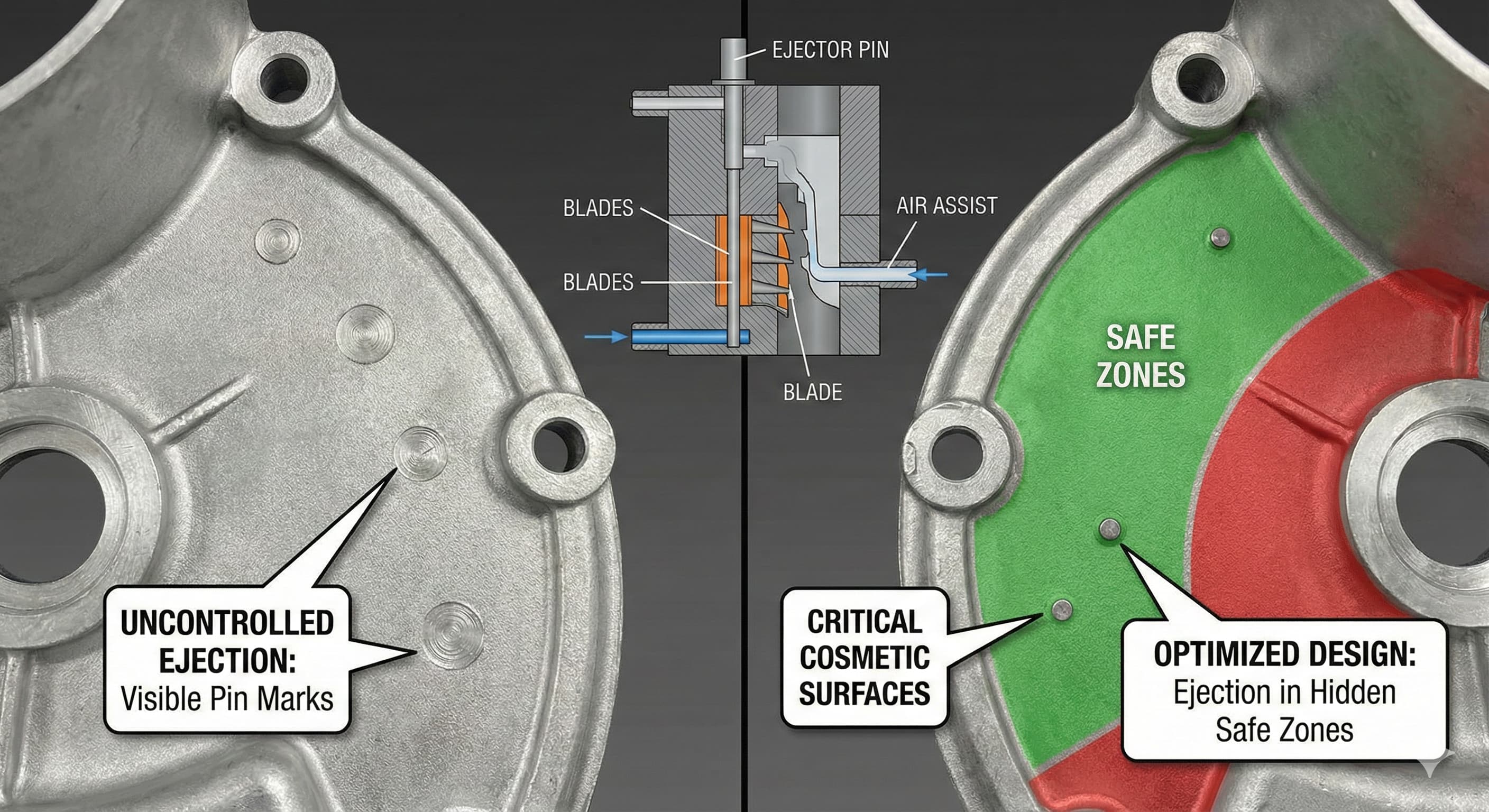
Utstøterstiftmerker representerer en av de mest vedvarende kvalitetsutfordringene innen støpedelproduksjon, spesielt når komponenter har synlige kosmetiske overflater. Disse tilsynelatende mindre overflatefeilene kan forvandle en ellers perfekt støping til en avvisning, noe som driver opp kostnadene og forlenger leveringstidene. Den strategiske plasseringen av utstøterstifter krever en systematisk tilnærming som balanserer produksjonseffektivitet med estetiske krav.
Forståelsen av utstøterstiftmerkets dannelse begynner med å gjenkjenne den grunnleggende fysikken som er involvert. Under utstøtingen skaper lokaliserte spenningskonsentrasjoner permanente deformasjonssoner som varierer fra 0,2 mm til 2,0 mm i diameter, avhengig av stiftegeometri og materialegenskaper. Disse merkene vises som sirkulære fordypninger, hevede områder eller teksturvariasjoner som blir spesielt tydelige på polerte eller anodiserte overflater.
Viktige punkter
- Utstøterstiftmerker danner permanente overflatedefekter på 0,2-2,0 mm i diameter gjennom lokalisert spenningskonsentrasjon under delutstøting
- Strategisk "sikker sone"-plassering krever analyse av delgeometri, slippvinkler og kosmetiske overflatekrav tidlig i designfasen
- Stiftdiameter, utstøtingskraft og materialhardhet påvirker direkte merkets alvorlighetsgrad og synlighet på ferdige overflater
- Avanserte teknikker inkludert bladutstøting, stripperplater og luftassisterte systemer kan minimere eller eliminere synlig merking
Forståelse av utstøterstiftmerkets dannelse
Dannelsen av utstøterstiftmerker skjer gjennom et komplekst samspill av mekaniske krefter, materialegenskaper og termiske forhold. Når utstøterstiftene kommer i kontakt med støpedelen, skaper de lokaliserte spenningsfelt som overskrider materialets elastiske grense, noe som resulterer i permanent plastisk deformasjon.
Materialhardhet spiller en kritisk rolle i merkets alvorlighetsgrad. Aluminiumlegeringer som A380 (typisk hardhet 80-100 HB) viser forskjellige merkeegenskaper sammenlignet med A356-T6 (hardhet 70-95 HB). Mykere materialer viser generelt mer uttalt merking, mens hardere legeringer kan vise mindre synlig deformasjon, men kan oppleve overflatesprekker under overdreven utstøtingskraft.
Temperatureffekter forverrer merkeproblemet. Deler som støtes ut ved temperaturer over 200 °C viser økt merkeutsatthet på grunn av redusert flytegrense. Omvendt viser deler som får kjøle seg ned under 150 °C før utstøting betydelig redusert merkedypde, selv om denne kjøleperioden påvirker syklustiden og produktiviteten.
| Materialkvalitet | Hardhet (HB) | Typisk markedybde (mm) | Anbefalt pindiameter (mm) |
|---|---|---|---|
| A380 (Støpt) | 80-100 | 0.15-0.30 | 6-10 |
| A356-T6 | 70-95 | 0.10-0.25 | 8-12 |
| A413 | 85-105 | 0.12-0.28 | 6-10 |
| Sink Legering #3 | 95-115 | 0.08-0.20 | 5-8 |
Stiftegeometri påvirker merkets dannelsesmønstre betydelig. Standard sylindriske stifter med 0,5-1,0 mm radiuskanter skaper sirkulære avtrykk, mens stifter med større radiuskanter (2-3 mm) fordeler krefter over større overflatearealer, noe som reduserer merkets alvorlighetsgrad. Stifter med større radius krever imidlertid økte utstøtingskrefter og kan forårsake delforvrengning i tynnveggede seksjoner.
Designprinsipper for sikker sone
Effektivt design av sikker sone begynner med omfattende overflateanalyse i den innledende designfasen. Kosmetiske overflater krever klassifisering i tre kategorier: Klasse A (synlig og kritisk), Klasse B (synlig, men ikke-kritisk) og Klasse C (skjult eller ikke-synlig). Dette klassifiseringssystemet styrer strategien for plassering av utstøterstifter og akseptable merketoleranser.
Optimalisering av slippvinkel påvirker direkte tilgjengeligheten av sikker sone. Overflater med tilstrekkelige slippvinkler (vanligvis 1-3 grader for aluminiumstøping) gir naturlig utstøtingsassistanse, reduserer nødvendige stiftekrefter og utvider potensielle sikre soneplasseringer. Utilstrekkelige slippvinkler tvinger designere til å plassere stifter på kosmetiske overflater eller risikere delskade under utstøting.
Geometrisk analyse avslører optimale sikre soneegenskaper. Flate overflater vinkelrett på utstøtingsretningen gir ideelle stifteplasseringsmuligheter, da krefter fordeles jevnt uten å skape spenningskonsentrasjoner. Buete overflater krever nøye analyse av lokal geometri, med konkave områder generelt foretrukket fremfor konvekse overflater for stifteplassering.
Når du arbeider med sandstøping for store komponenter, blir planlegging av sikker sone enda viktigere på grunn av de større overflatearealene og økt synlighet av defekter.
Dimensjonering av utstøterstift og kraftberegninger
Riktig dimensjonering av utstøterstift krever beregning av minimum stiftdiameter som er nødvendig for å forhindre knekking samtidig som kontakttrykket på deloverflatene minimeres. Den kritiske knekklasten for utstøterstifter følger Eulers formel, modifisert for produksjonsforhold:
P_kritisk = (π² × E × I) / (K × L²)
Der E representerer stifte-materialets elastisitetsmodul (vanligvis 200 GPa for verktøystål), I tilsvarer arealtreghetsmomentet, K er den effektive lengdefaktoren (2,0 for festede-frie forhold), og L representerer den ustøttede stiftlengden.
Kontakttrykkberegninger bestemmer merkepotensialet. Trykk P = F/A, der F representerer utstøtingskraft og A tilsvarer stiftekontaktarealet. Å opprettholde kontakttrykk under 50 MPa for aluminiumlegeringer forhindrer generelt synlig merking på kosmetiske overflater.
| Pindiameter (mm) | Maksimal ustøttet lengde (mm) | Kontakttrykk ved 500N (MPa) | Anbefalt bruksområde |
|---|---|---|---|
| 4 | 80 | 39.8 | Lett bruk, kosmetiske overflater |
| 6 | 120 | 17.7 | Standard bruksområder |
| 8 | 160 | 9.9 | Kraftig bruk, minimal merking |
| 10 | 200 | 6.4 | Store deler, distribuert last |
Kraftfordelingsstrategier inkluderer bruk av flere mindre stifter i stedet for færre store stifter. Denne tilnærmingen sprer utstøtingsbelastninger over bredere områder samtidig som individuelle stiftekrefter holdes innenfor akseptable grenser. For eksempel gir fire 6 mm stifter tilsvarende kontaktareal som én 12 mm stift, samtidig som de gir større plasseringsfleksibilitet.
Avanserte utstøtingsteknikker
Bladutstøtingssystemer tilbyr overlegne løsninger for deler med omfattende kosmetiske overflater. Disse systemene bruker tynne, flate utstøtingselementer (vanligvis 1-2 mm tykke) som kontakter deler langs lineære kanter i stedet for sirkulære punkter. Bladutstøtere fordeler krefter over større områder, og reduserer kontakttrykket med 60-80 % sammenlignet med konvensjonelle stifter.
Stripperplateutstøting gir den ultimate løsningen for å eliminere utstøtermerker på kosmetiske overflater. Stripperplaten kontakter hele delens omkrets samtidig, og skaper jevne utstøtingskrefter uten lokaliserte spenningskonsentrasjoner. Dette systemet krever imidlertid presis maskinering og tilfører kompleksitet til formdesignet.
Luftassistert utstøting kombinerer mekaniske stifter med trykkluftinjeksjon. Lufttrykk (vanligvis 0,3-0,8 MPa) supplerer mekaniske utstøtingskrefter, noe som tillater mindre stifter eller reduserte stiftekrefter. Denne teknikken viser seg spesielt effektiv for tynnveggede støpegods der konvensjonell utstøting kan forårsake forvrengning.
For høypresisjonsresultater, Send inn prosjektet ditt for et 24-timers tilbud fra Microns Hub.
Sekvensiell utstøtingstiming optimaliserer kraftpåføringen gjennom hele utstøtingssyklusen. Innledende kontakt med lav kraft etablerer delstabilitet, etterfulgt av progressive kraftøkninger når delen skilles fra formoverflatene. Denne tilnærmingen reduserer maksimalt kontakttrykk samtidig som den opprettholder pålitelig utstøtingsytelse.
Vurderinger for overflatebehandling
Overflatebehandlinger etter støping påvirker utstøtermerkets synlighet og akseptabilitet betydelig. Anodiseringsprosesser, spesielt Type II svovelsyreanodisering, har en tendens til å fremheve overflateuregelmessigheter, inkludert utstøterstiftmerker. Det anodiske oksidsjiktet dannes forskjellig over deformerte områder, og skaper synlige fargevariasjoner selv når dimensjonsforskjellene forblir minimale.
Pulverlakkapplikasjoner gir utmerket utstøtermerkedekning på grunn av beleggets evne til å fylle mindre overflatefordypninger. Filmtykkelser på 60-120 mikrometer maskerer effektivt stiftmerker opp til 0,2 mm dybde samtidig som de gir holdbar overflatebeskyttelse.
Mekaniske overflatebehandlinger som kulebanking eller tumbling kan redusere utstøtermerkets synlighet gjennom kontrollert overflateteksturering. Disse prosessene skaper jevn overflateruhet som kamuflerer lokaliserte deformasjonsmønstre. Dimensjonsendringer fra materialfjerning må imidlertid vurderes i deldesignet.
| Overflatebehandling | Reduksjon i synlighet av merke (%) | Typisk kostnadspåvirkning (€/del) | Behandlingstid (timer) |
|---|---|---|---|
| Støpt | 0 | 0 | 0 |
| Kulebanking | 70-85 | 2-5 | 0.5-1.0 |
| Pulverlakkering | 85-95 | 5-12 | 2-4 |
| Anodisering Type II | -20 til +10 | 8-15 | 3-6 |
| Kjemisk etsing | 60-80 | 3-8 | 1-2 |
Kjemisk etsing gir en annen tilnærming for merkeminimering. Kontrollert syreetse fjerner 0,05-0,15 mm overflatemateriale, og eliminerer effektivt grunne stiftmerker samtidig som det skapes jevn overflatetekstur. Denne prosessen krever presis maskering for å beskytte kritiske dimensjoner og gjengede funksjoner.
Optimalisering av formdesign
Optimalisering av formdesign begynner med omfattende utstøtingsanalyse i den innledende designfasen. Moderne CAD-systemer muliggjør finite element-analyse av utstøtingsspenninger, slik at designere kan forutsi stiftmerkeplasseringer og alvorlighetsgrad før formkonstruksjonen begynner.
Algoritmer for plassering av utstøterstifter vurderer flere faktorer samtidig: delgeometri, slippvinkler, overflateklassifisering, strukturell integritet og produksjonsbegrensninger. Optimaliseringsprogramvare rangerer potensielle stifteplasseringer basert på vektede kriterier, og sikrer at kosmetiske overflater får tilstrekkelig beskyttelse.
Ved integrering med presisjons CNC-maskineringstjenester for sekundære operasjoner, må plasseringene av utstøterstiftene vurdere påfølgende maskineringskrav og oppspenningsbehov.
Progressive utstøtingssystemer sekvenserer stifteaktivering for å minimere maksimal kraft. Innledende stifter engasjerer ikke-kosmetiske overflater, og gir delstabilitet før kosmetiske overflatestifter aktiveres. Denne tilnærmingen reduserer merkekrefter samtidig som den opprettholder utstøtingspålitelighet.
Termisk styring i formsystemer påvirker utstøtingskravene. Optimaliserte kjølekanaler opprettholder jevne formtemperaturer, reduserer delheft og utstøtingskrefter. Temperaturforskjeller over 30 °C mellom formseksjoner kan doble nødvendige utstøtingskrefter.
Kvalitetskontroll og inspeksjon
Kvalitetskontrollprotokoller for utstøterstiftmerker krever standardiserte inspeksjonsprosedyrer og akseptkriterier. Visuelle inspeksjonsstandarder klassifiserer vanligvis merker etter diameter, dybde og plassering i forhold til kosmetiske overflater.
Dimensjonsmåling av stiftmerker bruker kontakt- og ikke-kontaktmetoder. Stylusprofilometri gir presise dybdemålinger med 0,01 mm oppløsning, mens optiske skannesystemer fanger opp komplett merkegeometri, inkludert diameter og kantegenskaper.
Statistisk prosesskontroll sporer utstøterstiftmerketrender over produksjonsløp. Kontrolldiagrammer overvåker merkedypde, frekvens og plasseringsmønstre, noe som muliggjør tidlig oppdagelse av formslitasje eller prosessparameterdrift.
| Inspeksjonsmetode | Oppløsning (mm) | Inspeksjonstid (sekunder) | Kostnad for utstyr (€) |
|---|---|---|---|
| Visuell inspeksjon | 0.1 | 30-60 | 100-500 |
| Stylus Profilometry | 0.001 | 120-300 | 15,000-50,000 |
| Optisk skanning | 0.005 | 60-180 | 25,000-100,000 |
| Koordinatmålemaskin | 0.001 | 180-600 | 80,000-300,000 |
Utvikling av akseptkriterier krever samarbeid mellom design-, produksjons- og kvalitetsteam. Kriteriene må balansere kosmetiske krav med produksjonsmessig gjennomførbarhet, og vurdere faktorer som delkostnad, produksjonsvolum og sluttbruksapplikasjon.
Kostnadskonsekvensanalyse
Reduksjon av utstøterstiftmerker har betydelige kostnadskonsekvenser på tvers av flere produksjonsfaser. Designmodifikasjoner for å eliminere kosmetisk overflateutstøting kan øke formkompleksiteten med 15-30 %, noe som direkte påvirker verktøykostnadene.
Alternative utstøtingssystemer som stripperplater eller bladutstøtere legger vanligvis til €5 000-€25 000 til formkostnadene, avhengig av delkompleksitet og formstørrelse. Disse investeringene viser seg imidlertid ofte økonomiske for produksjon i høyt volum der delavvisningskostnadene overstiger verktøypremiene.
Sekundære operasjoner for å fjerne eller maskere utstøterstiftmerker varierer fra €1-€15 per del, avhengig av behandlingstype og delstørrelse. Manuelle poleringsoperasjoner for merkefjerning kan koste €8-€20 per del, samtidig som de legger til 30-90 minutter til behandlingstiden.
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformer. Vår tekniske ekspertise innen plassering av utstøterstifter og optimalisering av formdesign betyr at hvert støpeprosjekt får den oppmerksomheten på detaljer som er nødvendig for kosmetiske overflatekrav.
Skrap- og omarbeidingskostnader fra avviste deler på grunn av utstøterstiftmerker varierer vanligvis fra €50-€500 per del, avhengig av materialkostnader, maskineringskompleksitet og leveringshastighet. Disse kostnadene overstiger ofte investeringer i optimalisering av utstøtingssystemet innen de første tusen delene som produseres.
Integrasjon med produksjonstjenester
Vellykket håndtering av utstøterstiftmerker krever integrasjon på tvers av flere produksjonsprosesser. Når komponenter krever operasjoner etter støping gjennom våre produksjonstjenester, må plasseringene av utstøterstiftene koordineres med oppspennings- og maskineringskrav.
Sekundære maskineringsoperasjoner kan eliminere utstøterstiftmerker gjennom strategisk materialfjerning. Denne tilnærmingen krever imidlertid nøye koordinering mellom støpe- og maskineringsteam for å sikre tilstrekkelige lagergodtgjørelser og dimensjonskontroll.
Monteringshensyn påvirker plasseringen av utstøterstifter når merker forekommer på overflater som grenser mot andre komponenter. Pakningsforseglingsflater, lagerfestingsområder og gjengede funksjoner krever spesiell oppmerksomhet for å forhindre funksjonelle problemer fra utstøterstiftmerking.
Varmebehandlingsprosesser, spesielt T6-temperering for strukturelle aluminiumsdeler, kan påvirke utstøterstiftmerkets synlighet gjennom mikrostrukturelle endringer og spenningsavlastningsmønstre.
Ofte stilte spørsmål
Hva forårsaker at utstøterstiftmerker ser mørkere ut etter anodisering?
Utstøterstiftmerker ser mørkere ut etter anodisering fordi den lokaliserte plastiske deformasjonen skaper forskjellige krystallstrukturer i aluminiumet. Disse deformerte områdene har endret overflateenergi og porøsitet, noe som får det anodiske oksidsjiktet til å dannes med forskjellig tykkelse og tetthet. Resultatet er synlig fargevariasjon selv når dimensjonsforskjellene er minimale.
Hvordan beregner jeg minimum utstøterstift-diameter for å forhindre knekking?
Bruk Eulers knekkeformel: P_kritisk = (π² × E × I) / (K × L²). For verktøystålstifter (E = 200 GPa), beregn arealtreghetsmomentet I = πd⁴/64, bruk K = 2,0 for festede-frie forhold, og L som ustøttet lengde. Sørg for at din nødvendige utstøtingskraft holder seg under 70 % av den beregnede kritiske lasten for sikkerhetsmargin.
Kan utstøterstiftmerker elimineres fullstendig fra synlige overflater?
Ja, gjennom riktige designteknikker, inkludert stripperplateutstøting, bladutstøtere eller strategisk stifteplassering i ikke-synlige områder. Stripperplater eliminerer punktkontakt fullstendig, mens bladutstøtere fordeler krefter lineært. Alternative tilnærminger inkluderer luftassistert utstøting eller design av delelinjer for å plassere alle stifter på skjulte overflater.
Hva er maksimalt akseptabel utstøterstiftmerkedybde for kosmetiske overflater?
For klasse A kosmetiske overflater bør merker ikke overstige 0,05 mm dybde med diametre under 2,0 mm. Klasse B-overflater kan akseptere merker opp til 0,15 mm dybde. Disse grensene gjelder for deler med naturlig aluminiumfinish; pulverlakkerte deler kan akseptere dypere merker (opp til 0,20 mm) på grunn av beleggets utfyllingseffekter.
Hvordan påvirker deltemperaturen under utstøting stiftmerkets alvorlighetsgrad?
Høyere utstøtingstemperaturer øker merkets alvorlighetsgrad på grunn av redusert materialflytegrense. Deler som støtes ut over 200 °C viser 40-60 % dypere merker enn de som er avkjølt til 150 °C. Avkjølingstid påvirker imidlertid sykluseffektiviteten. Optimal utstøtingstemperatur balanserer merkets alvorlighetsgrad mot produktivitetskrav, vanligvis 160-180 °C for aluminiumstøping.
Hvilket utstøterstiftmateriale gir den beste overflatefinishen på aluminiumstøpegods?
Herdete verktøystålstifter (58-62 HRC) med polerte overflater gir optimale resultater. H13 verktøystål tilbyr utmerket slitestyrke og termisk stabilitet. Stifteoverflater bør poleres til Ra 0,2 μm eller bedre og behandles med TiN-belegg for forlenget levetid. Unngå mykere stiftmaterialer som kan gnage eller deformeres under bruk.
Hvordan ettermonterer jeg eksisterende former for å redusere utstøterstiftmerking?
Ettermonteringsalternativer inkluderer å øke stiftdiameteren (hvis plassen tillater det), legge til flere stifter for å fordele belastninger, konvertere til bladutstøtere i kritiske områder eller implementere luftassisterte systemer. Hver tilnærming krever nøye analyse av eksisterende formgeometri og strukturelle begrensninger. Fullstendig stripperplatekonvertering krever vanligvis omfattende formmodifikasjon og er kanskje ikke kostnadseffektivt for eksisterende verktøy.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece