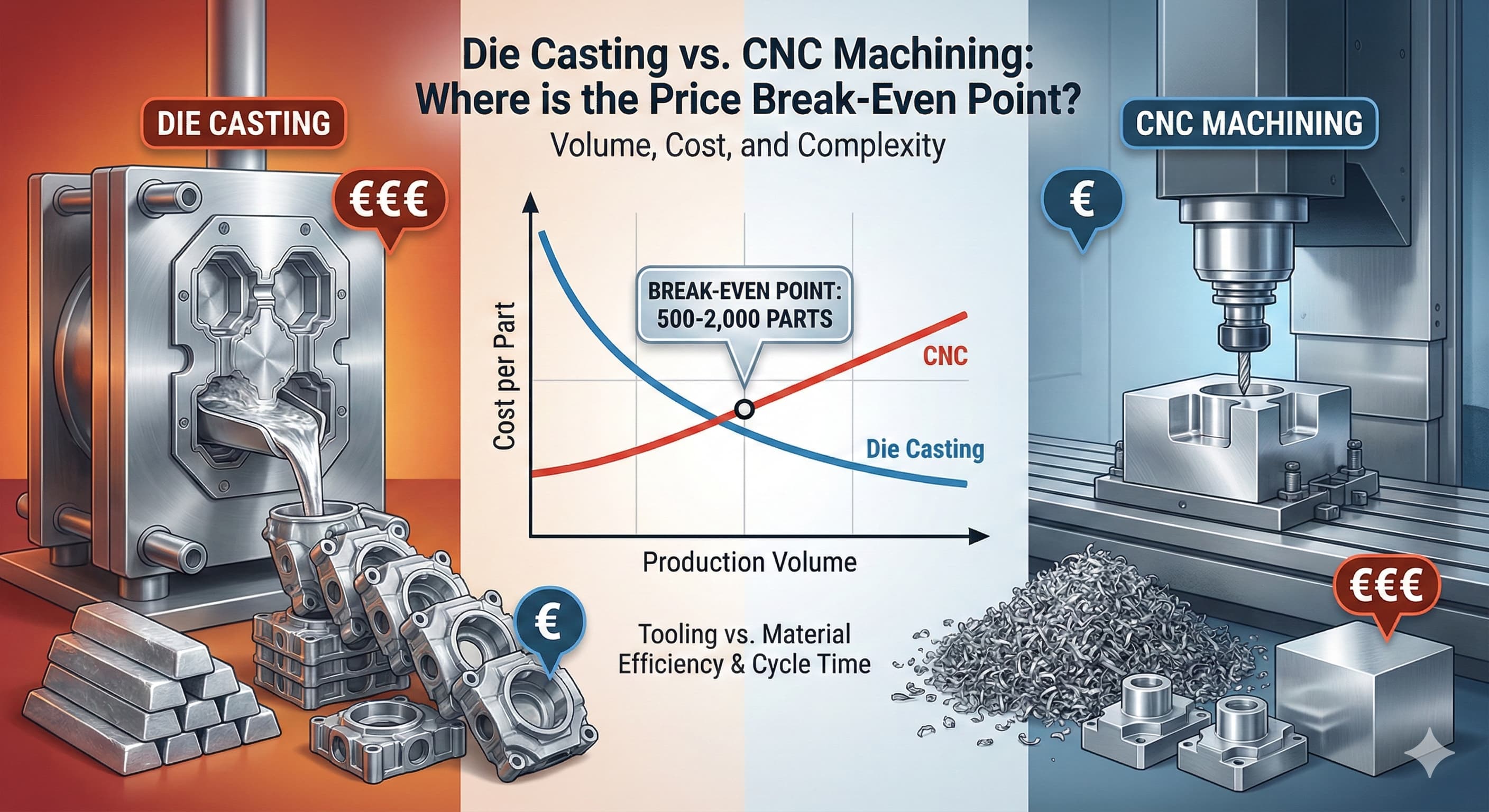
Trykkstøping vs. CNC-maskinering: Hvor er pris-break-even-punktet?
Beslutningen mellom trykkstøping og CNC-maskinering kommer i bunn og grunn ned til produksjonsvolumøkonomi og krav til delkompleksitet. Produksjonsingeniører står overfor dette valget daglig, men mange mangler det presise matematiske rammeverket for å identifisere det sanne break-even-punktet der verktøykostnadene rettferdiggjør overgangen fra maskinering til støping.
Denne analysen undersøker de nøyaktige volumtersklene, kostnadsdriverne og tekniske hensyn som avgjør når trykkstøping blir mer økonomisk enn CNC-maskinering for metallkomponenter.
Viktige punkter
- Break-even inntreffer vanligvis mellom 500-2000 deler for aluminiumskomponenter, avhengig av delkompleksitet og maskineringskrav
- Kostnadene for trykkstøpeverktøy varierer fra €15 000 til €80 000, mens CNC-oppsettkostnader er €200-€1500 per deldesign
- Materialutnyttelseseffektiviteten favoriserer trykkstøping med 85-95 % vs. CNC-maskinering med 20-40 % for komplekse geometrier
- Krav til overflatefinish og toleranse kan forskyve break-even-punktet med 200-500 % i begge retninger
Kostnadsstrukturanalyse: Trykkstøping vs. CNC-maskinering
Forståelsen av de grunnleggende kostnadsstrukturene avslører hvorfor break-even-beregninger varierer betydelig på tvers av forskjellige delspesifikasjoner og produksjonsscenarier.
Kostnadskomponenter for trykkstøping
Trykkstøpekostnader består av tre primære elementer: verktøyinvestering, materialkostnader per del og behandlingsgebyrer. Verktøy representerer den største forhåndsinvesteringen, som typisk varierer fra €15 000 for enkle aluminiumsformer med ett hulrom til €80 000 for komplekse verktøy med flere hulrom som krever slidere og intrikate kjernegeometrier.
Materialkostnadene ved trykkstøping drar nytte av produksjon nær nettoform. Aluminiumlegering A380 (tilsvarende EN AC-AlSi9Cu3(Fe)) koster omtrent €2,20-€2,80 per kilogram, med materialutnyttelsesgrader på 85-95 % for godt utformede deler. Selve støpeprosessen legger til €0,80-€2,50 per del, avhengig av syklustid og delvekt.
Sekundære operasjoner som ofte kreves inkluderer håndtering av ejektorstiftmerker på kosmetiske overflater, trimming av grader og boring av hull som ikke kan støpes på grunn av begrensninger i slippvinkel.
Kostnadsstruktur for CNC-maskinering
CNC-maskineringskostnader følger et annet mønster, med lavere oppsettkostnader, men høyere material- og behandlingskostnader per del. Oppsettkostnadene varierer vanligvis fra €200-€1500 per deldesign, inkludert programmering, verktøyvalg og første artikkelinspeksjon.
Materialkostnadene ved CNC-maskinering lider av betydelig avfallsgenerering. Med utgangspunkt i smidd aluminium 6061-T6-emne til €4,20-€5,50 per kilogram, krever komplekse deler ofte fjerning av 60-80 % av utgangsmaterialet, noe som resulterer i effektive materialkostnader på €8,50-€13,75 per kilogram ferdig delvekt.
Maskineringstid korrelerer direkte med delkompleksitet. Enkle deler som krever 15-30 minutters maskineringstid til €45-€65 per time, skaper håndterbare kostnader per del. Imidlertid kan komplekse geometrier som krever 2-4 timers maskineringstid nå €90-€260 per del bare i behandlingskostnader.
| Kostnadskomponent | Trykkstøping | CNC-maskinering | Innvirkning på nullpunkt |
|---|---|---|---|
| Opprinnelig oppstartskostnad | €15,000-€80,000 | €200-€1,500 | Høyere volum favoriserer støping |
| Materialeffektivitet | 85-95% | 20-40% | Betydelig fordel per del |
| Behandlingskostnad/Del | €0.80-€2.50 | €11.25-€65.00 | Stor volumdriver |
| Sekundære operasjoner | €1.50-€8.00 | €0.50-€3.00 | Moderat innvirkning |
Matematisk break-even-analyse
Break-even-punktberegningen krever å fastslå når totale trykkstøpekostnader tilsvarer totale CNC-maskineringskostnader over produksjonsløpetidens levetid.
Grunnleggende break-even-formel
Break-even-volum = (Kostnad for trykkstøpeverktøy - CNC-oppsettkostnad) ÷ (CNC-kostnad per del - Trykkstøpekostnad per del)
For en typisk aluminiumshusdel som veier 250 gram:
Trykkstøpescenario:
- Verktøykostnad: €35 000
- Materialkostnad per del: €0,55 (250 g × €2,20/kg)
- Behandlingskostnad: €1,20
- Sekundære operasjoner: €2,80
- Totalt per del: €4,55
CNC-maskineringsscenario:
- Oppsettkostnad: €800
- Materialkostnad per del: €2,65 (625 g emne × €4,25/kg, 40 % utnyttelse)
- Behandlingskostnad: €28,50 (38 minutter × €45/time)
- Sekundære operasjoner: €1,20
- Totalt per del: €32,35
Break-even-beregning: (€35 000 - €800) ÷ (€32,35 - €4,55) = 1230 deler
Volumbaserte kostnadsscenarier
Virkelige break-even-punkter varierer betydelig basert på delkompleksitet og spesifikasjonskrav. Enkle braketter og hus bryter vanligvis jevnt mellom 500-1200 deler, mens komplekse enheter med intrikate interne funksjoner kanskje ikke rettferdiggjør trykkstøping før 3000-5000 deler.
| Delkompleksitet | Verktøykostnadsområde | Nullpunktsvolum | Eksempelapplikasjoner |
|---|---|---|---|
| Enkel (Grunnleggende geometri) | €15,000-€25,000 | 400-800 deler | Fester, enkle hus |
| Moderat (Noen funksjoner) | €25,000-€45,000 | 800-1,800 deler | Elektroniske kabinetter |
| Kompleks (Flere slidere) | €45,000-€80,000 | 1,500-4,000 deler | Bilkomponenter |
| Svært kompleks | €80,000+ | 3,000+ deler | Transmisjonskasser |
For høypresisjonsresultater, få et tilbud på 24 timer fra Microns Hub.
Tekniske faktorer som påvirker break-even-beregninger
Flere tekniske hensyn kan dramatisk forskyve break-even-beregninger utover enkel volumbasert økonomi.
Toleranse- og overflatefinishkrav
Strenge toleransekrav favoriserer CNC-maskinering, spesielt for dimensjoner som krever ±0,025 mm eller bedre. Trykkstøping oppnår vanligvis ±0,1 mm på ikke-delingslinjedimensjoner, med delingslinjedimensjoner som holder ±0,2 mm under optimale forhold.
Kritiske dimensjoner krever ofte maskineringsoperasjoner etter støping, noe som legger til €3,50-€12,00 per del, avhengig av oppsettkompleksitet. Når mer enn 30 % av delfunksjonene krever sekundær maskinering, kan break-even-punktet forskyves fra 1200 deler til 2800 deler for samme komponent.
Krav til overflatefinish påvirker også økonomien. Trykkstøping produserer naturlig Ra 1,6-3,2 μm overflater, mens CNC-maskinering kan oppnå Ra 0,8-1,6 μm direkte. Kosmetiske applikasjoner som krever Ra 0,4 μm eller bedre, nødvendiggjør ytterligere poleringsoperasjoner som koster €8,50-€25,00 per del.
Materialvalgets innvirkning
Materialvalg påvirker break-even-beregninger betydelig gjennom både råvarekostnader og behandlingshensyn. Aluminiumlegeringene A380 og A383 (EN AC-AlSi9Cu3(Fe) og EN AC-AlSi10Mg(Cu)) tilbyr utmerket støpbarhet til €2,20-€2,80 per kilogram, mens høyfaste alternativer som A357 (EN AC-AlSi7Mg0.3) koster €3,20-€4,10 per kilogram.
For applikasjoner som krever T6-temper varmebehandling for strukturelle applikasjoner, må tilleggskostnader på €2,80-€5,20 per del tas med i break-even-beregningene.
CNC-maskinering tilbyr bredere materialfleksibilitet, inkludert kvaliteter som 6061-T6, 7075-T6 og 2024-T4 som ikke kan trykkstøpes. Imidlertid kan eksotiske legeringer koste €8,50-€18,00 per kilogram, noe som ytterligere favoriserer trykkstøping for høyt volum produksjon.
| Materialkvalitet | Egnethet for trykkstøping | Kostnad per kg | Nullpunktsinnvirkning |
|---|---|---|---|
| A380 (AlSi9Cu3) | Utmerket | €2.20-€2.80 | Grunnlinje |
| A356 (AlSi7Mg0.3) | Bra | +15% volum | 6061-T6 |
| Ikke egnet | €4.20-€5.50 | Kun CNC | 7075-T6 |
| Ikke egnet | €8.50-€12.00 | Kun CNC | Tidslinjefaktor |
Produksjonsvolumscenarier og beslutningstrær
Ulike produksjonsscenarier krever skreddersydde analysemetoder for å bestemme optimale produksjonsmetoder.
Lavvolumsproduksjon (50-500 deler)
Lavvolumsproduksjon favoriserer nesten universelt CNC-maskinering på grunn av utfordringer med amortisering av verktøykostnader. Selv enkle trykkstøpeverktøy som koster €15 000, resulterer i €30-€300 per del bare i verktøykostnader før behandlingskostnader vurderes.
Unntak forekommer når deler krever omfattende maskineringsoperasjoner som overstiger 3-4 timer per del, eller når materialavfall nærmer seg 85-90 % av startemnevekten. I disse scenariene kan selv små volumer på 200-300 deler rettferdiggjøre enkle støpeverktøy.
Prototype- og preproduksjonsløp drar nytte av CNC-maskineringens fleksibilitet, som tillater designiterasjoner uten verktøyendringer. Oppsettkostnader på €200-€800 per designendring forblir håndterbare sammenlignet med €5 000-€15 000 i formendringer.
Middelsvolumsproduksjon (500-5000 deler)
Middelsvolumsproduksjon representerer den kritiske beslutningssonen der break-even-analyse blir essensielt. Delkompleksitet, toleransekrav og materialvalg påvirker alle valg av optimal produksjonsmetode sterkt.
Enkle deler med avslappede toleranser (±0,2 mm) favoriserer vanligvis trykkstøping over 800-1200 deler. Komplekse deler som krever flere sekundære operasjoner, rettferdiggjør kanskje ikke støping før 2500-3500 deler, avhengig av maskineringstidskrav.
Materialkostnadene blir stadig viktigere ved middels volumer. Deler som krever eksotiske legeringer som kun er tilgjengelige i smidd form, nødvendiggjør CNC-maskinering uavhengig av volumhensyn. Omvendt drar deler som er kompatible med standard støpelegeringer nytte av forbedret materialutnyttelseseffektivitet.
Høyvolumsproduksjon (5000+ deler)
Høyvolumsproduksjon favoriserer sterkt trykkstøping for deler som er kompatible med støpelegeringer og geometriske begrensninger. Verktøykostnadene amortiseres til €0,50-€8,00 per del, noe som gjør de totale delkostnadene betydelig lavere enn CNC-alternativer.
Verktøy med flere hulrom blir økonomisk levedyktige ved volumer som overstiger 8000-12 000 deler årlig. Former med fire hulrom øker de opprinnelige verktøykostnadene med 40-60 %, men reduserer behandlingskostnadene per del med 35-45 %, noe som ytterligere forbedrer trykkstøpeøkonomien.
Muligheter for automatiseringintegrasjon dukker opp ved høye volumer, med robottrimming og sekundære operasjoner som reduserer lønnskostnadene med €0,80-€2,20 per del. CNC-maskinering står overfor automatiseringsutfordringer på grunn av varierende syklustider og oppsettkrav.
Bransjespesifikke hensyn
Ulike bransjer viser varierende break-even-mønstre basert på typiske deleegenskaper og ytelseskrav.
Bilapplikasjoner
Bilkomponenter har vanligvis komplekse geometrier med moderate toleransekrav, noe som favoriserer trykkstøping ved relativt lave volumer på 1200-2800 deler årlig. Press for vektreduksjon driver krav til tynnveggstøping, noe som øker verktøykompleksiteten og kostnadene.
Krav til kollisjonssikkerhet krever ofte spesifikke materialegenskaper som kun kan oppnås gjennom smidde aluminiumskvaliteter, noe som tvinger CNC-maskineringsvalg uavhengig av volumhensyn. Kritiske strukturelle komponenter som krever 7075-T6 styrkenivåer kan ikke bruke trykkstøpealternativer.
Kostnadspress i bilapplikasjoner gjør break-even-analyse kritisk, med målrettede produksjonskostnader som ofte driver valg av produksjonsmetode. Årlige volumforpliktelser muliggjør amortisering av verktøyinvesteringer over 3-5 års modelllevetider.
Elektronikk og forbrukerprodukter
Elektronikkapplikasjoner legger vekt på strenge toleranser og utmerket overflatefinish, og krever ofte sekundære maskineringsoperasjoner selv ved bruk av trykkstøpe primærprosesser. EMI-skjermingskrav kan nødvendiggjøre spesifikke materialkvaliteter eller overflatebehandlinger.
Raske produktutviklingssykluser favoriserer CNC-maskinering for innledende produksjonsløp, med potensiell konvertering til trykkstøping for vellykkede produkter som overstiger 2000-3000 enheter årlig. Designoptimalisering for støping skjer ofte under produktets livssyklusstyring.
Kosmetiske krav i forbrukerelektronikk krever ofte ytterligere etterbehandlingsoperasjoner som koster €5,50-€18,00 per del, noe som påvirker break-even-beregningene betydelig. Anodisering, pulverlakkering og poleringsoperasjoner må tas med i de totale produksjonskostnadene.
Når du evaluerer produksjonsalternativer, gir Microns Hub direkte produsentrelasjoner som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformene. Vår tekniske ekspertise spenner over både trykkstøping og CNC-maskinering, noe som gir objektive anbefalinger basert utelukkende på dine prosjektkrav i stedet for prosessbegrensninger.
Avanserte kostnadsoptimaliseringsstrategier
Utover grunnleggende break-even-beregninger kan flere avanserte strategier optimalisere produksjonskostnadene og forbedre beslutningsnøyaktigheten.
Hybridproduksjonsmetoder
Kombinering av trykkstøping og CNC-maskineringsoperasjoner kan optimalisere både kostnader og ytelse for spesifikke applikasjoner. Støp-deretter-maskineringsmetoder bruker trykkstøping for grunnleggende geometrioppretting, etterfulgt av CNC-operasjoner for kritiske dimensjoner og overflatefinisher.
Denne hybridmetoden fungerer effektivt når 60-70 % av delgeometrien kan støpes til nær nettoform, med gjenværende funksjoner som krever ±0,025 mm toleranser eller bedre overflatefinisher. Break-even-volumer varierer vanligvis fra 800-1800 deler, avhengig av maskineringsoperasjonens kompleksitet.
Investeringsstøpealternativer bør vurderes for komplekse interne geometrier som er uforenlige med trykkstøpekrav. Mens verktøykostnadene er lavere (€5 000-€15 000), øker behandlingskostnadene til €8,50-€25,00 per del, noe som forskyver break-even-punktene til 2800-5200 deler.
Design for produksjonsintegrasjon
Optimalisering av deldesign for valg av produksjonsmetode kan dramatisk forbedre break-even-økonomien. Trykkstøpedesign drar nytte av jevn veggtykkelse, generøse slippvinkler (1,5-3,0 grader) og eliminering av underskjæringer som krever komplekse verktøy.
CNC-maskineringsdesign bør minimere dype lommer, tynne vegger og komplekse 3D-overflater som krever omfattende verktøybaner. Standard verktøykompatibilitet reduserer oppsettkostnadene med €150-€450 per deldesign, noe som forbedrer lavvolumsøkonomien.
Tverrfunksjonelle designgjennomganger som involverer produksjonsingeniører under konseptutvikling kan identifisere optimale produksjonsmetoder før detaljert designinvestering. Denne tilnærmingen forhindrer kostbare redesigninnsatser når produksjonsskalering skjer.
For produsenter som krever både presisjonsmaskinering og støpeevner, gir våre produksjonstjenester integrerte løsninger som spenner over flere produksjonsmetoder. I tillegg tilbyr våre platebearbeidingstjenester alternative tilnærminger for hus- og brakettapplikasjoner der verken støping eller maskinering gir optimale kostnads-ytelsesforhold.
Kvalitets- og leveringstidshensyn
Valg av produksjonsmetode innebærer avveininger utover rene kostnadshensyn, inkludert kvalitetskonsistens, leveringstider og forsyningskjedens robusthet.
Kvalitetskontrollfunksjoner
Trykkstøpekvalitet avhenger sterkt av prosesskontroll og verktøyvedlikehold. Porøsitet, kalde lukninger og dimensjonsvariasjon kan påvirke 2-8 % av produksjonen uten riktig kontroll. Implementering av statistisk prosesskontroll legger til €0,25-€0,80 per del, men reduserer avvisningsraten til under 1 %.
CNC-maskinering tilbyr overlegen dimensjonskontroll og repeterbarhet, med dyktige prosesser som oppnår Cpk-verdier på 1,67 eller høyere for kritiske dimensjoner. Denne pålitelighetsfordelen kan rettferdiggjøre høyere kostnader per del for applikasjoner der feltsvikter skaper betydelig garanti eksponering.
Inspeksjonskravene varierer betydelig mellom prosesser. Trykkstøpegods krever vanligvis 100 % visuell inspeksjon og periodisk dimensjonsverifisering, mens CNC-deler kanskje bare trenger statistisk prøvetaking etter prosesskvalifisering.
Leveringstidsanalyse
Trykkstøpeleveringstider inkluderer 6-16 uker for verktøyfabrikasjon, etterfulgt av 2-4 uker for godkjenning av første artikkel og prosessoptimalisering. Produksjonsleveringstider varierer vanligvis fra 3-8 uker, avhengig av volumkrav og kompleksitet.
CNC-maskinering tilbyr kortere innledende leveringstider på 1-3 uker for første artikler, med produksjonsskala begrenset av maskinkapasitet. CNC-produksjon med høyt volum kan kreve 6-12 ukers leveringstider på grunn av kapasitetsbegrensninger.
Forsyningskjedeforstyrrelser påvirker trykkstøping og CNC-maskinering forskjellig. Trykkstøping er avhengig av spesialisert utstyr og verktøyleverandører, mens CNC-maskinering bruker mer allment tilgjengelige maskinverktøy og standard verktøy.
| Trykkstøping | CNC-maskinering | Strategisk innvirkning | Opprinnelig oppsett |
|---|---|---|---|
| 6-16 uker | 1-3 uker | Favoriserer CNC ved hastverk | Første artikkel |
| 2-4 uker | 3-7 dager | CNC-fordel | Produksjonsskalering |
| 2-4 uker | 4-8 uker | Støping skalerer raskere | Designendringer |
| 4-12 uker | 1-2 uker | CNC-fleksibilitetsfordel |
Ofte stilte spørsmål
Hva er det typiske break-even-punktet mellom trykkstøping og CNC-maskinering for aluminiumsdeler?
Break-even-punkter varierer vanligvis fra 500-2000 deler for aluminiumskomponenter, avhengig av delkompleksitet og maskineringskrav. Enkle braketter kan bryte jevnt ved 400-800 deler, mens komplekse hus som krever flere sekundære operasjoner kanskje ikke rettferdiggjør trykkstøping før 2500-4000 deler. Det nøyaktige break-even-punktet avhenger av verktøykostnader (€15 000-€80 000), materialutnyttelseseffektivitet og behandlingskostnader per del.
Hvordan påvirker toleransekrav valget mellom trykkstøping og CNC-maskinering?
Trykkstøping oppnår vanligvis ±0,1 mm på ikke-delingslinjedimensjoner og ±0,2 mm på delingslinjefunksjoner. CNC-maskinering kan holde ±0,025 mm eller strammere på kritiske dimensjoner. Når mer enn 30 % av delfunksjonene krever toleranser strammere enn ±0,1 mm, kan break-even-punkter forskyves fra 1200 deler til 2800 deler på grunn av nødvendige sekundære maskineringsoperasjoner som koster €3,50-€12,00 per del.
Hvilke materialer kan brukes i trykkstøping kontra CNC-maskinering?
Trykkstøping er begrenset til legeringer som A380, A383 og A356 (AlSi9Cu3, AlSi10Mg, AlSi7Mg0.3) som koster €2,20-€4,10 per kilogram. CNC-maskinering kan bruke smidde legeringer inkludert 6061-T6, 7075-T6 og 2024-T4, men til høyere materialkostnader på €4,20-€18,00 per kilogram. Applikasjoner som krever høyfaste legeringer som 7075-T6 må bruke CNC-maskinering uavhengig av volumhensyn.
Hva er de viktigste kostnadsdriverne i trykkstøping kontra CNC-maskinering?
Trykkstøpekostnadene drives av innledende verktøyinvesteringer (€15 000-€80 000) og relativt lave kostnader per del (€4,50-€8,50). CNC-maskinering har lave oppsettkostnader (€200-€1500), men høye kostnader per del på grunn av materialavfall (60-80 % skrap rate) og behandlingstidskostnader på €45-€65 per time. Materialutnyttelseseffektiviteten favoriserer sterkt trykkstøping med 85-95 % kontra 20-40 % for CNC-maskinering.
Hvordan påvirker delkompleksitet valg av produksjonsmetode?
Enkle deler med grunnleggende geometri favoriserer trykkstøping ved volumer over 400-800 deler. Komplekse deler som krever slidere, flere underskjæringer eller intrikate interne funksjoner øker verktøykostnadene til €45 000-€80 000+, og skyver break-even-punktene til 1500-4000 deler. CNC-maskinering håndterer komplekse geometrier uten verktøystraff, men lider av økte syklustider og materialavfall på intrikate deler.
Hvilke sekundære operasjoner kreves vanligvis for hver prosess?
Trykkstøping krever vanligvis trimming av grader, boring av hull som ikke kan støpes på grunn av slippvinkler, og maskinering av kritiske dimensjoner, noe som legger til €1,50-€8,00 per del. CNC-maskinering krever vanligvis minimale sekundære operasjoner (€0,50-€3,00 per del) som avgrading og rengjøring. Kosmetiske applikasjoner kan imidlertid kreve ytterligere overflatebehandlinger for begge prosessene, som koster €5,50-€25,00 per del.
Hvordan sammenlignes leveringstidene mellom trykkstøping og CNC-maskinering?
Trykkstøping krever 6-16 uker for verktøyfabrikasjon pluss 2-4 uker for prosessoptimalisering, men tilbyr deretter rask produksjonsskalering. CNC-maskinering gir 1-3 ukers leveringstider for første artikler og større fleksibilitet for designendringer (1-2 uker kontra 4-12 uker for formendringer). CNC-produksjon med høyt volum kan møte kapasitetsbegrensninger som krever 6-12 ukers leveringstider, mens trykkstøping skalerer mer effektivt når verktøyet er fullført.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece