Thixoforming (Semi-Solid Støping): Høy Styrke, Lav Porøsitet Løsninger
Porøsitet i tradisjonell metallstøping kan ødelegge komponentintegriteten, med hulromsfraksjoner som overstiger 5 % i dårlig kontrollerte prosesser. Thixoforming eliminerer denne kritiske svakheten ved å manipulere metallets unike semi-solide oppførsel, hvor legeringer opprettholder strukturell integritet mens de flyter som tykk pasta ved nøyaktig kontrollerte temperaturer.
Viktige punkter:
- Thixoforming oppnår porøsitetsnivåer under 0,5 %, sammenlignet med 2-5 % i konvensjonell trykkstøping
- Semi-solid prosessering muliggjør komplekse geometrier med veggtykkelsesvariasjoner fra 1,5-25 mm i enkeltkomponenter
- Materialutnyttelsen når 95-98 % effektivitet gjennom presis råvarekontroll og minimalt med graddannelse
- Prosesstemperaturer 50-80 °C lavere enn flytende støping reduserer termisk stress og forlenger levetiden til formen
Forståelse av Thixoforming Fundamentals
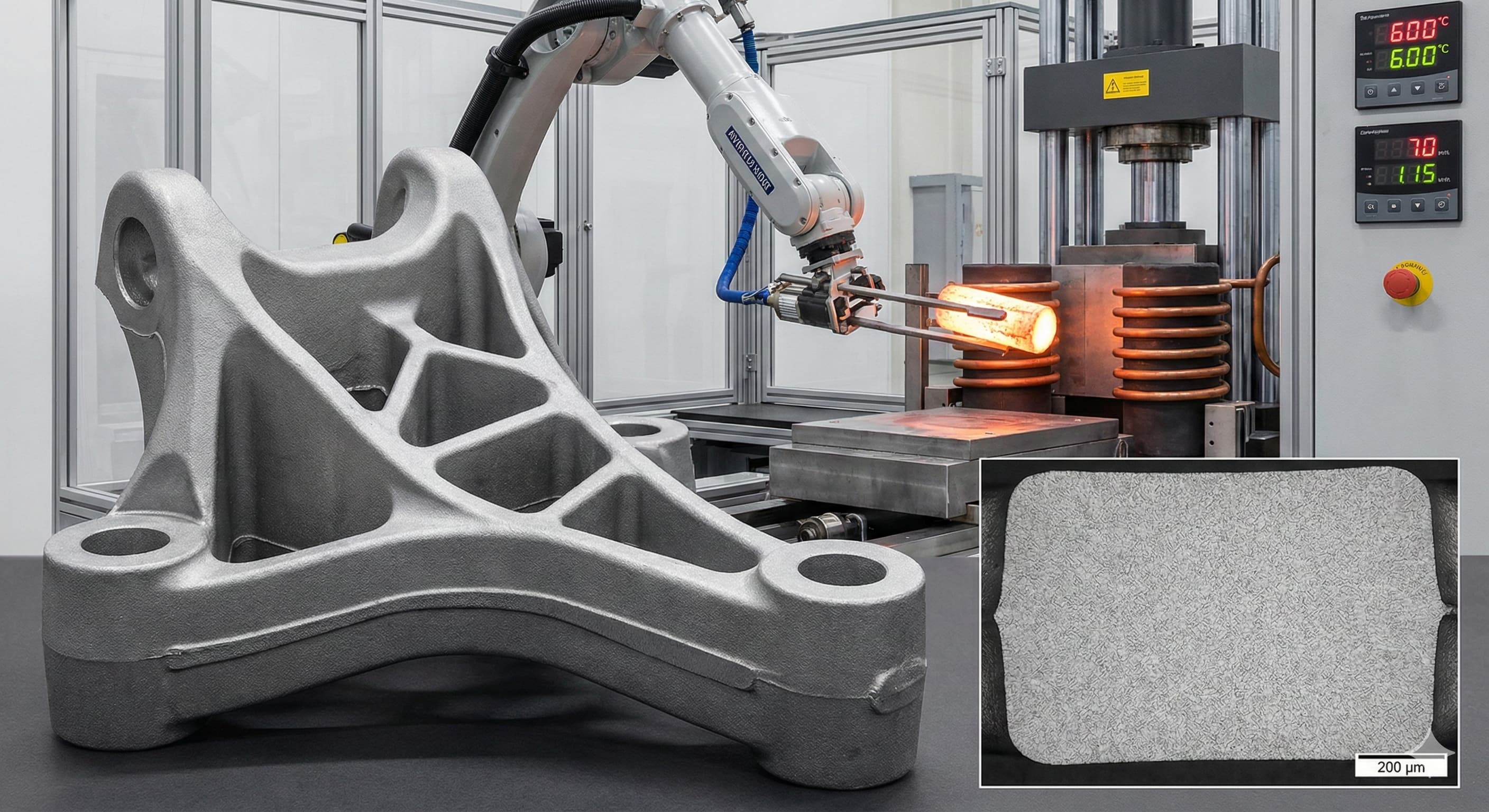
Thixoforming utnytter de thixotrope egenskapene til metallegeringer i deres semi-solide tilstand, hvor materialet viser ikke-Newtonsk væskeoppførsel. Ved temperaturer mellom solidus- og liquidus-punktene – typisk 580-620 °C for aluminiumslegeringer som A356 – inneholder metallet både faste dendritter og flytende faser i nøye kontrollerte proporsjoner.
Prosessen begynner med spesialpreparert råmateriale med globulære kornstrukturer i stedet for dendritiske formasjoner som finnes i konvensjonell støping. Denne mikrostrukturelle modifikasjonen oppnås gjennom elektromagnetisk omrøring under innledende størkning, og skaper sfæriske faste partikler suspendert i flytende metall. Når de varmes opp igjen til semi-solide temperaturer, muliggjør disse globulære strukturene kontrollert deformasjon under påført trykk.
Kritiske prosessparametere inkluderer faststoffraksjon (vanligvis 40-60 %), oppvarmingshastighet (2-5 °C/minutt) og formtrykk (20-100 MPa). Det smale temperaturvinduet krever presise varmesystemer med ±2 °C nøyaktighet for å opprettholde optimal viskositet. For høye temperaturer resulterer i overdreven flytende fraksjon og potensiell porøsitet, mens utilstrekkelig varme forhindrer riktige strømningsegenskaper.
| Parameter | Aluminium A356 | Magnesium AZ91 | Sink ZA-8 |
|---|---|---|---|
| Solidus Temperatur | 557°C | 470°C | 374°C |
| Liquidus Temperatur | 613°C | 598°C | 386°C |
| Optimalt prosessområde | 580-600°C | 480-520°C | 376-382°C |
| Solid fraksjon | 45-55% | 40-60% | 50-70% |
| Formingstrykk | 50-80 MPa | 30-60 MPa | 80-120 MPa |
Materialvalg og Egenskaper
Aluminiumslegeringer dominerer thixoforming-applikasjoner på grunn av deres brede semi-solide temperaturområde og utmerkede mekaniske egenskaper. A356 aluminium gir optimal balanse med silisiuminnhold (6,5-7,5 %) som forbedrer flytbarheten samtidig som styrken opprettholdes. Den kontrollerte størkningsprosessen oppnår strekkfasthet på 280-320 MPa, sammenlignet med 200-250 MPa i konvensjonell trykkstøping av identiske legeringer.
Magnesiumlegeringer som AZ91D tilbyr eksepsjonelle styrke-til-vekt-forhold i thixoformede komponenter. Den semi-solide prosesseringen eliminerer problemer med varmriving som er vanlig i flytende magnesiumstøping, samtidig som den oppnår ultimate strekkfastheter som nærmer seg 275 MPa. Magnesiums smale prosesseringsvindu krever imidlertid presis atmosfærisk kontroll for å forhindre oksidasjon.
Sinklegeringer, spesielt ZA-8 og ZA-12, demonstrerer overlegen dimensjonsnøyaktighet i thixoforming med oppnåelige toleranser på ±0,05 mm på kritiske dimensjoner. Den høyere tettheten (6,3 g/cm³) sammenlignet med aluminium (2,7 g/cm³) krever justerte formtrykk, men muliggjør intrikate funksjoner som er umulige med andre prosesser.
| Egenskap | Thixoformet A356 | Støpt A380 | Sandstøpt A356 |
|---|---|---|---|
| Strekkfasthet | 300 MPa | 280 MPa | 220 MPa |
| Flytegrense | 210 MPa | 190 MPa | 150 MPa |
| Forlengelse | 8-12% | 3-5% | 4-7% |
| Porositetsnivå | <0.5% | 2-4% | 3-6% |
| Overflateruhet Ra | 1.6-3.2 μm | 3.2-6.3 μm | 12.5-25 μm |
Prosessteknologi og Utstyr
Thixoforming-utstyr integrerer presis temperaturkontroll, hydrauliske formsystemer og spesialisert råvarehåndtering. Induksjonsvarme gir rask, jevn temperaturfordeling som er avgjørende for å opprettholde semi-solid konsistens. Moderne systemer inkluderer temperaturmåling med lukket sløyfe med termoelementer plassert innenfor 5 mm fra billetens overflate.
Hydrauliske presser designet for thixoforming leverer kontrollert kraftpåføring med trykkrampehastigheter på 5-15 MPa/sekund. Langsommere hastigheter tillater riktig materialstrøm inn i komplekse geometrier, mens for høy hastighet skaper turbulens og innesluttet luft. Presstonekrav varierer fra 200-2000 tonn avhengig av komponentstørrelse og kompleksitet.
Formdesign skiller seg betydelig fra konvensjonell støping, med optimaliserte portplasseringer og løpersystemer. Porthastigheter må forbli under 2 m/s for å forhindre turbulent strømning, oppnådd gjennom beregnede tverrsnittsarealer. Ventingssystemer krever presis posisjonering siden semi-solid materiale ikke kan fortrenge luft like effektivt som flytende metall.
For produsenter som evaluerer prosessalternativer, kan metallstøping i små serier utfylle thixoforming for prototypeutvikling og lavvolumproduksjonsfaser.
Kvalitetskontroll og Inspeksjonsmetoder
Porøsitetsmåling i thixoformede komponenter krever spesialiserte teknikker utover visuell inspeksjon. Røntgenradiografi med 2 % sensitivitetsstandarder i henhold til ASTM E155 avslører intern hulromsfordeling. Computertomografi (CT)-skanning gir tredimensjonal porøsitetskartlegging med oppløsning til 10 μm, essensielt for kritiske romfarts- og bilapplikasjoner.
Mekaniske testprotokoller følger ASTM B557 for strekkegenskaper, med prøveorientering som påvirker resultatene med 5-15 % på grunn av kornstrukturretning. Utmattelsestesting i henhold til ASTM D7791 demonstrerer thixoformede komponenters overlegne ytelse, med utholdenhetsgrenser 20-30 % høyere enn konvensjonelle støpegods.
Dimensjonsinspeksjon bruker koordinatmålemaskiner (CMM) med sonde nøyaktighet på ±0,001 mm. Kritiske dimensjoner krever statistisk prosesskontroll med Cpk-verdier som overstiger 1,33 for å sikre jevn kvalitet. Overflatefinishmåling ved hjelp av profilometre verifiserer Ra-verdier som typisk varierer 1,6-6,3 μm avhengig av formoverflatepreparering.
For høypresisjonsresultater, Få et tilbud på 24 timer fra Microns Hub.
| Inspeksjonsmetode | Deteksjonsevne | Typiske standarder | Bruksområder |
|---|---|---|---|
| Røntgenradiografi | Porøsitet >2% volum | ASTM E155 | Produksjonsscreening |
| CT-skanning | Tomrom >10 μm | ASTM E1441 | Kritiske komponenter |
| Ultralydtesting | Tetthetsvariasjoner | ASTM E664 | Strukturell integritet |
| Metallografi | Analyse av mikrostruktur | ASTM E3 | Prosessoptimalisering |
Kostnadsanalyse og Økonomiske Betraktninger
Thixoforming-økonomi avhenger sterkt av produksjonsvolum og komponentkompleksitet. Innledende verktøykostnader varierer €25 000-€150 000 for typiske bilkomponenter, sammenlignbart med permanent formverktøy, men med utvidede livssykluser. Formslitasjehastigheter reduseres 40-60 % sammenlignet med flytende trykkstøping på grunn av redusert termisk sjokk og lavere prosesstemperaturer.
Materialkostnader inkluderer spesialisert råvarepreparering, og legger til €0,15-€0,25 per kilogram over standard legeringspriser. Imidlertid reduserer nesten-netto-form-egenskaper maskineringskravene med 30-70 %, med materialutnyttelseshastigheter på 95-98 % som kompenserer for råvarepremier. Energiforbruket reduseres 15-25 % sammenlignet med flytende støpeprosesser på grunn av lavere oppvarmingskrav.
Arbeidskostnadene gjenspeiler den semi-automatiserte naturen til thixoforming-operasjoner. Syklustider på 60-180 sekunder for typiske komponenter muliggjør produksjonshastigheter på 20-60 deler per time per maskin. Kvalitetskonsistens reduserer inspeksjonskravene og skraphastigheter under 2 % for etablerte prosesser.
Break-even-analyse viser vanligvis kostnadsfordeler i forhold til maskinerte komponenter ved volumer som overstiger 1000 enheter årlig. Sammenlignet med permanent formstøping, blir thixoforming økonomisk når premiumegenskaper rettferdiggjør 15-25 % høyere stykkostnader.
Applikasjoner og Industriimplementering
Bilapplikasjoner leder thixoforming-adopsjon, spesielt for fjæringskomponenter, motorbraketter og strukturelle noder som krever høye styrke-til-vekt-forhold. Mercedes-Benz implementerer thixoformede aluminiums fjæringsarmer som oppnår 30 % vektreduksjon samtidig som de opprettholder kollisjonsytelsesstandarder. Den overlegne utmattingsmotstanden muliggjør designoptimalisering umulig med konvensjonell støping.
Romfartskomponenter drar nytte av thixoformings porøsitetskontroll og mekaniske egenskaper. Landingsutstyrskomponenter, aktuatorhus og strukturelle beslag bruker prosessen for kritiske applikasjoner der konsekvensene av feil er alvorlige. Boeing-spesifikasjoner krever porøsitetsnivåer under 0,2 % for visse applikasjoner, oppnåelig kun gjennom semi-solid prosessering.
Elektronikakabinetter utnytter thixoformings dimensjonsnøyaktighet og elektromagnetiske skjermingsegenskaper. Magnesiumhus for telekommunikasjonsutstyr oppnår veggtykkelsesvariasjoner fra 1,2-8 mm i enkeltkomponenter samtidig som de opprettholder ±0,1 mm toleranser på monteringsfunksjoner.
Forbruksvareapplikasjoner inkluderer sportsutstyr, elektroverktøy og apparatkomponenter der premiumegenskaper rettferdiggjør høyere kostnader. Golfkøllehoder produsert gjennom thixoforming viser konsistente ytelsesegenskaper på grunn av jevn tetthetsfordeling.
Avanserte Prosessvariasjoner
Thixoinjeksjonsstøping kombinerer semi-solid prosessering med injeksjonsstøpeprinsipper, og oppnår syklustider som kan sammenlignes med injeksjonsstøpingstjenester samtidig som metalldeleegenskapene opprettholdes. Prosessen bruker oppvarmede sylindre for å opprettholde semi-solide temperaturer under injeksjon, noe som muliggjør komplekse geometrier med undersnitt og interne hulrom.
Rheocasting-prosesser omgår råvarepreparering ved å lage semi-solid materiale direkte fra flytende metall gjennom kontrollert kjøling og omrøring. Denne tilnærmingen reduserer materialkostnadene, men krever presis prosesskontroll for å oppnå konsistente globulære strukturer. Elektromagnetiske omrøringssystemer som opererer ved 50-100 Hz frekvenser genererer optimale mikrostrukturer.
Hybridprosesser kombinerer thixoforming med sekundære operasjoner som maskinering eller sammenføyning. Innstøpningsegenskaper muliggjør metall-polymer-komposittkomponenter med mekaniske låser som er umulige gjennom konvensjonelle monteringsmetoder. Gjengede innsatser, sensorer og elektriske tilkoblinger integreres sømløst under forming.
Prosessoptimalisering og Feilsøking
Temperaturkontrolloptimalisering krever forståelse av varmeoverføringsdynamikk i semi-solide billetter. Termiske gradienter som overstiger 10 °C over billetdiameteren forårsaker ikke-jevn strømning og potensielle defekter. Induksjonsspoledesign med flere soner muliggjør gradientkompensasjon, og opprettholder ±3 °C jevnhet.
Flytsimuleringsprogramvare som MAGMASOFT og FLOW-3D inkorporerer semi-solide reologiske modeller for formfyllingsanalyse. Viskositetsspådommer muliggjør portdimensjoneringsoptimalisering og strømningsbanedesign. Simuleringsnøyaktighet krever materialegenskapsdatabaser som er spesifikke for globulære mikrostrukturer i stedet for konvensjonelle flytende metalldata.
Vanlige defekter inkluderer kalde lukninger fra utilstrekkelig temperatur, overflateblærer fra innesluttede gasser og dimensjonsvariasjoner fra inkonsekvente faste fraksjoner. Prosessovervåkingssystemer sporer nøkkelparametere i sanntid, med statistisk prosesskontroll som identifiserer drift før defektdannelse.
Vedlikeholdsplaner for former krever spesialiserte prosedyrer på grunn av forskjellige slitasjemønstre. Overflatebehandlinger som nitridbelegg forlenger formlevetiden 2-3 ganger sammenlignet med ubehandlet verktøystål. Slippmiddelapplikasjon skiller seg fra flytende støping, og krever formuleringer som er kompatible med semi-solide temperaturer og trykk.
| Defekttype | Grunnårsak | Forebyggingsmetode | Deteksjonsmetode |
|---|---|---|---|
| Kalde skjøter | Lav temperatur/trykk | Kontroll av prosessparametere | Visuell inspeksjon |
| Porøsitet | Innesluttet luft/gasser | Forbedret ventilasjon | Røntgen/CT-skanning |
| Overflateblærer | Gassinnfangning | Optimalisering av formbelegg | Overflateinspeksjon |
| Dimensjonsvariasjon | Temperaturinkonsistens | Termisk overvåking | CMM-måling |
Fremtidige Utviklinger og Fremvoksende Teknologier
Kunstig intelligens-integrasjon muliggjør prediktiv prosesskontroll ved å analysere sensordatamønstre. Maskinlæringsalgoritmer identifiserer optimale parameterkombinasjoner for nye geometrier, og reduserer oppsettstid og skraphastigheter. Prediktive vedlikeholdsplaner basert på formtemperaturprofiler og trykksignaturer forhindrer uventede feil.
Avansert legeringsutvikling fokuserer på å utvide temperaturområdet for semi-solid prosessering. Modifiserte aluminiumssammensetninger med sjeldne jordartsmetaller opprettholder globulære strukturer over bredere temperaturområder, og forbedrer prosessrobustheten. Hybridlegeringer som kombinerer forskjellige basemetaller muliggjør egenskapsgradienter i enkeltkomponenter.
Additive produksjonsapplikasjoner bruker thixotrope pastaer for direkte metallutskrift. Semi-solid ekstrudering gjennom oppvarmede dyser muliggjør støttefri utskrift av overhengende funksjoner samtidig som mekaniske egenskaper som kan sammenlignes med smidde materialer opprettholdes. Lagbindingsstyrke nærmer seg bulkmaterialegenskaper på grunn av kontrollerte termiske profiler.
Automasjonsfremskritt inkluderer robotiske håndteringssystemer for varme billetter og automatisert kvalitetsinspeksjon. Synssystemer identifiserer overflatedefekter under produksjon, noe som muliggjør prosessjusteringer i sanntid. Integrasjon med enterprise resource planning (ERP)-systemer optimaliserer produksjonsplanlegging og materiallagerstyring.
Velg Microns Hub for Thixoforming Excellence
Når du bestiller thixoformede komponenter fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformer. Vår tekniske ekspertise innen semi-solid prosessering og personlig service tilnærming betyr at hvert prosjekt får den oppmerksomheten på detaljer som kreves for optimale resultater. Med omfattende muligheter som spenner over våre produksjonstjenester, tilbyr vi integrerte løsninger fra designoptimalisering til endelig inspeksjon.
Ofte Stilte Spørsmål
Hvilke porøsitetsnivåer kan thixoforming oppnå sammenlignet med konvensjonell trykkstøping?
Thixoforming oppnår konsekvent porøsitetsnivåer under 0,5 %, mens konvensjonell trykkstøping typisk varierer fra 2-5 %. Denne dramatiske forbedringen skyldes de kontrollerte strømningsegenskapene til semi-solid metall, som eliminerer turbulens og reduserer gassinnfangning under formfylling.
Hvilke materialer er best egnet for thixoforming-applikasjoner?
Aluminiumslegeringer som A356 og A357 er mest brukt på grunn av deres brede semi-solide temperaturområde og utmerkede mekaniske egenskaper. Magnesiumlegeringer (AZ91D) tilbyr overlegne styrke-til-vekt-forhold, mens sinklegeringer (ZA-8) gir eksepsjonell dimensjonsnøyaktighet for presisjonskomponenter.
Hvordan sammenlignes verktøykostnadene for thixoforming med andre støpeprosesser?
Innledende verktøykostnader varierer €25 000-€150 000 for typiske komponenter, tilsvarende permanent formstøping. Formlevetiden øker imidlertid 40-60 % på grunn av redusert termisk sjokk og lavere prosesstemperaturer, noe som gjør de totale eierkostnadene mer gunstige for middels til høyvolumproduksjon.
Hvilke dimensjonstoleranser er oppnåelige med thixoforming?
Typiske toleranser varierer fra ±0,1-±0,2 mm for de fleste funksjoner, med kritiske dimensjoner som oppnår ±0,05 mm når riktige prosesskontroller implementeres. Overflatefinisher på Ra 1,6-3,2 μm er standard, og eliminerer ofte sekundære etterbehandlingsoperasjoner.
Hvilke minimum produksjonsvolumer gjør thixoforming økonomisk levedyktig?
Break-even-analyse viser vanligvis kostnadsfordeler i forhold til maskinerte komponenter ved volumer som overstiger 1000 enheter årlig. For komplekse geometrier som krever høy styrke og lav porøsitet, blir thixoforming konkurransedyktig selv ved lavere volumer på grunn av reduserte maskineringskrav og overlegne materialegenskaper.
Hvordan sammenlignes den mekaniske styrken til thixoformede deler med konvensjonell støping?
Thixoformet aluminium A356 oppnår strekkfasthet på 280-320 MPa sammenlignet med 200-250 MPa i konvensjonell trykkstøping. Den kontrollerte mikrostrukturen og reduserte porøsiteten resulterer i 20-30 % høyere utmattingsstyrke og forbedrede forlengelsesegenskaper.
Hva er de viktigste begrensningene i thixoforming-prosessen?
Primære begrensninger inkluderer det smale temperaturbehandlingsvinduet som krever presis kontroll (±2 °C), spesialiserte råvareprepareringskostnader og nåværende begrensning til spesifikke legeringssystemer. Komplekse geometrier med svært tynne vegger (<1,5 mm) kan presentere strømningsutfordringer som krever nøye formdesignoptimalisering.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece