Stansing vs. Laserskjæring: Når det lønner seg å investere i verktøy
Beslutningstakere innen produksjon står overfor et kritisk valg når de planlegger platebearbeiding: stansing eller laserskjæring. Denne beslutningen påvirker alt fra innledende investeringer i verktøy til langsiktige produksjonskostnader, kvalitetskonsistens og operasjonell fleksibilitet. Kompleksiteten øker når man vurderer variasjoner i materialtykkelse, geometriske krav og produksjonsvolumer som kan endre seg dramatisk over produktets livssyklus.
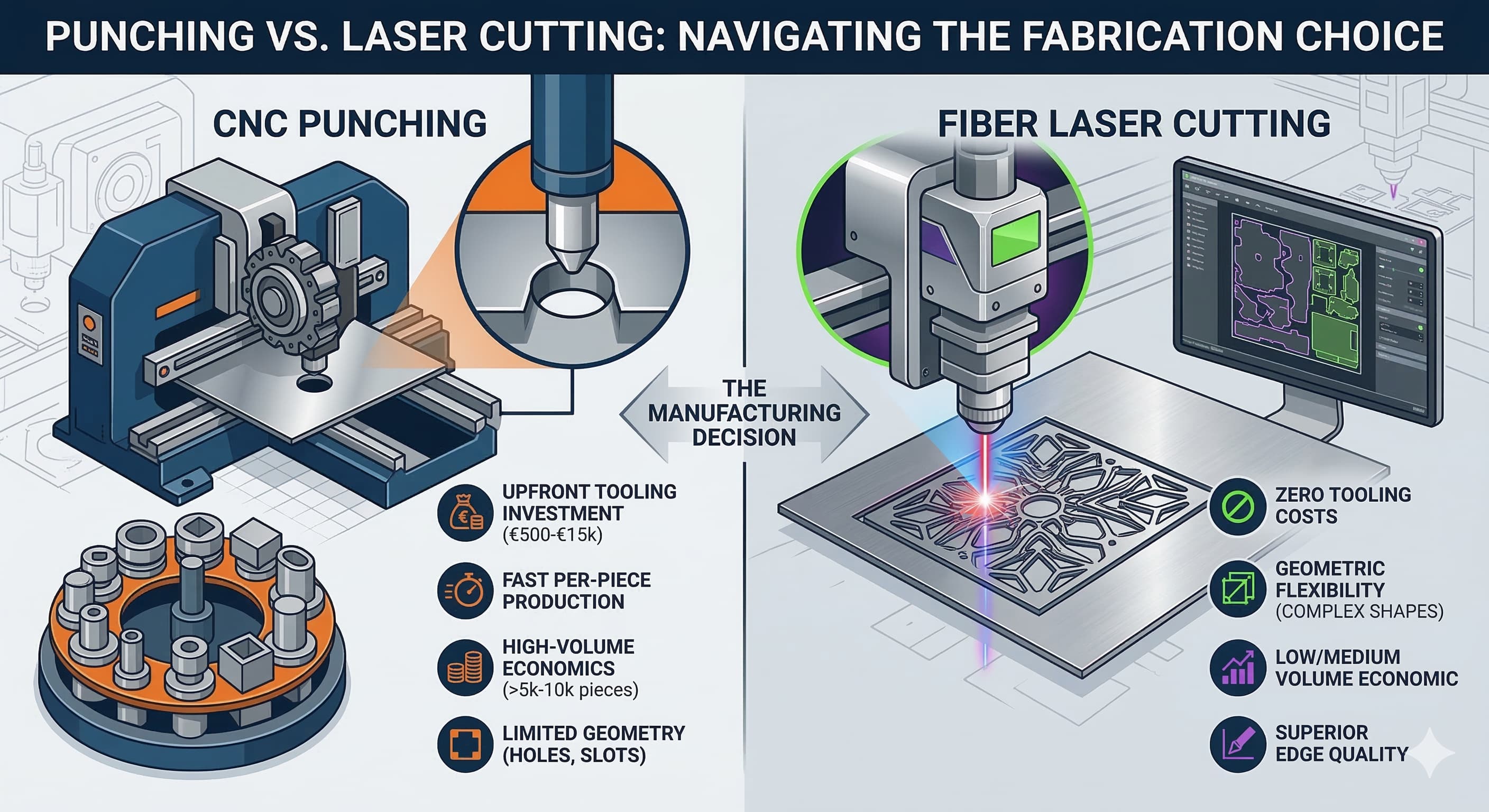
Viktige punkter:
- Stansing krever en forhåndsinvestering i verktøy (€500-€15 000 per verktøy), men gir overlegen økonomi ved volumer over 5 000-10 000 stykker
- Laserskjæring gir null verktøykostnader og geometrisk fleksibilitet, men har høyere kostnader per stykk, fra €0,50 til €5,00, avhengig av materiale og kompleksitet
- Det finnes grenser for materialtykkelse: stansing utmerker seg opp til 6 mm ståltykkelse, mens laserskjæring håndterer materialer opp til 25 mm effektivt
- Kvalitetskrav driver prosessvalget - stansing gir ±0,05 mm posisjonsnøyaktighet, mens laserskjæring oppnår ±0,1 mm med overlegen kantkvalitet
Forståelse av grunnleggende prinsipper for stansing
Stansing fungerer ved hjelp av skjærkraft som påføres av presisjonsverktøy, og skaper rene kutt gjennom kontrollert materialdeformasjon. Prosessen krever spesialtilpassede matriser og stempler som er produsert etter nøyaktige spesifikasjoner, vanligvis maskinert fra verktøystål som D2 eller A2 med hardhetsgrader på 58-62 HRC. Moderne CNC-revolverpresser oppnår posisjonsnøyaktighet på ±0,025 mm og kan bearbeide materialer opp til 6,35 mm tykkelse i stål og 4 mm i rustfrie stål som 316L.
Verktøyets levetid varierer betydelig basert på materialegenskaper og stempelgeometri. Standard runde stempler som bearbeider bløtt stål oppnår 100 000-500 000 slag før de trenger vedlikehold, mens komplekse former eller harde materialer som Inconel 625 reduserer verktøyets levetid til 10 000-50 000 sykluser. Verktøyvedlikeholdskostnader representerer vanligvis 15-25 % av de totale driftskostnadene for stansing.
Stanseprosessen utmerker seg ved å lage presise hull, spor og hakk med konsistent dimensjonsnøyaktighet. For applikasjoner som krever strenge toleranser for hullposisjonering, gir stansing overlegne resultater sammenlignet med termiske skjæremetoder. Prosessbegrensningen blir imidlertid tydelig med komplekse geometrier som krever kontinuerlige konturer eller intrikate interne utskjæringer.
Teknologianalyse av laserskjæring
Fiberlaserskjæringsteknologi dominerer moderne platebearbeiding på grunn av overlegen strålekvalitet og energieffektivitet. Dagens systemer opererer på effektnivåer fra 1 kW til 15 kW, med 4 kW-6 kW-systemer som representerer det optimale for generelt fabrikasjonsarbeid. Strålekvalitetsfaktorer (M²) under 1,1 muliggjør skjærehastigheter på 15-25 meter per minutt i 2 mm bløtt stål, samtidig som kantkvalitetsstandardene opprettholdes i henhold til ISO 9013 kvalitetsgrad 2.
Skjærekapasiteten varierer etter materialtype og lasereffekt. Et 6 kW fiberlasersystem bearbeider bløtt stål opp til 25 mm tykkelse, rustfritt stål til 20 mm og aluminiumslegeringer til 12 mm. Skjærekvaliteten forringes betydelig utover disse tersklene, noe som krever sekundære operasjoner eller alternative prosesser. Gassforbruk representerer en stor kostnadsfaktor - nitrogenskjæring av rustfritt stål forbruker 10-15 kubikkmeter per time til €0,80-€1,20 per kubikkmeter.
Kantkvalitetsegenskapene er vesentlig forskjellige fra stansing. Laserskjæring produserer varmepåvirkede soner (HAZ) som typisk er 0,1-0,3 mm brede, avhengig av materialtykkelse og skjæreparametere. Denne termiske påvirkningen kan påvirke materialegenskapene i kritiske applikasjoner, spesielt i fjærstål eller herdede materialer der metallurgiske endringer påvirker ytelsen.
Omfattende rammeverk for kostnadsanalyse
Total kostnadsevaluering krever analyse av flere kostnadskomponenter utover enkle beregninger per stykk. Stansing innebærer betydelige forhåndsinvesteringer i verktøy, men gir stordriftsfordeler ved høyere volumer. Standard runde stempler koster €500-€1 500 hver, mens komplekse formingsverktøy varierer fra €3 000 til €15 000, avhengig av geometri og presisjonskrav.
| Kostnadskomponent | Stansing | Laserskjæring | Lønnsomhetsvolum |
|---|---|---|---|
| Verktøyinvestering | €500-€15,000 | €0 | Varierer med kompleksitet |
| Oppsettstid | 15-45 minutter | 5-15 minutter | N/A |
| Behandlingshastighet (2mm stål) | 800-1,200 slag/time | 15-25 m/min skjæring | Avhengig av geometri |
| Materialutnyttelse | 85-95% | 75-90% | Volumavhengig |
| Sekundære operasjoner | Minimalt | Grading nødvendig | Avhengig av kvalitet |
Arbeidskostnader påvirker prosessøkonomien betydelig. Stanseoperasjoner krever vanligvis kvalifisert oppsettpersonell, men kan kjøres uten tilsyn når de er programmert. Laserskjæring krever kontinuerlig operatøroppmerksomhet for materialhåndtering og kvalitetsovervåking. Europeiske lønnssatser på €35-€55 per time gjør automatisering viktig for begge prosessene.
Energiforbruksmønstrene er vesentlig forskjellige. Stanseanlegg forbruker 15-25 kW under drift, men bare under faktiske formingssykluser. Lasersystemer opprettholder et grunnleggende strømforbruk på 30-50 kW kontinuerlig, med et maksimalt forbruk på 60-80 kW under skjæreoperasjoner. Med europeiske industrielle elektrisitetspriser på €0,12-€0,18 per kWh, blir energikostnadene viktige faktorer i høyvolumsproduksjon.
Materialkompatibilitet og begrensninger
Materialvalg driver prosessgjennomførbarheten mer enn noen annen faktor. Stansing utmerker seg med duktile materialer som deformeres forutsigbart under skjærkrefter. Karbonstål fra kvalitet S235 til S355 stanses rent opp til 6 mm tykkelse. Rustfrie stål 304 og 316L bearbeides effektivt til 4 mm, selv om arbeidsherdingsegenskaper krever nøye verktøydesign og vedlikeholdsprotokoller.
Aluminiumslegeringer gir unike utfordringer for stanseoperasjoner. Myke kvaliteter som 1100 og 3003 har en tendens til å feste seg på stempeloverflater, noe som krever spesialiserte belegg eller verktøymaterialer. Hardere legeringer som 6061-T6 stanses mer forutsigbart, men genererer høyere verktøyslitasjehastigheter. De klebende egenskapene til aluminium krever ofte hyppigere verktøyrengjøring og vedlikeholdssykluser.
| Materialkvalitet | Maks stansetykkelse | Maks laser tykkelse | Foretrukket prosess |
|---|---|---|---|
| S235 karbonstål | 6.0mm | 25mm | Stansing < 3mm |
| 304 Rustfritt stål | 4.0mm | 20mm | Laser for komplekse kutt |
| 6061-T6 Aluminium | 3.0mm | 12mm | Laser foretrekkes |
| COR-TEN Stål | 5.0mm | 20mm | Prosessavhengig |
| Inconel 625 | 2.0mm | 8mm | Kun laser |
Laserskjæring demonstrerer overlegen materialfleksibilitet, og bearbeider alt fra tynne folier til tykke plater på tvers av forskjellige legeringssystemer. Reflekterende materialer som kobber og messing, som historisk sett har vært utfordrende for CO2-lasere, skjæres effektivt med moderne fiberlaserteknologi. Materialkostnadene øker imidlertid med laserbehandling på grunn av bredere skjærebredder og potensial for varmerelatert forvrengning som krever ytterligere materialgodtgjørelser.
Kvalitetsstandarder og toleranser
Krav til dimensjonsnøyaktighet bestemmer ofte prosessvalget mer enn kostnadshensyn. Stansing gir eksepsjonell posisjonsnøyaktighet for hullmønstre og repeterende funksjoner. Moderne CNC-revolverpresser opprettholder hull-til-hull-nøyaktighet innenfor ±0,025 mm over plate dimensjoner opp til 1500 mm × 3000 mm. Dette presisjonsnivået passer for applikasjoner som krever strenge monteringstoleranser eller flere komponenter som krever utskiftbarhet.
Kantkvalitetsegenskapene er fundamentalt forskjellige mellom prosessene. Stansede kanter viser en karakteristisk skjærsone som typisk er 30-50 % av materialtykkelsen, etterfulgt av en bruddsone med grovere tekstur. For 2 mm bløtt stål strekker skjærsonen seg omtrent 0,6-1,0 mm, og gir glatte lagerflater som er egnet for akselapplikasjoner eller presisjonsmontering.
Laserskjæring produserer forskjellige kantegenskaper styrt av termiske effekter og valg av hjelpegass. Oksygenassistert skjæring av bløtt stål skaper lette oksidasjonslag som krever vurdering i sveise- eller beleggapplikasjoner. Nitrogenskjæring eliminerer oksidasjon, men øker driftskostnadene med €0,15-€0,25 per lineær meter kutt. Overflateruhet varierer vanligvis fra Ra 12,5-25 μm avhengig av skjærehastighet og materialtykkelse.
For høypresisjonsresultater, få et tilbud på 24 timer fra Microns Hub.
Betraktninger rundt geometrisk kompleksitet
Formkompleksitet representerer kanskje den mest avgjørende faktoren i prosessvalget. Stansing utmerker seg ved å lage mønstre av enkle geometriske former - hull, spor, hakk og grunnleggende formingsoperasjoner. Komplekse interne utskjæringer eller intrikate eksterne konturer krever flere verktøyoppsett eller viser seg umulig innenfor stanseprosessens begrensninger.
Minimum funksjonsstørrelser pålegger forskjellige begrensninger. Stansing kan lage hull så små som materialtykkelsen, med praktiske minimum på 1,0 mm diameter i 2 mm stål. Funksjoner som er tett plassert krever imidlertid vurdering av banens styrke mellom kuttene. Industristandarder anbefaler minimum bane dimensjoner på 1,5 × materialtykkelsen for å forhindre forvrengning under forming.
Laserskjæring tilbyr praktisk talt ubegrenset geometrisk frihet innenfor materialtykkelsesbegrensninger. Interne hjørner oppnår radier så små som 0,1 mm, mens eksterne funksjoner kan inneholde komplekse kurver og intrikate detaljer som er umulige med stansing. Denne fleksibiliteten viser seg uvurderlig for prototypeutvikling eller produkter som krever estetiske hensyn sammen med funksjonelle krav.
Avanserte produksjonsapplikasjoner kombinerer ofte begge prosessene strategisk. Platebearbeidingstjenester bruker ofte stansing for repeterende hullmønstre mens de bruker laserskjæring for komplekse omkrets profiler. Denne hybrid tilnærmingen optimaliserer både kostnadseffektivitet og geometrisk evne.
Produksjonsvolumøkonomi
Break-even-analyse krever nøye evaluering av totale produksjonskostnader over forventede produktlivssykluser. Lavvolumsproduksjon favoriserer konsekvent laserskjæring på grunn av null verktøykostnader og minimale oppsettkrav. For mengder under 1 000 stykker koster laserbehandling vanligvis 30-50 % mindre enn stansing når verktøyinvesteringer er amortisert.
Middels produksjonsvolumer mellom 1 000-10 000 stykker presenterer den mest komplekse beslutningsmatrisen. Verktøykostnadene må oppveies av reduserte behandlingskostnader per stykk og forbedret materialutnyttelse. Enkle geometrier med standardverktøy når break-even-punkter rundt 2 000-3 000 stykker, mens komplekse former som krever spesialtilpasset verktøy kanskje ikke oppnår kostnadsparitet før 8 000-10 000 stykker.
Høyvolumsproduksjon favoriserer sterkt stanseøkonomi. Når verktøykostnadene er amortisert, kan kostnadene per stykk falle til €0,05-€0,15 sammenlignet med laserskjæringskostnader på €0,50-€2,00 per stykk. Disse dramatiske forskjellene driver verktøyinvesteringer for ethvert produkt som forventer volumer som overstiger 15 000-20 000 stykker årlig.
| Produksjonsvolum | Anbefalt prosess | Kostnad per stykk | Oppsettinvestering |
|---|---|---|---|
| < 500 stykker | Laserskjæring | €0.80-€3.50 | €0 |
| 500-2,000 stykker | Prosessavhengig | €0.60-€2.50 | €0-€5,000 |
| 2,000-10,000 stykker | Stansing (enkelt) | €0.25-€1.20 | €1,000-€8,000 |
| > 10,000 stykker | Stansing | €0.08-€0.35 | €2,000-€15,000 |
Materialutnyttelse og avfallsoptimalisering
Hekkeeffektivitet påvirker materialkostnadene betydelig, spesielt for dyre legeringer eller storvolumsproduksjon. Stanseoperasjoner oppnår materialutnyttelsesgrader på 85-95 % gjennom optimaliserte hekkealgoritmer og konsistente skjærebredder. Den forutsigbare naturen til stanseverktøy muliggjør presis materialplanlegging og minimal avfallsproduksjon.
Laserskjæringsutnyttelsen varierer betydelig basert på delgeometri og hekkekompleksitet. Enkle rektangulære deler oppnår 90-95 % utnyttelse, mens komplekse former med mange interne utskjæringer bare kan gi 65-75 % effektivitet. Skjærebredde hensyn - typisk 0,1-0,3 mm for fiberlasere - må innlemmes i hekkeberegningene og kan påvirke materialkostnadene betydelig for presisjonskomponenter.
Håndtering av restmateriale er forskjellig mellom prosessene. Stansing genererer rene geometriske rester som er egnet for sekundære applikasjoner eller inventar for mindre komponenter. Laserskjæring produserer uregelmessige former som ofte er uegnet for gjenbruk, selv om avansert hekkeprogramvare kan identifisere muligheter for å utnytte rester i påfølgende produksjonsløp.
Når du bestiller fra Microns Hub, drar du nytte av direkte produsentforhold som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformer. Vår tekniske ekspertise og avanserte hekkeoptimalisering gir materialutnyttelsesgrader som konsekvent er 5-8 % høyere enn bransjegjennomsnittet, noe som direkte oversettes til kostnadsbesparelser for prosjektene dine.
Prosessintegrasjon og arbeidsflytoptimalisering
Integrasjon av produksjonsarbeidsflyt påvirker den totale produksjonseffektiviteten utover individuelle prosessevner. Stanseoperasjoner integreres sømløst med andre formingsprosesser som bøying, trekking og monteringsoperasjoner. Den konsistente kantkvaliteten og dimensjonsnøyaktigheten forenkler nedstrømsprosesser uten ytterligere forberedelsestrinn.
Laserskjæring krever ofte sekundære operasjoner for kantforberedelse eller spenningsavlastning. Varmepåvirkede soner kan nødvendiggjøre maskinering eller slipeoperasjoner for kritiske applikasjoner. Avgrading krever €0,05-€0,15 per lineær meter kutt, avhengig av materialtykkelse og kantkvalitetsspesifikasjoner.
Kvalitetskontrollprotokoller er vesentlig forskjellige mellom prosessene. Stanseoperasjoner drar nytte av statistisk prosesskontroll overvåking av verktøyslitasje og dimensjonsdrift. Når det er etablert, gir stanseverktøy konsistente resultater som bare krever periodisk verifisering. Laserskjæring krever kontinuerlig overvåking av skjærekvalitet, hjelpegasstrykk og termiske effekter som kan variere gjennom produksjonsløp.
Moderne produksjon legger stadig større vekt på fleksibilitet og rask respons på markedsendringer. Våre produksjonstjenester inkluderer både stanse- og laserskjæringsmuligheter, noe som muliggjør optimal prosessvalg basert på gjeldende produksjonskrav i stedet for faste utstyrsbegrensninger.
Teknologiutvikling og fremtidige vurderinger
Fremvoksende teknologier fortsetter å omforme stanse- kontra laserskjæringslandskapet. Avanserte stanseverktøy som inneholder servoelektriske drev gir forbedret nøyaktighet og reduserte støynivåer sammenlignet med tradisjonelle hydrauliske systemer. Flerverktøyfunksjoner muliggjør komplekse formingsoperasjoner som tidligere krevde separate prosesser.
Laserteknologiutviklingen fokuserer på effektskalering og forbedringer i strålekvalitet. Neste generasjons fiberlasere som nærmer seg 20 kW effektnivåer vil utvide skjærekapasiteten for tykke seksjoner samtidig som de opprettholder utmerket kantkvalitet. Adaptive skjæreteknologier justerer automatisk parametere basert på sanntids kvalitets tilbakemelding, reduserer operatørkompetansekrav og forbedrer konsistensen.
Automasjonsintegrasjon påvirker begge prosessene forskjellig. Stanseoperasjoner imøtekommer lett automatiserte laste- og lossesystemer, med noen installasjoner som oppnår lys-ut-produksjon for passende delgeometrier. Laserskjæringsautomatisering står overfor større utfordringer på grunn av variable behandlingstider og kvalitets overvåkingskrav, selv om fremskritt innen kunstig intelligens adresserer disse begrensningene.
Bærekrafthensyn påvirker i økende grad prosessvalget. Stansing genererer minimalt med avfall og krever ingen forbruksgasser, noe som stemmer overens med miljømål. Laserskjærings energiforbruk og bruk av hjelpegass skaper større miljøavtrykk, selv om forbedringer i effektivitet delvis oppveier disse bekymringene.
Ofte stilte spørsmål
Hva er minimumsbestillingsmengden som gjør stanseverktøyinvesteringen verdt?
Break-even-mengder avhenger av delkompleksitet og verktøykostnader, men varierer generelt fra 2 000-5 000 stykker for standardgeometrier. Komplekse former som krever spesialtilpasset verktøy kan trenge 8 000-12 000 stykker for å rettferdiggjøre investeringen. Vurder totalt levetidsvolum på tvers av produktvarianter som kan dele felles verktøy for å forbedre økonomien.
Kan laserskjæring matche stanse nøyaktighet for hullmønstre?
Laserskjæring oppnår ±0,1 mm posisjonsnøyaktighet, mens stansing gir ±0,025 mm for hull-til-hull-avstand. For applikasjoner som krever presise lagerpassninger eller strenge monteringstoleranser, gir stansing overlegen nøyaktighet. Laserskjærings nøyaktighet kan imidlertid være tilstrekkelig for mange applikasjoner samtidig som den tilbyr større geometrisk fleksibilitet.
Hvordan påvirker materialtykkelsen beslutningen om stansing kontra laserskjæring?
Stansing blir stadig vanskeligere utover 6 mm ståltykkelse på grunn av kraftkrav og verktøyslitasje. Laserskjæring håndterer materialer opp til 25 mm effektivt med passende effektnivåer. For tykke seksjoner over 8 mm gir laserskjæring vanligvis bedre kantkvalitet og geometrisk evne enn stansealternativer.
Hvilke sekundære operasjoner kreves vanligvis for hver prosess?
Stansing krever sjelden sekundære operasjoner utover lett avgrading for kosmetiske applikasjoner. Laserskjæring trenger ofte avgrading, spesielt på tykke seksjoner, og kan kreve spenningsavlastning for presisjonsapplikasjoner. Varmepåvirkede soner krever av og til fjerning gjennom maskinering eller slipeoperasjoner.
Hvordan sammenlignes oppsettstidene mellom stansing og laserskjæring for korte serier?
Laserskjæringsoppsett krever vanligvis 5-15 minutter for programmering og materialposisjonering. Stanseoppsett innebærer verktøyvalg, installasjon og programverifisering, og tar vanligvis 15-45 minutter avhengig av kompleksitet. For mengder under 100 stykker oppveier laserskjæringsoppsettfordeler ofte kostnadsforskjeller per stykk.
Kan begge prosessene håndtere det samme utvalget av materialer effektivt?
Laserskjæring demonstrerer overlegen materialfleksibilitet, og bearbeider alt fra tynne folier til eksotiske legeringer som Inconel og titan. Stansing fungerer best med duktile materialer opp til moderate styrkenivåer. Harde eller sprø materialer som vil skade stanseverktøy, skjæres effektivt med laserteknologi.
Hvilke kvalitetsstandarder gjelder for kanttilstand og dimensjonsnøyaktighet?
Stansede kanter overholder ISO 2768 dimensjonsstandarder og viser karakteristiske skjærsoner. Laserskårne kanter følger ISO 9013 kvalitetsklassifiseringer, med klasse 2-3 typisk for de fleste applikasjoner. Begge prosessene kan oppnå presisjonskrav når de er riktig spesifisert og kontrollert, selv om stansing gir overlegen dimensjonskonsistens for repeterende funksjoner.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece