Sink vs. Aluminium Die Casting: Hvorfor Sink Gir Overlegen Verktøylevetid
Verktøylevetid ved die casting er fortsatt en av de viktigste kostnadsdriverne i høyvolumsproduksjon, men mange ingeniører tar fortsatt materialvalg basert på komponentegenskaper alene. Den harde realiteten er at aluminium die casting-operasjoner vanligvis krever verktøyvedlikehold hver 50 000-80 000 skudd, mens sink die casting-verktøy rutinemessig overskrider 500 000 skudd før større vedlikeholdsintervaller. Denne grunnleggende forskjellen i verktøydurabilitet kan avgjøre prosjektets lønnsomhet over produksjonens livssyklus.
Viktige punkter
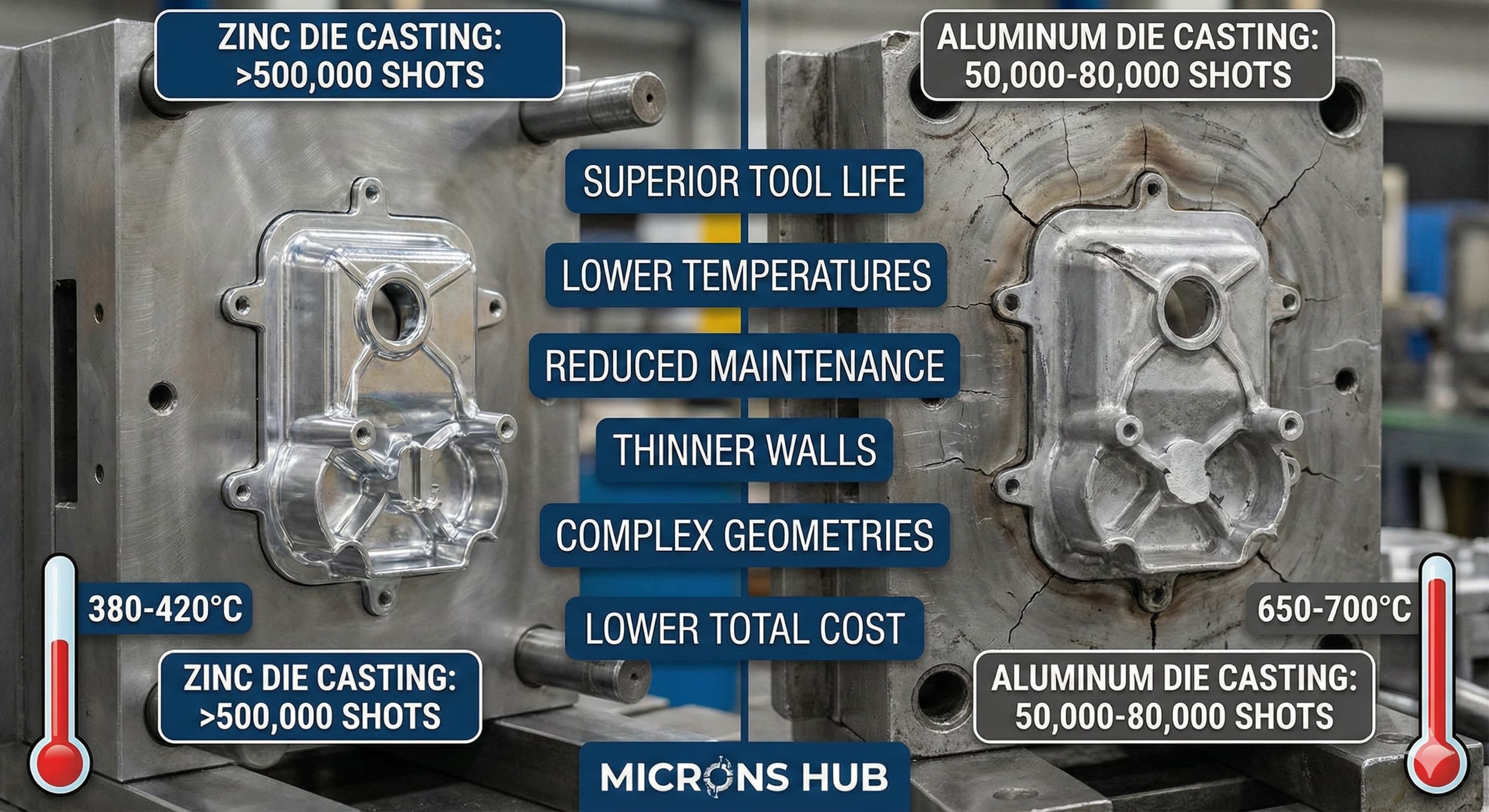
- Sink die casting-verktøy oppnår 6-10 ganger lengre levetid sammenlignet med aluminium, med typiske vedlikeholdsintervaller som overstiger 500 000 skudd mot aluminiums 50 000-80 000 skudd
- Lavere driftstemperaturer (380-420 °C for sink vs. 650-700 °C for aluminium) reduserer termisk stress og verktøydegradering betydelig
- Sinks overlegne flytegenskaper muliggjør tynnere veggseksjoner og mer komplekse geometrier samtidig som konsistent dimensjonsnøyaktighet opprettholdes
- Totale eierkostnader favoriserer sink for høyvolumsproduksjon til tross for høyere råvarekostnader, på grunn av redusert verktøyvedlikehold og lengre produksjonskjøringer
Fysikken bak forskjeller i verktøylevetid
Den grunnleggende grunnen til at sink overgår aluminium når det gjelder verktøylevetid, ligger i driftsstemperaturforskjellen og materialinteraksjonsegenskapene. Sinklegeringer smelter ved omtrent 380-420 °C, mens aluminiumlegeringer krever 650-700 °C for korrekt die casting-operasjoner. Denne temperaturforskjellen på 270-300 °C skaper dramatisk forskjellige termiske stressmiljøer i die-hulrommet.
Verktøystål opplever termiske ekspansjons- og sammentrekningssykluser med hvert skudd. Ved aluminiums driftstemperaturer opererer H13-verktøystålet (industristandarden for die casting-dies) nærmere sin tempereringstemperaturgrense. Gjentatt eksponering for disse forhøyede temperaturene forårsaker gradvis mykning av verktøyoverflaten, noe som fører til for tidlig slitasje, sprekker og dimensjonsmessig ustabilitet.
Sinks lavere prosesseringstemperatur holder H13-verktøystålet godt innenfor sitt optimale hardhetsområde gjennom hele produksjonssyklusen. Den reduserte termiske sjokket minimerer dannelsen av varmesprekker (de fine sprekknettverkene som utvikler seg på die-overflater) og forlenger intervallet mellom oppussingssykluser betydelig.
Materialflytegenskaper og die-fylling
Sinklegeringer viser overlegen flytbarhet sammenlignet med aluminium, og fyller tynne seksjoner og komplekse geometrier med bemerkelsesverdig konsistens. Denne forbedrede flytegenskapen stammer fra sinks lavere viskositet i smeltet tilstand og dens evne til å opprettholde temperaturuniformitet gjennom hele fyllingsprosessen.
Den praktiske virkningen av denne forbedrede flyten blir tydelig i veggtykkelsesmulighetene. Sink die castings oppnår rutinemessig veggtykkelser på 0,5-0,8 mm i produksjon, mens aluminium vanligvis krever minimumsvegger på 1,5-2,0 mm for pålitelig fylling. Denne evnen gjør det mulig for designere å optimalisere komponentvekt og materialbruk samtidig som strukturell integritet opprettholdes – en avgjørende fordel der strategisk ribbeplassering kan forbedre strukturell ytelse i tynnveggede seksjoner.
Det uniforme flytemønsteret reduserer også sannsynligheten for kalde skjøter, flytlinjer og andre fyllingsrelaterte defekter som kan kompromittere både komponentkvalitet og verktøylevetid. Når aluminium opplever turbulent fylling, kan de resulterende trykkvariasjonene forårsake mekanisk stress på die-overflater, noe som bidrar til for tidlig verktøydegradering.
Termisk styring og optimalisering av syklustid
Effektiv termisk styring korrelerer direkte med både produksjonseffektivitet og verktøylevetid. Sinks lavere prosesseringstemperatur muliggjør mer aggressive kjølestrategier uten å risikere komponentkvalitet. Kjølesystemet kan trekke ut varme raskere fra sinkstøpegods, redusere syklustidene samtidig som dimensjonsstabiliteten opprettholdes.
Typiske kjølehastigheter for sink die casting varierer fra 15-25 °C per sekund, sammenlignet med aluminiums 8-15 °C per sekund. Denne akselererte kjøleevnen oversettes til syklustidsfordeler på 20-30 % i mange applikasjoner. Enda viktigere er det at den reduserte termiske belastningen på die-systemet minimerer vridning og termisk utmattelse i verktøyet.
Temperaturforskjellen påvirker også die-smøresystemer. Sinks moderate driftstemperatur tillater mer effektiv smøredekning, ettersom smøremidlene ikke gjennomgår rask termisk nedbrytning. Aluminiums høyere temperaturer kan forårsake smøremiddelnedbrytning, noe som fører til økt friksjon, galling og akselerert slitasje på bevegelige die-komponenter.
| Egenskap | Sinklegeringer (ZA-8, ZA-12) | Aluminiumslegeringer (A380, A383) |
|---|---|---|
| Prosesstemperatur | 380-420°C | 650-700°C |
| Typisk verktøylevetid (skudd) | 500,000-1,000,000 | 50,000-80,000 |
| Minimum veggtykkelse | 0.5-0.8 mm | 1.5-2.0 mm |
| Kjølehastighet | 15-25°C/sek | 8-15°C/sek |
| Dimensjonsstabilitet | ±0.05-0.08 mm | ±0.08-0.13 mm |
| Overflatefinish (Ra) | 0.8-1.6 μm | 1.6-3.2 μm |
Økonomisk analyse: Totale eierkostnader
Mens sink vanligvis koster 15-25 % mer enn aluminium per kilogram, skifter den totale kostnadsberegningen dramatisk når man vurderer verktøylevetid, vedlikeholdsintervaller og produksjonseffektivitet. En omfattende kostnadsanalyse må ta hensyn til råvarekostnader, verktøyamortisering, vedlikeholdsutgifter og produksjonsstans.
Tenk deg et høyvolumsproduksjonsscenario som krever 2 millioner komponenter årlig. En aluminium die casting-operasjon kan kreve 25-40 verktøyvedlikeholdssykluser i løpet av denne produksjonskjøringen, mens en sinkoperasjon vanligvis bare vil kreve 2-4 vedlikeholdsintervensjoner. Hver vedlikeholdssyklus innebærer 2-4 dager med nedetid, oppussingskostnader på €8 000-15 000 og potensielle kvalitetsproblemer under oppstart.
Den utvidede verktøylevetiden til sink die casting muliggjør lengre uavbrutte produksjonskjøringer, forbedrer den totale utstyrseffektiviteten (OEE) og reduserer produksjonskostnadene per del. Denne fordelen blir spesielt uttalt i automatiserte produksjonsmiljøer der konsistens og pålitelighet er avgjørende.
For høypresisjonsresultater, Få ditt tilpassede tilbud levert innen 24 timer fra Microns Hub.
Dimensjonsnøyaktighet og fordeler med overflatekvalitet
Sinks overlegne dimensjonsstabilitet gjennom hele produksjonssyklusen bidrar betydelig til konsistent delkvalitet og redusert verktøyslitasje. Materialets lavere krympehastighet (omtrent 0,6-0,8 %) sammenlignet med aluminium (1,0-1,3 %) resulterer i mer forutsigbare dimensjonsresultater og redusert stress på die-komponenter.
Denne dimensjonskonsistensen oversettes til strammere toleransemuligheter. Sink die castings oppnår rutinemessig ±0,05-0,08 mm toleranser i kritiske dimensjoner, mens aluminium vanligvis krever ±0,08-0,13 mm toleranser for pålitelig produksjon. Den forbedrede nøyaktigheten reduserer behovet for sekundære maskineringsoperasjoner og minimerer kvalitetsrelaterte produksjonsavbrudd.
Overflatefinishkvaliteten favoriserer også sink, med typiske Ra-verdier på 0,8-1,6 μm oppnåelig direkte fra die. Aluminiumoverflater krever generelt ytterligere etterbehandlingsoperasjoner for å oppnå sammenlignbar overflatekvalitet, noe som øker kostnadene og kompleksiteten i produksjonsprosessen. Den overlegne overflatefinishen til sinkkomponenter eliminerer ofte behovet for omfattende etterbehandling, spesielt gunstig for applikasjoner som krever estetisk appell eller presise monteringsgrensesnitt.
Valg av legering og optimalisering av egenskaper
Moderne sink die casting-legeringer tilbyr en rekke mekaniske egenskaper som er egnet for krevende applikasjoner. ZA-serien av legeringer (ZA-8, ZA-12, ZA-27) gir eksepsjonelle styrke-til-vekt-forhold og slitestyrke, og utfordrer den tradisjonelle antagelsen om at aluminium tilbyr overlegne mekaniske egenskaper.
ZA-12 oppnår for eksempel strekkfasthet på 350-400 MPa med utmerkede lager- og sliteegenskaper. Dette ytelsesnivået oppfyller eller overgår mange aluminiumlegeringsspesifikasjoner samtidig som prosesseringsfordelene som forlenger verktøylevetiden opprettholdes. Legeringens selvsmørende egenskaper reduserer ytterligere slitasje på die-overflater under utstøtningsprosessen.
| Legering | Strekkfasthet (MPa) | Flytegrense (MPa) | Forlengelse (%) | Hardhet (HB) |
|---|---|---|---|---|
| ZA-8 | 280-320 | 200-240 | 2-6 | 100-115 |
| ZA-12 | 350-400 | 290-320 | 1-3 | 115-125 |
| A380 (Al) | 320-330 | 160-170 | 2.5-3.5 | 80-85 |
| A383 (Al) | 310-320 | 150-160 | 3-4 | 75-80 |
Valget av passende sinklegeringer avhenger av de spesifikke ytelseskravene og driftsmiljøet. For applikasjoner som krever maksimal verktøylevetid med gode mekaniske egenskaper, gir ZA-8 en optimal balanse. Når høyere styrke er viktig, leverer ZA-12 utmerket ytelse samtidig som verktøylevetidsfordelene som er iboende i sink die casting opprettholdes.
Verktøydesignhensyn for forlenget levetid
Optimalisering av verktøydesign for sink die casting kan ytterligere forbedre de allerede overlegne verktøylevetidsegenskapene. De lavere driftstemperaturene tillater bruk av mer sofistikerte kjølekanalgeometrier uten å kompromittere verktøystyrken. Konforme kjølekanaler, opprettet gjennom additive produksjonsteknikker, kan lettere innlemmes i sinkverktøy på grunn av de reduserte termiske spenningene.
Portdesign blir mindre kritisk med sink på grunn av dets overlegne flytegenskaper, men riktig porting påvirker fortsatt verktøyets levetid. Sinks evne til å fylle tynne seksjoner jevnt gir mulighet for mindre portstørrelser, noe som reduserer den mekaniske spenningen på portområdene under brekke- og trimmeoperasjonene. Denne vurderingen blir spesielt viktig i automatisert produksjon der konsistent portbrekking er avgjørende for kontinuerlig drift.
Utstøtningssystemdesign drar også nytte av sinks egenskaper. Materialets naturlige smøreevne og lavere prosesseringstemperatur reduserer kraften som kreves for delutstøting, minimerer slitasje på utstøterstifter og reduserer sannsynligheten for utstøterstiftbrudd – en vanlig årsak til produksjonsstans i aluminiumoperasjoner.
Integrasjon med moderne produksjonssystemer
Pålitelighets- og konsistensfordelene med sink die casting stemmer godt overens med moderne produksjonstilnærminger, inkludert lean produksjon og Industry 4.0-implementeringer. Den utvidede verktøylevetiden og reduserte vedlikeholdskravene støtter just-in-time-produksjonsstrategier ved å minimere uplanlagt nedetid og sikre forutsigbare produksjonsplaner.
Ved integrering av die casting med andre produksjonsprosesser som platebearbeidingstjenester eller sekundære maskineringsoperasjoner, gir sinks dimensjonskonsistens fordeler i nedstrømsprosessering. Den overlegne overflatefinishen og dimensjonsnøyaktigheten reduserer oppsettstiden og verktøyslitasjen i sekundære operasjoner, noe som bidrar til den totale systemeffektiviteten.
Kvalitetskontrollsystemer drar nytte av sinks prosessstabilitet. Implementeringer av statistisk prosesskontroll (SPC) viser strammere kontrollgrenser og færre spesielle årsaksvariasjoner i sink die casting-operasjoner. Denne stabiliteten reduserer hyppigheten av prosessjusteringer og kvalitetsrelaterte produksjonsavbrudd, noe som ytterligere forbedrer de totale kostnadsfordelene.
Moderne produsenter som velger Microns Hub drar nytte av direkte relasjoner med spesialiserte die casting-anlegg som sikrer overlegen kvalitetskontroll og konkurransedyktige priser sammenlignet med markedsplattformene. Vår tekniske ekspertise innen materialvalg og prosessoptimalisering betyr at hvert prosjekt får den fokuserte oppmerksomheten som kreves for å oppnå optimal verktøylevetid og produksjonseffektivitet.
Miljømessige og bærekraftige hensyn
Den utvidede verktøylevetiden til sink die casting bidrar positivt til miljømessig bærekraft gjennom flere veier. Redusert verktøyvedlikeholdsfrekvens betyr færre reservedeler, mindre energiforbruk for verktøyoppussing og redusert avfallsproduksjon fra slitte verktøykomponenter.
Sinks lavere prosesseringstemperatur oversettes direkte til redusert energiforbruk per produsert del. I høyvolumsproduksjon kan denne energifordelen representere betydelige kostnadsbesparelser og redusert karbonfotavtrykk. Den forbedrede materialutnyttelseseffektiviteten, muliggjort av tynnere veggseksjoner og bedre flytegenskaper, forbedrer miljøprofilen ytterligere.
Resirkulerbarheten til både sinklegeringer og verktøystål støtter prinsipper for sirkulær økonomi. Sink die casting-skrap opprettholder høy verdi og kan enkelt resirkuleres til nye legeringer. Den utvidede verktøylevetiden betyr at det innebygde energi- og materialinnholdet i verktøyet amortiseres over mange flere produksjonssykluser, noe som forbedrer den totale ressurseffektiviteten i produksjonsprosessen.
Produsenter kan utnytte disse bærekraftfordelene for å møte bedriftens miljømål samtidig som de oppnår overlegen økonomisk ytelse. Kombinasjonen av redusert energiforbruk, utvidet verktøylevetid og forbedret materialeffektivitet skaper et overbevisende argument for sink die casting i applikasjoner der miljøpåvirkning er en vurdering.
For produsenter som søker omfattende produksjonsløsninger, omfatter våre produksjonstjenester hele spekteret av prosesser som er nødvendige for å optimalisere produksjonseffektiviteten og verktøylevetiden på tvers av ulike applikasjonskrav.
Ofte stilte spørsmål
Hva er den faktiske kostnadsforskjellen mellom sink og aluminium die casting når man vurderer verktøylevetid?
Mens sinkmaterialkostnadene vanligvis er 15-25 % høyere enn aluminium, favoriserer de totale eierkostnadene ofte sink i høyvolumsapplikasjoner. Sinkverktøy som varer 500 000-1 000 000 skudd mot aluminiums 50 000-80 000 skudd betyr betydelig lavere verktøyvedlikeholdskostnader, redusert nedetid og forbedret produksjonseffektivitet. I de fleste produksjonsscenarier som overstiger 100 000 deler årlig, kompenserer sinks overlegne verktøylevetid mer enn for den høyere materialkostnaden.
Kan sink die casting oppnå de samme styrkeegenskapene som aluminiumlegeringer?
Moderne sinklegeringer som ZA-12 oppnår strekkfasthet på 350-400 MPa, som oppfyller eller overgår mange aluminium die casting-legeringer. Mens aluminium tilbyr fordeler i spesifikk styrke (styrke-til-vekt-forhold), gir sink overlegne lageregenskaper, slitestyrke og dimensjonsstabilitet. Valget avhenger av spesifikke applikasjonskrav, men sink bør ikke automatisk avvises basert på utdaterte styrkeantagelser.
Hvordan sammenlignes minimumsveggtykkelsesmulighetene mellom materialer?
Sink die casting oppnår rutinemessig veggtykkelser på 0,5-0,8 mm i produksjonsapplikasjoner, mens aluminium vanligvis krever minimumsvegger på 1,5-2,0 mm for pålitelig fylling. Denne evnen stammer fra sinks overlegne flytegenskaper og lavere viskositet i smeltet tilstand. Den tynnere veggkapasiteten muliggjør betydelige materialbesparelser og forbedret designfleksibilitet i mange applikasjoner.
Hvilke faktorer avgjør om sink eller aluminium er mer egnet for en spesifikk applikasjon?
Viktige faktorer inkluderer produksjonsvolum (sinkfordeler øker med volum), krav til dimensjonstoleranse (sink tilbyr strammere toleranser), behov for styrke-til-vekt-forhold (aluminiumfordel), krav til overflatefinish (sinkfordel) og forventninger til verktøylevetid. Applikasjoner som krever høy presisjon, konsistent kvalitet og lange produksjonskjøringer favoriserer vanligvis sink, mens vektkritiske applikasjoner kan favorisere aluminium til tross for kompromissene med verktøylevetiden.
Hvordan sammenlignes dimensjonsnøyaktigheten mellom sink og aluminium die casting?
Sink die casting oppnår vanligvis ±0,05-0,08 mm toleranser i kritiske dimensjoner, mens aluminium krever ±0,08-0,13 mm toleranser for pålitelig produksjon. Denne forskjellen skyldes sinks lavere krympehastighet (0,6-0,8 % vs. 1,0-1,3 % for aluminium) og overlegen dimensjonsstabilitet gjennom produksjonssykluser. Den forbedrede nøyaktigheten eliminerer ofte sekundære maskineringskrav.
Hvilke vedlikeholdsintervaller kan forventes for sink kontra aluminium die casting-verktøy?
Sink die casting-verktøy krever vanligvis større vedlikehold hver 500 000-1 000 000 skudd, mens aluminiumverktøy trenger oppmerksomhet hver 50 000-80 000 skudd. Dette representerer en 6-10x forskjell i verktøylevetid. De utvidede intervallene skyldes lavere driftstemperaturer (380-420 °C vs. 650-700 °C), redusert termisk stress og mindre aggressiv interaksjon mellom det smeltede metallet og verktøyståloverflatene.
Hvordan sammenlignes syklustidene mellom sink- og aluminium die casting-prosesser?
Sink die casting oppnår ofte 20-30 % raskere syklustider på grunn av mer effektiv varmeutvinning muliggjort av lavere prosesseringstemperaturer. Typiske kjølehastigheter for sink varierer fra 15-25 °C per sekund sammenlignet med aluminiums 8-15 °C per sekund. Den raskere syklingen, kombinert med utvidet verktøylevetid, forbedrer den totale utstyrseffektiviteten og produksjonskapasiteten betydelig.
MICRONS HUB DV Ε.Ε. · VAT: EL803129638 · GEMI: 190254227000 · Industrial Area, Street B, Number 4, 71601 Heraklion, Crete, Greece